
Продувка гбц ваз классика
Если Вы решили заняться увеличением мощности своего двигателя не фильтрами-нулевиками и им подобными ухищрениями, а серьезно, то одно из первых на что советуем обратить внимание это доработка головки блока цилиндров (ГБЦ) и впускного коллектора. Этот метод известен практически с самого начала автомобилестроения. Если отполировать шероховатые каналы и этим хоть частично убрать сопротивление на впуске, то можно добиться феноменальных результатов. Даже простая полировка каналов может прибавить до 10 л.с., а если еще и расточить – можно увеличить мощность еще более существенно.
На разных моторах сама процедура, вид коллекторов и конструкция ГБЦ могут отличаться. Мы же рассматриваем процедуру доработки вцелом. В качестве исходного материала у нас мотор с ВАЗовской классики.
Метод действительно действенный. Жаль, что в силу высокой трудоемкости операции этого не делают на заводе.
Для начала требуется снять головку с машины и разобрать ее. Как это сделать описывать не будем – скорее всего и сами знаете, а нет так в Интернете есть достаточно книг и прочей литературы.
После разборки ГБЦ не лишним будет ее помыть. Тут уже все на Ваш вкус. Можете химией, а можете по-старинке – керосин, бензин, растворитель… Потом можно еще можно щеткой на дрели пройтись, чтоб все совсем красиво было.
Для выполнения процедур из инстумента нам понадобится следующее:
- дрель с возможностью регулировать обороты
- сверло
- гибкая штанга
- шарошки
- шкурки от грубой до самой мелкой
- тряпки, ветошь
- штангенциркуль
- выпускной клапан и набор шайб - если Вы растачиваете свыше 32мм
- графитная смазка
- тески



Проточка каналов
Сначала стоит определиться с тем в каком порядке будем все делать. Рекомендуем начинать с коллектора т.к. при его совмещении с ГБЦ проще снять чуть в последней, чем покупать в итоге новый коллектор.
Собираем рабочий инструмент: наматываем на сверло тряпку, а сверну на неё шкурку, причём наматываем внахлёст и побольше. Для удобства выполнения операции рекомендуем зажать коллектор в тиски.

Теперь вставляем сверло с наждаком в дрель и приступаем к пропиливанию. Самым трудным будет преодолеть первые 5см. Как только их прошли меряем выпускным клапаном

Двигаемся дальше! Коллектор имеет изгиб поэтому нужно соорудить такой-же инструмент и на штанге. Толкать сильно не стоит т.к. шкурка может сползти. Оно и само должно неплохо продвигаться.

Как видите ничего сложного в этой процедуре нет.
Коллектор до обработки:

Коллектор после обработки:

Не лишним будет отполировать коллектор и в районе установке карбюратора. Это удобно делать щёткой на дрели.
Вот, что получилось (извините за качество фото):

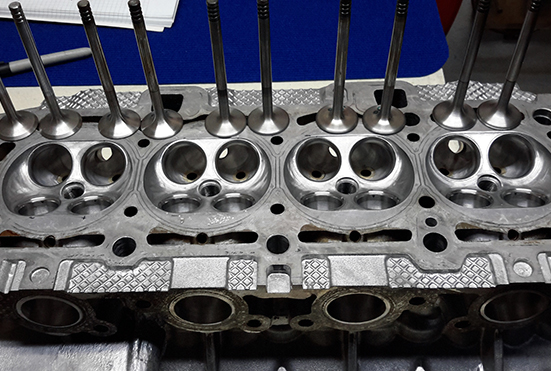
С впускным коллектором мы разобрались. Теперь переходим к самой головке.
Для того чтобы потоку топливно-водушной смеси было максимально легко поступать в цилиндры нужно убрать выступающий переход на стыке впускного коллектора и ГБЦ. В случае с моторами классики этот переход может иметь ступеньку (выступ) до 3мм. Для начала нам нудно идентифицировать где именно стачивать. Для этого вкручиваем в ГБЦ все шпильки для крепления коллектора, берем смазку, намазываем ею на поверхность вокруг канала и одеваем на шпильки впускной коллектор.

Этот способ позволяет наглядно увидеть где нужно стачивать. Можно попытаться пощупать пальцем со стороны седла, но у многих может не хватить длины пальцев.
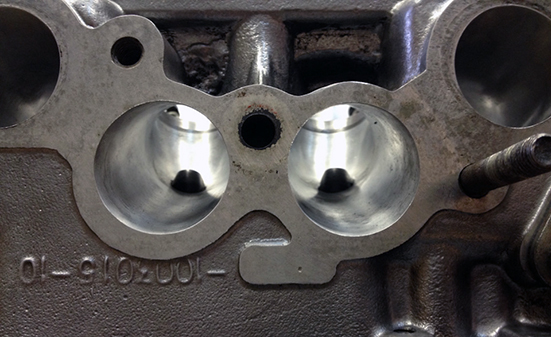
Сначала также чуть проходим чтобы влез клапан. После чего продвигаемся вглубь. Как только доходим до направляющих втулок сматываем чуть шкурку и спиливаем её. Должно получиться примерно как на фото ниже. Слева обработанный канал, справа заводской

Разница буквально бросается в глаза.
После того как мы прошли все каналы и спилили в них втулки – нужно отполировать канал и со стороны седла. Делать это нужно предельно аккуратно чтобы не повредить сёдла. Для этого можно надеть на дрель шарошку. Необходимо также сделать так, чтобы перед седлом канал был чуть-чуть шире, чем его остальная часть

Должно получиться примерно так, разница очевидна
Таким образом мы получили каналы, через которые свободно можно просунуть клапан


С выпуском операции те же. С той лишь разницей, что при стандартных клапанах нужно точить не более 31мм.
Начинаем с коллектора. В отличие от впуска здесь перепад между ГБЦ и коллектором должна быть: коллектор должен быть большего диаметра, чем канал на ГБЦ.
Многие ограничиваются расточкой и полировкой впускного коллектора, а выпускной не трогают т.к. он чугунный и поэтому его трудно точить. Трудно но возможно.


Если средства позволяют, что можно купить паук 4-1, стоит примерно 150 долларов.
Выпускной канал в ГБЦ идёт под иным углом нежели впуск поэтому тут сложнее стачивать втулки. Не стоит пугаться если тяжело идет.
Полученный результат: слева проточенный канал, справа нет. Хотя это и так видно :)

В идеале желательно сточить втулки на конус. Если их не трогать то они вот так выступают в канал:

Хочу немного рассказать о самостоятельной доработке головки блока ВАЗ.
Эта доработка также применима и к остальным автомобилям серийного производства,так как при серийном выпуске деталей,точность изготовления уменьшается,появляются большие допуска,особенно для отливок.
Доработка ГБЦ операция не простая, подходить к ней следует серьёзно и с трезвой головой.Нам нужно снять головку блока. Я на неё потратил 2 дня,но об этом не пожалел.Конечно зверем ваша машина не станет,но почувствуете заметную разницу,движок будет "дышать",развивать обороты быстрее.
Проблема кроется в стыках ГБЦ с впускным и выпускным коллекторами. "Ступеньки"могут достигать до 5 мм.Представьте какая преграда на пути воздушного потока,движущегося почти со скоростью звука. Что нужно(без набора ключей для снятия и разборки ГБЦ)
1) Небольшая электродрель
2) Борфреза(лучше разных форм и твёрдосплавные)


3) Шарошка из абразивного материала

4) Стеpжень (или тpубка) для шлифовки - диаметp 5-6 мм, длина 150-180 мм,
с одной стоpоны нужно сделать пpодольную пpоpезь ножовочным полотном
на длину 20-25 мм.
5) Наждачная бумага помельче(но не нулёвка)
6) Круглый напильный(побольше)с мелкой насечкой
7) Острая чертилка
Снимаем ГБЦ,на класике рекомендую снять капот,а то он будеть мешать, предварительно очертив карандашом или маркером места крепления,чтобы потом не регулировать его.
Процедура снятия/установки ГБЦ подробно расписана в "умной книжке" (руководстве по эксплуатации).
Разбираем головку,может понадобиться съёмник для клапанов(желательно), хотя можно воспользоваться и подручными средствами.

Закрепляем её на столе или другом удобном месте,по старой прокладке отчерчиваем границы впускных и выпускных каналов.Вообще их хорошо видно на бывшей в работе головке,там остаются следы нагара.А ещё точнее можно сделать с помощью пластилина,разогрейте его руками,облепите каналы головки вокруг,смочите водой коллектор и прижимите посильнее, выдавленный пластилин убираете,и сразу становиться видно в какую сторону расстачивать.После чего потихоньку,аккуратно доводим стыки каналов.
Движения проводите по дуге,не останавливаясь на месте,чтобы не было зарезов,и медленно перемещаетесь в глубь каналов,выводите форму канала так,чтобы небыло резких закруглений,горбов и "ступенек",по возможности, радиуса внутри каналов должны быть как можно больше.
Правильность формы проверяйте проводя пальцем,как можно чаще,лучше недорезать, чем перерезать.
Следующий шаг нашей доработки ГБЦ: проверка сопряжений каналов с сёдлами клапанов,тут тоже бывают ступеньки,убираем их.Делайте это очень аккуратно,чтобы не повредить фаску седла клапана.Со стороны камер сгорания тоже неплохо бы сделать скругления в каналах,только осторожнее (потребуется выпрессовка направляющих втулок клапанов).
Теперь берём трубку(стержень)с прорезью на конце,в прорезь вставляем наждачку и обматываем вокруг стержня,и начинаем шлифовку каналов ГБЦ. Пришла очередь впускного и выпускного коллекторов,с ними поступаем аналогично ГБЦ.

На фото видны места
пластилином,как было описано
выше.Каналы в коллекторе
нужно сделать вровень с
каналами в ГБЦ,или чуть
смесь не нашла себе преград.
Так же как и ГБЦ шлифуем впускной коллектор. Теперь круглым напильником стачиваем лишнюю сварку внутри каналов приёмной трубы(штанов),где приварен фланец к трубам,шов может выступать на 5 мм по окружности.
Проще приёмную трубу снять с машины,так будет намного удобней.
Перед сборкой тщательно промойте и продуйте детали от стружки и абразивной пыли,и обязательно смажте маслом стальные детали,купите новые прокладки и проверьте их на соосность каналов,при необходимости подрежте.
Собираем и устанавливаем на место,не забудьте старую прокладку ГБЦ и блока, сменить на новую.
После этой операции я был приятно удивлён, когда на своей "семёрке" при разгоне легко поднял стрелку до 5500 об/мин,даже чуть-чуть перевалил,такого раньше не было,она разгонялась не охотно.
Если вам этого мало, но есть терпение и время,и самое главное желание…можно увеличить диаметры каналов,это даст уже ощутимую прибавку к мощности и оборотам.
Ветошь и наждачка:грубая,средняя и мелкая.
Два длинных болта,один можно гнутый,или придётся погнуть чуть-чуть.
Две шайбы диаметром на 1 мм меньше расчётного диаиметра каналов, для контроля диаметра каналов,впускные растачивают до 34мм,выпускные до 30,больше опасно.
Вот примерно,что нужно:

Наматываем на сврло ветошь
с грубой шкуркой,чтобы плотно
входило в канал, и аккуратно
расстачиваем,начинать лучше с
контролируйте толщину стенок.
Вот такая разница получается:

Контроль производят вот так:

Шайбы должны проходить
Впускной коллектор,больше чем на 2/3 длины расточить сложно,оставшуюся перегородку убирают при помощи сверла.

Следующий этап-шлифовка,
то есть обрабатываем более
мелкой шкуркой,а потом совсем
мелкой(но не нулёвкой), не
Со стороны коллектора в ней можно,как уже говорилось,сделать диаметр немного больше.Протачиваем до направляющех втулок(их лучше выпрессовывать,что бы не повредить),потом начинаем обрабатывать со стороны камер сгорания,осторожнее с сёдлами клапанов.

Хорошо видно, как убирается нарост вокруг отверстия под направляющую втулку, который очень неслабо закрывает канал:


После обработки всё промывается и сушиться.
Впуск: коллектор 34 (было 29), каналы ГБЦ 34 (было 29),у седла 33.5 (было 32.5)
Выпуск: каналы у седла 28 (было 27, наполовину перекрыты выступом под направляющую), на выходе из ГБЦ 30 (было 27), коллектор 30(было 29), седла 28 (были 27.5).
Результаты - в головке глядя на вход в канале, можно увидеть выход, в недоработанной такого нет:

Теперь насчет направляющих. Тщательно взвесив все за и против, решил остановиться на своем варианте и пилить ее сложно-пространственно.
Для начала разметил на ней метчиком линию, по которой она торчит в канале, также по всему периметру (чтоб легко точить и потом запрессовывать) прочертил ее перед и зад.

Смысл был в том, чтобы
торчащего металла, и в
то же время оставить по
максимуму по площади
канала изнутри (масло) и
не трогать вообще ее
(разобъет), и при этом все
Впускные получились по
Как видно, на пятке (та сторона, на которую давит при работе клапан) я практически не трогал металл, поэтому вряд-ли деформируется.
С выпускными немного тяжелее - там и отвод тепла и нагруженность сильнее, и направление потока больше. Поэтому смысл такой-же, но объем работ значительно меньше:

Вот так торчит стандартная в обработанном впускном канале:

А это доработанная

Тяжеловато было, резец очень плохо берет, даже твердосплавный… Новый выпускной клапан практически вообще не берется, мне советовали на доработку брать только б/у, они лучше точатся - материал мягче.
Зато потом зажал в дрель и доводил форму шкуркой - берется на ура! Медленно,зато уверенно снимается металл.
Вот что получилось в итоге:

обработанная фотка стокового впускного клапана, красным - снятый металл). Запрессовал направляющие изготовленной оправкой (стальной прут, внутри отв. 11.0мм) ГБЦ в духовке до 100 град, направляющие в морозилку.
Забивать надо аккуратно, но очень быстро. Не забыть снять шпильки распредвала, они будут мешаться (без снятия крайних вообще не запрессовать). Сначала лезет легко потом нагреваются, но все равно лезут нормально. Выбивались, чесслово, с гораздо большим усилием. Главное, шустрее орудовать.
Если все мои изыскания сжать в единый временной промежуток и выбросить эстетику (вроде надраивания до блеска головки), то в 5 рабочих дней уложиться можно легко.
Автолюбители, независимо от стажа владения машиной, постоянно ищут способы повышения мощности двигателя. Есть несколько вариантов усовершенствования вашего автомобиля, одним из которых является доработка головки блока цилиндров (ГБЦ) .
Мы знаем, что крутящий момент, а соответственно и мощность, находятся в прямой зависимости от такого показателя, как коэффициент наполнения цилиндров рабочей смесью. Чем больше наполнение, тем больше мощность двигателя, которая растёт при смещении максимального значения крутящего момента на более высокие обороты. Для этого устанавливают распредвалы с расширенными фазами впуска/выпуска и увеличенными подъёмами клапанов, но на практике этого оказывается недостаточно. Если критически подойти к рассмотрению головки блока цилиндров, то мы увидим множество недочётов — казалось бы мелких, но именно они не дают реализовать полный потенциал мотора. Это обусловлено технологией изготовления при массовом производстве ГБЦ, и поэтому всё придётся исправлять самостоятельно или в тюнинг-ателье. Как именно? Об этом и поговорим.
Если внимательно осмотреть впускные/выпускные каналы заводской головки блока цилиндров, то сразу бросаются в глаза приливы литья в районе направляющих втулок клапанов, выступающие в канал втулки и местами ломаная форма узких каналов. Используя шаровые фрезы разных форм и размеров необходимо добиться увеличения проходного сечения каналов, удалить все неровности и выступающие части. Форму канала надо изменить таким образом, чтобы его изгиб был наиболее плавным, но сохранил определенные радиусы кривизны. Внутренняя поверхность впускных каналов оставляется немного шероховатой для лучшей испаряемости бензина с их стенок. Выпускные каналы можно полировать, хотя заметного эффекта это не даст.
Поперечное сечение канала не должно быть правильной окружности. Впускной канал имеет форму эллипса с небольшим бочкообразным расширением перед седлом клапана. Остальная часть канала ГБЦ и впускного коллектора плавно сужается по направлению потока.
Проводя увеличение диаметра каналов надо учитывать близлежащие внутренние коммуникации. При неаккуратной работе можно повредить маслоканал или канал рубашки охлаждения. При работе с ГБЦ восьмиклапанных двигателей, которые применяются на переднеприводных ВАЗах, надо быть предельно осторожным. Хотя это не убережет вас при расточке одного впускного канала, в котором маслоканал проходит настолько близко, что его вскрытие неизбежно. К сожалению, даже если канал останется невскрытым, он может быть просто прикрыт тонким слоем алюминия и позже прорвётся под давлением масла работающего двигателя.
Перед началом расточки желательно в маслоканал вогнать стальную втулку, но, к сожалению, это не самый удобный вариант. Лучше устанавливать стальные или алюминиевые втулки после вскрытия канала, либо заваривать канал аргоном.
Вначале определитесь: с коллектора или ГБЦ начинать расточку. Если планируется значительное увеличение диаметра каналов, то лучше начать доработку с той детали, каналы которой имеют более тонкие стенки, а по их форме и положению затем растачиваются каналы сопрягаемой детали. В классических двигателях ВАЗ принято начинать расточку с коллектора, потому что каналы ГБЦ имеют достаточный запас толщины для последующего совмещения.
Обратите внимание на части направляющих втулок клапанов, которые выступают в каналы. Они создают заметные помехи потоку, поэтому их стараются укоротить или заострить. Иногда втулки стачивают заподлицо со стенкой канала и, хотя это в лучшей степени оптимизирует его пропускную способность, но такая доработка снижает ресурс направляющих, у которых он и так невелик на форсированных двигателях.
- - ВАЗ 2101, 21011, 2103, 2106, 21213, 21214, 2123 – клапаны от 39/34 до 42/35;
- - ВАЗ 21083, 2111, 21114, 21116, 11183, 11186 – клапаны от 39/34 до 40/34;
- - ВАЗ 2112, 21124, 21126, 21127, 21128, 21129 – клапаны от 31/27 до 33/29,
Если ваш автомобиль оснащён наддувом или впрыском закиси азота, ему необходимо увеличение выпускных клапанов, так как двигатель производит больше отработанных газов. Под такие моторы соотношение клапанов может быть 90% и более.
Пружины клапанов
Штатные пружины рассчитываются под конкретный двигатель с применением серийного распредвала. Учитывается достаточный запас прочности, рассчитанный на относительно невысокие обороты. В классических двигателях клапаны зависают на оборотах более 7000, на ВАЗ 21083 допускаются большие обороты, а на ВАЗ 2112 неадекватная работа клапанов вероятна на оборотах 7500-8000 об/мин.
Замена распредвала на более верховой может привести к зависанию клапанов. Наиболее простым способом является увеличение преднатяга штатной пружины, что выполняется подкладыванием под нее шайбы. Усилие на пружине увеличивается, но заметно уменьшается свободный ход.
При установке спортивных распредвалов предъявляются более жёсткие требования к усилиям на пружинах. В этом случае требуется большой подъём кулачка и соответствующий ход пружины, поэтому их меняют на более жёсткие, которые имеют больший ход сжатия.
Более жёсткие пружины заметно увеличивают нагрузки на клапаны, распредвал и тарелки, поэтому такую доработку желательно проводить последней из всех способов повышения порога зависания клапанов.
Ещё одним способом является облегчение тарелок клапанных пружин. Их меньшая масса снижает нагрузки на распредвал и детали ГРМ, что особенно важно на повышенных оборотах. Можно перетачивать штатные тарелки, но лучше поставить новые из титано-алюминиевого сплава. Алюминиевые (Д16Т) тарелки дешевле, но подвержены деформациям в критических режимах работы. Более прочными являются титановые изделия, хотя некоторых автолюбителей сдерживает их цена. Хорошо себя зарекомендовали тарелки из сплава Al-Ti от производителя PRO.CAR .
- - При использовании клапанов с меньшим диаметром стержня;
- - При сильно выступающей части направляющей втулки в канал ГБЦ;
- - Если форма или размер противоположной части направляющей не удовлетворяют требованиям;
- - При недостаточной теплопроводности направляющей втулки (возможна замена на бронзовые).
Степенью сжатия (СЖ) является отношение полного объёма цилиндра ко всему объёму КС. Чем больше сжата топливная смесь перед воспламенением, тем большую работу она совершит впоследствии. Повышая СЖ, мы увеличиваем мощность двигателя, но есть и ограничивающие факторы, такие как рост нагрузки на поршневую и риск возникновения детонации. Стандартные литые поршни двигателей ВАЗ допускают СЖ до значения 11:1.
Наиболее заметен положительный эффект от роста СЖ в двигателях с широкими фазами открытия клапанов. Это происходит от того, что коэффициент наполнения атмосферных двигателей ВАЗ не превышает 100%, то есть динамическая СЖ не превышает статическую СЖ. Динамическая СЖ — объём топливно-воздушной смеси, попавшей в цилиндр, относительно объёма камеры сгорания. При использовании широкофазных распредвалов на низких и средних оборотах динамическая СЖ ниже статической. Повышение СЖ приводит к пропорциональному росту динамической, что положительно влияет на мощность и экономические показатели двигателя. При этом необходимо исключить предпосылки возникновения детонации при максимальном коэффициенте наполнения цилиндра, что достигается повышением октанового числа топлива и изменением состава топливно-воздушной смеси.
С ростом оборотов двигателя длительность цикла сгорания уменьшается, что может привести к неполному сгоранию топлива, а, следовательно, потере мощности. Поэтому, повышая СЖ, мы ускоряем процесс сгорания, что позволяет получить максимальную мощность от двигателя. Вследствие этого большинство высокооборотистых форсированных бензиновых двигателей требуют повышения СЖ.
После проведения доработок ГБЦ , которые мы рассмотрели в данной статье, вы сможете полностью раскрыть потенциал двигателя вашего автомобиля!

Всем привет, в предыдущих постах мы уже обсудили достаточно много вопросов и это поможет нам лучше разобраться в принципах работы, модификации камер сгорания.
Чем больше свежего воздуха (смеси) поступит, тем больше мощность, это факт, но для того что бы не ухудшить характеристику двигателя на малых и средних оборотах, наша задача увеличить наполняемость не за счет увеличения проходного сечения каналов, а за счет оптимизации – необходимо добиться увеличение потока на единицу площади.
Улучшение смесеобразования (смешивание воздуха и топлива), организация завихрений, увеличение скорости горение, уменьшение расстояния фронта горения.
Чем меньше время окисление (сгорание), тем меньше вероятность возникновения детонации. Все эти мероприятия, позволяют использовать более высокую степень сжатия, избыточное давление и конечно меньшие значения угла опережения зажигания (что очень важно для повышения мощности)
Вытеснители, зона вытеснения (Quench или Squish area) — плоская поверхность между стенками камеры сгорания и стенкой цилиндра. Современные камеры сгорания могут иметь зоны вытеснения камеры сгорания в ГБЦ на рис. (а), в поршне (б) ( вариант (б) не приемлем для турбо моторов)

Или комбинация поршень-ГБЦ

Зоны вытеснения оказывают существенное влияние на процесс горения. Когда поршень двигается вверх, к верхней мертвой точке, он сжимает топливно воздушную смесь, плоские поверхности ГБЦ и поршня выталкивают смесь к центру камеры сгорания, где обычно расположена свеча зажигания, что в свою очередь уменьшает время, увеличивает скорость горения, увеличивает завихрения

Зоны вытеснения также называются частоQuench area, quench band— т.к. температура горения в этой зоне ниже, с увеличением площади вытеснителей происходит охлаждение, понижение температуры горения смеси около краев Камеры сгорания.
Мы разобрались, что вытеснители необходимы, и что с увеличением площади выталкивания улучшается процесс смесеобразования, горения. Но как же быть с наполняемостью? Чем больше площадь вытеснения, тем меньше около клапанное пространство и тем хуже наполняемость. Здесь необходим компромисс
Около клапанное пространство

Чем ближе стенка камеры сгорания к клапану, тем меньше площадь для прохода свежего заряда. На картинке с лева показан вариант полностью закрытого клапанного пространства, (в реальности не существует), но это дает нам возможность лучше понять, что это и зачем. Как только мы начинаем отодвигать стенку от клапана (картинка с права) у нас появляется проход, щель и он/она увеличивается в зависимости от расстояния.
Возникает вопрос, насколько велико должно быть это около клапанное пространство, проход, щель. Геометрически, если клиренс между клапанном и стенкой камеры сгорания будет равняться 0.2 D при 0.25 D подъема клапана (где D диаметр клапана) то в таком случае около клапанное пространство не будет оказывать ограничения на наполняемость.

Также, конструктивно у нас всегда есть ограничения, пространство которое мы физически не в состоянии увеличить. Давайте посмотрим на примере ГБЦ с 4 клапанами на цилиндр

Теперь самое время поговорить о компромиссе. Мы должны хорошо осознавать в каком месте необходимо производить увеличение клиренса (около клапанного пространства). Как Вы уже знаете, воздух достаточно тяжелый и следовательно имеет тенденцию двигаться (течь) по прямой линии. С учетом того, что многие ГБЦ сконструированы работать с завихрениями, в около клапанном пространстве есть участки на которые необходимо обратить внимание, а есть и менее важные. Нет необходимости в увеличение клиренса до 0.2 D во всех точках. Это приведет к уменьшению площади зон выталкивания, что ухудшит процесс горения, уменьшит степень сжатия.

На этой иллюстрации отчетливо видно, какие зоны должны иметь соответствующее около клапанное пространство (клиренс).
Зоны вытеснения очень важны для процесса горения, поэтому необходимо найти компромисс, когда мы дорабатываем (пилим) стенки камеры сгорания с целью улучшения наполняемости. В камерах сгорания с глубиной 10-13 мм целесообразно (в основном) иметь расстояние от края клапана до стенки камеры сгорания, в месте с наибольшим потоком, примерно равным максимальному подъему клапана, но большинство ГБЦ уже не показывают увеличение наполняемости, или они минимальны после того, как ширина щели, клиренс достигает 0.85 (85%) от подъема клапана.
Около клапанное пространство не так важно для выпускных клапанов. 60% (от максимального подъема клапана) радиуса щели вокруг клапана и стенкой камеры сгорания вполне достаточные.
Предлагаю взглянуть на хорошо доработанную камеру сгорания

В тюнинг ГБЦ часть 4, мы вскользь коснулись метода модификации ГБЦ с 4 клапанами на цилиндр, запатентованное David James Martin, идея которого заключается в организации завихрения (swirl) путем использования различного размера клапанов. Если идти этим путем, то желательно доработать и зоны вытеснения по следующему принципу

В своих постах, посвященным доработке ГБЦ я постарался немного приоткрыть основные принципы, это не мануал к действию. Надеюсь это поможет вам в выборе фирмы, специалиста кому доверить данную работу. Если Вы решитесь сами этим заняться, то должны понимать, что без соответствующего оборудования и знаний, опыта это невозможно сделать качественно, а может даже получится так, что результат Вас разочарует.
Многие пишут в комментариях, что у нас нет таких фирм, которые предоставляют такие услуги и т.д. на это могу ответить только одно – это же хорошо, если есть спрос, и нет предложения данной услуги – организуйте это. Я не понимаю, в России на каждом углу клиники пластической хирургии, там оборудование уверен стоит не дешево, специалисты имеют соответствующую квалификацию, и никто без работы не сидит. Или что, сделать тюнинг аэрбегов (и вех других мест на женском теле, которые так любят показывать здесь на сайте, рядом со своими машинами — своей подруге, жене, любовнице) это не проблема? Может мы сами в этом виноваты, в том, что нет предложений т.к. сами часто соглашаемся на услуги шарлатанов, стремясь с экономить на качестве.
Сколько такая процедура стоит, и что в нее входит? В Европе, цена доработки ГБЦ стоит в пределах 1000 евро. Естественно, доработка производится согласно поставленной задаче. После выполненной работы Вы получаете отчет в котором указаны все характеристики вашей ГБЦ – что было, что стало измеренные на продувочном стенде, swirl metre. Но это не главное, также обязательно расчет под сделанную ГБЦ системы впуска, выпуска, рекомендуемый распредвал и потенциал мотора – мощность, момент и на каких оборотах.
Следующий аспект модификации ГБЦ на который следует обратить внимание — это завихрения(swirl) или в случае с 4 клапанами на цилиндрTumble.

Эти завихрения определяются, как направленный эффект на поступающий воздушный заряд, вызванный за чет формы впускного канала или входного угла в камеру сгорания. Завихрения сильно помогают процессу горения, не взрыву смеси (детонация, самовозгорание и т.д.) Это происходит за счет улучшения смесеобразования и равномерной, однородной ее подачи в цилиндры. В конце каждого такта выпуска в камере сгорания остается определенное количество отработанных газов. Если этим газам позволить собираться в очаги, то это замедлит скорость горения смеси, также ограничит поступление свежего воздуха. Хорошо организованная продувка камеры сгорания (настроенная система выпуска под имеющийся распредвал) и SWIRL – очень хорошо справляются с данной проблемой. Многие современные камеры сгорания работают на принципе завихрений поступающей топливо воздушной смеси, что в свою очередь позволяет повысить степень сжатия или использовать более высокий буст (избыточное давление). Также swirl дает возможность уменьшить оптимальный угол зажигания, все это улучшить мощностные показатели двигателя. Очень интересный факт, камеры сгорания с очень хорошо организованным завихрением (high-swirl port/chamber) на малых оборотах 2500 – имеет оптимальный угол зажигания на 5* градусов меньше чем обыкновенные (low-swirl) и естественно, из-за этого, значительное увеличение момента

Как правило, завихрение создается за счет смещения канала от центра клапана. Любой изгиб канала, приводящий к правильному завихрению – приветствуется (канал на левой стороне) Расточенный канал ( на правой стороне) показывает распространенную ошибку многих тюнеров, которые снимают метал в более удобном месте. Выпрямление канала, приводящее к уменьшению завихрений, становится причиной плохого смесеобразования, процесса горения…, со всеми вытекающими последствиями

Конструкция (дизайн) Semi-hemi (Lotus Twin Cam) или 4 клапана на цилиндр pent-roof ГБЦ (рассмотренные, как пример в Тюнинг ГБЦ часть 2 ) обычно очень хорошая, мало что там можно сделать. Камера сгорания иногда нуждается в легкой доработке, в основном если большего размера клапана планируется использовать. Главное условие – держите Ваш инструмент для расточки, шлифовки подальше от каналов. Максимум, что можно сделать, так это убрать неровности литья, шишки и все, если у вас нет продувочного стенда. То, что необходимо сделать и как, было описано в предыдущем посте, работа с седлом клапана и зоной сразу под ним, в горле канала. Высокие показатели продувки, наполняемости (CFM) должно быть достигнуто за чет оптимизации, а не увеличение размера проходного сечения канала. Если просто увеличить размер канала, скорость потока уменьшится, это в свою очередь уменьшит процесс УТРАМБОВКА (ramming, об этом писал Распредвал часть 1 ) и увеличится противоток (flow reversion). Результат – ухудшение на низких и средних оборотах и даже (часто) возможно без пользы, выгоды на высоких оборотах.
Скажу честно, это всегда трудно и дорого получить значительное увеличение мощности с ГБЦ которая в стоке сконструирована хорошо. Если у вас есть продувочный стенд, swirl meter и не совсем удачная конструкция каналов ГБЦ, необходимо придерживаться следующей логики для"улучшайзинга"каналов
Так выглядит впускной канал в разрезе, на нем пунктиром (это только принцип) обозначены места для доработки (оптимизации) канала

Распрямление канала, это хорошая идея, наша задача увеличить радиус изгиба на верху и с низу, но на верхнем, длинном изгибе канала, мы обычно не можем много убрать метала из-за близкого расположения посадочного места пружины клапана. Обычно, именно короткая, нижняя сторона канала является номером 1 препятствием для достижения хороших результатов продувки при среднем и максимальном подъеме клапана. Двигатели Формула 1 имеют очень большой радиус нижнего изгиба. Нижняя сторона изменяется за счет нанесения дополнительного материала эпоксидка или алюминий и тем самым увеличивая радиус и улучшая направление потока в камеру сгорания.

Добавленный материал на нижний изгиб значительно уменьшит проходное сечение. Для компенсации, необходимо плавно канал в этом месте расширить, тем самым он станет уже не круглый, а овальный. Типичный, круглый 30 мм в диаметре впускной канал будет сужаться к низу до 23 мм и расширятся в стороны до 36 мм. Если это ГБЦ с 4 клапанами на цилиндр или Hemi, в таком случае, делаем по следующему принципу.

Если это 2 клапана на цилиндр, то для улучшения завихрения расширяем канал с одной стороны

И последнее на сегодня, стоит поговорить об увеличении каналов и особенно о минимальном проходном сечении, обычно оно находится сразу под горлом канала (может быть и в другом месте). Если у вас современный мотор с хорошей pent-roof ГБЦ (как на моторе дюратек) не трогайте, не увеличивайте – если только не строите гоночный двигатель. Увеличение приведет к значительному ухудшению мощностной характеристики в целом. Конечно, если строите под определенные задачи, определились с рабочим диапазоном, максимальными оборотами, то только в этом случае, вскройте канал, но не больше, чем того требует поставленная задача. Это не проблема, увеличив размеры каналов, Вы естественно увеличите максимальные значения потока воздуха, но при этом потеряете низ и середину.
Предлагаю посмотреть на сравнительный тест проведенный David Vizard с мотором 383 Small-Block (6.27 литра). Здесь отчетливо видно, как меняется кривая момента с увеличением каналов и это на 383 Smal block.

В следующем посте планирую немного поговорить о доработке камеры сгорания, о зонах сжатия, вытеснения (Squesh Area), затронуть около клапанное пространство (Valve shrouding).
Читайте также: