
Токарный станок иж 250 электрическая схема
Хорошо известный большинству специалистов станок ИЖ-250 долгое время выпускался в различных модификациях. Производством данного токарного агрегата, на котором можно выполнять обработку в цанге, патроне и центрах, занимался Ижевский машиностроительный завод. Использовался данный станок для оснащения как крупных, так и небольших производственных предприятий.

Внешний вид токарно-винторезного станка ИЖ-250ИТВ
Технические возможности станка модели ИЖ-250
Станок ИЖ-250 создавался специалистами «Ижмаш» для обработки деталей, отличающихся небольшими размерами. Именно поэтому им активно оснащались приборостроительные и инструментальные заводы.
Станок этой модели способен длительное время обеспечивать высокую точность обработки в том случае, если на нем выполняются получистовые и финишные токарные операции. Для осуществления более грубых технологических операций, при которых на узлы агрегата оказываются значительные нагрузки, лучше использовать модернизированную версию данной модели станка – 250ИТП.
В свое время станок модели ИЖ-250 выпускался в нескольких вариантах конструктивного исполнения:
- ИТВМ03 – агрегат с увеличенным расстоянием между центрами;
- ИТВМФ1 – станок, дополнительно оснащенный цифровой индикацией;
- ИТПМ – модель, используемая преимущественно для выполнения токарных операций, не требующих высокой точности.
Органы управления ИЖ-250
Стоит отдельно сказать о модернизированной модели станка ИЖ-250 – ИТВМФ1. Последний за счет цифровой индикации позволяет выполнять обработку с высокой производительностью. Оператору, работающему на таком агрегате, требуется намного меньше времени для того, чтобы проводить измерение геометрических параметров детали и выполнять пробные проходы.
Цифровая индикация обеспечивает этому устройству еще ряд весомых преимуществ: нет необходимости запоминать обороты лимба и рассчитывать определенные параметры; линейная компенсация неточностей взаимодействия узлов станка, а также износа режущего инструмента в процессе обработки осуществляется в автоматическом режиме, без участия человека.
Технические возможности станка модели ИЖ-250 позволяют с высокой точностью и производительностью выполнять с его помощью нарезание различных типов резьбы (метрической, дюймовой, модульной), поэтому такую технологическую операцию стараются выполнять именно на этом агрегате.
Технические характеристики модификаций токарного станка ИЖ-250
Технические характеристики модификаций станка ИЖ-250
Конструктивные особенности устройства
Токарно-винторезный станок данной модели благодаря некоторым особенностям конструкции обладает рядом особых характеристик. Перечислим эти конструктивные особенности.
- Ходовой винт смазывается автоматически при выполнении резьбонарезных операций.
- Параметры подач и скорости вращения шпинделя могут регулироваться в большом диапазоне.
- Фартук ИЖ-250 оснащен специальным механизмом останова, который позволяет выполнять точение на станке по жесткому упору и защищает коробку и механизмы подач от вероятных перегрузок.
- Фиксация резцовой головки агрегата осуществляется по беззазорной схеме, что обеспечивает высокую точность и жесткость ее установки и положения в процессе выполнения обработки.
- Для выбора скорости вращения шпинделя используется система преселективного управления, которая позволяет заранее при выполнении определенной технологической операции подготовить его последующее включение с заданными параметрами и осуществить его, когда это потребуется.
- Приводные ремни за счет специальной конструкции шпиндельного узла меняются очень быстро и просто, разбирать его для этого нет необходимости.
- Нарезание различных типов резьбы на ИЖ-250 (метрической, модульной, дюймовой) осуществляется не посредством смены шестерен в его гитаре, а за счет универсальности коробки подач.
- Станина ИЖ-250 выполнена из особой марки чугуна – хромоникелевого, а тщательно отшлифованные направляющие на ней закалены с использованием токов высокой частоты.
Управление подачами на станке данной модели реализовано по мнемоническому (облегчающему запоминание) принципу и осуществляется при помощи рукоятки. Согласно этому принципу, направление перемещения рукоятки совпадает с движением подачи, которую будет совершать суппорт агрегата с его резцовой головкой.
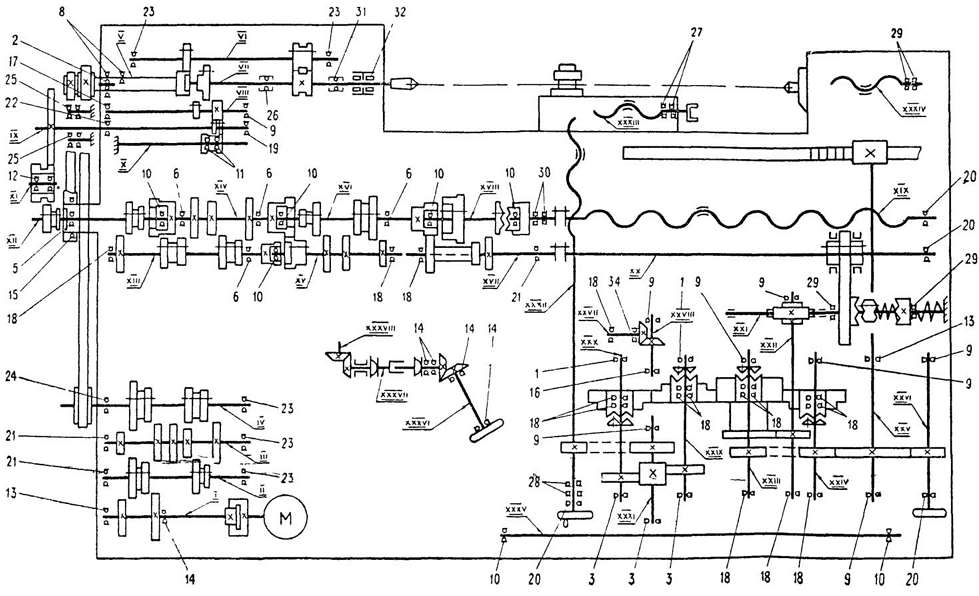
Кинематическая схема ИЖ-250 (нажмите, чтобы увеличить)
Принципиальная электрическая станка (нажмите, чтобы увеличить)
Правила эксплуатации
Приводной механизм ИЖ-250 оснащен электродвигателем мощностью 3 кВт, 12-скоростным редуктором, системой поликлиновых и клиновых ремней. Переключение скоростей на редукторе осуществляется при помощи специального маховика, который связан с двумя селекторными дисками с системой отверстий. Поворотом маховика создается требуемая комбинация отверстий, в которые входят фиксирующие пальцы рычагов, отвечающих за введение в зацепление блоков шестерен с различными параметрами. После выбора требуемой скорости управляющая рукоятка оттягивается, что необходимо для притормаживания вращающихся шестерен, и только затем в зацепление вводятся требуемые блоки.
На станке ИЖ-250 установлен фартук закрытого типа, механизм которого отвечает за продольные и поперечные подачи суппорта в ручном и механическом режимах, а также за нарезание резьбы, для чего задействуется ходовой винт. Во всех остальных случаях при выполнении различных токарных операций используется ходовой валик.

Станок ИЖ-250 ИТВМ
В фартуке станка ИЖ-250 установлено блокировочное устройство, которое исключает возможность одновременного включения ходового винта и валика, а также продольной и поперечной подач. На лицевой части фартука, что видно по фото или чертежу станка, расположена рукоятка, при помощи которой и осуществляется управление всеми подачами.
Существует еще ряд моментов, на которые следует обращать внимание при эксплуатации станка модели ИЖ-250. Рассмотрим их.
Техническая характеристика станков токарно-винторезных моделей ИЖ-250. Требования к электрическому и электронному оборудованию. Принцип действия электрооборудования. Режимы и циклы работы механизмов. Модернизация электрической принципиальной схемы.
| Рубрика | Производство и технологии |
| Вид | курсовая работа |
| Язык | русский |
| Дата добавления | 28.02.2018 |
| Размер файла | 1,4 M |
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Размещено на http://www.allbest.ru/
Механическая обработка по-прежнему остается востребованной в разных отраслях промышленности. Использование токарных и фрезеровочных операций позволяет получать оптимальные результаты формирования деталей при обеспечении высокой точности и минимуме затрат. Впрочем, качество обработки и финансовая оправданность использования таких методов изготовления материалов во многом зависят от применяемого оборудования. На рынке токарно-фрезерные станки представлены довольно широко - в разных комплектациях, конструкционных и функциональных исполнениях.
Станки такого типа представляют собой комбинированное оборудование, предназначенное для выполнения обширного спектра операций. Для обеих групп технологических процессов предусматриваются отдельные приводы. Обычно токарно-фрезерные станки и применяются там, где нужно попеременно производить разные обрабатывающие действия. Что касается конструкции, то ее формируют две части. Фрезерный отдел расположен вертикально, а горизонтальный токарный сегмент выступает своего рода базой, включая в себя станину, шпиндель и заднюю бабку.
Производители промышленного оборудования выпускают токарно-фрезерный станок по металлу с разным уровнем рабочих показателей. Обычно выделяют маломощные установки для мастерских и небольших производственных линий, а также высокопроизводительные машины для ответственных и масштабных обрабатывающих операций.
Цель курсового : Модернизировать токарно-винторезный станок ИЖ-250
1.1 Обоснование темы курсового проекта
В наше время многие предприятия не могут позволить себе полностью закупить или модернизировать старое оборудование, решением будет частичная модернизация станка.
Цель модернизации это внесение изменений в схему станка для улучшения работы электрооборудования, та же модернизация станков может служить и для ускорения работы и увеличению объемов производства.
Тема проекта считается актуальной, потому что на заводах, предприятиях повышается уровень производства, уменьшаются затраты времени.
1.2 Краткая техническая характеристика объекта и его электрооборудования
Станки токарно-винторезные моделей ИЖ-250 предназначены для токарной обработки в центрах, патроне или цанге, а также для нарезания резьб метрической, модульной и дюймовой для эксплуатации на крупных и малых предприятиях.
Станки могут применяться в инструментальном и приборостроительном производстве, связанном с точной обработкой небольших по размерам деталей.
Конструкция универсальных токарно-винторезных станков ИЖ-250итв выполнена на базе станка модели ИЖ1И611П - наиболее удачного по конструкции и техническим возможностям станка
Привод главного движения осуществляется от электродвигателя черездвенадцати скоростной редуктор, клиновые и поликлиновые ремни. При повороте маховика в двух селекторных дисках создается определенная комбинация отверстий под фиксирующие пальцы рычагов, переключающих блоки шестерен. После этого оттягиванием рукоятки на себя сначала осуществляется притормаживание вращающихся шестерен, а затем их переключение. В передней бабке размещены приемный шкив, шпиндель, перебор 1:8, звено увеличения шага резьбы. Оснащение станка УЦИ позволяет:
Для точного отсчета поперечных перемещений предусмотрен механизм-верньер, позволяющий осуществлять перемещения 0,005 мм/об. Коробка подач обеспечивает широкий диапазон величин нарезаемой резьбы, продольной и поперечной подач. Для нарезания точной резьбы предусмотрено прямое соединение ходового винта с гитарой, минуя механизм коробки подач.
Фартук закрытого типа обеспечивает продольные и поперечные подачи суппорта вручную и механически от ходового валика, а также нарезание резьбы при помощи ходового винта. Управление подачами осуществляется одной рукояткой. Направление включения рукоятки совпадает с направлением перемещения суппорта. Наличие блокировочного устройства исключает возможность одновременного включения ходового винта и ходового валика, а также продольной и поперечной подач. На станке устанавливаются электродвигатели и аппаратура, рассчитанные на напряжение 380 В трехфазного переменного тока частотой 50Гц, напряжении местного освещения 36 В. Подключение станка к электросети осуществляется пакетным включателем.
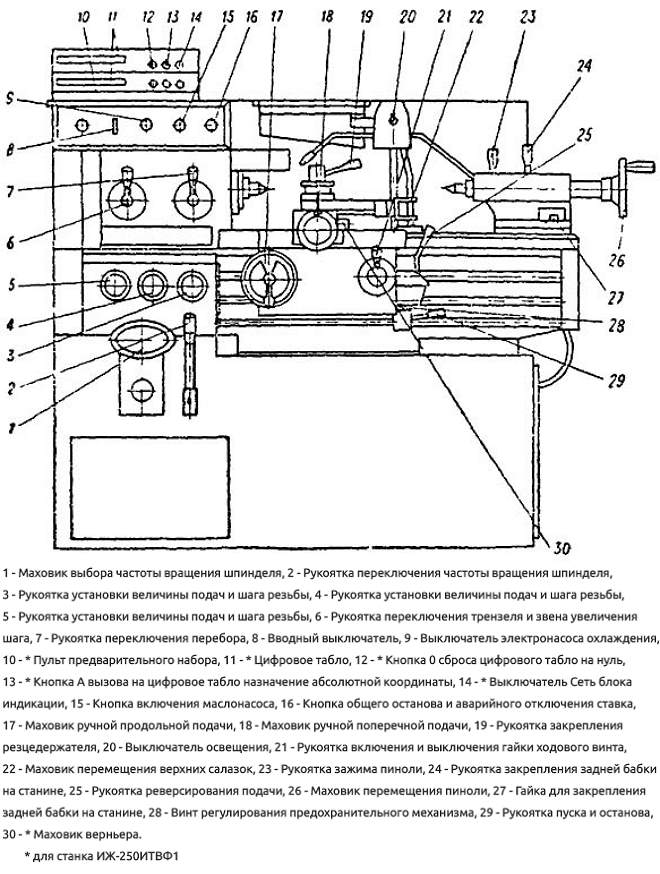
Рис.1 Расположение составных частей станка ИЖ-250
Перечень составных частей станка ИЖ-250
3. Коробка подач
5. Бабка передняя
9. Резцедержатель 4-х позиционный
11. Бабка задняя
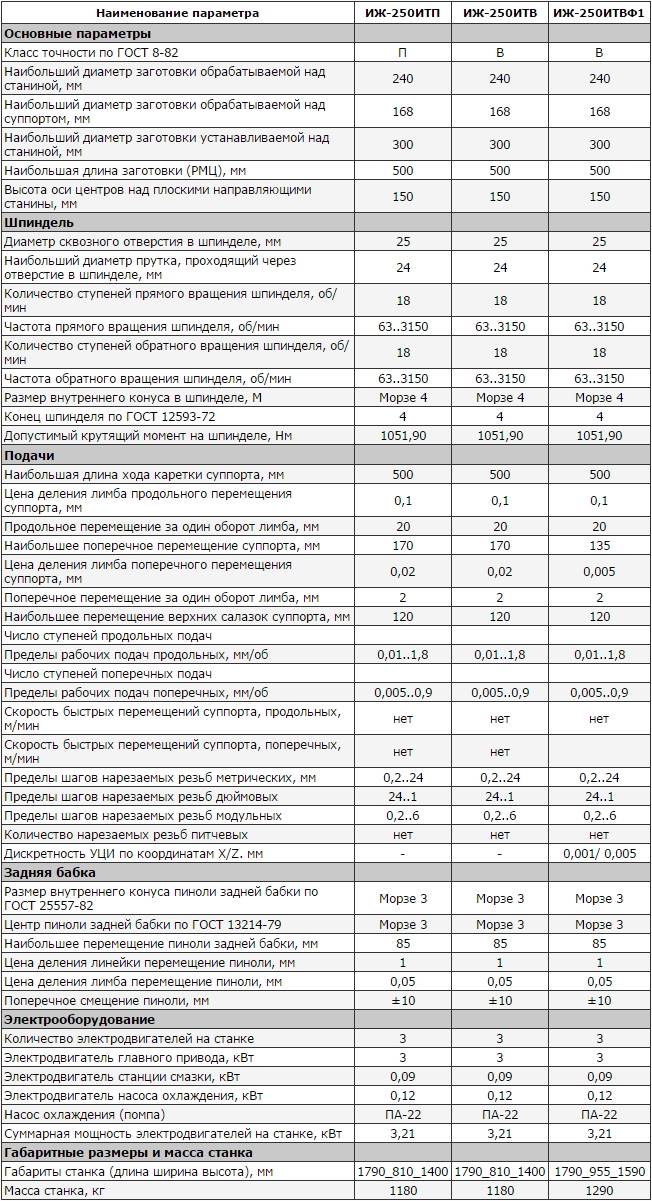
Технические характеристики станка ИЖ-250итв
Таблица 1- Технические характеристики станка
Класс точности по ГОСТ 8-82
Наибольший диаметр заготовки обрабатываемой над станиной, мм
Наибольший диаметр заготовки обрабатываемой над суппортом, мм
Наибольший диаметр заготовки устанавливаемой над станиной, мм
Наибольшая длина заготовки (РМЦ), мм
Диаметр сквозного отверстия в шпинделе, мм
Количество ступеней прямого вращения шпинделя, об/мин
Частота прямого вращения шпинделя, об/мин
Наибольшее перемещение пиноли задней бабки, мм
Количество электродвигателей на станке
Электродвигатель главного привода, кВт
Электродвигатель станции смазки, кВт
Электродвигатель насоса охлаждения, кВт
Насос охлаждения (помпа)
Суммарная мощность электродвигателей на станке, кВт
Габариты станка (длина ширина высота), мм
Масса станка ,кг
1.3 Требования к электрооборудованию
Требования к электрическому и электронному оборудованию токарно-винторезных станков - по ГОСТ 18097-93.
Цепи управления и сигнализации:
Кнопки управления предназначенные для включения станка, должны иметь толкатели, не выступающие за уровни фронтальных колец или лицевой части кнопочной станции (пульта, панели); кнопки отключения («Стоп») могут выступать за указанные уровни.
Допускается не применять нулевую защиту электрооборудования станков при наличии на них электродвигателей мощностью до 0,25 кВт или в случае, когда все механизмы станков закрыты и исключается травмирование или поломка механизмов станков при произвольном их включении после восстановления напряжения питающей сети.
1.4 Принцип действия электрооборудования
Вводным выключателем SA1 станок подключить к цеховой сети. Проверить выдержку реле времени. Величина выдержки должна быть 5 с (время, необходимое для электродинамического торможения двигателя главного движения).
Перед началом работы не обходимо убедиться, что вводный выключатель находится во включенном состоянии, о чем должна показывать сигнальная лампочка, а рукоятка управления вращением шпинделя в нейтрально(среднем) положении Затем включается двигатель станции смазки М2.
Пуск двигателя М3 главного привода осуществляется перево¬дом рукоятки управления в верхнее или нижнее положение. В верх¬нем положении рукоятки нажимается выключатель SQ4,который включит пускатель КМ2, при этом будет прямое вращение двигателя M3. При переключении рукоятки в нижнее положение нажимает¬ся выключатель SQ5,который включит пускатель КМЗ,двигателю М3 будет обеспечено обратное вращение.
При установке рукоятки управления из верхнего или нижнего положения в нейтральное (среднее) отключится пускатель КМ2 или КМЗ, включится реле времени КТ, которое своим замыкающим кон-тактом включит пускатель торможении КМ4,а другой размыкаю-щийся контакт с выдержкой времени отключит этот пускатель .Ве-личина выдержки настроенная на время 5 с. обеспечивает тор-можение двигателя M3до полной его остановки.
Электродинамическое торможение происходит путем подачи по-стоянного тока от выпрямителя VD в обмотку статора двигателя. Переключение частоты вращения редуктора осуществляется его рукояткой, действующей на выключатель SB3, который размыкает цепь вращения двигателя и соединяет цепь электродинамического торможения. После переключения скорости при опускании рукоят¬ки цепь вращения двигателя M3восстанавливается.
При срабатывании тепловой защиты во время вращения шпин¬деля отключение двигателей происходит только после окончания обработки. После чего включение вращения шпинделя возможно только после восстановления кнопки возврата теплового реле в ис-ходное положение.
Включение и отключение электронасоса охлаждения М1 произ-водится выключателем SF при работающем двигателе смазки М2. Включение и отключение местного освещения производится вы-ключателем SA2, установленным на светильнике.
Защита от токов коротких замыканий обеспечивается плавкими предохранителями F1,F2 и выключателем SA1.Зашита двигате¬лей от длительных перегрузок осуществляется тепловыми реле KK1 и KK2.
1.5 Режимы и циклы работы основных механизмов
Существует четыре основных режима работы электропривода:
1. Длительный режим с постоянной нагрузкой. Длительный режим с переменной нагрузкой.
Рис. 1 Длительный режим с переменной нагрузкой.
При длительном режиме работа двигателя происходит без перерыва, причем рабочий период настолько велик, что нагрев двигателя достигает установившейся температуры.
2. Кратковременный режим
Рабочие периоды чередуются с паузами. Паузы в этом режиме настолько длительны, что двигатель успевает охладиться до температуры окружающей среды, а за кратковременные рабочие периоды его нагрев не достигает установившегося значения.
Рис.2 Кратковременный режим
2. Повторно-кратковременный режим
Рабочие периоды чередуются с периодами останова или холостого хода, как и при кратковременном режиме, но так как длительность пауз здесь
меньше, двигатель не успевает охладиться до температуры окружающей
Рис.3 Повторно-кратковременный режим
среды. Поэтому к концу следующего рабочего цикла температура двигателя постепенно повышается, пока не достигнет установившейся величины.
У вертикально фрезерного станка двигатели работают в продолжительном режиме с переменной нагрузкой.
2. РАСЧЁТНАЯ ЧАСТЬ
2.1 Выбор направления проведения и технического решения модернизации
Рассматриваемый станок находится в эксплуатации длительное время, в связи с чем, документация на его электрооборудование содержит схемы и обозначения элементов, выполненные по старым ГОСТам. Следовательно я решил модернизировать станок путём уменьшением времени подачи инструмента, динамическим торможением постоянным током, выбрать такое оборудование чтобы защищало и систему электроснабжения, и уменьшить эргономичность станка.
2.2 Выбор рода тока и величины питающего напряжения
Для силовой цепи выбираем трехфазный переменный ток с частотой 50 Гц, напряжением 380 В.
Преимущества выбранной системы рода тока и напряжения:
- Трехфазный переменный ток с частотой 50 Гц является самым распространенным в современных производственных условиях;
- Позволяет осуществлять питание силовых и осветительных объектов от общего источника;
- При помощи понижающего трансформатора можно использовать этот ток для питания цепей управления и сигнализации;
- Нет необходимости применения в станке дорогих и сложных двигателей постоянного тока, а значит, и нет необходимости в постоянном токе.
2.3 Обоснование выбора системы электроприводов
На основании требований, предъявляемых к электроприводу, осуществляется выбор рода тока и типа электропривода, обоснован выбор системы электропривода, приняты и обоснованы способы пуска и торможения электропривода. Выбор системы определил главное направление
- Электродвигатель получает питание от сети неизменного напряжения (цеховой сети);
- Электродвигатель защищён устройством бистар, он обеспечивает плавный пуск, динамическое торможение и защиту электродвигателя.
2.4 Модернизация электрической принципиальной схемы
станок токарный винторезный модернизация
В электроприводах станка применены асинхронные электродвигатели основного исполнения с короткозамкнутым ротором, предназначенные для работы от сети переменного тока промышленной частоты Мощность электродвигателя главного привода -- 3 кВт. Суммарная мощность двигателей станка 3,875кВт.
Описание работы электросхемы:
Включение вводного выключателя SF1при наличии напряжения в сети сопровождается загоранием лампы HL1.Пуск электродвигателя главного привода М3 осуществляется при включенном вводном выключателе QF1 нажатием кнопки SB1 кнопочной станции, которая подаёт сигнал на микросхему бистара. При этом срабатывает магнитная система пускателя и замыкает нормально разомкнутые главные контакты.
Выключится электродвигатель главного привода М1, питаемый силовой цепью через замкнутые главные контакты пускателя КМ1 загорится лампочка HL1, сигнализирующая о включенном состоянии электродвигателя М1 , т.к. второй вспомогательный контакт КМ1 замкнет цепь ее питания.
Остановка электродвигателя главного привода М1 осуществляется нажатием кнопки кнопочной станции SB2. При этом сработает микропроцессорная система управления все контакты пускателя разомкнутся, т.е. электродвигатель М1 выключится.
Пуск электродвигателя быстрых перемещений М1 осуществляется нажатием толчковой кнопки, встроенной в рукоятку фартука и воздействующей на конечный выключатель SQ1.Нормально разомкнутый контакт конечного выключателя при нажатии кнопки замыкает цепь питания катушки электромагнита пускателя КМ1, который в свою очередь замыкает контакты КМ1 силовой цепи электродвигателя быстрых перемещений.
Выключатель QF2 включен постоянно. При отпускании толчковой кнопки SQ1 цепь управления разомкнется и катушка пускателя обесточится, т.е. контакты КМ1 разомкнутся а электродвигатель М1 выключится. Пуск и останов электронасоса М2 осуществляются с помощью переключателя SA1, установленного на лицевой панели электрошкафа.
2.5 Обоснование методов регулирования и торможение электрических двигателей
Торможение двигателя происходит благодаря встроенному в бистаре регулируемое динамическое торможение постоянным током.
2.6 Расчёт, выбор и проверка мощности электродвигателей
- Материал изделия: Сталь
- Скоростные коэффициент и показатели степени при обработке на токарном станке резцами из быстрорежущей стали:
- Силовые коэффициент и показатели степени при обработке на токарном станке резцами из быстрорежущей стали:
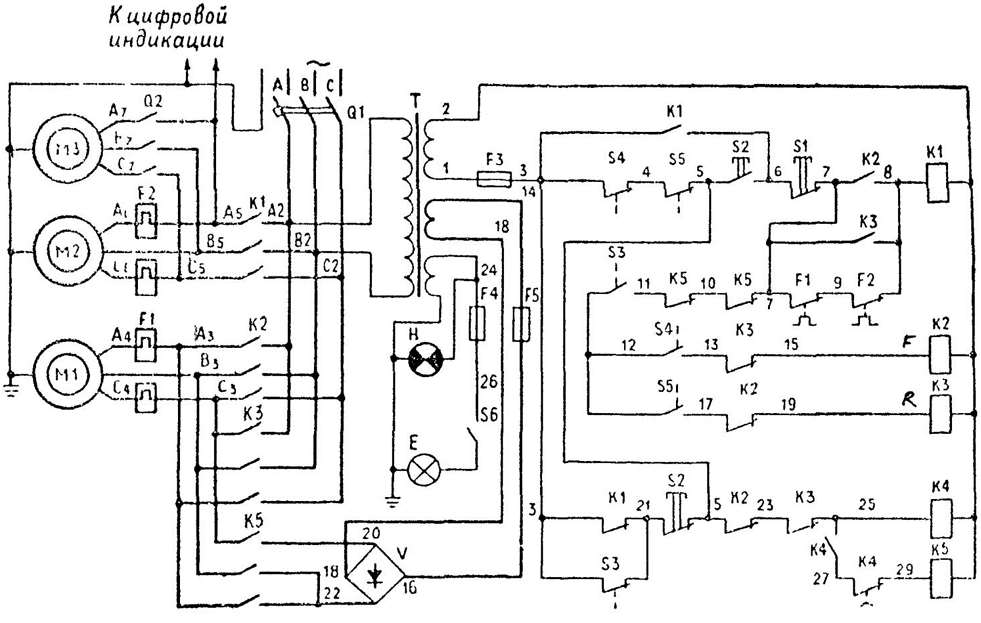
Описание работы электросхемы. Схема электрическая принципиальная показана на рисунке 1.
Перед началом работы не обходимо убедиться, что вводный выключатель находится во включенном состоянии, о чем должна показывать сигнальная лампочка, а рукоятка управления вращением шпинделя в нейтральном (среднем) положении. Затем включается двигатель станции смазки М2.

Рисунок 1 - схема электрическая станка ИЖ 250
Пуск двигателя
Пуск двигателя Ml главного привода осуществляется переводом рукоятки управления в верхнее или нижнее положение. В верхнем положении рукоятки нажимается выключатель S4, который включит пускатель К2, при этом будет прямое вращение двигателя Ml. При переключении рукоятки в нижнее положение нажимается выключатель 55, который включит пускатель КЗ, двигателю Ml будет обеспечено обратное вращение.
Торможение двигателя
При установке рукоятки управления из верхнего или нижнего положения в нейтральное (среднее) отключится пускатель К2 или КЗ, включится реле времени К4, которое своим замыкающим контактом включит пускатель торможения К5, а другой размыкающийся контакт с выдержкой времени отключит этот пускатель. Величина выдержки настроенная на время 5 с. обеспечивает торможение двигателя Ml до полного его останова.
Электродинамическое торможение происходит путем подачи постоянного тока от выпрямителя V в обмотку статора двигателя. Переключение частоты вращения редуктора осуществляется его рукояткой, действующей на выключатель S3, который размыкает цепь вращения двигателя и соединяет цепь электродинамического торможения. После переключения скорости при опускании рукоятки цепь вращения двигателя Ml восстанавливается.
Защита от перегрева
При срабатывании тепловой защиты во время вращения шпинделя отключение двигателей происходит только после окончания обработки. После чего включение вращения шпинделя возможно только после восстановления кнопки возврата теплового реле в исходное положение.
Управление электронасосом
Включение и отключение электронасоса охлаждения М3 производится выключателем Q2 при работающем двигателе смазки М2. Включение и отключение местного освещения производится выключателем S6, установленным на светильнике. Включение и отключение цифровой индикации производится выключателями, установленными непосредственно на блоках БИН-1И.
Защита от короткого замыкания
Защита от токов коротких замыканий обеспечивается плавкими предохранителями F3. F5 и выключателем Q1. Защита двигателей от длительных перегрузок осуществляется тепловыми реле F1 и F2. Нулевая защита электрической схемы обеспечивается пускателем К1.
Токарный станок ИЖ 250: особенности, производитель. Конструктивные узлы и технические характеристики. Кинетическая и электрическая схемы. Правила эксплуатации.
- Сведения о производителе токарно-винторезного станка ИЖ-250
- Назначение и область применения станка
- Основные технические характеристики
- Общий вид станка
- Габариты рабочего пространства
- Перечень и расположение органов управления
- Шпиндель токарно-винторезного станка ИЖ-250
- Подачи и резьбы
- Передняя бабка
- Фрикционная муфта
- Тормоз редуктора токарного станка
- Коробка подач
- Схема кинематическая токарного станка
- Электрическая принципиальная схема
- Модификации станка
- Правила эксплуатации станка ИЖ-250
- Насколько используется модель сегодня
ИЖ 250 — популярное в России оборудование, которое несмотря на свой возраст до сих пор успешно используется. Дело в том, что станок дает возможность обработки массы различных предметов, он универсальный по свой сути. Модели, обладающие большими техническими характеристиками и большей сферой применения, имеют значительную стоимость. В то время как токарный станок ИЖ 250 относится к относительно бюджетному классу.
Сведения о производителе токарно-винторезного станка ИЖ-250
Токарное оборудование, известное не только в Российской Федерации, но и далеко за ее пределами, производилось на Ижевском машиностроительном заводе. При помощи устройства можно проводить обработку деталей большей части форматов в центре, цанге и патроне. Уникальный и многопрофильный станок производился в нескольких модификациях на заводе.
ИЖ 250 использовался практически повсеместно на крупных предприятиях. Но также, если позволяли производственные мощности, применяли в небольших компаниях.

Специалисты Ижмаша, работящие в то время, пытались создать профессиональный и многопрофильный агрегат, который имел бы относительно небольшие размер и был удобен в использовании. Выпускалось несколько вариаций.
Сейчас варианты ИТВМ03, ИТПМ и ИТВМФ1 с завода не встретить в продаже. Но на некоторых ресурсах продаются старые, отремонтированные агрегаты.
Назначение и область применения станка
Используется для обработки различных деталей, размеры указаны в технических характеристиках устройства. Применяется по большей части на крупных, небольших по масштабу приборостроительных и инструментальных фирмах страны.

Основные технические характеристики
Высокие технические параметры и расширенная сфера применения определяются особыми особенностями сборки и детальными схемами станка.
Общий вид станка
Управление приводом ведется через редуктор с 12 потенциалами. Шестерни переключаются в результате поворота маховика — создается схема отверстий. Удобна система цифровой индикации. Специалист может производить замеры с точностью до 0,1 мкм.

Выделяют особенности конструкции ИЖ, которые обуславливают его технические характеристики. В частности, шпиндель устанавливается на подшипники с 22 скоростями, первая половина из которых осуществляется посредством редуктора, в вторая — посредством коробки передач. Также следует обратить внимание, что:
- конус Морзе равен 5;
- редуктор состоит из коробки 4 оси;
- коробка активна посредством гитары и передней бабки;
- регуляция шага и скорости происходит при помощи рукоятки;
- суппорт не вызывает вращение вала;
- фартук отвечает за превращение движения в поперечное.
Описание общего вида нельзя считать законченным, если не указать установленное электрическое оборудование. В стандартных вариациях есть электродвигатель привода с мощностью до 3 кВт, двигатель привода маслонасоса с мощностью до 0,18 кВт, двигатель привода охладителя с мощностью до 0,125 кВт. Также есть тепловое реле, которое используется для защиты электрических механизмов, магнитные реверсивные и нереверсивные пускатели.

Габариты рабочего пространства
Характеристики современных моделей, которые выпускаются частниками, а не Ижмашем, могут быт иными. Следует рассчитывать габариты рабочего пространства исходя из общих характеристик оборудования, учесть то, какие материалы будут обрабатываться и место для комфортного расположения сотрудника. В частности, габариты устройства:
длина — 1790 миллиметров;
высота — 1400 миллиметров;
ширина — 810 миллиметров.
Показатели веса колеблются даже у стандартных видов оборудования. Может весить от 1040 до 1290 килограмм.

Перечень и расположение органов управления
Устройство состоит из 27 узлов. В частности есть рукоятки таких типов:
- работы редуктора;
- скоростных изменений (две штуки);
- шестерен коробки передач (четыре штуки);
- вариаций винта и валика;
- управления включением и выключением полным;
- подачи суппорта (продольная и поперечная);
- реверса;
- ходового винта;
- резцовой головки;
- задней бабки;
- пиноли.

Есть несколько маховиков, которые отвечают за изменение положения суппорта продольное и поперечное, пиноли задней бабки. Установлены переключали скоростей, кнопки возврата и действия, остановки. Дополнительно есть кнопка для включения освещения и охлаждения, подтверждающая начало работы токарного станка от электрической сети.
Шпиндель токарно-винторезного станка ИЖ-250
Вариации функционала шпинделя в ИЖ различная, определяется параметр преселективным управлением. Это удобно для мастера — нет необходимости отрываться от работы. Он заранее выставляет последующее включение по необходимым для себя параметрам и просто продолжает дальше работу.
Шпиндельный узел имеет неординарную конструкцию. Это свойство позволяет заменять приводные ремни максимально быстро.

Подачи и резьбы
Управление ведется в огромном диапазоне — главная отличительная особенность ИЖ 250. Есть вариации поперечной и продольных передач. Особенность в том, что ходовых винт соединяет прямым способом с гитарой техники, при этом не влияя на функционал коробки передач. Это обуславливает возможность четкой нарезки.
Передняя бабка
Кроме основных особенностей конституция передней бабки в ИЖ позволяет выбирать рукоятки коробки передач и тем самым осуществлять движение через гитару оборудования. Включает 10 скоростей через коробку.

Фрикционная муфта
Консоль является стандартным устройством передачи вращательного движения узлам. В ИЖ рассматриваемой модели она состоит из восьми узлов, имеет квадратную форму.
Тормоз редуктора токарного станка
Тормоз редуктора соединен с фрикционной муфтой. Благодаря этому фактору удается быстро замедлить вращательное движение и остановить процесс полностью. Качественный тормоз — необходимость для устройства такого класса.

Коробка подач
Устройство коробки передач следует внимательно изучить перед тем, как приступить к эксплуатации оборудования. Рукояток 4 вида, при этом в инструкции указывают параметры резьбы и подачи. Есть таблицы метрической и модульной резьбы и подач.
Обратить внимание следует на то, что при нарезании модульного типа гитара изменяется на передаточное отношения 55 к 28.

Схема кинематическая токарного станка
Паспорт изделия содержит информацию о кинематической схеме. Изучение движения занимает несколько дней, а то и месяцев.
Сотрудники без специальных знаний о кинематике техники не должны допускаться к управлению.

Электрическая принципиальная схема
Электрическая схема позволяет проследить, как расходуется энергия. В паспорте также указывается, как именно работают пакетные выключатели скорости, насоса охлаждения, тепловое реле, лампа местного освещения, магнитный пускатель и другие узлы.
Принципиальная электрическая схема важна для изучения. Грамотный специалист должен самостоятельно определять источник поломки и ремонтировать.

Модификации станка
ИЖ 250 выпускался вплоть до 1964 года. Но частные фирмы делают реплики. Выпущенные модификации предназначались для проработки тщательных одноплановых функций. В частности:
- ИЖ 250ИТВМ 01 и 03 имели большее расстояние осей;
- ИЖ 250 ИТВМФ1 имел современную индикацию;
- ИЖ 250 ИТПМ выполнял стандартные токарные работы.
Стандартный ИЖ 250 — универсален. Работает на патронах, в центрах, приводит нарезку модульных, метрических и дюймовых инструментов.

Правила эксплуатации станка ИЖ-250
В инструкции указывается, что включение одновременно винта и валика невозможно из-за установленной блокировки. Использовать редуктор для увеличения скорости нельзя. Подключение производится с помощью пакетного выключателя. Используется трехфазная сеть с напряжением 380 В.
Насколько используется модель сегодня
На заводе такой токарный станок выпускали до 1964 года. Далее начали производство модификаций, преимущества и особенности которых указаны в статье.
ИЖ 250 не теряет актуальности. Частные компании выпускают аналоги. Модели оснащены полезными функциями, собраны из надежного материала, имеют повышенный класс точности.

Станок токарно-винторезный высокой точности серии ИЖ 250 различных модификаций: ИТВМ. 01, ИТВМ. 01, ИТВМФ1, ИТПМ .
Устройство автоматики:
Питание станка осуществляется от сети 380 В 50 Гц
Имеем:
1) Q1-Вводной автомат
2) электродвигатели:
- М1: вращения шпинделя. Хар-ки двигателя 3 кВт 1410 об/мин.
- М2: смазочная станция станка. Хар-ки двигателя 0,09 кВт 1350 об/мин
- М3: Насос подачи СОЖ (Смазочно-охлаждающая жидкость_ Хар-ки двигателя 0,18 кВт 3000 об/мин
3) пускатели:
- К1 запуск электродвигателей М2, М3
- К2 и К3: реверсивные пускатели электродвигателя М1 "вращения шпинделя"
4) тепловые реле
-F1 электродвигателя М1 "вращения шпинделя"
-F2 электродвигателя М2 "смазочная станция"
4 а) Q2- автомат для включения-выключения насоса СОЖ
5)Трансформаторы
- Т1 Для обеспечения цепей управления
22 В, а также освещения и сигнализации
24 В
Параметры транса: 380/110-22/24 В (трансформатор однофазный понижающий, 3-х обмоточный: первичная обмотка U1 на 380 В, вторичная обмотка U2 на 110 В с ответвлением на 22 В, вторичная обмотка U3 на 24 В)
- Т2 Цепь электродинамического торможения на 82 В.
Параметры транса: 380/82-82 В (трансформатор однофазный понижающий, 2-х обмоточный: первичная обмотка U1 на 380 В, вторичная обмотка U2 на 82 В с ответвлением на 82 В)
5 а) предохранители плавкие на выходе трансов:
F3-на 110 В
F5-на 22 В
F4- на 24 В
6) электронный блок преобразования переменки 82 В с транса Т2 в постоянный ток в 82 В.
Состоит из:
Q 3- автомат защиты электронного блока А1.2
А1.2- электронный блок преобразования пременки 82В в постоянку (посредством 2 диодов V7 и V8)
7) Управление:
S1- Выключатель грибкового типа красного цвета с фиксацией в выкл положении. Применяется как для выключения всего станка, так и для аварийной остановки.
S2- Выключатель для включения насоса смазки
S3- выключатель тормоза электродвигателя М1
S4 и S5 для включения и отключения реверса двигуна М 1
S6- выключатель светильника рабочего места
S7- микровыключатель в качестве защиты при открывании защитного ограждении патрона.
S8- микровыключатель, для отключения станка в случае открытия электрошкафа станка
9) прочее:
Н1- в качестве указателя нахождения станка во включенном состоянии (т. к. включен автомат Q1)
Н2- Сигнализационная лампа пробоя изоляции на корпус цепи управления 110 В
Е1- светильник рабочего места
SP1: Реле давления- для контроля присутствия смазки в смазочной системе, при отсутствии смазки- срабатывает..
А1.1: Реле времени
Ну а с пускателями "К" думаю разобраться несложно !
Читайте также: