
Технологическая карта по ремонту двигателя газ 53
Доступно для всех учеников 1-11 классов и дошкольников
- Онлайн
формат - Диплом
гособразца - Помощь в трудоустройстве
Бюджетное профессиональное образовательное учреждение Омской области
Инструкционно-технологическая карта
УП.01.02. Устройство, техническое обслуживание и ремонт автомобилей
по профессии СПО 23.01.03 Автомеханик
Составил: Баранов Владимир Ильич мастер производственного обучения
Седельниково, Омской области, 2017
План занятия П/О
Группа 11 Профессия Автомеханик Мастер Баранов В.И.
УП.01.02. Устройство, техническое обслуживание и ремонт автомобилей.
Тема: Разборка и сборка автомобиля с целью изучения устройства автомобиля.
Тема занятия: Разборочно-сборочные работы с изучением деталей тормозной системы.
Тип занятия: Формирования и совершенствования трудовых умений и навыков.
Вид занятия: Комбинированное.
Время: 6 часов.
Цель занятия:
Обучение практическим приемамразборочно-сборочных работ с изучением деталей тормозной системы.
Задачи занятия:
Обучающие:
Формирование и усвоение приемов проведения разборочно-сборочных работтормозной системы.
Формирование у студентов профессиональных навыков при выполнении разборочно-сборочных работтормозной системы.
Развивающие:
Формирование у студентов умения оценивать свой уровень знаний и стремление его повышать, осуществлять поиск информации, необходимой для эффективного выполнения профессиональных задач;
Развитие навыков самостоятельной работы, внимания, координации движений, умения осуществлять текущий и итоговый контроль, оценку и коррекцию собственной деятельности, нести ответственность за результаты своей работы.
Воспитательные:
Воспитание у студентов аккуратности, трудолюбия, бережного отношения к оборудованию и инструментам, работать в коллективе и команде.
Понимание сущности и социальной значимости своей будущей профессии, пробуждение эмоционального интереса к выполнению работ.
Дидактические задачи:
Закрепить полученные знания, приемы, умения и навыки по выполнению разборочно-сборочных работ с изучением деталей тормозной системы .
В ходе занятия у студентов формируются
П рофессиональные компетенции:
ПК 1.3. Разбирать, собирать узлы и агрегаты автомобиля и устранять неисправности.
Общие компетенции:
ОК 1. Понимать сущность и социальную значимость будущей профессии, проявлять к ней устойчивый интерес.
ОК 3. Анализировать рабочую ситуацию, осуществлять текущий и итоговый контроль, оценку и коррекцию собственной деятельности, нести ответственность за результаты своей работы.
ОК 4. Осуществлять поиск информации, необходимой для эффективного выполнения профессиональных задач.
ОК 5. Использовать информационно-коммуникационные технологии в профессиональной деятельности.
ОК 6. Работать в команде, эффективно общаться с коллегами, руководством, клиентами.
Автомеханик / сост. А.А. Ханников. – 2-е изд. – Минск: Современная школа, 2010.
Чумаченко Ю.Т., Рассанов Б.Б. Автомобильный практикум: Учебное пособие к выполнению лабораторно-практических работ. Изд. 2-е, доп. – Ростов н/Д: Феникс, 2003.
Цель задания — изучить на практике принцип действия всех механизмов тормозной системы автомобиля ГАЗ-53А, приобрести первоначальные навыки в разборке-сборке агрегатов тормозных систем, регулировке тормозных механизмов, тормозных кранов, а также регулировке свободного хода педали.
Иллюстративный материал — учебные плакаты, рис. 1—3.
Монтажное оборудование, приспособления и инструменты —
колесные тормозные механизмы (передние и задние), установленныена балках автомобиля ГАЗ-53А, главный тормозной цилиндр,гидровакуумный усилитель автомобиля ГАЗ-53А; компрессор,двухсекционные тормозные краны и регулятордавленияавтомобилей ЗИЛ-130 и КамАЗ-5320, предохранительный клапан
автомобиля ЗИЛ-130, стояночные тормоза в сборе, установленные на коробках передач автомобилей ЗИЛ-130 и ГАЗ-53А, разрезы агрегатов, съемник колец, съемник для снятия тормозныхколодок, тиски, комплект инструментов, проволока, шплинты,ключи гаечные 11, 38, 41 мм, коловорот, ключ специальный,шплинтодер, выколотка из мягких металлов (медь, бронза), крючокдля снятия и установки пружины, щипцы для снятия чекипальцев, оправка, обжимка для чек, щупы 0,1, 0,4 и 0,6 мм.
1. Изучить тормозную систему автомобиля ГАЗ-53А (или ГАЗ-53-12) (см. рис. 1—3), включающую в себя колесный тормозноймеханизм, стояночный тормоз, главный тормозной цилиндри гидровакуумный усилитель.


Рис. 1. Колесный тормозной механизм (а) и колесный тормозной цилиндр (б) автомобиля ГАЗ-53А:
1 — колодка; 2, 11 — пружины; 3 — колесный тормозной цилиндр; 4 — регулировочный
эксцентрик; 5 — скоба; 6 — тормозной щит; 7 — палец; 8 — эксцентриковаявтулка; 9 — перепускной клапан; 10, 14 — резиновые колпаки; 12 — манжета; 13 — поршень; 15 — сухарь; 16 — корпус

1 2 3 4 5 6 7 83 4 5 6 7 8
Рис. 2. Колесные тормозные цилиндры гидропривода тормозных механизмов:
а — двухпоршневой; б — однопоршневой; 1 — перепускной клапан; 2 — пробка;
3 — толкатель; 4 — резиновый чехол; 5 — корпус цилиндра; 6 — поршень; 7 —
В настоящее время авторемонтное производство является достаточно крупной отраслью промышленности, наряду с автомобилестроением призвано удовлетворять растущие потребности народного хозяйства страны в автомобилях, агрегатах, деталях. Благодаря ремонту срок службы автомобилей значительно повышается, а парк автомобилей, участвующих в транспортном процессе, намного увеличивается. Вторичное использование деталей с допустимым износом и восстановление изношенных деталей, узлов и механизмов, способствует успешному решению проблемы снабжения автохозяйств и ремонтных предприятий запасными частями и даёт большую экономию различных материалов.
Основная задача курсовой работы по дисциплине "Основы технологии производства и ремонта автомобилей" является закрепление, углубление и обобщение теоретических знаний, полученных из лекционного курса, а также приобретение навыков проектирования технологических процессов восстановления деталей автомобиля и пользования ГОСТами, нормативной и другой справочной литературой.
РАЗРАБОТКА И РАСЧЕТ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ВОССТАНОВЛЕНИЯ ДЕТАЛИ
1.1 Исходные данные.
Исходными данными для разработки технологического процесса являются:
рабочий чертёж детали с технологическими требованиями на её изготовление;
карта технологических требований на дефектацию детали;
каталоги и справочники по используемому оборудованию и технологической оснастке.
1.2 Анализ условий работы детали.
В процессе работы двигателя шатуны испытывают значительные знакопеременные нагрузки. При движении поршня во время рабочего хода и такта сжатия шатун сжимается силами давления газов, воспринимаемыми поршнем. Силы инерции поршня стараются оторвать поршень от шатуна, а значит – растянуть шатун. При нормальных условиях работы износа шатуна не происходит. При отсутствии смазки или её низком качестве может произойти схватывание, а в следствии этого – проворачивание верхней втулки или вкладышей, что приводит к задирам нижней и верхней головки шатуна. Износ верхней головки шатуна может происходить из-за частой замены верхней втулки. Шероховатость поверхности отверстий головок шатунов Ra0,630,40 мкм.
Материал шатуна – сталь 45Г2, твёрдость материала шатуна НВ 228269.
1.3 Технические условия на контроль-сортировку.
Технические условия на контроль-сортировку приводятся в карте технических требований на дефектацию детали. В карте дефектации указаны дефекты, размеры (номинальный, допустимый без ремонта и допустимый для ремонта), а также необходимые технические воздействия. Схема шатуна с указанием мест и значение размеров контроля и дефектовки представлена на чертеже. При контроле детали, поступившей в капитальный ремонт проверяются следующие параметры:
уменьшение расстояния между осями верхней и нижней головки, контролируется шаблоном 155,95 мм, бракуется при размере менее 155,95 мм;
изгиб и скручивание шатуна. В случае непараллельности и отклонения от положения более 0,03 мм на длине 100 мм ремонтировать правкой. Браковать при изгибе или скручивании, неисправимых правкой;
износ отверстия верхней головки шатуна под втулку. При размере более 25,007 мм производят растачивание до ремонтного размера 26,27 +0,023 мм;
дефектация или износ отверстия нижней головки шатуна. При размере более 63,512 мм ремонтируется.
износ торцов нижней головки. Бракуется при размерах менее 26,60 мм. Причины возникновения дефектов указаны в п. 1.2.
1.4 Маршрут восстановления детали.
Согласно карте дефектации во время капитального ремонта восстанавливаются лишь отверстия верхней и нижней головки и изгиб шатуна. Поэтому маршрут восстановления детали один.
1.5 Способы устранения дефектов.
Износ отверстия в верхней головки шатуна устраняется расточкой до ремонтного размера втулки (26,27 +0,023 мм) с использованием токарного станка типа 1М61.
Износ отверстия нижней головки шатуна устраняется железнением с последующим шлифованием и хонингованием до номинального размера.
Положительными особенностями этого способа является:
а). Высокая скорость осаждения металла на поверхность;
б). Возможность ремонта деталей с износом более 0,15 мм.
Процесс несения покрытия включает в себя три группы операций: подготовка деталей, нанесение покрытия, обработка покрытия детали.
Подготовка включает механическую обработку: чистовое растачивание с целью исправления геометрических параметров изношенной поверхности. Далее идёт предварительное обезжиривание с промывкой в проточной воде и анодное травление. Анодное травление способствует повышению прочности сцепления покрытий с восстанавливаемой поверхностью.
Нанесение покрытия осуществляется безванным способом в холодном электролите на асимметричном токе. Обработка детали после железнения включает: промывку деталей в проточной воде, сушку и механическую обработку (шлифование и хонингование до требуемого размера).
1.6 План рациональной последовательности и содержание технологических операций.
При составлении технологического маршрута необходимо учитывать следующие требования:
одноимённые операции по всем дефектам маршрута должны быть объединены;
каждая последующая операция должна обеспечить сохранность качества работы поверхностей детали, достигнутую при предыдущих операциях;
в начале должны идти подготовительные операции, затем восстановительные, кузнечные, слесарно-механические, шлифовальные и доводочные.
План рациональной последовательности принимаем следующий:
1). Моечные операции.
2). Контрольные операции.
3). Слесарно-механическая операция (правка шатуна).
4). Расточная операция (тонкая расточка) отверстия в верхней головке шатуна под втулку ремонтного размера.
5). Расточная операция (чистовая расточка отверстия в нижней головке шатуна для исправления геометрии).
6). Гальваническая операция (нанесение покрытия на поверхность отверстия в нижней головке шатуна).
7). Шлифовальная операция (шлифовка восстановленного отверстия до номинального размера с учётом припуска на хонингование).
8). Хонинговальная операция (хонингование отверстия до номинального размера).
9). Контрольная операция.
1.7 Выбор технологических баз.
Базовые поверхности следует выбирать с таким расчётом, чтобы при установке и замене деталь не смещалась с приданного местоположения и не деформировалась под воздействием сил резания и усилий закрепления. При выборе баз необходимо учитывать:
по возможности выбирать те базы, которые использовались при изготовлении детали;
базы должны иметь минимальный износ;
базы должны быть жёстко связаны точными размерами с основными поверхностями детали, влияющими на работу в сборочной единице.
При механической обработке шатуна базой является торцовая поверхность кривошипной головки. При износе этой поверхности она должна быть восстановлена. При правке шатуна используют универсальное приспособление и базовым является отверстие в верхней головке шатуна.
При расточке, шлифовке и хонинговании в качестве зажимного устройства используются призмы, т.е. шатун устанавливается в призмы с опорой на плоскость торцом кривошипной головки.

При обработке, для того, чтобы лишить шатун подвижности используют призмы и опору на плоскость базовой поверхностью. При использовании этой схемы обеспечивается достаточная неподвижность детали и отсутствие деформации при закреплении.
1.8. Выбор оборудования, режущего и измерительного инструмента.
При выборе оборудования для каждой технологической операции необходимо учитывать назначение обработки, габаритные размеры деталей, размер партии обрабатываемых деталей, расположение обрабатываемых поверхностей, требования к точности и качеству обрабатываемых поверхностей.
Для обработки деталей, восстанавливаемых гальванопокрытиями, чаще всего применяют абразивную обработку.
Для проверки и правки используется универсальное приспособление. Изгиб правится скобой до устранения дефекта, при скручивании шатун правится при помощи винтового приспособления. Для контроля используют набор щупов 0,010,45 мм.
Для предварительного чистового растачивания используем токарный станок 1М61 с применением приспособления для центровки нижней головки шатуна. Характеристики станка приведены в табл. 1.1. Для расточки используется расточной резец 2140-0001 ГОСТ 18882-73 с углом в плане 60 с пластинами из твёрдого сплава Т15К16. Размеры контролируются индикаторным нутромером с ценой деления 10 мкм и пределами измерений 5075 мм.
После восстановления железнением деталь подвергается абразивной обработке до номинального размера. Для шлифования используется токарный станок 3А228 с использованием шлифовального круга вместо резца и приспособления для центровки нижней головки шатуна.
Целью курсовой работы является закрепление, углубление и обобщение теоретических знаний полученных из лекционного курса по дисциплине.
“Техническое обслуживание автомобилей”, а так же приобретение навыков, проектирование технологических процессов технического обслуживания автомобилей, пользование ГОСТами, нормативной и другой справочной литературой.
Задача работы является разработка:
1. Технологической (операционной) карты, технического обслуживания №2 автомобиля ГАЗ-53.
2. На основании операционной карты разработка технологической (постовой) карты технического обслуживания №2 автомобиля ГАЗ-53.
1. ПЕРЕЧЕНЬ УСЛОВНЫХ ОБОЗНАЧЕНИЙ И ПРИНЯТЫХ СОКРАЩЕНИЙ
ЕО - ежедневное техническое обслуживание
ТО-1- техническое обслуживание №1
ТО-2 - техническое обслуживание №2
СО - сезонное обслуживание
ТР - текущий ремонт
КР - капитальный ремонт
РФ - Российская Федерация
АКБ - аккумуляторная батарея
2. Общие положения
Автомобиль ГАЗ - 53 выпускается Горьковским автозаводом с 1964 года. Кузов - цельнометаллическая платформа с открывающимся задним бортом. Предусмотрена установка тента на пяти дугах. Кабина двухместная цельнометаллическая, оборудована подвесным спальным местом, расположена над двигателем. Автомобиль ГАЗ – 53 заднеприводный с четырёх ступенчатой коробкой передач. Автомобили предназначены для перевозки пассажиров и грузов по всем видам дорог и местности и рассчитаны на эксплуатацию при температуре окружающего воздуха от минус 45 до плюс 40 0 С
Техническое облуживание и ремонт автомобильных шин производятся в соответствии с действующими правилами их эксплуатации, утвержденными в установленном порядке.
Техническое обслуживание и ремонт различного рода установок и дополнительного оборудования, монтируемых на шасси автомобиля ГАЗ-53, производится в соответствии с правилами их эксплуатации, изложенными в инструкциях на эти установки или оборудование.
3. Виды технического обслуживания
Техническое обслуживание автомобиля ГАЗ-53 по периодичности, перечню и трудоемкости выполняемых работ подразделяется на следующие виды:
- ежедневное техническое обслуживание (ЕО);
- первое техническое обслуживание (ТО-1);
- второе техническое обслуживание (ТО-2);
- сезонное техническое обслуживание (СО).
Периодичность технического обслуживания
Техническое обслуживание (ТО-1 и ТО-2) выполняется через определенные пробеги, устанавливаемые в зависимости от условий эксплуатации подвижного состава. Сезонное обслуживание выполняется 2 раза в год - весной и осенью.
Периодичность технического обслуживания автомобилей ГАЗ-53 в 1 категории условий эксплуатации для базовой модели указана в табл. 1
Таблица 1 - Периодичность технического обслуживания базового автомобиля ГАЗ (для 1 категории условий эксплуатации)
Ежедневное обслуживание (трудоемкость 0,60 чел/час)
1. Осмотреть автомобиль. Проверить его комплектность, состояние кузова, исправность механизмов дверей, состояние рамы, сцепного прибора, шин, крепление колес.
2. Проверить действие приборов освещения, сигнализации, звукового сигнала, контрольно-измерительных приборов, стеклоочистителей, устройства для обмыва ветрового стекла.
3. Проверить свободный ход рулевого колеса и состояние привода рулевого управления, в том числе клеммового соединения сошки с шаровым пальцем.
4. Проверить герметичность привода тормозов, системы питания, смазки и охлаждения.
5. Проверить работу агрегатов, систем и механизмов автомобиля на ходу или на посту экспресс-диагностики, убедиться в исправности ножного и рулевого тормозов, остановить двигатель.
Уборочные и моечные работы
6. Произвести уборку кузова.
7. Очистить снаружи и при необходимости вымыть автомобиль.
Смазочные и заправочные работы
8. Проверить уровень масла в картере двигателя и при необходимости долить масло до нормы.
10.Проверить уровень жидкости в системе охлаждения и при необходимости долить жидкость
Первое техническое обслуживание (трудоемкость 2,5-2,7 чел/час)
Контрольно-диагностические, крепежные и регулировочные работы
Общий осмотр автомобиля
1. Осмотреть автомобиль и проверить состояние номерных знаков, исправность механизмов дверей
2. Проверить действие стеклоочистителей.
Двигатель, включая системы питания, охлаждения и смазки
3. Проверить герметичность системы двигателя, при необходимости устранить неисправности.
4. Проверить крепление выпускных трубопроводов к головке цилиндров.
5. Проверить состояние и натяжение приводных ремней, при необходимости отрегулировать натяжение.
6. Проверить и при необходимости отрегулировать свободный ход педали сцепления.
7. Проверить герметичность и состояние картера коробки передач, при необходимости устранить неисправности.
8. Проверить состояние шарниров и крепление фланцев карданного вала, при необходимости устранить неисправности и закрепить фланцы.
9. Проверить герметичность и состояние картера заднего моста автомобиля.
Рулевое управление и передняя ось
10. Проверить затяжку контргайки регулировочного винта вала сошки, не нарушая положения винта.
11. Проверить при работающем двигателе свободный ход рулевого колеса, проверить люфт в шарнирах рулевых тяг.
12. Проверить затяжку клиньев карданного вала рулевого механизма.
13. Проверить состояние и герметичность трубопроводов и приборов тормозной системы.
14. Проверить эффективность действия тормозов.
15. Проверить исправность привода и действие ручного (стояночного) тормоза, при необходимости отрегулировать.
16. Проверить состояние рессор и сцепного устройства
17. Проверить состояние шин и давление воздуха в них. При необходимости довести давление воздуха до нормы.
18. Проверить действие приборов освещения и сигнализации, при необходимости устранить неисправности.
19. Очистить аккумуляторную батарею от пыли и грязи, прочистить вентиляционные отверстия в пробках, проверить крепление и надежность контакта наконечников проводов с клеммами.
Проверить уровень электролита и при необходимости долить дистиллированную воду. Протереть контакты распределителя тряпкой, слегка смоченной в бензине.
Смазочные и очистительные работы
20. Выполнить все смазочные операции в соответствии с картой смазки автомобиля.
21. Проверить уровень масла в картере двигателя, при подтекании масла проверить его уровень и при необходимости долить масло.
Проверка автомобиля после обслуживания
22. Проверить после обслуживания работу агрегатов, узлов и приборов автомобиля на ходу или на посту диагностики.
Второе техническое обслуживание (трудоемкость 18,2-18,6 чел/час)
Контрольно-диагностические, крепежные и регулировочные работы
Общий осмотр автомобиля
1. Осмотреть автомобиль. Проверить состояние кабины, зеркал заднего вида, оперения, номерных знаков, сцепления прибора, окраски
2. Проверить работу стеклоочистителей, устройства обмыва ветрового стека, устройства обогрева слона (вентиляции)
Двигатель, включая системы охлаждения и смазки
3. Проверить герметичность системы охлаждения, питания и смазки, при необходимости устранить неисправности
4. Проверить состояние и крепление радиатора, исправность привода жалюзи и запора капота
5. Проверить крепление ступицы шкива и крыльчатки вентилятора.
6. Проверить состояние и натяжение приводных ремней, при необходимости отрегулировать
7. Проверить крепление выпускных газопроводов, фланцев приемных труб глушителя
8. Проверить крепление головки цилиндров (на холодном двигателе).
9. Проверить и при необходимости отрегулировать зазоры в клапанном механизме
10. Проверить состояние подушек опор двигателя. Проверить крепление двигателя на рамы
11. Проверить состояние оттяжной пружины, действие привода и свободный ход педали сцепления, при необходимости отрегулировать.
12. Проверить состояние и герметичность коробки передач.
13. Проверить крепление коробки передач к картеру сцепления.
14. Проверить крепление верхней крышки картера коробки передач и крышек подшипников валов.
15. Проверить крепление фланцев карданного вала. Проверить состояние и крепление промежуточной опоры, при необходимости закрепить.
16. Проверить зазоры в шарнирах и шлицевом соединении карданной передачи, при необходимости устранить неисправности.
Рулевое управление и передняя ось
17. Проверить крепление картера рулевого механизма к раме, рулевой колонки к кронштейну кабины и рулевого колеса на валу рулевого механизма.
18.Проверить затяжку клиньев карданного вала рулевого управления.
19. Проверить и при необходимости отрегулировать схождение передних колес. При необходимости проверить углы установки и балансировки колес.
20. Проверить герметичность и состояние картера заднего моста.
21. Проверить крепление картера редуктора заднего моста.
22. Проверить и закрепить гайки шпилек полуосей.
23.Проверить состояние и герметичность трубопроводов и приборов тормозной системы, действие предохранительного клапана, при необходимости устранить неисправности.
24. Проверить исправность привода и действие ручного (стояночного) тормоза, при необходимости произвести регулировку
25.Проверить эффективность действия тормозов.
26. Проверить состояние рамы, рессор, амортизаторов, сцепного прибора.
27. Проверить состояние и расположение подкладок и проставок (перекос заднего моста), при необходимости устранить неисправности.
28. Проверить состояние ободов и дисков колес, шин и давление воздуха в них, наличие колпачков вентилей, при необходимости довести давление воздуха до нормы.
29. Проверить и при необходимости закрепить колеса.
Кабина, платформа и оперение
30. Проверить состояние и действие замков дверей, петель, стеклоподъемников, запоров бортов и их крепление, замка капота.
31. Проверить и при необходимости закрепить брызговики, топливные баки.
32. Проверить и при необходимости закрепить запасное колесо.
Обслуживание системы питания и электрооборудования
33. Проверить состояние приборов системы питания и герметичность трубопроводов, при необходимости устранить неисправности.
34. Проверить крепление карбюратора, исправность механизма управления карбюратором, полноту закрывания и открывания дроссельных и воздушной заслонок. Проверить и при необходимости отрегулировать уровень топлива в поплавковой камере.
35. Проверить и при необходимости закрепить топливный бак.
36. Проверить легкость пуска двигателя и его работу.
37. Очистить от пыли и грязи и следов электролита, прочистить вентиляционные отверстия. Проверить уровень электролита и его плотность, при необходимости долить дистиллированную воду.
38. Проверить степень заряженности батареи по напряжению элементов под нагрузкой, при необходимости снять батарею для подзарядки.
Генератор и стартер
39. Осмотреть и при необходимости очистить наружную поверхность стартера, генератора и регулятора напряжения от пыли, грязи и масла.
40. Проверить и при необходимости закрепить генератор
41. Проверить и при необходимости закрепить стартер.
42. Проверить крепление проводов к генератору, стартеру и регулятору напряжения.
43. Проверить состояние и при необходимости очистить поверхность коммутатора катушки зажигания, изоляторы свечей и проводов низкого и высокого напряжения от пыли, грязи и масла.
44. Очистить наружную поверхность распределителя от грязи и масла. Снять крышку и протереть внутреннюю поверхность крышки распределителя, проверить состояние контактов, при необходимости отрегулировать зазор между ними.
Приборы освещения и сигнализации
45. Проверить крепление и действие приборов освещения и сигнализации, приборов, задних фонарей, указателей поворота, сигнала торможения и звукового сигнала. Проверить установку фар и направление их светового потока.
Смазочные и очистительные работы
46.Выполнить все смазочные операции в соответствии с картой смазки автомобиля Сменить масло в двигателе..
47. Промыть фильтрующий элемент воздушного фильтра вентиляции картера двигателя. Залить свежее масло.
48. Продуть воздухом фильтр тонкой очистки топлива.
49. Снять фильтрующий элемент топливного фильтра - отстойника и промыть без разборки.
Проверка автомобиля после обслуживания
50. Проверить после обслуживания работу агрегатов, узлов, механизмов и приборов автомобиля на ходу или на посту диагностики.
Сезонное техническое обслуживание
Совместить с очередным ТО-2. Весной, кроме работ, предусмотренных ТО, дополнительно выполнить следующие работы:
1. Промыть систему охлаждения.
2. Удалить накипь из СО.
3. Слить отстой из топливного бака.
4. Очистить и промыть клапан вентиляции картера двигателя и соединительную трубку.
5. Снять редуктор, проверить крепление ведомой цилиндрической шестерни и затяжку крышек подшипников дифференциала.
6. Снять электродвигатель отопителя, проверить состояние коллектора и щеток, промыть и смазать подшипники.
7. Проверить состояние тормозных колодок, накладок, барабанов, пружин и подшипников колес.
8. Проверить крепление опор разжимных кулаков и осей колодок ножного тормоза передних и задних колес, при необходимости устранить неисправности.
9. Заменить смазку в ступицах колес.
10. Отрегулировать подшипники ступиц колес.
11. Подсоединить воздухозаборный рукав к патрубку воздушного фильтра и установить заслонку подогрева рабочей смеси газопровода в положение “лето”.
12. Проверить состояние деталей ручного тормоза, при необходимости устранить неисправности.
13. Вывернуть свечи. Проверить их состояние, при необходимости очистить от нагара и отрегулировать зазоры между электродами или заменить их.
14. Продуть полость генератора сжатым воздухом для удаления пыли. Проверить состояние щеточного узла, при необходимости устранить неисправности.
15. Подтянуть стяжные шпильки и гайку шкива генератора.
16. Выполнить операции по карте смазки.
Осень дополнительно к весенним работам:
17. Очистить систему отопления от накипи и проверить состояние проходных трубопроводов и крана.
18. Проверить плотность жидкости в системе охлаждения двигателя и при необходимости довести до нормы(1,075-1,085 г/см 3 при 20 0 С ) .
Раздел: Транспорт
Количество знаков с пробелами: 39033
Количество таблиц: 7
Количество изображений: 0
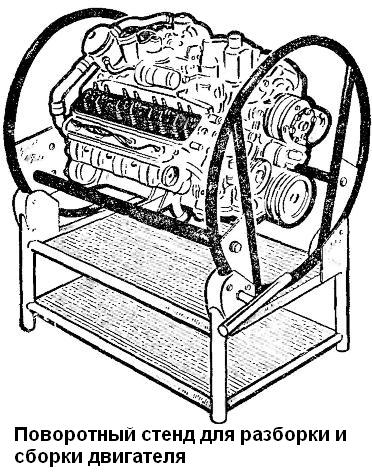
Для сборки двигателя, так же как и для его разборки, блок цилиндров двигателя в сборе с картером сцепления закрепляют на стенде (см. рис. 1).
Все детали двигателя перед сборкой подбирают по размерам, тщательно промывают, продувают сжатым воздухом и протирают чистыми салфетками. Все резьбовые соединения (шпильки, пробки, штуцера и т. д.), если они вывертывались при разборке или были заменены, необходимо ставить на сурике или свинцовых белилах, разведенных натуральной олифой.
Неразъемные соединения (заглушки блока и головок цилиндров) ставят на нитролаке.
К постановке на ремонтируемый двигатель не допускаются:
- шплинты и шплинтовочная проволока, бывшие в употреблении;
- пружинные шайбы, потерявшие упругость;
- болты и шпильки с вытянувшейся резьбой;
- гайки и болты с изношенными гранями;
- детали, имеющие на резьбе более двух забоин или вмятин или сорванные нитки резьбы;
Собирают двигатель в порядке, обратном разборке.
Ниже приводятся отдельные рекомендации и дополнительные требования по сборке двигателя.
При замене гильз цилиндров перед установкой гильзу подбирают по гнезду в блоке цилиндров.
Гильзы подбирают при помощи точной металлической линейки и набора щупов следующим образом:
- гильза, установленная на свое место в блоке цилиндров без уплотнительных прокладок, должна утопать относительно привалочной поверхности блока цилиндров.
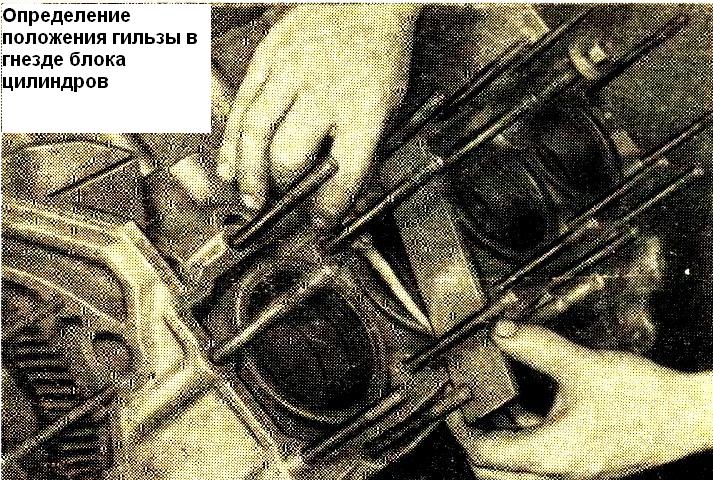
Линейку устанавливают на привалочную поверхность, а щуп вводят в зазор между линейкой и торцом гильзы (рис. 2).
Толщину прокладки выбирают таким образом, чтобы после установки гильзы с прокладкой было обеспечено возвышение ее над поверхностью блока цилиндров в пределах 0,02—0,09 мм.
Уплотнительные прокладки выпускают различной толщины:
0,3; 0,2; 0,15 и 0,1 мм. В зависимости от зазора на гильзу цилиндра надевают ту или иную прокладку, иногда необходимую величину получают набором прокладок различной толщины.
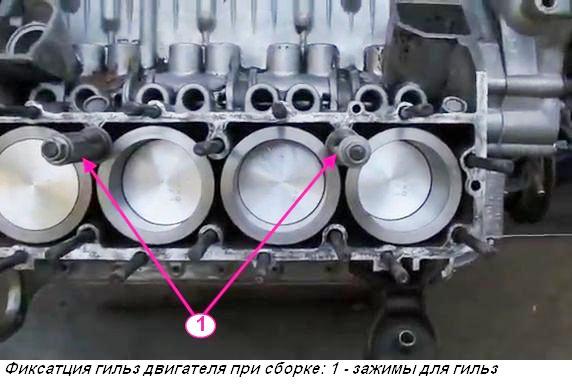
После установки в блок цилиндров гильзы закрепляют втулками-зажимами (см. рис. 3).
В качестве заднего сальника на двигателях применяют асбестовый шнур, пропитанный масляно-графитовой смесью. В гнезда блока цилиндров и сальникодержателя укладывают шнур длиной 140 мм. При помощи приспособления шнур опрессовывают в своих гнездах легкими ударами молотка, как указано на рис. 4. Не снимая приспособления, подрезают концы шнура заподлицо с плоскостью разъема сальникодержателя. Срез должен быть ровным, разлохмачивание концов и неровный срез не допускаются.

При сборке коленчатого вала с маховиком и сцеплением соблюдают следующие требования.
Гайки крепления маховика затягивают, обеспечивая момент 7,6—8,3 кГм.
При сборке сцепления ведомый диск устанавливают демпфером к нажимному диску и центрируют по подшипнику коленчатого вала (в качестве оправки может быть использован ведущий вал коробки передач).
Коленчатый вал в сборе с маховиком и сцеплением должны быть динамически сбалансированы. Допустимый дисбаланс 70 Гсм.
При балансировке снимают лишнюю массу с тяжелой стороны высверливанием металла маховика на расстоянии 6 мм от зубчатого венца сверлом диаметром 8 мм на глубину не более 10 мм.
Если дисбаланс собранного вала превышает 180 Гсм, вал разбирают и балансируют каждую деталь отдельно. Дисбаланс маховика не должен превышать 35 Гсм; дисбаланс нажимного диска в сборе с кожухом — 36 Гсм; Дисбаланс ведомого диска— 18 Гсм.
Крышки коренных подшипников устанавливают так, чтобы фиксирующие выступы вкладышей находились с одной стороны, а номера или метки, выбитые на крышках, соответствовали номерам постелей. При установке передней крышки необходимо следить, чтобы фиксирующий усик задней шайбы упорного подшипника вошел в паз крышки, и чтобы не образовывалось ступеньки между торцом крышки и торцом блока цилиндров.
Гайки крепления крышек коренных подшипников затянуть (момент 11—12 кГм). После затяжки и шплинтовки гаек крышек коренных подшипников коленчатый вал должен легко вращаться от небольших усилий.

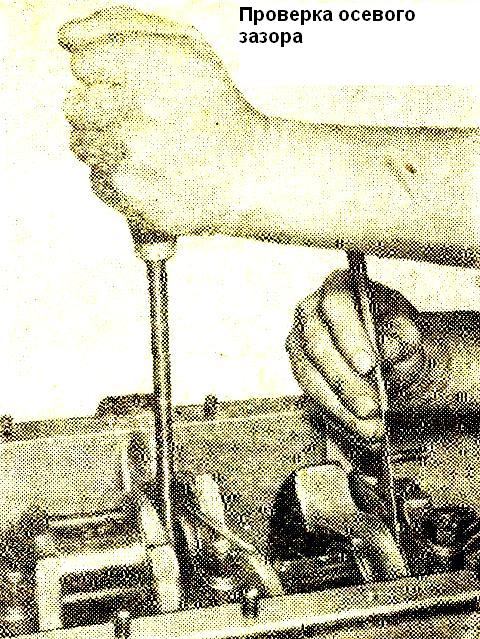
После напрессовки шестерни коленчатого вала (рис. 5) при помощи съемника и упорной втулки проверить осевой зазор коленчатого вала, для чего отжать коленчатый вал к заднему концу двигателя и при помощи щупа определить зазор между торцом задней шайбы упорного подшипника и торцом передней коренной шейки коленчатого вала (рис. 6). Зазор должен быть в пределах 0,075 — 0,175 мм.
При сборке деталей шатунно-поршневой группы необходимо соблюдать следующие требования.
Поршневые пальцы подбирают к шатунам так, чтобы при комнатной температуре (+18 0 С) слегка смазанный палец плавно перемещался в отверстии шатуна под легким усилием большого пальца руки.
Запрессовка пальца в холодный поршень не допускается, так как это может привести к порче поверхностей отверстий бобышек поршня, а также к деформации самого поршня.
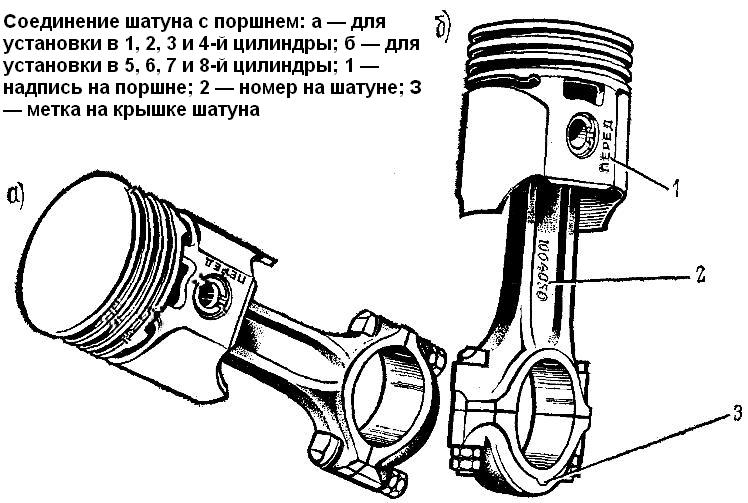
Стопорные кольца поршневого пальца устанавливают в канавки бобышек поршня так, чтобы отгиб усика был направлен наружу.
Поршневые кольца подбирают по гильзам, в которых они будут работать. Зазор, замеренный в стыке кольца, уложенного в гильзу, должен быть в пределах 0,3—0,5 мм для компрессионных и маслосъемных колец. В верхнюю поршневую канавку устанавливают хромированное, а во вторую — луженое компрессионное кольцо выточкой на внутренней стороне к днищу.
Перед установкой в гильзы цилиндров стыки поршневых колец расположить под углом в 120° друг к другу, а на шатунные болты следует надеть защитные латунные колпачки, чтобы избежать случайной порчи поверхности шатунных шеек.

После запрессовки шестерни на распределительный вал (рис. 8) проверить щупом осевой зазор между упорным фланцем и торцом шестерни распределительного вала. Зазор должен быть в пределах 0,08 — 0,2 мм.
Читайте также: