
Ремонт гбц опель фронтера
доброй всем ночи ! народ помогите ,проблемма заключается в том что выработалась подшипники распредвала и скидывает давление масла , вопрос в следующем , из какого сплава эти втулки , и есть ли какие то аналоги для ремонра ? покупать бу головку не вижу смысла ,а по каталогу рем втулок нет !
неужели ни кто не знает ?
доброй всем ночи ! народ помогите ,проблемма заключается в том что выработалась подшипники распредвала и скидывает давление масла , вопрос в следующем , из какого сплава эти втулки , и есть ли какие то аналоги для ремонра ? покупать бу головку не вижу смысла ,а по каталогу рем втулок нет !
неужели ни кто не знает ?
и получается что можно её снять и выкинуть ? неужели ни кто не сталкивался с такой проблемой ?
и получается что можно её снять и выкинуть ? неужели ни кто не сталкивался с такой проблемой ?
уверен,что проблемма в распред вале,а не предохранительном клапане на насосе.
у меня при пробеге 500 т.км проблем с распредом небыло..
у моего коня лям тристо пробег ,клапан купил новый на экзисте за 3500 . когда доёшь газку стрелка поднимается ,на холостых радает на ноль и сразу начинают таоробанить гидриги . механикой мерил -на холостах ноль ,при 5000 оборотов давит почти 9 очков .
Вот я из за этого практически и продал своего коня.Жалко.А что делать.Голов нет.шестерней маслонасоса хрен найдешь и прочего. Ну поездил бы какое то еще время а дальше.На запчасти.Опять подумывал взять.Но эти ньюансы отпугивают.Хороший автос.Экономично.дешиво.колхозится хорошо.Ну и вид нравится.Но вот из за этих ньюансов пришлось растатся.3 года реставрировал.Надоело
Втулки там из стали со слоем баббита. Не исключаю что по размерам подойдут от двигателей ЗМЗ.
я конечно сомневаюсь что они подойдут ,но попробую подобрать . если есть у кого размеры втулок скиньте ,буду благодарен .
вчера рылся в каталоге змз 402 и вроде бы по размерам подходят рем втулки . буду пробовать . только есть проблема с развёрткой ,её нет !
народ ! а кто может подсказать размер под втулки в головке , и не идут ли они на уменьшение ?
В эксисте есть номинал
06 36 514Подшипник, распределительный вал, передний, ном.1
06 36 517 Подшипник, распределительный вал, задний, ном.4
06 36 516 Подшипник, распределительный вал, центральный, ном.3
06 36 521 Подшипник, распределительный вал, центральный, ном.2,0.1 мм ниже ном. разм
отдать 16000 за сраные втулки не вариант ! есть альтернатива , оловянестая бронза , вот только марку не могу выяснить ! если есть технологи ,подскажите .
Ну по мне,с какой стороны посмотреть!
Найти,купить материал.Найти токаря,хорошего!Выточить втулки.Выточить оправки для запрессовки.По уму,рас пошла такая тема,я бы шлифанул опорные шейки РВ.А после промерить и заказать 4ре! развертки с приспособой для соосности,либо(правильней) одну с четырьмя размерами.+вероятность накосячить на каждом этапе!
Мне думается на круг дороже 16000 выйдет!
А на практике имеем износ в основном на втулках,в нижней части,противоположной гидрикам(у меня так).И мои замеры показывают на то,что номинал будет в самый раз!И оригинал к тому же!
то что там написано, ещё не значит что их вам за 16 круб привезут. наличие в каталоге ещё не значит о наличии запч у диллеров
ребята аналог отпадает однозначно ,развёртка уже готова ,шейки шлифанули ,токарь есть с 40 летним стажем ,нужно только выяснить марку бронзы для втулок .

В силу некоторых стечений обстоятельств (выбило свечу из головки, резьба там уже несколько раз перерезалась, видимо, ввертыш уже стоял бронзовый самодельный… не вижу смысла снова перерезать резьбу, искать токаря, чтобы сделать новый ввертыш), решил я заменить ГБЦ и перебрать механизм ГРМ… короче, решил откапиталить ГБЦ.
Итак, у меня есть головка ГБЦ (почти в сборе, досталась от прежнего владельца, видимо, он уже планировал менять головку, но не успел):



Головку на днях повезу проверить и отшлифовать…
К этому я купил комплект прокладок двигателя верхний (прокладки ГБЦ) VICTOR REINZ номерок 022677502:

Вот что входит в комплект:

— прокладка под ГБЦ
— прокладка крышки распредвала
— сальник распредвала передний
— сальник распредвала задний
— маслосъемные колпачки
— прокладка впускного коллектора
— прокладка выпускного коллектора
— какое-то резиновое кольцо — пока не знаю для чего) (на фото самое верхнее)
Т.к. нигде не нашел описание состава комплекта, то дополнительно заказывал сальники распредвала передний (812490910 VICTOR REINZ) и задний (812731700 VICTOR REINZ), но оказалось, что они есть в наборе и теперь купленные отдельно сальники останутся по запас (благо стоят они не дорого по 150 р.).
Еще купил новые болты ГБЦ

Теперь вопросы :
кто может поделиться, что необходимо заменить в ГБЦ еще?
Стоит ли менять клапана? И как понять, что их нужно менять?
Стоит ли менять гидрокомпенсаторы? Многие советуют взять старые гидрики, прокипятить в сантехническом "кроте", залить в них масло и поставить обратно… или лучше новые купить и поменять сразу?
Что там еще в этой ГБЦ подлежит замене, чтобы уж сразу все поменять, раз разбирать буду и не заглядывать туда?
ЗЫ: позвонил в сервис, узнал: ремонт ГБЦ полный комплекс с притирками, шлифовками, заменой втулок и маслосъемных колпачков, опресовкой — 9200 р. работа. Отвезу, пусть делают. Только дождусь втулки клапанов…
Заказал METELLI 011951 — Направляющая клапана
Все детали головки блока цилиндров следует проверить на износ. Следует тщательно очистить привалочную поверхность головки блока цилиндров (иногда остаются прикипевшие фрагменты прокладки). Контроль состояния головки блока цилиндров проводится согласно приведенным ниже указаниям.
Для надлежащей проверки состоянии клапанных пружин необходим специальный тестер пружин. Если его нет в вашем распоряжении, то можно провести простое сравнение старой и новой клапанных пружин. С этой целью взять старую и новую клапанные пружины и зажать их в тиски. Медленно сжимая губки тисков, наблюдать за степенью сжатия обеих пружин. Если они сжимаются одинаково, то это свидетельствует о хорошем состоянии старой пружины. Но если у работавшей пружины большая степень сжатия (выглядит короче новой), то это явный признак усталостного износа — такую пружину следует заменить. Пружины клапанов заменяют полным комплектом.
Подготовленные к установке пружины выставляют на ровной и гладкой поверхности (на стекле) таким образом, чтобы плотно сомкнутые витки находились снизу. Сверху на пружины кладется металлический уголок и проверяется зазор между верхним витком пружины и плоскостью уголка. Этот зазор не должен превышать 2,0 мм. В противном случае пружины подлежат замене.
Направляющие втулки клапанов, выполненные из чугуна, имеют разные диаметры для впускных и выпускных клапанов. Направляющие втулки выпускных клапанов имеют больший внутренний диаметр и короче, благодаря чему их легко рассортировать. Протягивая через втулки смоченную в бензине ветошь, проведите чистку втулок. Стержни клапанов лучше всего чистить вращающейся металлической щеткой, закрепленной в электродрель.
Контроль износа направляющих втулок проводится с помощью калиброванной оправки. Если выбраковочный калибр оправки свободно входит в направляющую втулку, то такую втулку следует заменить новой. Для демонтажа втулок следует пользоваться специальной оправкой с уступом. Если есть возможность использования направляющих втулок 1-го стандартного размера, то для их монтажа используют специальную оправку, с помощью которой направляющую втулку запрессовывают в посадочное гнездо до тех пор, пока стопорное кольцо не войдет в паз на головке блока цилиндров. При установке направляющих втулок ремонтных размерных групп посадочные гнезда необходимо предварительно обработать ручными протяжными развертками. Так как направляющие втулки перед запрессовкой должны охлаждаться сухим льдом, рекомендуем передать головку блока цилиндров на СТО для установки новых направляющих втулок.
Перед заменой направляющих втулок клапанов сначала проверяют общее состояние головки блока цилиндров. После запрессовки втулки растачивают до требуемых размеров: 8,00–8,015 мм для впускных клапанов и 9,00–9,015 для выпускных клапанов. Направляющие втулки выпускных клапанов имеют большую длину.
Шлифование клапанных седел проводится только после замены направляющих втулок клапанов. Если вдруг выяснится, что седла больше невозможно растачивать, то направляющие втулки менять не следует.

Рис. 37. Основные размеры седел клапанов: D — наружный диаметр седла клапана; D1 — внутренний диаметр седла клапана; D2 — посадочное гнездо под клапанное седло в головке блока цилиндров; Н — высота клапанного седла; Т — расстояние между плоскостью головки блока цилиндров и верхней кромкой клапанного седла; Н=6,97—7,00 мм — для всех клапанов; Т=2,37—2,25 мм — для впускных клапанов; Т=2,44—2,25 мм — для выпускных клапанов
Если подшипники распределительного вала сильно изношены, то в этом случае нет необходимости растачивать клапанные седла, а следует заменить головку блока цилиндров в сборе. Седла клапанов проверяются на износ или образование раковин. Следы небольшого износа можно устранить фрезеровкой с помощью 45-градусной конической фрезы. Если клапанное седло из-за большой выработки стало очень широким, то такие седла подлежат замене. Клапанные седла запрессовывают в головку блока цилиндров, и снимать их лучше всего путем высверливания либо выкручивания с помощью специальных расточек. При этом следует быть очень осторожным, чтобы не повредить головку блока цилиндров. Замерить диаметр базового отверстия D1 (рис. 37) и в случае необходимости расточить до следующего ремонтного размера. Клапанные седла с ремонтными припусками могут растачиваться до тех пор, пока ни будет обеспечиваться предписанное перекрытие 0,068–0,10 мм. Седла впускных клапанов имеют больший диаметр.
Головку блока цилиндров нагреть на водяной бане до 90° С, а клапанное седло остудить на сухом льду, после чего его можно будет запрессовать специальной оправкой в посадочное гнездо. Данную операцию рекомендуется проводить на СТО.

Обработать клапанное седло соответствующим зенкером и шлифовальным кругом на клапанной шлифовальной машинке. С использованием клапана замерить максимальное расстояние А, как показано на нижней части рис. 38. При установке новых клапана и клапанного седла расстояние А должно составлять 0,1–0,5 мм. Предел износа составляет 1,0 мм.

После обработки измерьте ширину уплотнительного пояса клапанного седла. Если ширина уплотнительного пояса седла впускного клапана отличается от значения 2,5 мм, а седла выпускного клапана — от значения 3,5 мм, то такие седла необходимо обработать 15-градусной фрезой в верхней части и 60-градусной фрезой в нижней части. Фрезерование прекращается, как только ширина уплотнительного пояса клапанного седла входит в указанные выше пределы. После фрезерования необходимо выполнить притирку клапанных седел. Для этого на седло клапана наносится небольшое количество шлифовальной пасты. Сверху на головку клапана крепится присоска, с помощью которой клапану сообщаются вращательные движения то в одну, то в другую сторону (рис. 39). Время от времени необходимо поворачивать клапан на четверть оборота, а затем снова притирать вращательными движениями. При необходимости надо добавить шлифовальную пасту на седло клапана. После притирки удалить остатки пасты с клапана и седла и проконтролировать посадку клапана на седле и головке. На обеих частях должен отчетливо просматриваться образовавшийся матовый поясок, который и определяет ширину уплотняющего пояса клапанного седла.
Карандашом нанесите несколько черточек на получившемся матовом пояске с интервалом 1 мм по его периметру. После этого опустить клапан в седло и провернуть его на 90° вокруг стержня, слегка прижимая клапан к седлу.
Выньте клапан из седла и проверьте, чтобы исчезли метки карандаша. Если ширина уплотнительных поясов клапанных седел находится в предписанных пределах, то головку блока цилиндров можно устанавливать на двигатель. В противном случае необходимо продолжать обработку и притирку седел либо заменить головку блока цилиндров.

Рис. 40. Основные размеры клапанов: D — диаметр тарелки (головки) клапана; D1 — диаметр стержня клапана; L — длина клапана; 1 — толкатель; 2 — конические сухари; 3 — тарелка клапанной пружины; 4 — клапанная пружина; 5 — нижняя опорная тарелка клапанной пружины; 6 — маслоотражательный колпачок; 7 — клапан
На данных типах двигателей используются клапаны без натриевого заполнения, как это имело место на других типах двигателей фирмы Mercedes-Benz. На рис. 40 приведены размеры клапанов. Клапаны, размеры которых не соответствуют указанным размерам, должны быть заменены новыми.
При оформлении заказа на клапаны необходимо всегда указывать их назначение (впускные либо выпускные), а также то, что эти клапаны предназначены для дизельного двигателя.
Точно так же необходимо проверять высоту выступающей части форкамер для впрыска дизельного топлива (601-й двигатель). Кромка форкамер должна выступать на 7,6–8,1 мм.
На СТО предписанный размер выступающей части форкамер может быть выставлен с помощью набора уплотнительных прокладок различной толщины, устанавливаемых под форкамеры. Эта работа должна обязательно выполняться на СТО, так как для этого необходим специальный инструмент для выпрессовки и запрессовки форкамер.

Нижеприведенный текст описывает работы, связанные с проверкой и контролем состояния распределительного вала. Конструктивное описание распределительного вала см. разд. 2.12.6. Распределительный вал установить на призмы, подставленные под крайние опорные шейки, либо зажать между центрами токарного станка, как показано на рис. 41, а к средней опорной шейке подвести щуп измерительного индикатора. Затем, медленно проворачивая распределительный вал, надо следить за показаниями стрелки. Если стрелка отклонится за деление 0,01 мм, то это будет означать, что вал деформирован и подлежит замене.

Рис. 42. Форма маслоотражательных колпачков, надеваемых на стержни клапанов: слева — для выпускных; справа — для впускных клапанов
Маслоотражательные колпачки можно найти в ремонтном комплекте. В состав ремонтного комплекта входят защитные втулки, которые при монтаже надевают на стержни впускных клапанов. Маслоотражательные колпачки для впускных и выпускных клапанов отличаются друг от друга как своими диаметрами, так и формой, поэтому перепутать их невозможно (рис. 42).
Для установки колпачков обычно используется специальный инструмент. Если его нет под рукой, то можно воспользоваться тонкой трубкой, но очень осторожно, чтобы не повредить уплотнительные манжеты и стяжные пружинки колпачков. При установке маслоотражательных колпачков на стержни клапанов, у последних должны быть сняты сухари и клапанные пружины. Для исключения падения клапана в цилиндр необходимо, чтобы поршень этого цилиндра находился в ВМТ. На четырехцилиндровых двигателях эта операция существенно облегчается благодаря тому, что всякий раз два поршня находятся в ВМТ. На пятицилиндровых двигателях выполнять эту работу немного сложнее, так как каждый раз необходимо проворачивать коленчатый вал двигателя на определенный угол, устанавливая поршень очередного цилиндра в ВМТ. Замену маслоотражательных колпачков необходимо выполнять следующим образом (рекомендуем поручить выполнить эту работу опытному специалисту).
Удалить сухари клапанов первого цилиндра, как описано в подразд. 2.4.2. На четырехцилиндровом двигателе можно одновременно удалить сухари и снять клапанные пружины с клапанов четвертого цилиндра.
Аккуратно, чтобы не повредить при этом стержни клапанов и отверстия толкателей, сдернуть щипцами старые маслоотражательные колпачки.
Новые маслоотражательные колпачки смазать маслом и аккуратно протолкнуть вниз по стержням клапанов. Не забывайте надевать на стержни впускных клапанов защитные втулки. Плотно насадить маслоотражательные колпачки на направляющие втулки клапанов.
Установить клапанные пружины цветной маркировкой вниз и установить сухари клапана, следя за тем, чтобы сухари хорошо сели в пазы и конические углубления верхних опорных тарелок клапанных пружин.
Слегка приподнять звездочку привода распределительного вала для того, чтобы цепь не вышла из зацепления, и провернуть коленчатый вал четырехцилиндрового двигателя на пол-оборота. После этого можно аналогичным образом поменять маслоотражательные колпачки на клапанах второго и третьего цилиндров. При работе на пятицилиндровом двигателе коленчатый вал необходимо поворачивать до тех пор, пока поршень следующего цилиндра не достигнет ВМТ. Чередование последующих цилиндров, поршень которых проходит ВМТ: 2–4–5–3. Как уже отмечалось выше, проведение этой работы требует особой тщательности.
Приспособление для сжатия клапанных пружин следует зажимать очень медленно, так как сухари некоторых клапанов зависают в пазах. Избегайте ситуаций, когда вследствие быстрого зажатия приспособления клапан упирается своей тарелкой в поршень. Приспособление должно воздействовать только на клапанную пружину, сжимая и перемещая ее вниз.
Если головка блока цилиндров разобрана, надо определиться, целесообразен ли ее ремонт. Для этого надо провести дефектовку головки. Особенно характерным признаком прожога прокладки головки блока цилиндров является, например, деформация ее поверхности. Также могут образоваться трещины между седлами клапанов или витками резьбы свеч зажигания. Как правило, головку блока заменять не следует, если размер трещин не превышает 0,5 мм или если трещина находится только в первом витке резьбы.
Для дефектовки пружин клапанов следует использовать рекомендуемый инструкцией прибор для испытания пружин. Если он отсутствует, то надо выполнить следующее:
- сравнить использованную пружину с новой. Для этого зажать обе пружины в тиски и медленно зажимать. Если обе пружины окажутся одинаково сжатыми, то это верный признак того, что они обладают примерно одинаковой упругостью;
- если окажется, что старая пружина при сжатии становится значительно короче, чем новая, это свидетельствует об усталости материала, поэтому пружины следует заменить в комплекте;

- установить пружины в ряд на гладкую поверхность (стекло) таким образом, чтобы замкнутый виток находился на нижней стороне. Поставить рядом с пружиной стальной угольник. Измерить зазор между пружиной и угольником на верхней стороне (рис. 36) — он не должен превышать 2,0 мм. В противном случае пружина деформирована и подлежит замене.
- очищать втулки клапанов, надо проходя по втулкам взад и вперед пропитанной в бензине ветошью. В тщательной очистке нуждаются также стержни клапанов, после чего смазанные клапаны устанавливаются поочередно в свои отверстия;
- установить на верхней стороне головки блока цилиндров стрелочный индикатор с соответствующим держателем (рис. 37) и выдавливать клапан из канала, пока конец стержня клапана не встанет заподлицо с направляющей клапана на другой стороне головки блока цилиндров;
- перемещать тарелку клапана на верхней стороне в разные стороны и считывать показания стрелочного индикатора. Если они составляют более 1,0 мм у впускных клапанов и 1,3 мм — у выпускных, то втулка клапана подлежит замене;
Допускаются дефекты, как указано выше, в виде мелких трещин между седлами клапанов (рис. 38) или между седлом клапана и первым витком в резьбовой части свечного отверстия при условии, что ширина трещин не превышает 0,5 мм. При дополнительной шлифовке головки блока цилиндров размер а, указанный на рис. 39, должен составлять не менее 135,6 мм;

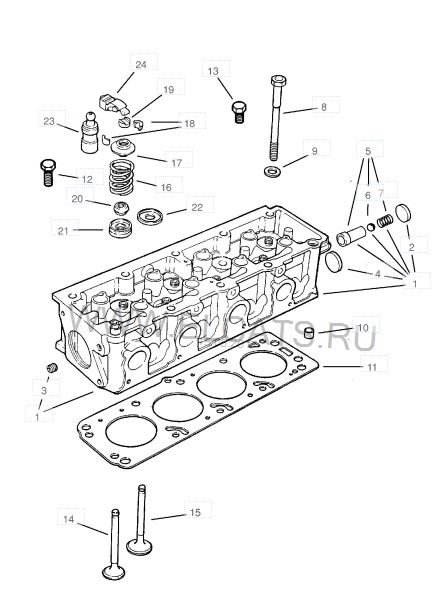
Рис. 35. Монтажная схема головки блока цилиндров без распределительного вала: 1 — полый цилиндрический толкатель; 2 — сухари; 3 — верхняя тарелка пружины клапана; 4 — пружина клапана; 5 — направляющая втулка клапана с буртиком (запасная часть); 6 — маслоотражательный колпачок клапана; 7 — установленная направляющая втулка клапана; 8 — уплотнительное кольцо распределительного вала; 9 — головка блока цилиндров; 10 — клапаны; 11 — болт, 20 Н·м; 12 — подъемная скоба двигателя; 13 — болты, 20 Н·м; 14 — направляющая для провода высокого напряжения; 15 — подъемная скоба двигателя
- перед выпрессовкой втулки клапана ее надо сначала проверить. Если у втулки 5 (см. рис. 35) есть выступ, то выпрессовка проводится со стороны камеры сгорания, если такого выступа нет, то ее выпрессовывают из головки со стороны распределительного вала. Старая втулка выпрессовывается соответствующей оправкой. В целях облегчения работы головку блока цилиндров можно нагреть до 100° С. К используемой для демонтажа оправке должен быть привернут палец, подходящий по диаметру для установки внутри втулки;
- смазать моторным маслом новые направляющие втулки клапанов и запрессовать их в холодную головку блока цилиндров со стороны распределительного вала. После этого давление прессовки больше не увеличивать, так как в противном случае это приведет к срезанию буртика;
- после запрессовки направляющие втулки клапанов следует обработать специальной разверткой 3120 (рис. 40). В случае ее отсутствия можно использовать регулируемую развертку. Втулки впускных и выпускных клапанов развертывать до 7,0 мм. Требуемый рабочий зазор во втулках клапанов устанавливается автоматически.
Если подшипники распределительных валов изношены, то необходимо заменить головку блока цилиндров. В этом случае никаких работ на седлах клапанов новой головки проводить не нужно.
Следует проверить визуально седла всех клапанов на отсутствие износа или следов коррозии. Незначительный износ можно устранить угловой фрезой (45°). При этом углы зависят от модели двигателя. Для двигателя AEV (1,0 л) углы показаны на рис. 41 и 42.
Рис. 41. Седло впускных клапанов на двигателях объемом 1,0 л: а = 30,8 мм, диаметр; b — максимальный размер дополнительной обработки; с = 2,0 мм, ширина седла клапана (максимально допустимый размер); Z — плоскость головки блока цилиндров, нижняя кромка; 45° — угол фаски седла клапана; 30° — верхний угол фаски; 60° — нижний угол фаски
Рис. 42. Седло выпускных клапанов на двигателях объемом 1,0 л: а = 27,8 мм, диаметр; b — максимальный размер дополнительной обработки; с = 2,0 мм, ширина седла клапана (максимально допустимый размер); Z — плоскость головки блока цилиндров, нижняя кромка; 45° — угол фаски седла клапана; 30° — верхний угол фаски

У остальных двигателей, включая двигатели, производство которых началось в 1996 г., углы впускных и выпускных клапанов одинаковые. Вид этих седел в разрезе представлен на рис. 43. Диаметр седла клапана а имеет различные значения в зависимости от модели двигателя. Если седла должны подвергаться дополнительной обработке, необходимо придерживаться таблицы размеров. Следует помнить о том, что выборка металла в головке блока цилиндров для седел не должна быть слишком глубокой.
Для определения размера дополнительной обработки седел клапанов необходимо провести следующие измерения:

Рис. 44. Замер глубины между концом стержня клапана и верхней кромкой головки блока цилиндров для определения величины дополнительной обработки седел клапанов
- измерить расстояние а (рис. 44) между верхней точкой клапана и верхней кромкой головки блока цилиндров;
- определить максимально допустимый размер дополнительного фрезерования по замеренному и минимально допустимому значениям; для впускных клапанов он составляет 35,8 мм, для выпускных клапанов — 36,1 мм. Данные размеры установлены для всех двигателей. Вычитая минимальное значение расстояния из замеренного, получаем максимально допустимый размер b (см. рис. 41–43).
- фрезеровать угол 30° у впускных клапанов или 45° у выпускных клапанов, а затем слегка обработать верхнюю кромку у впускных клапанов угловой фрезой 45° либо 60° — нижнюю кромку седла, чтобы уменьшить ширину седла до 2,0 мм. У выпускных клапанов угловой фрезой 30° обрабатывается только верхняя сторона седла клапана. Фрезерование заканчивается, как только размер седла соответствует указанной ширине.
- фрезеровать угол 45° у впускных и выпускных клапанов, а затем слегка обработать у седел обоих клапанов угловой фрезой 45° верхнюю кромку либо угловой фрезой 60° нижнюю кромку для уменьшения ширины седла и доведения ее до 2,0 мм.После фрезерования необходимо проверить и (или) выполнить следующее:
- если в результате измерения (см. рис. 44) установлено, что данный размер у впускного клапана составляет 36,5 мм (в сравнении с минимальным расстоянием 35,8 мм), это означает, что еще есть запас по глубине, равный 0,7 мм, чтобы восстановить работоспособность соответствующего седла клапана;
- притереть прошедшие дополнительную обработку седла клапанов. С этой целью поверхность седла клапана смазать небольшим количеством притирочной пасты и установить клапан в соответствующее седло. Установить на клапане присоску и поворачивать его то в одну, то в другую сторону (рис. 45);

- тщательно очистить после притирки все детали от загрязнений и притирочной пасты. Проверить седла клапана по тарелке и кольцу. На обеих деталях должно быть видно сплошное матовое кольцо, которое указывает ширину седла клапана;
- нанести карандашом по окружности седла несколько штрихов на расстоянии 1 мм друг от друга. После этого опустить клапан осторожно на седло и повернуть его на 90°, выполнять это следует при нажатии на клапан;
- снова вынуть клапан и проверить, не остались ли нанесенные карандашом штрихи. Если ширина седла клапана находится в пределах указанных значений, то головку можно снова устанавливать. В противном случае дополнительно обработать седла клапанов либо (худший вариант) заменить головку.
Мелкие повреждения поверхности тарелок клапанов можно устранить притиркой клапанов для их установки в посадочные гнезда в головке блока цилиндров, как описано выше. Дополнительное шлифование клапанов на станке запрещается.

Рис. 46. Размеры клапанов (неодинаковы для различных моделей двигателей): а — диаметр тарелки клапана; b — диаметр стержня клапана; с — длина клапана; d — угол фаски седла клапана (45°)

Снять размеры клапанов в соответствии с рис. 46 и заменить все клапаны, не соответствующие этим размерам. Необходимо учитывать различия между впускными и выпускными клапанами. Ширина седла клапана а (рис. 47) и толщина кромки клапана b должны соответствовать указанным значениям. Ни на одном из клапанов размер не должен быть менее 0,5 мм.
Если концы стержней клапанов изношены, то поверхность стержня можно прошлифовать на станке, сняв слой металла не более чем на 0,50 мм.

Следует тщательно очистить привалочные поверхности головки блока цилиндров и блока цилиндров и проверить поверхность головки блока на деформацию. Установить для этого на ней измерительную линейку, как показано на рис. 48, и определить с помощью измерительного щупа зазор в продольном, поперечном и диагональном направлениях между блоком цилиндров и головкой блока. Если в зазор проходит пластинчатый калибр толщиной более 0,10 мм, то головку надо прошлифовать. Если зазор в каком-то месте более значительный, то головка подлежит замене.
Плоское шлифование головки можно проводить до тех пор, пока выдерживается ее минимальная высота, равная 135,60 мм. Высота замеряется линейкой, как показано на рис. 39. Если высота головки блока цилиндров меньше этого значения, головку необходимо заменить.
Распределительный вал каждого типа двигателя имеет соответствующее обозначение. При замене распределительного вала обязательно надо учитывать тип двигателя.

Для идентификации распределительного вала между кулачком впускного клапана и кулачком выпускного клапана первого цилиндра в месте, указанном стрелкой на рис. 49, выбито обозначение. Кроме того, соответствующем образом выполнен маркировочный поясок, который может иметь одну из указанных на рисунке форм 1–4.
В месте, указанном стрелкой, выбито условное обозначение 030 AS или 030 AN. Поясок имеет вид, соответствующий 1 и 2 или 1 и 4.
В месте, указанном стрелкой, выбито условное обозначение 032 N или 032 Р. Поясок имеет вид, соответствующий 1 или 1 и 3.

Установить распределительный вал с обеими шейками концевых подшипников в призмы, зажать в центрах токарного станка, как показано на рис. 50, и установить стрелочный индикатор на шейке среднего подшипника. Медленно вращать распределительный вал и считывать показания индикатора. Если показание превышает 0,01 мм, то вал деформирован и его следует заменить.
Для проверки зазора при работе подшипников распределительного вала необходимо использовать полоски из полимерного материала Plastigage. Проверку проводить без толкателей. Контроль проводится следующим образом:
- тщательно очистить отверстия подшипников в головке блока цилиндров и крышках подшипников и вставить в них вал. Несколько раз провернуть его;

Рис. 32. Распределительный вал в положении установки (подшипники пронумерованы): А — широкий выступ; В — номера крышек
- положить небольшую полоску полимерного материала Plastigage в поперечном направлении на верхнюю сторону каждой шейки подшипников и установить крышки подшипников в соответствии с их нумерацией и расположением (см. рис. 32);
- равномерно затянуть гайки крышек, начиная от центра, до момента, равного 6 Н·м (использовать для этого динамометрический гаечный ключ с мелкими делениями шкалы), и после достижения предельного значения затянуть каждую гайку еще на одну 1/4 оборота (90°). После этого вал больше не проворачивать;
- снова поочередно отсоединить крышки и с помощью находящегося в комплекте Plastigage калибра измерить ширину расплющенной полоски. Если установлено, что ширина превышает 0,10 мм, то это означает, что достигнуто предельное значение износа подшипника, и вал (в большинстве случаев и головку блока цилиндров) надо замененить. Для измерения осевого люфта распределительного вала установить его в головке блока цилиндров (без толкателей) и закрепить с помощью крышки центрального подшипника. Поставить головку блока цилиндров на гладкую поверхность. Установить на торце распределительного вала стрелочный индикатор (рис. 51) и перемещать вал то в одну, то другую сторону. Люфт не должен превышать 0,15 мм. В противном случае поверхность крышки подшипника изношена.

Рис. 51. Проверка осевого люфта распределительного вала. Устанавливать вал только вместе с крышкой центрального подшипника (стрелка)
Читайте также: