
Замена втулки шатуна камаз
Наши цены на ремонт шатунов двигателей существенно ниже городских.
Ремонт шатунов КАМАЗ
| Работа | Цена (руб) |
|---|---|
| Проверка | 60 |
| Нижней и верхней головки | 700 |
| Верхней головки (втулка заказчика) | 350 |
Ремонт шатунов СМД-14н, Д-240, Д-65
| Работа | Цена (руб) |
|---|---|
| Проверка | 60 |
| Ремонт верхней головки шатуна (замена втулок) | 350 |
| Ремонт нижней головки шатуна | 350 |
Ремонт шатунов ГАЗ, УАЗ
| Работа | Цена (руб) |
|---|---|
| Проверка | 40 |
| Ремонт верхней головки (втулки заказчика) | 150 |
| Ремонт нижней головки | 150 |
Ремонт шатунов ЯМЗ, А-01, А-41
| Работа | Цена (руб) |
|---|---|
| Проверка | 90 |
| Ремонт верхней головки (втулка заказчика) | 400 |
| Ремонт нижней головки | 400 |
Ремонт шатунов ЗИЛ
| Работа | Цена (руб) |
|---|---|
| Проверка | 40 |
| Ремонт верхней головки (втулки заказчика) | 180 |
| Ремонт нижней головки | 180 |


Поршневой ДВС (двигатель внутреннего сгорания) является тепловой машиной и работает по принципу сжигания смеси топлива и
Кроме того, они служат для передачи теплоты от поршня к цилиндру.
Маслосъемное кольцо служит для удаления излишка масла с рабочей поверхности цилиндра и предотвращения попадания его в камеру сгорания.
1. Отвернуть четыре болта крепления головок и снять головки блока цилиндров.


- 2. Снять поддон двигателя и прокладку поддона.
- 3. Снять масляный насос.

4. Отвернуть гайки шатунных болтов и снять крышку шатуна.
Так как крышка сидит плотно, сбить ее несильными ударами молотка. Вынуть из крышки вкладыш шатунного подшипника.
5. Протолкнуть поршень в цилиндр так, чтобы он вышел из цилиндра, и затем вынуть его вместе с шатуном.
Вынуть из шатуна вкладыш шатунного подшипника.
Вынимать поршень с шатуном из цилиндра нужно осторожно, чтобы не повредить зеркало цилиндра.


Проверить метки на шатуне и крышке шатуна. Если метки не видны — пометить шатун и крышку номером цилиндра.
6. Таким же образом вынуть остальные поршни с шатунами.

- 7. С помощью съемника снять поршневые кольца.
- 8. Снять стопорные кольца с двух сторон поршня.
- 9. Нагреваем поршень в масляной ванне и вынимаем поршневой палец из шатуна, перед этим заметив положение шатуна относительно поршня.
- 10. Таким же образом снять остальные поршни с шатунов.

11. После разборки промыть все детали в бензине. Очистить поршни от нагара. Прочистить канавки под поршневые кольца старым поршневым кольцом или обломком кольца.

12. Для уменьшения надпоршневого зазора при сборке двигателя подбором варианта исполнения поршня обеспечивают выступление его над уплотнительным торцом гильзы на 0,5. 0,7 мм.
Индекс варианта поршня (10, 20, 30, 40) нанесен на его днище, а также на нерабочем торце выступа гильз.
Диаметр поршневого кольца в свободном состоянии больше, чем диаметр цилиндра, поэтому при установке оно плотно прижимается к его стенкам.
В канавке поршня кольцо образует лабиринтное уплотнение с малым зазором.
Газы, попадая в этот лабиринт из надпоршневого пространства, снижают свое давление и скорость и прижимают кольцо к стенке цилиндра.
Разрез в кольце называют замком.
В рабочем состоянии кольца всегда должен быть зазор в замке, чтобы оно при нагревании не заклинивалось.
Значение зазора при установке поршня в цилиндр находится в пределах 0,4 . 0,8 мм для компрессионных колец, 0,3 . 0,7 мм для маслосъемного.
Чтобы кольца свободно пружинили, их в канавках на поршне по высоте устанавливают также с небольшим зазором.
Торцовый зазор у верхнего компрессионного кольца несколько больше, чем у нижнего.
Компрессионные кольца имеют трапециевидное сечение.
Рабочая поверхность верхнего компрессионного кольца покрыта хромом, имеет зеркальную поверхность, нижнего — молибденом, она матовая.
Во время движения поршня кольца прижимаются то к верхним, то к нижним плоскостям канавок и создают этим необходимое уплотнение, препятствующее прорыву газов в картер через канавки.
При этом компрессионные кольца могут перекачивать в камеру сгорания масло, снимаемое ими со стенок цилиндра: когда поршень движется вниз, масло собирается в зазоре между кольцом и нижней плоскостью канавки, а когда перемещается вверх, масло выдавливается в зазор между кольцом и верхней плоскостью канавки.
Разрежение в цилиндре при такте впуска также способствует этому.
С увеличением торцового зазора в сопряжении кольцо — канавка поршня из-за насосного действия колец возрастает количество перекачиваемого масла в камеру сгорания, в результате резко повышается его расход.
Поэтому необходимо проверять торцовый зазор после установки колец на поршень.
Маслосъемное кольцо сборное; оно состоит из чугунного кольца коробчатого сечения с хромированной рабочей поверхностью и витого пружинного расширителя.
Хромирование колец повышает их износостойкость.
Нижняя канавка в поршне под маслосъемное кольцо имеет отверстия по всей окружности для отвода масла, снимаемого кольцом с поверхности цилиндра.

Поршень с шатуном соединен пустотелым пальцем плавающего типа, осевое перемещение которого в поршне ограничивается двумя пружинными стопорными кольцами.
Шатуны стальные, двутаврового сечения. Нижняя головка шатуна разъемная.
Для точной посадки вкладышей нижнюю головку шатуна окончательно обрабатывают в сборе с крышкой, вследствие чего крышки шатунов не взаимозаменяемы.
На крышке и шатуне нанесены метки спаренности в виде трехзначных порядковых номеров. Кроме того, на крышке шатуна выбит порядковый номер цилиндра.
Подшипниками скольжения в верхней головке шатуна служат биметаллические неразъемные втулки с рабочим бронзовым слоем; в нижней головке шатуна — съемные взаимозаменяемые вкладыши.
Крышка нижней головки шатуна крепится гайками на двух болтах, запрессованных в боковые выступы нижней головки шатунах
Специальное стопорение шатунных болтов и гаек от самоотворачивания не предусмотрено.
Это объясняется тем, что шатунные болты автоматически предохраняются от самоотворачивания за счет трения в резьбе при условии строгого выполнения требований к затяжке гаек шатунных болтов.
Шатунные болты могут разорваться из-за недостаточной или чрезмерной затяжки.
Болты нужно затягивать до удлинения на 0,25 - 0,27мм.
Установка гильз цилиндров в блок
Перед установкой гильз в блок на фаски наносится смазка ЦИАТИМ.
Гильзы цилиндров вставляются усилием руки осторожно, не допуская срезания выступающих из канавок уплотнительных колец.
Поршень с пальцем и шатуном собирается после нагрева поршня до температуры 80÷100˚ C.
Отверстия в шатуне под пальцем и сам палец предварительно смазываются дизельным маслом.
Палец устанавливается усилием большого пальца руки. Не допускается запрессовка пальца с помощью инструмента.
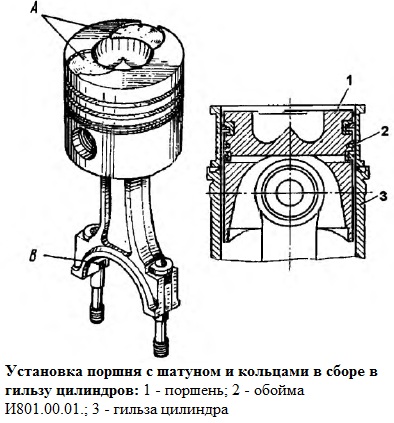
Выточки на поршне и пазы под усы вкладышей на шатуне должны располагаться в одну сторону (рис. 16).
Поршневые пальцы фиксируются стопорными кольцами.
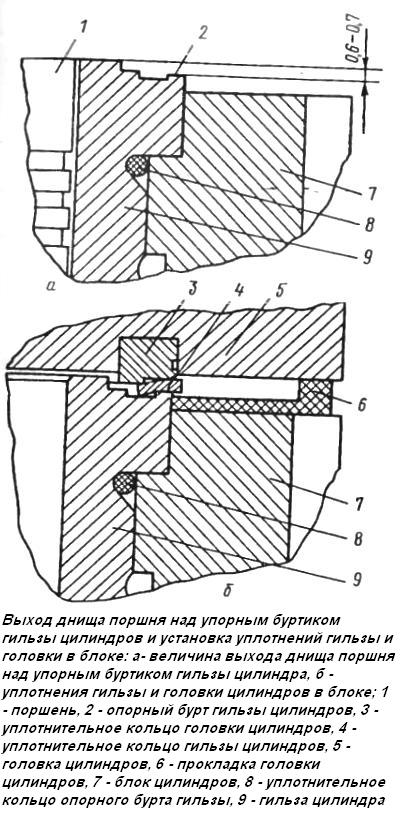
Подбор поршня производится по расстоянию от образующей шатунной шейки коленчатого вала в верхнем ее положении до упорного бурта гильзы таким образом, чтобы выход днища поршня над упорным буртом гильзы цилиндров находился в пределах 0,6÷0,7 мм, рисунок 17.
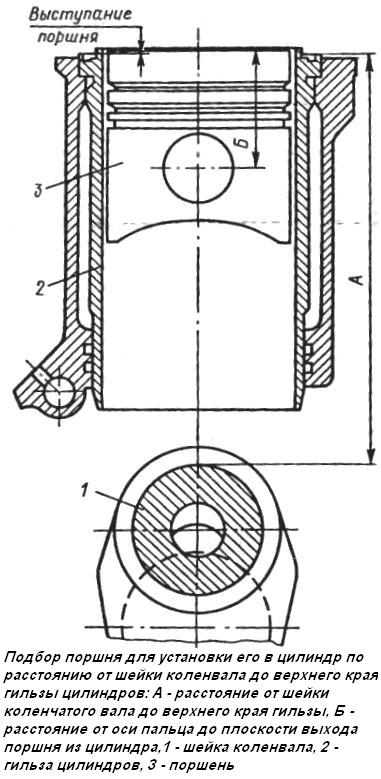
Метод измерений расстояния от образующей шатунной шейки коленвала в верхнем ее положении до уплотнительного бурта гильзы цилиндров показан на рисунке 18.
Ремонт двигателей КАМАЗ 740.11-240, 740.13-260, 740.14-300
Для разборки рекомендуется использовать поворотный стенд Р-770, на котором двигатель имеет возможность поворачиваться вокруг вертикальной и горизонтальной оси
Перед установкой двигателя на стенд снимите масляный фильтр с теплообменником, вентилятор, выпускные коллекторы, кронштейны передних опор, стартер;
- - трущиеся поверхности деталей, кроме оговоренных особо, при сборке смазывайте моторным маслом;
- - при креплении деталей посредством резьбовых соединений, обеспечьте соответствующий момент затяжки;
- - неметаллические прокладки для удобства сборки, при необходимости, ставьте с нанесением на одну из сопрягаемых деталей консистентной смазки. Следите, чтобы прокладки равномерно прилегали к сопрягаемым поверхностям, были плотно зажаты и не выступали за контур сопряженных поверхностей;
- - при установке резиновые уплотнительные кольца и заходные фаски сопрягаемых деталей смазывайте консистентной смазкой;
- - не подгибайте шпильки при надевании на них деталей.
Рекомендации по снятию, установке и дефектовке деталей и узлов двигателя
Для снятия шестерни привода топливного насоса в сборе с валом:
- - выверните четыре болта крепления компрессора и снимите компрессор;
- - выверните три болта крепления насоса гидроусилителя руля и снимите насос;
- - ослабьте затяжку стяжного болта 10 (рис. Установка угла опережения впрыскивания топлива двигателя 740.13-260) или 6 (рис. Установка угла опережения впрыскивания топлива двигателей 740.11-240 и 740.14-300).
- - снимите корпус заднего подшипника в сборе с манжетой;

- снимите шестерню привода топливного насоса высокого давления в сборе с валом (рис. Снятие шестерни привода ТНВД в сборе с валом).
При сборке совместите метки на торцах шестерни привода и шестерни распределительного вала.
Для снятия гильзы цилиндра съемником 801.05.000 (рис. Снятие гильзы цилиндров съемником) сложите захват вдоль винта 1 и в таком виде вставьте его внутрь гильзы.
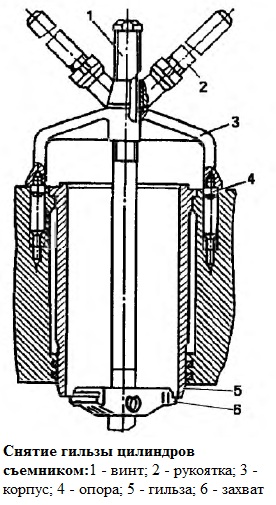
Зацепив захват за нижний торец гильзы 5, установите его перпендикулярно винту, после этого установите опоры 4 в отверстие на привалочной плоскости блока и, вращая рукоятку 2, выверните винт до полного снятия гильзы.
Для снятия картера маховика:
- - снимите компрессор;
- - снимите насос гидроусилителя руля;
- - выверните три болта и снимите рым задний;
- - снимите скобы крепления трубки отвода топлива от форсунок;
- - выверните болт крепления масляного щупа; выверните болты крепления маховика и монтажными болтами с резьбой М8

- - снимите маховик;
- - выверните болты крепления картера маховика, снимите картер.
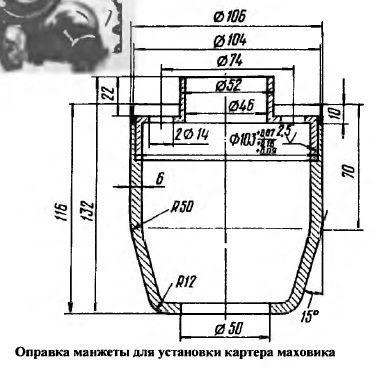
При установке картера маховика, для предохранения манжеты уплотнения хвостовика коленчатого вала, используйте оправку (рис. Оправка манжеты для установки картера маховика):
- при этом манжету обильно смажьте моторным маслом.
Для ремонта коленчатого вала, блока и шатуна предусмотрено семь ремонтных размеров вкладышей. Обозначение вкладышей нанесено на его тыльной стороне.
Для снятия и разборки шатунно-поршневой группы:
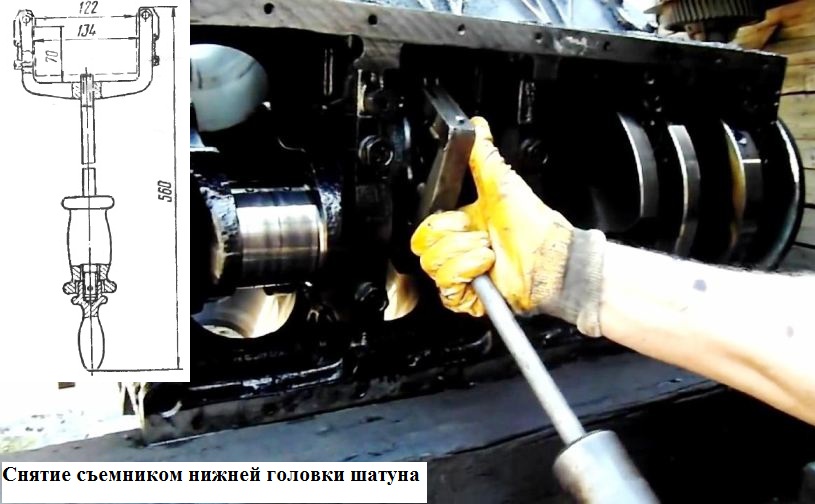
- - снимите крышку нижней головки шатуна съемником (рис. Снятие съемником нижней головки шатуна):
- - извлеките поршень в сборе с шатуном из цилиндра;

- - снимите поршневые кольца приспособлением (рис. Снятие поршневых колец съемником);
- - выньте стопорные кольца из бобышек поршня щипцами И801.23.000;
- - нагрейте поршень в масляной ванне до температуры 80-100° С;
- - выньте поршневой палец.
При сборке и установке шатунно-поршневой группы:
- - компрессионные кольца устанавливайте конической поверхностью (с клеймом ВЕРХ) к днищу поршня, на двигателях 740.13-260 и 740.14-300 верхнее кольцо устанавливается так, чтобы внутренняя выборка была расположена со стороны днища;
- - маслосъемные кольца устанавливайте так: сначала встаньте в канавку пружинный расширитель, затем наденьте маслосъемное кольцо таким образом, чтобы стык расширителя находился диаметрально противоположно замку кольца;
- смежные кольца направьте замками в противоположные стороны;
Клейма спаренности из цифр на шатуне и крышке шатуна должны быть одинаковыми.
Для снятия коленчатого вала демонтируйте:
- - шатунно-поршневую группу;
- - картер маховика;
- - переднюю крышку блока с гидромуфтой в сборе;
- - масляный насос с маслозаборником в сборе;
- - крышки коренных опор;
- - снимите коленчатый вал подъемником или талями, зацепив латунными крюками за первую и четвертую шатунные шейки.
При установке коленчатого вала на двигатель:
- - совместите метки на шестернях привода агрегатов;
- - обеспечьте соответствие размеров вкладышей размерам шеек вала;

- - установите полукольца упорного подшипника так, чтобы стороны с канавками прилегали к упорным торцам вала (см. рис. Установка полуколец упорного подшипника коленчатого вала):

- - проследите за совпадением номеров крышек коренных подшипников с порядковыми номерами опор на блоке цилиндров (см. рис. Установка крышек коренных опор) – номера начинаются от переднего торца;
- - болты крепления крышек коренных подшипников и стяжные болты блока затягивайте в такой последовательности:
Очистите от грязи резьбу в отверстиях блока и на болтах, смажьте моторным маслом резьбу на болтах, избыток масла удалите.
Установите по посадочным поверхностям плотно, без перекоса крышки коренных подшипников.
Вверните с установкой шайб 16x3 болты M 16 крепления крышек, обеспечив предварительный момент затяжки 95 -120 Нм (9,6 - 12 кгс.м).
Затяните окончательно болты крепления крышек, обеспечив момент затяжки 275-295 Нм (28 - 30 кгс.м)
Вверните и затяните стяжные болты блока, обеспечив момент затяжки 147-167 Нм (15-17 кгс.м).

При затяжке болтов динамометрическим ключом сопротивление должно нарастать плавно, без рывков. Момент отсчитывайте при движении ключа.
По окончании затяжки коленчатый вал должен свободно проворачиваться от усилия руки, приложенного к установочным штифтам маховика, осевой зазор в упорном подшипнике должен быть не менее 0,05 мм.
Примечание: В переходный период освоения выпуска в составе двигателя может быть использован блок цилиндров с привертными направляющими толкателей, с втулками распределительного вала увеличенной размерности, без увеличенных маслоканалов, с моментами затяжки болтов крепления крышек коренных подшипников:
- - предварительная затяжка - 95-120 Нм (9,6-12 кгс.м);
- - окончательная затяжка - 206-230 Нм (21-23,5 кгс м).
- - стяжные болты затягиваются моментом 81-91 Нм (8,2-9.2 кгс м).
Для разборки и сборки коленчатого вала:
- - снимите передний и задний противовесы, а также ведущую шестерню коленчатого вала и шестерню привода масляного насоса съемником И801.01.000.
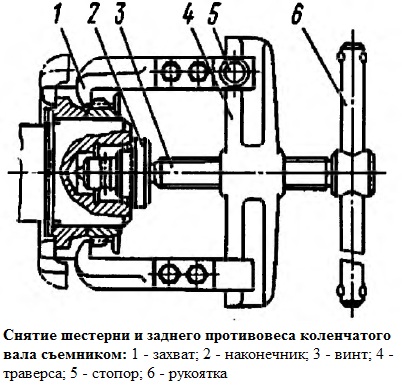
Для снятия шестерни коленчатого вала и заднего противовеса лапы захватов 1 (см. рис. Снятие шестерни и заднего противовеса коленчатого вала съемником) заведите за край шестерни противовеса и зафиксируйте стопорами 5.
Винт 3 через наконечник 2 уприте в торец коленчатого вала и, вращая рукоятку 6. вверните винт 3 в траверсу 4 до полного снятия шестерни.
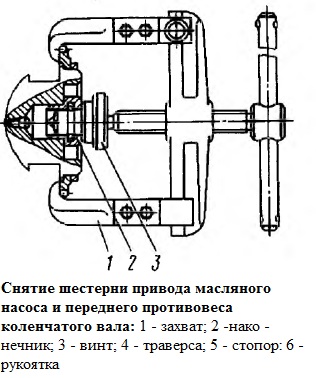
Для снятия шестерни привода масляного насоса и переднего противовеса коленчатого вала (рис. Снятие шестерни привода маслонасоса и заднего противовеса коленвала) на наконечник 3 установите наконечник 2 и снимите шестерню аналогично снятию шестерни коленчатого вала;
- - выверните ввертыш;
- - перед сборкой очистите маслоподводящие отверстия от отложений;
- - промойте вал и продуйте каналы сжатым воздухом;
Примечание: при применении нового коленчатого вала необходимо вывернуть ввертыш, промыть вал, продуть каналы сжатым воздухом.
Сборку коленчатого вала производите в обратной последовательности, перед напрессовкой на коленчатый вал передний противовес, шестерню привода масляного насоса, задний противовес и ведущую шестерню коленчатого вала нагревайте до температуры 105 °С.
Размеры деталей, мм
- Зазор в замке компрессионных поршневых колец * 0,4-0,6
- Зазор в замке маслосъемного поршневого кольца * 0,30-0,60
- Торцовый зазор верхнего компрессионного кольца 0,12-0,17
- Торцовый зазор нижнего компрессионного кольца*. 0,09-0,14
- Торцовый зазор маслосъемного кольца* 0,077-0,112
- Диаметр отверстий под палец. 44,987 - 44,994
- Зазор в сопряжении поршень — гильза (на длине поршня 104 мм от днища) 0,119-0,162
- * Зазор поршневых колец замеряйте в калибре 0 (120+0,03) мм
Внутренний диаметр 120,0 0 - 120,021
Диаметр поршневого пальца 44,993-45,000
Зазор в сопряжении поршневой палец — верхняя головка шатуна 0,017-0,031
Толщина вкладышей подшипников коренных опор 2,440-2,452
Толщина вкладышей подшипников шатунных шеек. 2,453-2,465
- Диаметр коренных шеек 94,989-95,011
- Зазор в подшипниках коренных шеек 0,085-0,152
- Диаметр шатунных шеек 79,9905-80,0095
- Зазор в подшипниках шатунных шеек 0,06-0,104
- Осевой зазор 0,100-0,195
- Диаметр шейки вала под передний противовес и шестерню привода масляного насоса: 125,080-125,110
- Диаметр шейки вала под задний противовес и заднюю шестерню коленчатого вала: 105,070-105,096
- Диаметр шейки вала под заднюю манжету: 104,86-105,00
- Диаметр гнезда под подшипник первичного вала коробки передач: 51,977-52,008
- Диаметр отверстия под установочную втулку маховика: 51,977-52,008
Полукольца упорного подшипника пятой коренной опоры коленчатого вала
- Диаметр промежуточных опорных шеек 59,895 - 59,915
- Диаметр втулки промежуточных опорных шеек 60,00 - 60,03
- Диаметр задней опорной шейки. 41,930 - 41,950
- Диаметр втулки задней опорной шейки. 42,000 -42,015
- Зазор в сопряжении втулка — промежуточные опорные шейки распределительного вала: 0,135 -0,085
- Зазор в сопряжении втулка — задняя опорная шейка распределительного вала: 0,085 - 0,050
- Зазор в сопряжении торец корпуса заднего подшипника - ступица шестерни: 0,15-0,30
Диаметр стержня толкателя. 21,993 -21,972
Диаметр отверстия направляющей толкателя 22,000 - 22,023
Зазор между стержнями толкателя и направляющей: номинальный 0,007 - 0,051
Зазор между стержнем и направляющей клапана, мм:
Угол α фаски седла (впуска, выпуска) 45° - 45°15'
Угол γ фаски клапана (впуска, выпуска) 44°45' - 45°
Для снятия головки цилиндра при замене, а также устранения неисправностей клапанного механизма и цилиндро-поршневой группы:
- - слейте охлаждающую жидкость из системы охлаждения двигателя;
- - выверните болты крепления выпускного коллектора и снимите коллектор;
- - выверните из снимаемой головки болты крепления впускного воздухопровода и водосборной трубы, ослабьте крепления этих же болтов
На других головках с целью получения необходимого зазора для снятия;
Для снятия головок цилиндров правого ряда предварительно снимите с двигателя компрессор.
- - снимите соединительный патрубок впускных воздухопроводов;
- - отсоедините от головки все трубопроводы и защитите их полости от попадания пыли и грязи;
- - снимите форсунку, предохраняя распылитель от ударов и засорения отверстий, крышку головки цилиндра, стойки вместе с коромыслами и штанги;
- - ослабьте болты крепления головки цилиндра, соблюдая ту же последовательность, что и при затяжке (рис. Последовательность затяжки болтов крепления головки цилиндра), затем выверните их;
- - снимите головку цилиндра с двигателя.
При установке головки цилиндра обратите внимание на правильность монтажа прокладок.
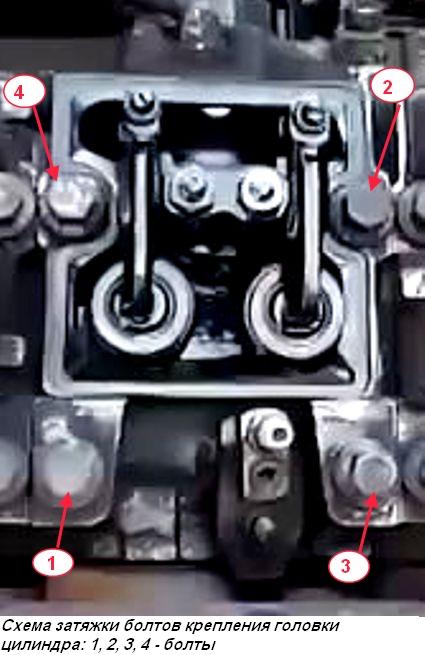
Болты крепления головки цилиндра затяните в три приема в последовательности, указанной на рис. Последовательность затяжки болтов крепления головки цилиндра.
После затяжки болтов проверьте и, если необходимо, отрегулируйте тепловые зазоры между клапанами и коромыслами.
Для разборки и сборки клапанного механизма приспособлением И801.06.000 (см. рис. Разборка головки цилиндра в приспособлении И801.06.000):
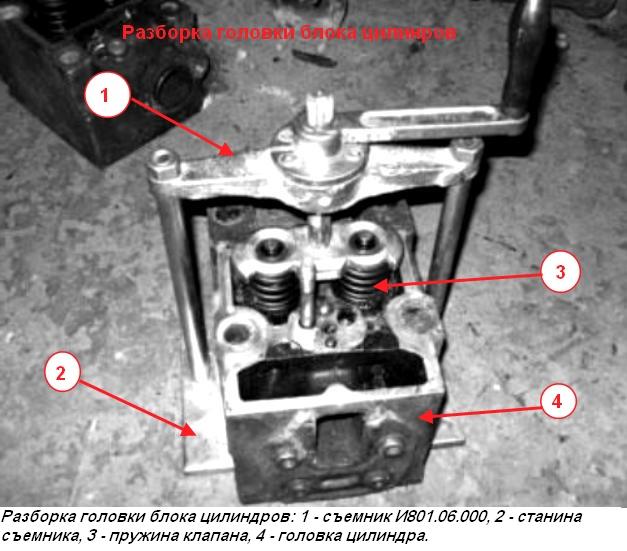
- - установите на основание головку блока цилиндров так, чтобы штифты вошли в штифтные отверстия головки;
- - вращая вороток, вверните винт и тарелкой отожмите, пружины клапанов;
- - снимите сухари и втулки;
- - выверните винт из траверсы, снимите тарелку и пружины клапанов;
- - выньте впускной и выпускной клапаны.
При сборке клапанного механизма стержни клапанов смажьте дизельным маслом.
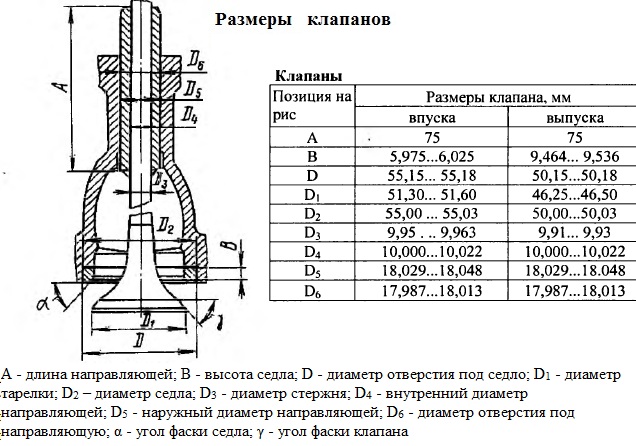
Размеры клапанов даны на рисунке
Для притирки клапанов:
- - разберите клапанный механизм, как описано выше;
- - приготовьте пасту из 1.5 частей (по объему) микропорошка карбида кремния зеленого, одной части дизельного масла и 0.5 части дизельного топлива. Перед применением притирочную пасту перемешайте (микропорошок способен осаждаться);
- - нанесите на фаску седла клапана тонкий равномерный слой пасты, смажьте стержень клапана моторным маслом. Притирку производите возвратно-вращательным движением клапана дрелью с присоской или приспособлением.
Нажимая клапан, поверните его на 1/3 оборота, затем — на 1/4 оборота в обратном направлении. Не притирайте клапаны круговыми движениями.
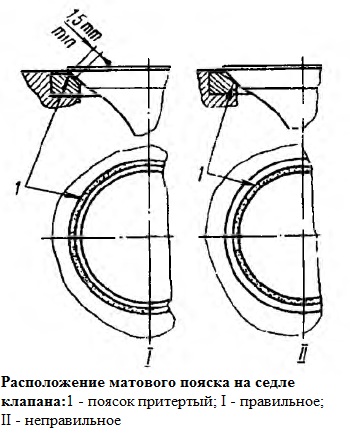
Притирку продолжайте до появления на фасках клапана и седла равномерного матового пояска шириной не менее 1.5 мм (рис. Расположение матового пояска на седле клапана);
- по окончании притирки клапаны и головку цилиндра промойте дизельным топливом и обдуйте воздухом.
Соберите клапанный механизм, как указано выше, и определите качество притирки клапанов проверкой на герметичность:
- установите головку цилиндра поочередно впускными и выпускными окнами вверх и залейте в них дизельное топливо. Хорошо притертые клапаны не должны пропускать его в местах уплотнения в течение 30 секунд.
При подтекании топлива постучите резиновым молотком по торцу клапана. Если подтекание не устраняется, клапаны притрите повторно.
Осторожно вставьте клапан в седло и. сильно нажав, проверните на ¼ оборота, все черточки должны быть стертыми, в противном случае притирку повторите.
При правильной притирке матовый поясок на седле головки должен начинаться у большего основания конуса седла, как показано на рисунке
Как уложить коленчатый вал и поршневую группу двигателя Камаз
Устанавливаем блок цилиндров на стенд для сборки двигателя
Собираем и подготавливаем поршневую группу
Подготавливаем коленчатый вал для сборки.
Сборка двигателя 470.63
Для начала нужно уложить коленчатый вал.


Для этого откручиваем боковые болты крепления бугелей (крышек коренных подшипников) (рис. 1).
Откручиваем нижние болты крепления бугелей (крышек коренных подшипников) (рис. 2).

Вынимаем бугеля и укладываем их по порядку (рис. 3).
Протираем посадочные места коренных подшипников.


Укладываем верхние коренные вкладыши с проточкой посередине (рис. 4).
Смазываем моторным маслом и устанавливаем толкатели в гнезда блока (рис. 5).


Смазываем тонким слоем моторного масла верхние коренные вкладыши (рис. 6).
Укладываем коленчатый вал в блок цилиндров.
Коленчатый вал нужно укладывать так, чтобы противовес первого цилиндра смотрел вниз относительно поддона двигателя (тогда он лучше садится на место) (рис. 7).

Вставляем нижние коренные вкладыши в бугеля (крышки коренных подшипников), смазываем вкладыши и устанавливаем бугеля, чтобы замки вкладышей совпадали (рис. 8).
Наживляем нижние болты бугелей.

В проточки задней коренной опоры вставляем сталеалюминиевые полукольца так, чтобы сторона с канавками прилегала к упорным торцам вала, а ус входил в паз на крышке заднего коренного подшипника.
Предварительно затягиваем болты коренных подшипников моментом 94,2÷117,7 Нм (9,6÷12кгс.м).
Затяжку начинаем со среднего коренного подшипника (рис. 10), в порядке 3-4-5-2-1.
Окончательно затягиваем болты крышек коренных подшипников моментом 206÷230,5 Нм (21÷23,5).
Вворачиваем и затягиваем стяжные болты М12 блока, обеспечив момент затяжки 80,4÷90,2 Нм (8,2÷9,2 кгс.м).
При затяжке динамометрическим ключом сопротивление должно нарастать плавно, без рывков. Момент отсчитывайте при движении ключа.
По окончании затяжки коленчатый вал должен свободно проворачиваться от усилия руки, приложенного к установочным штифтам маховика, осевой зазор в упорном подшипнике должен быть не менее 0,05 мм.
Для удобства установки поршневой группы, поворачиваем блок на стенде в вертикальное положение.
Установку начинаем с восьмого цилиндра.


Вставляем верхний вкладыш шатуна, смазываем его тонким слоем моторного масла (рис. 11), и смазываем тонким слоем моторного масла цилиндр.
С помощью приспособления для установки поршневой группы вставляем шатун с поршнем в блок цилиндров, обеспечив разное расположение замков колец, чтобы замки не совпадали на одной оси с поршневым пальцем.
Деревянной стороной молотка аккуратно подбиваем поршень, следя за правильным положением болтов и вкладыша шатуна.

Вставляем вкладыш в крышку шатуна, смазываем шатун и устанавливаем его таким образом, чтобы замки вкладышей совпадали (рис. 13). Наживляем гайки крепления крышки шатуна.
Момент затяжки болтов крышек шатуна с резьбой М12 до удлинения на 0,25÷0,27 мм.
Болтов усиленной конструкции с резьбой М13 – 117,7÷127,4 Нм (12÷13 кгс.м).
После этого вставляем шатун с поршнем в четвертый цилиндр.
Прокручиваем коленчатый вал и вставляем поршень с шатуном в 7 и 3 цилиндр.

Таким же образом вставляем остальные поршня с шатунами и затягиваем динамометрическим ключом (рис. 14), моментом указанным выше.
Поршень с кольцами и шатуном в сборе устанавливают в тиски и с помощью съемника И-801.08.000 снимают с поршня кольцо 3 (см. рис. 5.13) компрессионное верхнее, кольцо 2 компрессионное и кольцо 13 маслосъемное в сборе. При необходимости замены поршня или шатуна вынимают стопорное кольцо 4 поршневого пальца из бобышек поршня и вынимают поршень с шатуном в сборе из тисков.

Шатунно-поршневая группа КАМАЗ, детали, запчасти (рис. 5.13):
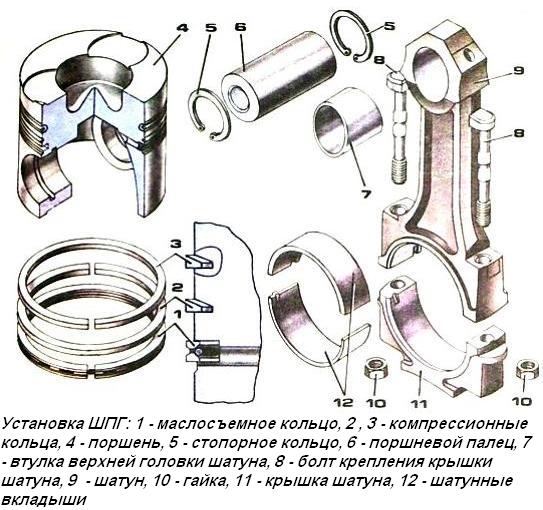
1 — кольцо поршневое маслосъемное; 2 — кольцо поршневое компрессионное; 3 — кольцо поршневое компрессионное верхнее; 4 — кольца поршневого пальца; 5 — палец поршневой; 6 — поршень со вставкой в сборе; 7 — втулка шатуна; 8 — шатун; 9 — болт крепления крышки шатуна; 10 — крышка шатуна; 11 — гайка; 12 — вкладыш нижней головки шатуна; 13 — кольцо маслосъемное в сборе; 14 — расширитель маслосъемного кольца
Нагрев поршень в течение 10 мин в масляной ванне до температуры 80. 100 ° С, выпрессовывают с помощью выколотки поршневой палец. Детали шатунно-поршневой группы моют и дефектуют.
Поршень бракуют при наличии трещин, прогаров, разрушении днища, вкраплении инородных частиц, а также при износе:
- юбки поршня в плоскости, перпендикулярной оси пальца, на расстоянии 104 мм от днища — до размера менее 119,81 мм;
- отверстия под поршневой палец — до диаметра более 45,02 мм;
- канавки верхнего компрессионного кольца — до размера, измеряемого по вложенным в канавку роликам диаметром 2,96 мм, менее 120,25 мм;
- канавки нижнего компрессионного кольца — до размера, измеряемого аналогично, менее 120,7 мм;
- канавки маслосъемного кольца — до высоты более 5,1 мм;
- наружной поверхности — до диаметра менее 44,99 мм.
Шатун в сборе бракуют при наличии трещин или обломов, износе торцов нижней головки по ширине до размера менее 33,23 мм. Изгиб и скручивание шатуна определяют с помощью приспособления 30701. При непараллельности осей отверстий головок шатуна на длине 100 мм более 0,06 мм шатун бракуют или направляют на восстановление.
При износе отверстия во втулке верхней головки шатуна до диаметра более 45,04 мм втулку выпрессовывают и устанавливают новую бронзовую втулку таким образом, чтобы масляные отверстия во втулке и шатуне совпадали. Перед установкой втулку охлаждают до температуры минус 50 ° С. Запрессовка втулки не допускается. Отверстие в установленной втулке растачивают до диаметра 45+(0,024 - 0.01) мм при частоте врашения расточной головки 1600 об/мин и подаче 0,06 мм/ оборот. Восстановленный шатун промывают и обдувают сжатым воздухом.
При износе отверстия в верхней головке шатуна под втулку до диаметра более 49,02 мм шатун бракуют или направляют на восстановление. При износе отверстия нижней головки шатуна до диаметра более 85,02 мм его обрабатывают до ремонтного размера 85,5 +(0,01) мм, а при диаметре более 85,535 мм — бракуют или направляют на восстановление.
Перед сборкой шатунно-поршневой группы поршневые пальцы подбирают к шатунам. Поршень нагревают в масле до температуры 80. 100 ° С, помещают в приспособление для сборки и соединяют с шатуном поршневым пальцем, установив шатун так, чтобы выточки под клапаны в поршне и пазы под усы вкладышей на шатуне были расположены с одной стороны. Запрессовка поршневого пальца не допускается.
Перед сборкой сопрягаемые поверхности поршневого пальца и отверстий в поршне смазывают тонким слоем чистого мотороного масла.
В канавки поршня устанавливают стопорные кольца поршневого пальца. На поршень с помощью приспособления для снятия и установки колец последовательно устанавливают маслосъемное и компрессионные кольца. При монтаже маслосъемного кольца в канавку поршня устанавливают расширитель 14 (см. рис. 5.13) и затем надевают маслосъемное кольцо так, чтобы стык расширителя находился диаметрально противоположно замку кольца. Компрессионные кольца устанавливают на поршень скошенной стороной и клеймом "верх" к днищу поршня. Замки соседних колец располагают под углом 120 ° . Перед установкой колец удаляют нагар из канавок поршня, а после установки проверяют легкость перемещения колец в канавках.
Шатун также должен свободно перемещаться вокруг оси поршневого пальца. При соблюдении этих требований поршень в сборе с шатуном снимают с приспособления и передают на сборку двигателя.
Читайте также: