
Замена направляющих клапанов ваз 2110
Руководство по замене направляющих втулок клапанов своими руками
Многие автомобилисты с приличным опытом езды, которые видели двигатель в разобранном виде, не подозревают о существовании таких деталей, как направляющие втулки клапанов. Причин две: они малозаметны даже на снятой головке блока цилиндров (ГБЦ) и служат довольно долго — 200 тыс. км и более, а потому редко обсуждаются в среде водителей. Но в результате износа эти неприметные детали всё равно приходится менять, что при желании спокойно делается в домашних условиях.
Зачем нужны направляющие втулки?
В начале и середине прошлого века ГБЦ автомобилей изготавливались из чугуна, а клапаны просто вставлялись в точно просверленные отверстия. Но впоследствии производители отказались от чугунных головок из-за большого веса и недостаточного отведения излишков теплоты, а им на смену пришли лёгкие ГБЦ из алюминиевых сплавов. Эти металлы обладают прекрасной теплопроводностью, но слабо противостоят износу от трения.
Чтобы решить проблему, была придумана направляющая втулка — посредник между мягким сплавом головки цилиндров и стальным стержнем клапана, постоянно движущимся вверх-вниз в процессе работы. Изготовленная из чугуна или специальной бронзы, она надёжно запрессовывается в тело ГБЦ, а внутрь с минимальным зазором вставляется клапан.

Сама втулка представляет собой полый цилиндр, сделанный точно по размерам под определённую модель автомобиля. Наружная поверхность отшлифована и на ощупь гладкая, а на внутренней выполнена спиралевидная канавка в виде резьбы. По ней движется моторное масло, смазывающее ось клапана и снижающее силу трения. В верхней части направляющей детали сделана неглубокая выборка, куда вставляется стопорное кольцо.


Втулки выполняют следующие функции:
- как явствует из названия, они направляют движение клапана, чтобы его тарелка
- чётко совмещалась с седлом и плотно прилегала к нему;
- принимают на себя нагрузку от силы трения, возникающую во время поступательно-возвратного движения стержня клапана;
- клапанная чашка сильно нагревается в камере сгорания, а втулка передаёт это тепло алюминиевому сплаву головки цилиндров;
- благодаря специальной канавке деталь обеспечивает смазку трущихся поверхностей.

Когда элемент запрессован в отверстие ГБЦ, то его верхняя часть меньшего диаметра на несколько миллиметров выступает над поверхностью. Это необходимо, чтобы установить на неё маслосъемный колпачок (он же — сальник клапана), не позволяющий смазке из верхней части двигателя попадать в камеру сгорания через внутреннее отверстие втулки.

Причины поломки деталей и их последствия
- качество применяемого моторного масла и своевременность его замены;
- температурный режим работы силового агрегата, чем чаще мотор перегревается, тем быстрее изнашиваются трущиеся поверхности;
- качество топлива и горючей смеси, чьи пары проникают в любые неплотности и вносят свою лепту в процесс медленного разрушения деталей.

Когда нужно менять направляющие?
Главный симптом, означающий, что втулки клапанов пришли в негодность, — повышенный расход моторного масла. Когда у штока появился поперечный свободный ход (люфт), то маслосъемные колпачки уже не в состоянии предотвратить проникновение смазки в цилиндры из верхнего моторного отсека, где расположен распределительный вал. Она протекает в увеличенный зазор между клапанным стержнем и внутренним диаметром втулки и беспрепятственно попадает в камеру сгорания.

Признаки потребления масла из-за проблем с направляющими такие:
Совет. По нагару на свечах вы можете определить цилиндр, в который попадает наибольшее количество смазочного материала. Это пригодится для выполнения диагностики.

Поскольку масло может проникать в камеры также по вине цилиндро — поршневой группы, необходимо провести диагностику, чтобы точно определить неисправность. В качестве примера предлагается взять популярный автомобиль ВАЗ 2106:
- Померьте компрессию в цилиндрах. Цель — убедиться в нормальном техническом состоянии поршневых колец.
- Снимите клапанную крышку, ослабьте цепь и открутите шестерню распредвала, предварительно совместив метки.
- Демонтируйте распределительный вал вместе с постелью и снимите коромысла. Разблокируйте пружины клапанов того цилиндра, чья свеча сильнее покрыта нагаром.
- Аккуратно снимите сальник и рукой попробуйте покачать шток в стороны, одновременно двигая его вверх-вниз.

При наличии люфта можете смело продолжать разборку, поскольку для замены втулок необходимо снять головку цилиндров. Если вас не оставили сомнения, проверьте остальные клапаны, картина должна быть примерно одинаковой.
Порядок замены направляющих клапанов ВАЗ 2106
Вся процедура делится на несколько этапов:
- Подготовка инструментария.
- Частичная разборка двигателя, а именно — снятие ГБЦ.
- Выбор и покупка новых деталей.
- Демонтаж изношенных элементов и запрессовка новых.
- Обратная сборка и запуск мотора.

Совет. Стоит соблюдать именно такую очерёдность действий — сначала разборка мотора, а потом закупка запчастей. Вскрытие точно покажет, какие детали вам нужны. Если вы недавно меняли клапана (5—10 тыс. км назад), то их нужно вытащить, чтобы примерить к новым втулкам в магазине. Старую клапанную группу придётся заменить.
Подготовка необходимого инструмента
Чтобы произвести разборку и замену направляющих, вам понадобится:
- стандартный набор рожковых и накидных ключей;
- набор головок с мощным воротком и трещоткой;
- динамометрический ключ для обтяжки болтов ГБЦ и гаек распредвала при сборке;
отвёртки, пассатижи; - ключ на 36 мм для ручного вращения коленчатого вала;
- монтировка;
- съёмник для разблокировки клапанов;
- тяжёлый молоток;
- оправка для выбивания и запрессовки втулок;
- развёртка на 8.025 мм с воротком;
- ёмкость и шланг для опорожнения системы охлаждения;
ветошь.

Оправка для работы с направляющими представляет собой стальной пруток, конец которого проточен под внутренний диаметр втулки. Вторая часть оправки — это насадка для запрессовки, чей размер подогнан под широкую наружную часть детали (так называемую шляпку), поскольку по торцу бить нельзя. Комплект можно заказать токарю либо купить в готовом виде, он стоит недорого.

Совет. В процессе замены направляющих придётся заново притирать клапана, а то и выполнять прирезку сёдел. Для этих работ нужен специальный инструмент и соответствующие навыки, поэтому операцию лучше доверить мастеру. Кроме того, покупка приспособлений для прирезки и притирки сведёт к нулю всю выгоду от ремонта ГБЦ своими руками.

Развёртка — это слесарный инструмент, предназначенный для точной подгонки внутренних диаметров отверстий. В данном случае она необходима, чтобы развернуть внутреннюю часть втулки под стержень клапана с минимальным зазором.
Демонтаж ГБЦ и старых втулок
Данный этап — самый трудоёмкий и длительный, начинается он с отключения аккумулятора и опорожнения водяной рубашки мотора (с радиатора жидкость сливать не нужно). Дальнейшие операции выполняйте в таком порядке:

Совет. Сразу после демонтажа головки очистите блок от старой прокладки и накройте чистой материей, чтобы внутрь цилиндров случайно не попала грязь.

Рекомендация. Пользуясь моментом, обследуйте разобранный двигатель на предмет других неисправностей, чтобы сразу их устранить. Привлеките мастера — моториста с прибором — нутромером, дабы он проверил выработку в цилиндрах и проконсультировал вас по всем вопросам. Это важно, если вы разбираете силовой агрегат ВАЗ 2106 впервые.

Как демонтировать ГБЦ ВАЗ 2106 — видео
Подбор новых деталей
- Если вы исповедуете обычный стиль езды и не увлекаетесь тюнингом авто, нет смысла ставить изделия из бронзы. Купите недорогие направляющие из чугуна, и они прослужат достаточно долго.
- Бронзовые детали лучше ставить вместе с облегчёнными хромированными клапанами (например, от бренда АМР).
- Учитывая цену чугунных изделий и ваш первый опыт их замены, рекомендуется приобрести 2 комплекта деталей. Причина — хрупкость материала, который случайно может расколоться при неумелом обращении.
- Подбирайте втулки таким образом, чтобы клапаны вставлялись в них с трудом либо не входили вовсе. Не берите изделия с неправильными отверстиями, куда свободно проходит шток.
- Если после разборки вы обнаружили, что одна или несколько втулок крутятся либо болтаются в гнёздах ГБЦ, необходимо подобрать ремонтные изделия. Их внешний диаметр больше стандартного на 0,05—0,1 мм, что позволит посадить такие детали в разбитые отверстия головки цилиндров. Здесь стоит воспользоваться измерительными приборами — микрометром и нутромером.
Совет. Не слушайте заверения о том, что бронзовые втулки противостоят износу лучше чугунных, это не соответствует действительности. Чугун гораздо твёрже большинства металлов, в том числе и бронзы, просто он хуже передаёт тепло. Отсюда вывод: те и другие детали хороши, но применять их надо по назначению.
Также стоит приобрести новую клапанную группу (если она не менялась недавно), прокладки под ГБЦ и различные патрубки и 1—2 л антифриза на доливку. Остальные детали покупайте по результатам проведённой ранее дефектовки.
Посадка втулок и обратная сборка
Чтобы запрессовать направляющие в гнёзда, переверните головку цилиндров камерами сгорания книзу. Затем наденьте на элементы стопорные кольца, натягивая их с верхнего конца. Если начнёте надевать кольцо с нижней стороны, то обязательно оставите на поверхности глубокие борозды, куда впоследствии может протечь масло.
Важно! Перед посадкой смажьте наружную поверхность деталей тонким слоем моторного масла.

Для запрессовки вставьте первую втулку концом в отверстие, наденьте на оправку насадку и приложите её к широкой части детали. Выверенными ударами молотка по проставке забейте втулку до упора, что характеризуется изменением звука ударов (появится лёгкий звон). Бейте со средней силой, чтобы не расколоть чугун. Повторите действие со всеми элементами, а если какой-то из них все же расколется, возьмите запасной.
Справка. Зачастую можно услышать рекомендации, что ГБЦ необходимо греть в ведре с водой, а втулки перед забивкой засунуть в морозилку. Эти мероприятия действительно облегчают запрессовку, но отнимают массу времени. Любой знающий слесарь вам скажет, что посадка чугуна в алюминиевый сплав с натягом 0,04—0,06 мм спокойно выполняется без всякого разогрева.

По окончании запрессовки нужно прогнать внутренний диаметр втулок развёрткой, чтобы стержень клапана скользил в нём с минимальным зазором. Операция выполняется так: закрепите четырёхгранный конец развёртки в воротке, смажьте рабочую часть моторным маслом, вставьте в отверстие и вращайте по часовой стрелке. Инструмент должен пройти по всей длине детали. Теперь остаётся поставить и притереть клапана, что рекомендуется доверить специалисту. Затем произведите сборку двигателя в обратном порядке, но с учётом ключевых моментов:
- Если вы хотите повысить герметичность прокладки между головкой и блоком, обработайте её тонким слоем графитной смазки. Высокотемпературные герметики использовать нельзя.
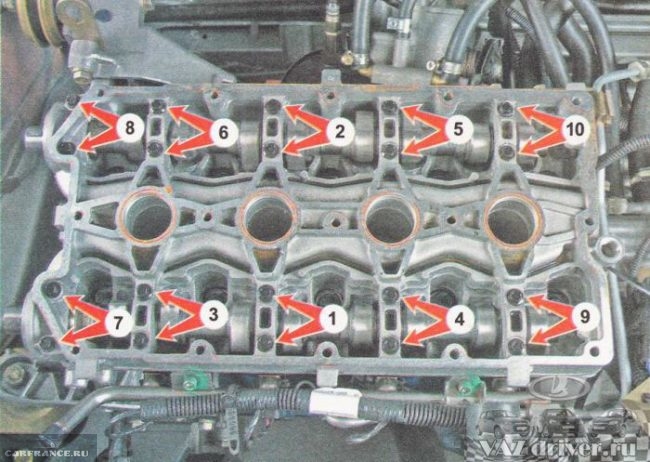
- 10 основных болтов крепления ГБЦ обтяните динамометрическим ключом в 2 приёма в последовательности, указанной на схеме. Первый раз затяните их моментом 41 Нм, второй раз — 118 Нм. Одиннадцатый болт меньшего размера обтягивается за 1 раз моментом 39 Нм.
- Постель распределительного вала тоже протягивается по схеме с соблюдением момента 22 Нм.
- Шестерёнку и цепь надо установить таким образом, чтобы круглая метка на звёздочке совпала с приливом на корпусе распредвала. Метки на коленчатом валу вы совместили перед разборкой, проверьте их.
- Не забудьте отрегулировать зазоры между коромыслами клапанной группы и кулачками распределительного вала (его величина должна составлять 0,15 мм).
При установке трамблёра восстановите первоначальное положение бегунка, чтобы не сбить зажигание.


По окончании сборки и заливки антифриза запустите двигатель, прогрейте его и вращением корпуса трамблёра выставьте оптимальный угол опережения зажигания.

Видео по замене направляющих втулок
Суть процесса замены направляющих одинакова для автомобилей любых марок, разница заключается в сложности разборки и форме втулок. Данная процедура довольно трудоёмкая и отнимет у вас немало времени. Будьте готовы к тому, что по ходу дела в двигателе наверняка вылезет ещё какая-то неисправность и её тоже придётся устранять. С другой стороны, вы сэкономите немало денег, выполнив замену втулок собственноручно.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.

Как правило, замена направляющих клапанов на ваз 2110 бывает нужна в том случае, когда обрывается ремень ГРМ и на некоторых вазовских двигателей клапаны соприкасаются с поршнем. Замена клапанов и направляющих на ваз 2110 – процедура ответственная, требующая особых знаний и навыков,но в данной статье рассмотрим, как провести данную операцию своими руками, тем более что никакого специального оборудования использовать не придется.
Причины замены
Как говорилось выше, причиной замены клапанов может стать обрыв ремня ГРМ,но не всегда причина заключается только в этом. Часто клапана нуждаются в замене из-за перескакивания моторной цепи.
Когда это происходит, то клапана просто выворачивает и понятно, что дальнейшая их эксплуатация становится невозможной.
После этого клапана выглядят следующим образом:

Замена направляющих клапанов ваз 2110
Кроме того, клапаны могут сами износиться. Вернее, износу подвергается именно ножка клапана, которая имеет определенный размер.
Ножку специально замеряют микрометром, чтобы проверить соответствие нормам. Так, если ножка клапана имеет размер, который меньше 7,97 мм, то это уже износ и такой клапан следует отправлять в мусорный бак.
Наконец, прогар или трещина самой тарелки может стать причиной того, что следует менять клапаны.

Замена направляющих клапанов на ваз 2110
Демонтаж ГБЦ
Ваз 2110 замена направляющих втулок клапанов
Итак, начали. Для начала нужно будет демонтировать ГБЦ с автомобиля.
Приступим:
- обесточиваем или полностью снимаем аккумуляторную батарею;
- сливаем охлаждающую жидкость и моторное масло;
- все навесное оборудование, включая шланги вакуумные и системы охлаждения, демонтируем с автомобиля.
Примечание. Не забываем также, снять все топливные магистрали, трос акселератора и вообще, все то, что способно помешать снятию ГБЦ.
- теперь нужно будет снять крышку ГБЦ;
- дальше извлекаем кожух ГРМ и ремень шкива;
- теперь нужно будет вывернуть болты, фиксирующие ГБЦ.
Примечание. В процессе нужно будет проводить контроль состояния болтов, используя для этого динамометрический ключ.
Кроме того, не следует забывать о последовательности выворачивания болтов. Для этого при себе всегда нужно иметь схему затяжки болтов ГБЦ.
Замена клапанов

Специальный съемник для клапанов
- с ГБЦ снимаем газораспределительный вал;
- снимаем также распредвал;
- демонтируем толкатели;
- теперь нужно взять съемное приспособление и закрепить его на шпильки газораспределительного вала;
- подкладываем теперь под тарелку клапана небольшую подставку и удаляем крепежные сухари.
Примечание. В данном случае следует быть очень осторожным, так как пружины довольно мощные и если соскочит приспособление с тарелки, то сухари отлететь могут далеко, и нужно будет искать уже новые.
- после снятия сухаря нужно извлечь тарелку с пружинами;

Замена направляющих втулок клапанов ваз 2110
- снимаем также упорные тарелки, которые сидят под пружинами.
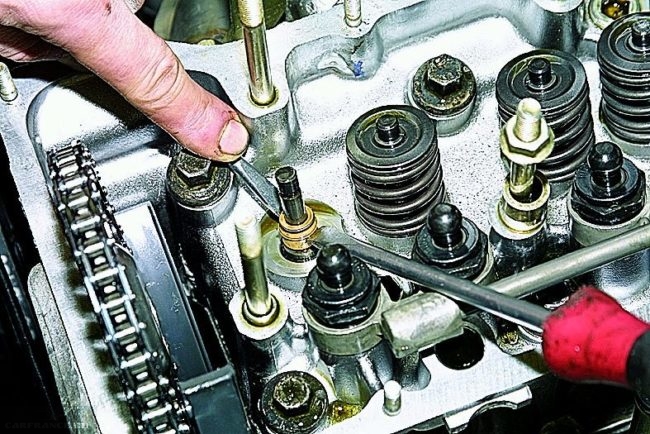
Примечание. На ваз 2110 прежде, чем снять упорные тарелки, нужно вынуть сальник клапана специально предназначенным для этого захватом.

Снятие сальника клапана
Сам процесс снятия сальника проводится следующим образом:
- захватом сальник зажимается и прижимается, но не сильно;
- затем нужно повернуть сальник немного в разные стороны.
Примечание.
При проворачивании сальника вправо и влево нужно оттягивать его вверх.Кроме того, не рекомендуется проводить наклоны сальника вправо и влево, так как можно таким образом, повредить посадочный буртик сальника.
Замена втулок
Теперь нужно будет провести замену направляющих втулок клапанов. Делать это опять же, при помощи молотка и зубила, мягко говоря, неэтично.
Да и саму головку, действуя таким способом, можно легко повредить. Чтобы достичь эффективного результата, вооружимся специальным инструментом.
Примечание. На двигателе ваз 2110 замена направляющих втулок проводится так же, как и на всех остальных моделях марки ваз.
Как известно, направляющие нужно выбить. Именно поэтому дилетанты и пытаются провести это с помощью молотка.
Зная, что так можно легко повредить не только головку, но и посадочную плоскость в ГБЦ, вооружаемся, как и было сказано, специальным съемником. Вот как он выглядит:
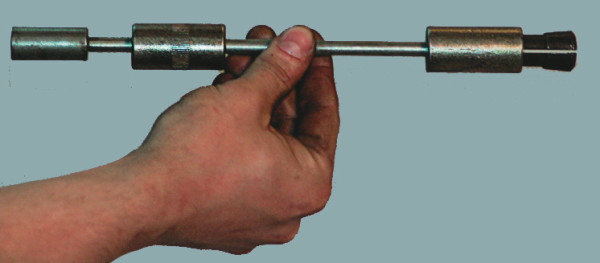
Специальный съемник для снятия направляющих
Следует знать, что такие съемники бывают разные. В частности, принято разделять ударный съемник, по которому нужно бить молотком, но опять же, метод этот не всегда эффективный.
Другой тип съемника, уже являющийся более распространенным приспособлением, представляет собой винтовой вариант. Благодаря этому инструменту удается провести и плавную запрессовку и быстро заменить втулку.
Он продается в любом специализированном автомагазине, хотя его можно изготовить и самостоятельно.
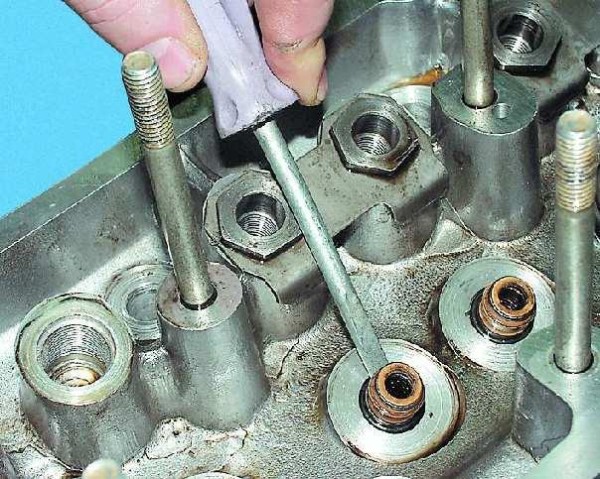
Продолжаем процесс снятия втулок. Так как съемник универсальный, то под него следует подложить втулку определенного размера.
Подбирается она таким образом, чтобы при последующей установке резьбовая ее часть выходила из направляющей на 2-3 сантиметра.
Итак:
- устанавливаем съемник, фиксируя его двумя обточенными гайками;
- придерживая ключом центральную часть съемника, впрессовываем направляющую втулку.
Примечание. При этом нужно быть предельно внимательным, так как слишком большое усилие, наложенное на съемник, дает характерный щелчок.
Когда этот звук слышится, то он означает, что втулка сдвинулась с места и уже выходит с места. Далее нужно будет продолжить выкручивать винт до тех пор, пока она не выйдет.
- берем новую втулку (обязательно нужно будет обработать ее моторным маслом, чтобы она легко зашла на место);
Замена направляющих втулок клапанов на ваз 2110
Примечание. Чтобы запрессовать втулку, необходимо использовать специальную втулку с конической фаской, которая обязательно должна упираться в седло клапана.
Обязательно нужно две втулки большого диаметра для посадочного места впускного клапана. Одна из втулок должна быть меньшего размера. Это нужно помнить.
- устанавливаем эти втулки;
- ставим сам съемник.
Примечание. Нужно будет подобрать распорные втулки съемника таким образом, чтобы при установке направляющей втулки их резьбовая часть выглядывала на два и три сантиметра.
Из-за того, что верхняя часть направляющей втулки сделана бывает со специальным буртиком, понадобится использовать специальную гайку, предназначенную для упирания в направляющую. Почему же данный буртик настолько важен?
Дело в том, что на этот самый буртик фиксируется резиновый колпачок-сальник, повреждение которого значительно снижает герметичность.
Примечание. После того, как устанавливаются специальные гайки, остается немного резьбы на шпильке и чтобы уменьшить нагрузку на резьбу, дополнительно накручивается еще и резьбовая втулка.
Примечание.
Следует помнить о том, что на втулке устаналивается стопорное кольцо. Оно предупредит своеобразным щелчком, когда втулка сядет на место.
Если же, в процессе посадки прокручивание станет туже, то нужно не спешить и остановиться. Это делается для того чтобы не сломать направляющую втулку.
Направляющая запрессована, но на этом работа не заканчивается. Ее нужно подогнать к нужному посадочному размеру.
Это делается ввиду того, что после запрессовки ее немного сдавливает и размер уменьшается на восемь миллиметров. Поэтому нужно использовать развертку диаметром 8.00.
Эту самую развертку нужно будет установить в направляющую. После этого, ни в коем случае не придавливая, свободно прокрутить развертку.
Продолжаем:
- после разворачивания отверстия, продуваем его сжатым воздухом (делается это для того чтобы удалить все опилки);
- теперь нужно будет приступить к замерам.
Примечание. Замеры проводятся так, чтобы узнать диаметр отверстия в направляющей. Для этого нужно использовать специальный индикатор внутрометр.
Обычно, если размер отверстия 8 мм, то в конце размер по индикатору будет показывать две сотки. После этого нужно будет замерить толщину ножки клапана, используя микрометр.
Если размер ножки будет равен 7.99 мм, то три сотки будет являться нормальным зазором между направляющей втулкой и ножкой клапана.
Продолжаем:
Примечание. Если заметно, что клапан прилегает к седлу не полностью, нужно подвести шарошками седло или другими словами, провести притирку.
Притирка
Для начала вновь поставленные клапана требуют проверки на биение. Существуют специальные станки, которые шлифуют рабочие поверхности тарелки клапана.
Так вот, если биение наблюдается, и его значение превышает 0,02, значит, требуется притирка. Проверяется биение с помощью, опять же, индикатора.
Когда рукой проворачивается клапан, индикатор показывает определенное значение.
Примечание. Если клапан совершенно новый, то он должен показывать значение в пол сотки.
Сама притирка клапанов должна осуществляться на специальных станках. Как это делать, можно посмотреть вот на этом видео.
- клапан зажимаем в станке;
- запускаем станок;
- подводим клапан аккуратно к шлифовальному камню, который вращается на больших оборотах.
Примечание. Сильно шлифовать клапан не рекомендуется. Чтобы узнать, хватит ли шлифовки, следует обратить внимание на прерывистость процесса.
Когда шлифовка станет равномерной, то пришла пора ее прекращать.
- после этого нужно будет клапан снять и обработать его бензином (промыть, одним словом).
После этого клапаны должны выглядеть так, как на фото:

- притирке подвергаются и седла, если они не повреждены.
Примечание. Для притирки седел нужно использовать специальные шарочки.
Внутри седла шарочка должна оставлять серого цвета полоску, которая заметна после извлечения из него шарочки. Этот самый серый поясок должен идти по всему кругу седла.
После этого нужно будет изменить угол наклона шарочки, который теперь должен составлять 60 градусов. Проделываем все так же, как описано выше.
Последний же этап притирки седел шарошкой должен проводиться под углом в 30 градусов.
Примечание. Идеальной притиркой седел считается такое ее состояние, при котором видна рабочая полоска, составляющая один миллиметр.
После этого, нужно будет окончательно провести притирку клапанов. Как это сделать, можно узнать из последующих статей.
Как видим, своими руками можно даже внутри двигателя поменять и ничего. Важно лишь помнить одно: делать все, как того требует инструкция, а то в противном случае проблем не избежать.
Прелесть работы своими руками заключается в том, что всегда можно начать все сначала, а про экономию средств семейного бюджета и говорить не стоит. Ведь не секрет, что цена на услуги данного типа с каждым годом растет в математической прогрессии.

Для чего нужна направляющая втулка
Причины и последствия деформации

Внешний вид бронзовых направляющих втулок для моделей ВАЗ 2108–2109
Почему не стоит пренебрегать проверкой
В процессе ремонта двигателя его головке лучше уделить особое внимание. Нередко именно эта часть мотора виновна в том, что уровень компрессии в цилиндрах далёк от желаемого. Автомобилисты порой при ремонте ГБЦ ограничиваются только притиркой клапанов к их сёдлам, считая, что в цельнометаллических втулках особо изнашиваться особо-то нечему. В то же время проверить, насколько велик зазор между деталью и её клапаном будет совсем нелишним делом. Когда полученные цифры зазора выходят за рамки рекомендуемых автопроизводителем, то никакая притирка клапанов или замена маслосъёмных колпачков не уберегут от проблем в дальнейшем.
Материалы, используемые для изготовления втулок
Для изготовления втулок применяют материалы с хорошей износостойкостью и уровнем теплопроводности. Среди таких можно найти:
- специальные сплавы чугуна;
- бронзУ;
- латунь;
- металлокерамику.
По теплопроводности и себестоимости латунь наряду с бронзой находятся в лидерах, поэтому подавляющее большинство втулок изготовлено из сплавов этих металлов.
Нюансы, которые необходимо учитывать
Большинство втулок имеют специальный опорный буртик на наружной стороне, призванный обеспечить надлежащую фиксацию детали по вертикали в ГБЦ. Если же деталь гладкая, то установка осуществляется с использованием специальной оправки.

Внешний вид и расположение направляющей втулки клапана в ГБЦ
Точность изготовления втулок очень высока. Это необходимо для получения максимально выверенной соосности и наилучшего прилегания клапанной тарелки и седла при функционировании двигателя. Снаружи корпус детали, которую предстоит запрессовать в ГБЦ, должен быть максимально чисто обработан, на нём должны отсутствовать какие-либо царапины или риски. Этим обеспечивается оптимальный отвод тепла от этой хапчасти в головку блока.
Видео: обзор направляющих втулок клапанов для ВАЗ 2108–2109
Определение износа
-
С использованием микрометра в паре с нутромером. С помощью этих инструментов у втулки измеряется минимальное значение внутреннего диаметра, а также максимальный диаметр зоны хода клапанного стержня. Разность между полученными диаметрами и даст нам ширину искомого зазора. При проведении измерений не нужно забывать о конусном и бочкообразном характере износа стержня, а также о том, что с высотой у втулки меняется диаметр. Все поверхности перед началом замеров необходимо хорошо очистить от пыли и грязи.

Набор из Нутромера и микрометра для определения износа втулок
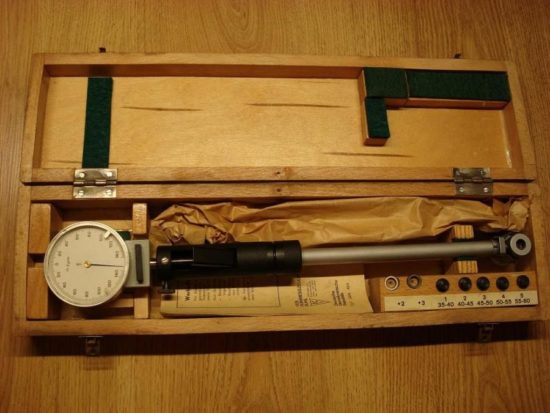
Нутромер с индикатором часового типа для измерения зазоров между втулкой и клапаном
Замена направляющих втулок клапанов
Извлечение
- Здесь настоятельно рекомендуется перед процедурой разогреть головку блока цилиндров где-то до 100 градусов по Цельсию. Алюминий, из которого изготовлена ГБЦ, имеет больший коэффициент расширения, чем материал направляющей втулки. Вследствие нагревания натяг соединения втулка-ГБЦ существенно уменьшается и направляющие можно спокойно, без повреждения посадочного места, выпрессовать лёгкими ударами молотка или кувалды.
- Для извлечения применяют специальный инструмент-выколотку (оправку). Несмотря на свою узкоспециализированность и дороговизну, этот инструмент даёт возможность выпрессовки точно по оси направляющей втулки. Нередко опытные автомастера для подобных процедур обзаводятся пневмомолотками и специальными насадками-выколотками для них.

Инструмент для выпрессовки и запрессовки направляющих втулок
Видео по выпрессовке
Установка новых
- Перед тем как ставить новые запчасти, нужно определить значение фактического натяга. Для этого измеряется диаметр посадочного гнезда в ГБЦ и диаметр втулки. Разница между первым и вторым не должна превышать 0,03–0,05 мм.
- В случае если гнездо заметно больше, чем выбранная для него втулка, то следует поискать деталь диаметром побольше. Если же диаметр гнезда недостаточен, то можно воспользоваться услугами сверлильного станка для его увеличения.
- Перед процедурой запрессовки новых втулок головку блока цилиндров также необходимо нагреть. А вот новые запчасти вообще рекомендуют охладить в жидком азоте, что сильно уменьшит их внешний диаметр и позволит легче войти в расширенные от нагрева посадочные гнёзда, также снизит риск получения повреждений при запрессовке.
- Но так как не у всех в гараже найдётся жидкий азот, то можно предварительно поместить новые втулки в морозилку. Опять же при наличии последней в зоне доступности. Для простоты, можно взять в качестве необходимой разницу температур между ГБЦ и направляющей втулкой равной 150 градусам Цельсия. Ещё при запрессовке втулок рекомендуют смазывать трущиеся поверхности жидким машинным маслом, особенно если детали не нагревались/охлаждались.
- Сам процесс запрессовки проходит по тому же сценарию, что и выпрессовки. В качестве инструмента оправка и молоток (или пневмомолоток с насадкой). Далее, чередой последовательных ударов забиваем деталь в посадочное гнездо.
Видео по запрессовке
Финальная стадия — развёртки
Бывает так, что при установке клапанов они не входят в новые втулки. Это вызвано тем, что при запрессовке направляющие могут немного изменить свой внутренний диаметр. Здесь на помощь приходят развёртки, которыми наша запчасть растачивается до нужного диаметра. Применяем последовательно одну за другой по нарастающей. Параллельно снимаются замеры после каждого использования. Развёртки лучше брать сразу алмазные, так как стальные значительно быстрее приходят в негодность.

Развёртка направляющих втулок 8,022 мм
Как говорилось в самом начале, направляющие втулки клапанов, несмотря на их внешнюю кажущуюся простоту, являются одними из базисных элементов газораспределительного механизма. Понимание этого момента, а также возможных последствий в случае неисправности позволит сохранить немало нервов, времени и денежных средств.

Одним из преимуществ автомобилей, выпущенных отечественными заводами, является возможность выполнения владельцем ремонта любых узлов и агрегатов, вплоть до полной разборки двигателя. Если автовладелец принялся осваивать ремонт головки блока цилиндров, то необходимо разобраться, как производится замена направляющих втулок клапанов. Процедура это в сравнении с иными манипуляция не представляет сложности, но имеет существенное значение для обеспечения работоспособности мотора.
Для чего нужна направляющая втулка клапана?
В обеспечении стабильной работы мотора элементы головки блока играют важную роль. Особенно тщательно необходимо следить за состоянием клапанов, ведь от них зависит, насколько эффективно будет происходить заполнение цилиндров горючей смесью и освобождение её от продуктов сгорания топлива. Доверена эта работа клапанам, которые своевременно открывают и закрывают просветы каналов поступления топливной смеси и выхлопных газов.
Каждый клапан имеет рабочую часть в виде диска (тарелку), которая плотно прилегает к гнезду и шток. Именно через шток тарелке передаётся возвратно-поступательное движение, необходимое для работы механизма. Для того, чтобы шток клапана двигался строго по своей оси, он помещён в специальную втулку.
Направляющие клапанов выполнены таким образом, чтобы клапан не имел возможности колебаться в стороны. Отсутствие зазора между поверхностью штока и внутренней поверхностью втулки также помогает сальнику клапана защитить камеру сгорания от попадания моторного масла. Даже с учётом того, что для клапанов и направляющих используют очень прочные сплавы, износ неизбежен. Именно поэтому периодически необходима замена втулок клапанов.
Очевидными признаками необходимости такого ремонта являются:
- попадание в камеру сгорания моторного масла (увеличение расхода масла, сизый дым выхлопа);
- характерный шум от головки;
- замена направляющих клапанов на новые;
- замена клапанов после их повреждения (особенно при искривлении штока);
- капитальный ремонт ГБЦ.
Готовим двигатель к замене направляющих втулок клапанов ВАЗ
Любая работа, связанная с ремонтом двигателя автомобиля требует подготовки. Особенно это важно, когда дело доходит до газораспределительного механизма. В процессе возврата мотора к жизни обойтись простым набором гаечных ключей уже не удастся. Конструкция отдельных элементов требует наличия особых приспособлений.
Замена направляющих втулок клапанов ВАЗ на всех автомобилях классической серии абсолютно одинакова из-за идентичности устройства двигателей. Для проведения этой операции необходима специальная оправка, которую можно заказать знакомому токарю или купить в магазине. Состоит она из рукоятки и рабочей части. Рабочая часть представляет собой стержень, диаметр которого чуть меньше наружного диаметра втулки, а на конце имеется более тонкая часть, которая свободно входит внутрь втулки.
Кроме этого необходимо приготовить развёртки – специальные длинные свёрла, которые позволяют довести внутренний диаметр отверстий до нужного калибра. В магазине необходимо приобрести развёртки на:
- 8,022-8,040 мм (для каналов впускных клапанов);
- 8,029-8,047 мм.(для каналов выпускных клапанов).
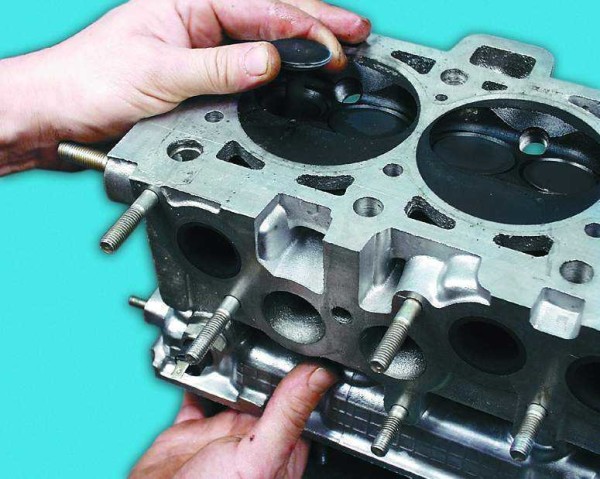
Кончено, замена втулок двигателя любого автомобиля возможна только, когда головка демонтирована, клапана и другие элементы ГЦБ сняты, а также выкручены шпильки у цилиндров №1 и №4 в верхней части (они мешают запрессовке втулок).
Замена направляющих втулок клапанов – действуем последовательно
Приступая к работе, головку блока цилиндров предварительно очищают от смазки и грязи. Далее её необходимо уложить на верстак с хорошим освещением. После этого следует выполнить следующие операции:
- вставляя поочерёдно оправку в отверстия старых втулок (со стороны камеры сгорания), аккуратно молотком наносим удары по её концу и выбиваем втулки;
- посадочное место втулки очищаем ветошью с бензином или растворителей, продуваем сжатым воздухом;
- втулки необходимо заранее выдержать в морозилке примерно 2-е суток для их сжатия;
- нагреваем ГБЦ на электроплитке до температуры примерно 100 градусов Цельсия (это позволит расширить посадочные каналы);
- надеваем на втулки стопорные кольца, вставляем втулки в отверстия и через оправку аккуратно забиваем до полной посадки.
Замена направляющих клапанов заканчивается доработкой отверстий втулок до необходимого диаметра. Это необходимо делать, когда головка полностью остынет. Если стержень клапана не входит в отверстие втулки, оно растачивается развёртками, которые поочерёдно используются от самого малого размера с примеркой поле каждого прохода.
Что следует знать при проведении ремонта
Для того, чтобы замена втулок клапанов ВАЗ была произведена как положено, заранее необходимо определить, где устанавливаются впускные, а где выпускные клапаны, а также подготовить втулки. Спутать их сложно. Втулка для впускного клапана короче по размеру, а на внутренней её части имеются канавки для смазки, доходящие до середины. Втулки выпускных клапанов длиннее и имеют канавки на всю длину внутренней части.
Замена направляющих втулок клапанов на автомобилях ВАЗ
Для чего нужна направляющая втулка
Причины и последствия деформации

Внешний вид бронзовых направляющих втулок для моделей ВАЗ 2108–2109
Почему не стоит пренебрегать проверкой
В процессе ремонта двигателя его головке лучше уделить особое внимание. Нередко именно эта часть мотора виновна в том, что уровень компрессии в цилиндрах далёк от желаемого. Автомобилисты порой при ремонте ГБЦ ограничиваются только притиркой клапанов к их сёдлам, считая, что в цельнометаллических втулках особо изнашиваться особо-то нечему. В то же время проверить, насколько велик зазор между деталью и её клапаном будет совсем нелишним делом. Когда полученные цифры зазора выходят за рамки рекомендуемых автопроизводителем, то никакая притирка клапанов или замена маслосъёмных колпачков не уберегут от проблем в дальнейшем.
Материалы, используемые для изготовления втулок
Для изготовления втулок применяют материалы с хорошей износостойкостью и уровнем теплопроводности. Среди таких можно найти:
- специальные сплавы чугуна;
- бронзУ;
- латунь;
- металлокерамику.
По теплопроводности и себестоимости латунь наряду с бронзой находятся в лидерах, поэтому подавляющее большинство втулок изготовлено из сплавов этих металлов.
Нюансы, которые необходимо учитывать
Большинство втулок имеют специальный опорный буртик на наружной стороне, призванный обеспечить надлежащую фиксацию детали по вертикали в ГБЦ. Если же деталь гладкая, то установка осуществляется с использованием специальной оправки.

Внешний вид и расположение направляющей втулки клапана в ГБЦ
Точность изготовления втулок очень высока. Это необходимо для получения максимально выверенной соосности и наилучшего прилегания клапанной тарелки и седла при функционировании двигателя. Снаружи корпус детали, которую предстоит запрессовать в ГБЦ, должен быть максимально чисто обработан, на нём должны отсутствовать какие-либо царапины или риски. Этим обеспечивается оптимальный отвод тепла от этой хапчасти в головку блока.
Видео: обзор направляющих втулок клапанов для ВАЗ 2108–2109
Определение износа
-
С использованием микрометра в паре с нутромером. С помощью этих инструментов у втулки измеряется минимальное значение внутреннего диаметра, а также максимальный диаметр зоны хода клапанного стержня. Разность между полученными диаметрами и даст нам ширину искомого зазора. При проведении измерений не нужно забывать о конусном и бочкообразном характере износа стержня, а также о том, что с высотой у втулки меняется диаметр. Все поверхности перед началом замеров необходимо хорошо очистить от пыли и грязи.

Набор из Нутромера и микрометра для определения износа втулок

Нутромер с индикатором часового типа для измерения зазоров между втулкой и клапаном
Замена направляющих втулок клапанов
Извлечение
- Здесь настоятельно рекомендуется перед процедурой разогреть головку блока цилиндров где-то до 100 градусов по Цельсию. Алюминий, из которого изготовлена ГБЦ, имеет больший коэффициент расширения, чем материал направляющей втулки. Вследствие нагревания натяг соединения втулка-ГБЦ существенно уменьшается и направляющие можно спокойно, без повреждения посадочного места, выпрессовать лёгкими ударами молотка или кувалды.
- Для извлечения применяют специальный инструмент-выколотку (оправку). Несмотря на свою узкоспециализированность и дороговизну, этот инструмент даёт возможность выпрессовки точно по оси направляющей втулки. Нередко опытные автомастера для подобных процедур обзаводятся пневмомолотками и специальными насадками-выколотками для них.

Инструмент для выпрессовки и запрессовки направляющих втулок
Видео по выпрессовке
Установка новых
- Перед тем как ставить новые запчасти, нужно определить значение фактического натяга. Для этого измеряется диаметр посадочного гнезда в ГБЦ и диаметр втулки. Разница между первым и вторым не должна превышать 0,03–0,05 мм.
- В случае если гнездо заметно больше, чем выбранная для него втулка, то следует поискать деталь диаметром побольше. Если же диаметр гнезда недостаточен, то можно воспользоваться услугами сверлильного станка для его увеличения.
- Перед процедурой запрессовки новых втулок головку блока цилиндров также необходимо нагреть. А вот новые запчасти вообще рекомендуют охладить в жидком азоте, что сильно уменьшит их внешний диаметр и позволит легче войти в расширенные от нагрева посадочные гнёзда, также снизит риск получения повреждений при запрессовке.
- Но так как не у всех в гараже найдётся жидкий азот, то можно предварительно поместить новые втулки в морозилку. Опять же при наличии последней в зоне доступности. Для простоты, можно взять в качестве необходимой разницу температур между ГБЦ и направляющей втулкой равной 150 градусам Цельсия. Ещё при запрессовке втулок рекомендуют смазывать трущиеся поверхности жидким машинным маслом, особенно если детали не нагревались/охлаждались.
- Сам процесс запрессовки проходит по тому же сценарию, что и выпрессовки. В качестве инструмента оправка и молоток (или пневмомолоток с насадкой). Далее, чередой последовательных ударов забиваем деталь в посадочное гнездо.
Видео по запрессовке
Финальная стадия — развёртки
Бывает так, что при установке клапанов они не входят в новые втулки. Это вызвано тем, что при запрессовке направляющие могут немного изменить свой внутренний диаметр. Здесь на помощь приходят развёртки, которыми наша запчасть растачивается до нужного диаметра. Применяем последовательно одну за другой по нарастающей. Параллельно снимаются замеры после каждого использования. Развёртки лучше брать сразу алмазные, так как стальные значительно быстрее приходят в негодность.

Развёртка направляющих втулок 8,022 мм
Как говорилось в самом начале, направляющие втулки клапанов, несмотря на их внешнюю кажущуюся простоту, являются одними из базисных элементов газораспределительного механизма. Понимание этого момента, а также возможных последствий в случае неисправности позволит сохранить немало нервов, времени и денежных средств.
Замена направляющих втулок клапанов на 16-клапанном ВАЗ-2112 своими руками

Направляющая втулка служит определенным каналом для хода клапана. Ее замена в гаражных условия практически не возможна, поскольку требуются специальные знания, навыки и инструмент, но все-же автомобилисты умудряются это делать. Конечно, рекомендуется проводить замену направляющих втулок ВАЗ-2112 с 16-клапанным двигателем на специализированных автосервисах. Этот процесс довольно сложный и займет день, а то и два.
Видео о замене направляющих втулок и о том, как распознать поддельную запчасть:
Видео материал расскажет, как провести замену направляющих втулок, приведены рекомендации и советы.
Процесс замены направляющих втулок клапанов

Направляющие втулки сделанные с металла и бронзы
Прежде, чем приступить к замене направляющих втулок, стоит понимать, что существует несколько изделий для 16-клапанного двигателя ВАЗ-2112. Можно заменить полностью ремонтную втулку в сборе, или установить бронзовую гильзу. Оба варианта идеально подходят для этого автомобиля. Рассмотрим оба процесса по отдельности. Обычно, направляющие втулки меняются с клапанами в сборе, но как показывает практика, меняются выпускные, которые прогорают, а впускные шлифуются и ставятся на место.
Демонтаж ГБЦ
Прежде, чем приступить к замене направляющих втулок, необходимо демонтировать головку блока цилиндров. Этот процесс не такой уж и сложный, как кажется на самом деле. Для начала стоит собрать необходимый инструментарий. Что же понадобится:
- Набор ключей.
- Динамометрический ключ.
- Тара для охлаждающей жидкости.
- Ветошь.
- Непосредственно сама новая прокладка.

Демонтаж клеммы АКБ для ремонта

Через специальный клапан сбрасываем давление в топливной системе
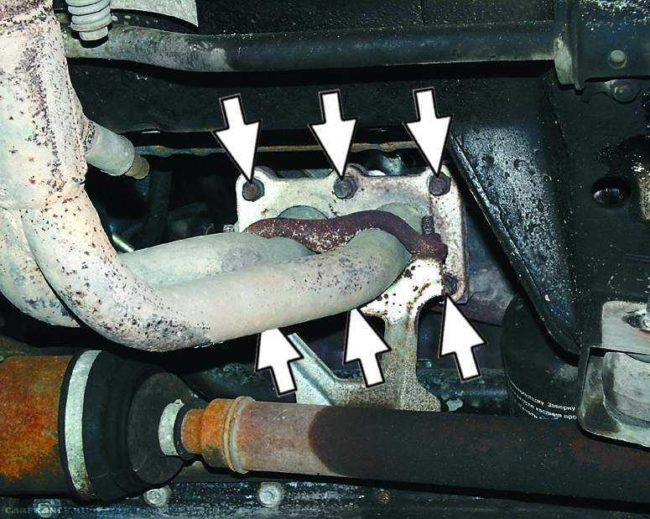
Выкрутив болты крепления отсоединяем выпускной коллектор и приемную трубу
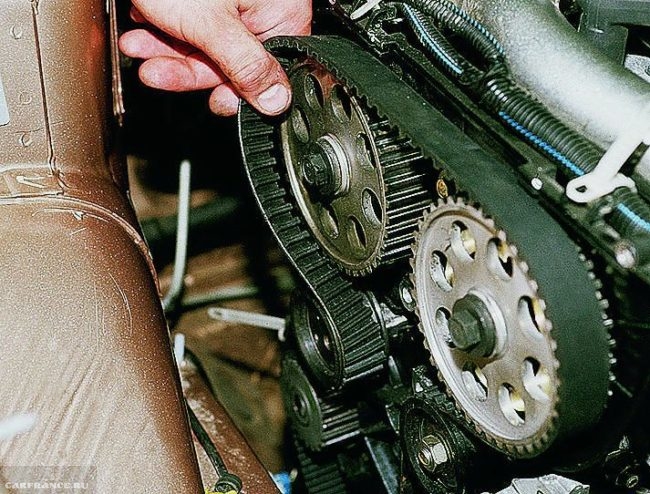

Фиксируем распределительные валы и демонтируем шкивы
Демонтируем датчик охлаждения
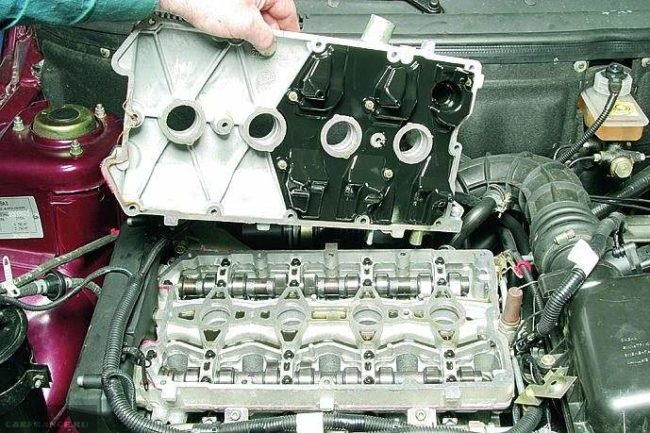
Выкрутив болты снимаем клапанную крышку
Когда все отсоединили проводим демонтаж ГБЦ
Демонтаж направляющих втулок
Теперь, когда головка блока цилиндров снятая, ее необходимо помыть. Для этого используется специальная ванна с горячим керосином, но как показывает практика, все заканчивается мойкой керосином под давлением. Когда ГБЦ – чистая, ее необходимо разобрать. Рассмотрим, последовательный процесс:
-
Демонтируем распределительные валы.
Снимаем распределительные валы с головка

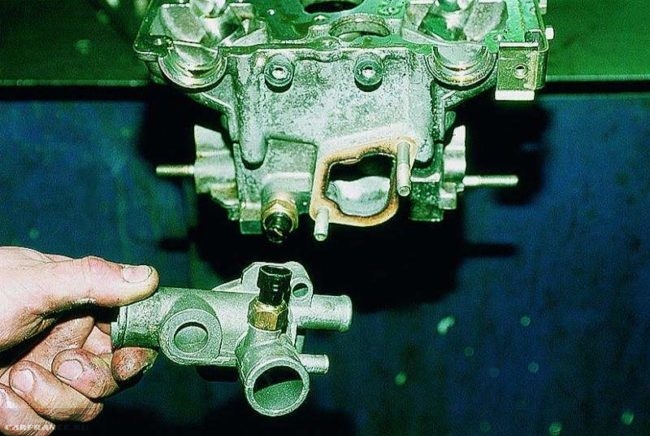
Открутив хомут снимаем отводящий патрубок

Рассухариваем клапанов головки блока
Проводим демонтаж маслосъемных колпачков при помощи отвертки или специнструменты

Выбиваем втулку клапана молотком
Этот способ подходит только тогда, когда будут устанавливаться вместо старых втулок металлические или латунные.
Установка металлических втулок клапана
Прежде, чем приступить к установке новых направляющих втулок, необходимо их подогнать по размеру. Обычно, для установки используют ремонтные изделия с зазором +0,22+0,25 мм. Но, существуют втулки с размерностью +0,5 мм, которые при новых технологиях уже не в ходу, но в продаже их можно найти.
Теперь, втулки необходимо подогнать под клапан и посадочное место. Конечно, для этого понадобится токарный станок. Прежде, чем провести расточку изделий, клапана шлифуются и промеряются, а посадочные места диагностируются на наличие эллипсов и царапин. После проведенных замеров на токарном станке втулки протачиваются, как внутренняя поверхность под клапан, так и наружная – под посадочное место.
Установка втулок проводится методом запрессовки. Она надевается на специальный инструмент и по немного забивается в посадочное место. Конечно, некоторые автомобилисты их устанавливают при помощи молотка и набойник круглой формы с наковальней поверхностью. Когда направляющая втулка села на посадочное место проводится монтаж стопорного кольца и сборка головки.
Когда все собрано, можно установить на место ГБЦ и подключить ее к всей системе.
Установка бронзовых направляющих втулок
Установка направляющих бронзовых втулок отличается от стандартной процедуры. Здесь, не требуется демонтаж направляющих втулок. Итак, рассмотрим, пошаговый процесс установки бронзовых деталей на стандартные изделия:
-
При помощи ручной шарошки, направляющие втулки рассверливаются. Как правило, убирается -0,15-0,2 мм с внутренней поверхности.

Притирка клапана головки блока цилиндров при помощи дрели со специальной насадкой

Специальный инструмент для установки бронзовых гильз K-line в направляющее втулки
Конечно, не всегда имеется возможность установить бронзовые втулки. Невозможно совершить данный процесс, когда выработка по внутреннему диаметру превысила показатель -0,25 мм. Но, с другой стороны, ресурс этих изделий будет выше.
Причины выхода из строя
Причин выхода со строя направляющих втулок мало, поэтому рассмотрим каждую по отдельности:
- Износ или выработка внутренней поверхности . В процессе эксплуатации наружная часть клапана трется о внутреннюю часть направляющей втулки, при этом хоть и присутствует смазка, но выработка все равно идет. Для мотора 2112 ресурс этих изделий составляет 200 000 км согласно сервисным мануалам завода изготовителя.
- Нередко, замене направляющих втулок способствуют гнутые клапана . Зачастую на внутренней поверхности появляются задиры, но деформация втулки или ее разлом тоже встречаются.
- Недостаточная смазка или малый уровень масла также сказывается на внутренней поверхности втулки, где образуется большая выработка и клапан начинает болтаться.
Выбор направляющих втулок
Существует несколько производителей, кроме АвтоВАЗ, которые производят направляющие втулки на ВАЗ-2112. Обычно в комплекте идут отдельно изделия для впускных и выпускных клапанов, но их классифицируют комплектами. Итак, рассмотрим, какие направляющие втулки можно приобрести на автомобильном рынке запасных частей:
Читайте также: