
Правильная установка шатунов ваз 21213
Снимаем маховик и крышку картера сцепления (см. тут).
Отвернув гайку крепления кронштейна трубки к выпускному коллектору (см. тут).
На впрысковом двигателе демонтируем головку блока цилиндров в сборе с ресивером, впускной трубой и выпускным коллектором (см. тут).
На карбюраторном двигателе головку блока цилиндров снимаем в сборе с карбюратором, впускной трубой и выпускным коллектором (см. тут).
Снимаем маслоотделитель системы вентиляции картера, поддон картера и масляный насос (см. соответствующие разделы).
. и снимаем держатель в сборе с сальником.
Вынимаем верхний вкладыш подшипника из головки шатуна.
Аналогичным образом извлекаем поршни с шатунами из других цилиндров.
Зажимаем шатун в тиски с накладками губок из мягкого металла.
Таким же образом снимаем.
Для снятия поршня с шатуна.
Таким же образом вынимаем второе стопорное кольцо пальца.
Сдвинув поршневой палец.
Если некоторые детали шатунно-поршневой группы не повреждены и мало изношены, то могут быть снова использованы. Поэтому при разборке помечаем детали, чтобы установить их в прежний цилиндр.
Таким же образом снимаем еще четыре крышки коренных подшипников.
После разборки двигателя тщательно промываем бензином и очищаем от нагара детали для проверки их технического состояния.
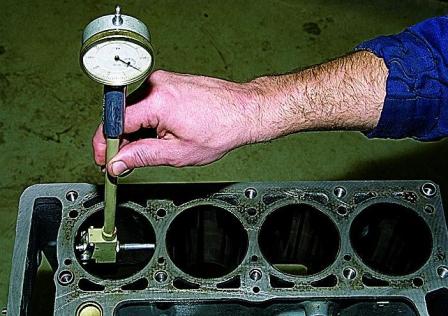
Для определения износа цилиндров.

Схема измерения цилиндров: А и В - направления измерений; 1,2, 3 и 4 - номера поясов

Основные размеры блока цилиндров
Для определения износа юбки поршня.
Микрометром измеряем диаметры.

Допустимые биения основных поверхностей коленчатого вала
Шейки коленчатого вала шлифуем до ближайшего ремонтного размера, если их износ или овальность больше 0,03 мм, а также если на шейках есть задиры и риски.
(читайте также статью "Коленвал - шлифовка или ремонт")
После шлифования шеек коленчатого вала.
. тщательно промыть каналы для удаления остатков абразива и продуть сжатым воздухом.
Шлифовку шеек коленчатого вала, удаление и установку новых заглушек проводим на СТО.
Собираем двигатель в обратной последовательности.
Устанавливаем новые вкладыши подшипников коленчатого вала номинального или ремонтного размера (после шлифовки шеек).
В первую, вторую, четвертую и пятую опоры блока цилиндров устанавливаем верхние вкладыши коренных подшипников с проточками.
Смазываем вкладыши коренных подшипников моторным маслом и укладываем коленчатый вал в опоры.
С передней стороны пятой опоры устанавливаем сталеалюминиевое полукольцо, а с задней стороны – металлокерамическое (желтого цвета).
При этом замки верхнего и нижнего вкладышей каждого коренного подшипника должны быть расположены с одной стороны.
Поршни к цилиндрам подбираются по классам.

Маркировка размерного класса цилиндров на блоке
Стрелка на днище поршня при установке его в цилиндр должна быть направлена в сторону привода распределительного вала.
При сборке шатунно-поршневой группы необходимо, чтобы поршневой палец, смазанный моторным маслом, входил в отверстие поршня или шатуна с усилием руки и не выпадал из них при вертикальном положении пальца.
Для проверки зазора в замке поршневого кольца вставляем кольцо в цилиндр и выравниваем кольцо днищем поршня.
Смазываем моторным маслом канавки на поршнях.
Устанавливаем на поршни кольца.
Располагаем кольца следующим образом:
замок верхнего компрессионного кольца ориентируем под углом 45° к оси поршневого кольца;
замок нижнего компрессионного кольца — под углом 180° к оси замка верхнего кольца;
замок маслосъемного кольца — под углом 90° к оси замка верхнего компрессионного кольца (стык расширителя располагаем со стороны, противоположной замку).
Перед установкой деталей ШПГ смазываем цилиндры, поршни с кольцами и шатунные вкладыши моторным маслом.
Ремонт шатунно-поршневой группы на автомобиле ВАЗ-21213, ВАЗ-21214
Как заменить поршня и кольца на автомобиле Нива ВАЗ-21213, ВАЗ-21214
При необходимости демонтаж ШПГ двигателя можно выполнить на автомобиле, не снимая двигатель. Работу проводим на смотровой канаве или подъемнике.


Молотком с пластмассовым бойком (или молотком с бойком из мягкого металла) наносим легкие удары по боковым поверхностям крышки, чтобы ослабить ее посадку на шатунных болтах.


Снимаем крышку шатуна
Сдвигаем шатун вверх


Упираясь деревянной рукояткой молотка в разъем нижней головки шатуна, проталкиваем шатун вверх до выхода поршня из цилиндра и вынимаем поршень с шатуном в сборе.
Аналогично демонтируем поршни с шатунами других цилиндров
Зажимаем шатун в тиски с накладками губок из мягкого металла.


Пальцами рук осторожно (не прилагая большого усилия) разжимаем замок верхнего компрессионного кольца и снимаем верхнее компрессионное кольцо.


Таким же образом снимаем нижнее компрессионное кольцо
Извлекаем два диска масляного кольца.


Снимаем расширитель маслосъемного кольца.
Для снятия поршня с шатуна поддеваем отверткой стопорное кольцо поршневого пальца и извлекаем его из кольцевой канавки поршня.



Таким же образом вынимаем второе стопорное кольцо пальца.
Сдвинув поршневой палец, извлекаем его из отверстия в поршне.
Снимаем поршень с верхней головки шатуна.
Если некоторые детали шатунно-поршневой группы не повреждены и мало изношены, то могут быть снова использованы.
Поэтому при разборке помечаем детали, чтобы установить их в прежний цилиндр
Проверка и сборка шатунно-поршневой группы
1. Очистите от нагара днище поршня шабером (можно изготовить из старого напильника).
2. Очистите от нагара канавки под поршневые кольца, обломком старого компрессионного кольца, вращая его.
3. Осмотрите поршни, шатуны, крышки: на них не должно быть трещин.
4. Осмотрите вкладыши. Если на рабочей поверхности обнаружите риски, задиры и отслоения антифрикционного слоя, замените вкладыши новыми.

Измерьте диаметр поршней в плоскости, перпендикулярной оси поршневого пальца, на расстоянии 52,4 мм от днища поршня.
По результатам замеров определите зазор между поршнем и цилиндром и при необходимости подберите новые поршни к цилиндрам.
Расчетный зазор между поршнем и цилиндром (для новых деталей) составляет 0,05–0,07 мм.
Его определяют промером цилиндров и поршней и обеспечивают установкой поршней того же класса, что и цилиндры.
Максимально допустимый зазор (при износе деталей) 0,15 мм.
Если у двигателя, бывшего в эксплуатации, зазор превышает 0,15 мм, необходимо подобрать поршни к цилиндрам: зазор должен быть максимально приближен к расчетному.
Вставьте смазанный моторным маслом палец в отверстие бобышки поршня.
Палец свободно вращается в бобышках поршня и в верхней головке шатуна.
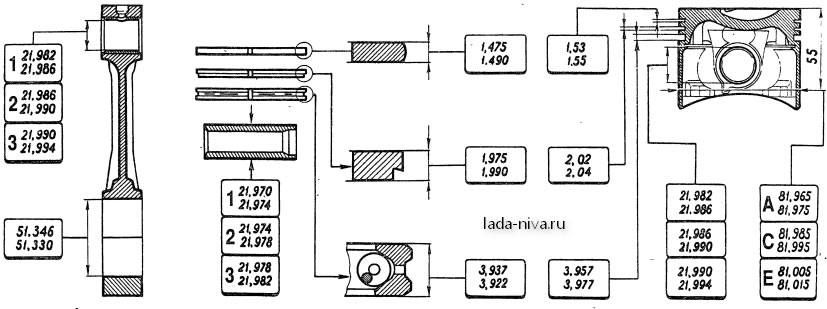
По наружному диаметру пальцы делятся на три категории через 0,004 мм.
Категория указывается краской на торце пальца:
1-я (синяя метка) – 21,982–21,986 мм;
2-я (зеленая метка) – 21,986–21,990;
3-я (красная метка) – 21,990–21,994.
Палец должен плотно, но без заедания входить в отверстия бобышки и шатуна от усилия большого пальца.

Поверните поршень осью пальца вертикально.
Палец не должен выпадать из бобышки.
Выпадающий из бобышки палец замените другим, следующей категории.
Если в поршне палец третьей категории, замените поршень с пальцем.

Проверьте плоским щупом зазор по высоте между канавками в поршне и кольцами, вставляя кольцо в соответствующую канавку
Номинальный (расчетный) зазор составляет:
– для верхнего (первого) компрессионного кольца 0,04–0,07 мм;
– для второго компрессионного кольца 0,03–0,06 мм;
– для маслосъемного кольца 0,02–0,05 мм.
Предельно допустимые зазоры при износе – 0,15 мм.
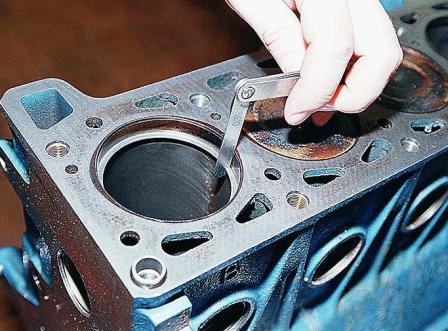

Проверьте плоским щупом зазор в замке колец, установив кольцо в цилиндр на глубину около 50 мм.
Чтобы установить кольцо без перекоса, продвиньте кольцо вглубь цилиндра поршнем
Зазор должен составлять 0,25–0,45 мм для всех новых колец.
Предельно допустимый при износе зазор – 1,0 мм. Если зазор недостаточный, спилите стыковые поверхности кольца.
Если зазор превышает допустимый, замените кольцо.
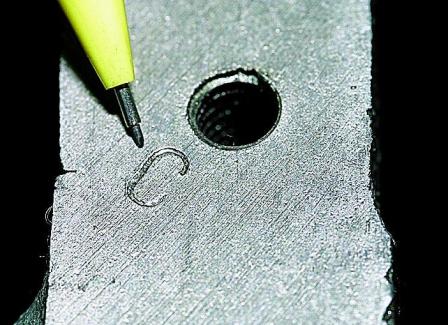

Поршни к цилиндрам подбираются по классам.
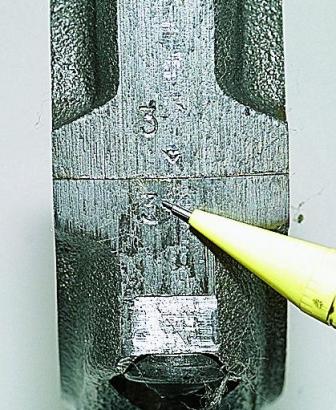
Класс диаметра цилиндра, обозначаемый буквами, клеймится на нижней плоскости блока цилиндров (плоскость крепления поддона картера).
Классы диаметров юбки поршня, и отверстия под поршневой палец маркируются на его днище
При сборке шатунно-поршневой группы необходимо, чтобы поршневой палец, смазанный моторным маслом, входил в отверстие поршня или шатуна с усилием руки и не выпадал из них при вертикальном положении пальца. (Не путать со сборкой ШПГ на классике, где применяется подогрев шатуна при запрессовке поршневого пальца!).

Стрелка на днище поршня при установке его в цилиндр должна быть направлена в сторону привода распределительного вала.
Наденьте поршень на шатун, следя, чтобы отверстие под палец совпало с отверстием в верхней головке шатуна.
Усилием руки протолкните смазанный моторным маслом палец в отверстия поршня и шатуна
Если нужно заменить поршня, то нужно проверить массу поршней.
Вес поршней не должен отличаться друг от друга более чем на ± 2,5 г.


Можно подогнать их по массе удалением металла в показанном месте с обеих сторон поршня.
Глубина снятия металла не должна превышать 4,5 мм, считая от номинальной высоты поршня 59,4 мм.
По ширине съем металла ограничивается диаметром 70,5 мм.
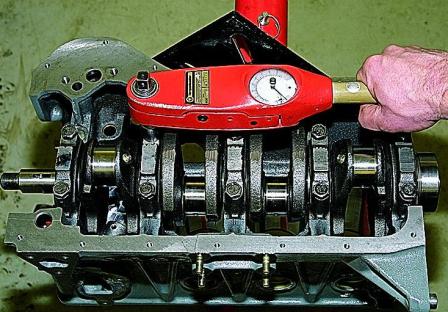
Измерьте нутромером внутренний диаметр Dв посадочного места шатуна в сборе с крышкой.
Перед измерением нужно затянуть гайки шатунных болтов моментом 43,32-53,51 Нм (4,42-5,4 кгс·м)
Вставьте в проточки бобышек поршня стопорные кольца и дополнительно смажьте палец моторным маслом через отверстия в бобышках поршня.

Для проверки зазора в замке поршневого кольца вставляем кольцо в цилиндр и выравниваем кольцо днищем поршня.
Набором плоских щупов проверяем зазор в замке поршневого кольца.
Смазываем моторным маслом канавки на поршнях. Устанавливаем на поршни кольца.
- замок верхнего компрессионного кольца ориентируем под углом 45° к оси поршневого кольца;
- замок нижнего компрессионного кольца — под углом 180° к оси замка верхнего кольца;
- замок маслосъемного кольца — под углом 90° к оси замка верхнего компрессионного кольца (стык расширителя располагаем со стороны, противоположной замку).
Проверка на деформацию шатуна
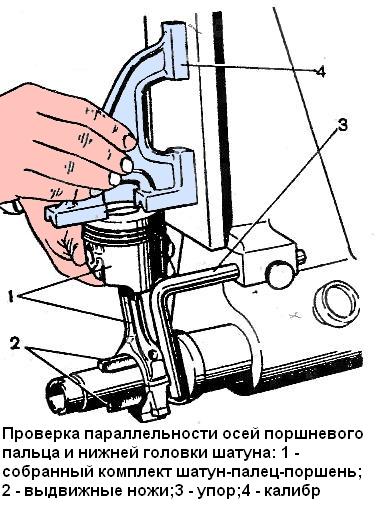
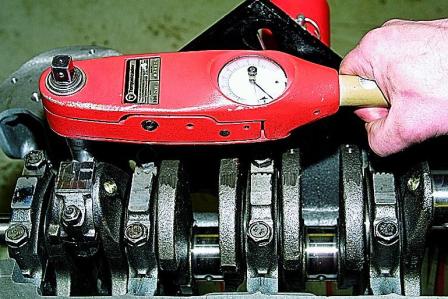
Перед установкой собранной шатунно-поршневой группы на двигатель, нужно проверить параллельность осей группы специальным прибором или подобным, показанным на рисунке.
Для проверки нижнюю головку шатуна (без вкладышей) центрируйте на выдвижных ножах 2, а на днище поршня установите калибр 4.
Набором щупов проверьте зазор между вертикальной плитой приспособления и вертикальной плоскостью калибра на расстоянии 125 мм от угла или верхнего конца калибра (в зависимости от того, чем он касается плиты — углом или верхним концом).
Зазор не должен превышать 0,4 мм. Если зазор больше — замените шатун.
Перед установкой деталей ШПГ смазываем цилиндры, поршни с кольцами и шатунные вкладыши моторным маслом.


Перед установкой поршня в цилиндр надеваем на поршень регулируемую оправку и, стягивая оправку, сжимаем поршневые кольца.
Устанавливаем поршень с шатуном в цилиндр. Упираясь рукояткой молотка в днище поршня, проталкиваем его в цилиндр.

При установке крышки шатуна номер на шатуне и крышке должен совпадать и располагаться с одной стороны шатуна.
Вставьте шатунные болты (если их вынимали) и вкладыши в шатуны, совместив установочный усик с выемкой на шатуне.
Гайки крепления шатуна затягиваем моментом 43,32-53,51 Нм (4,42-5,4 кгс·м)
Проверка деталей и сборка двигателя ВАЗ-21213, ВАЗ-21214
После разборки тщательно вымойте детали керосином, продуйте и просушите их сжатым воздухом (особенно масляные каналы деталей).
Осмотрите блок, особенно внимательно – опоры коленчатого вала.
Трещины в любых местах блока не допускаются.
Если есть подозрение на наличие трещин в блоке (попала охлаждающая жидкость в картер или масло в охлаждающую жидкость), проверьте герметичность блока на специальном стенде.
Проверку проводите в ремонтных мастерских, располагающих соответствующим оборудованием. Осмотрите цилиндры с обеих сторон.
Царапины, задиры и трещины не допускаются.
При осмотре цилиндров рекомендуем освещать зеркала цилиндров переносной лампой – при этом дефекты видны значительно лучше.

Для определения износа цилиндров нутромером измеряем диаметр цилиндра в четырех поясах и двух плоскостях (параллельно и перпендикулярно оси коленчатого вала).
Для определения износа юбки поршня микрометром измеряем диаметр в плоскости, перпендикулярной оси поршневого пальца, на расстоянии 55 мм от днища поршня.

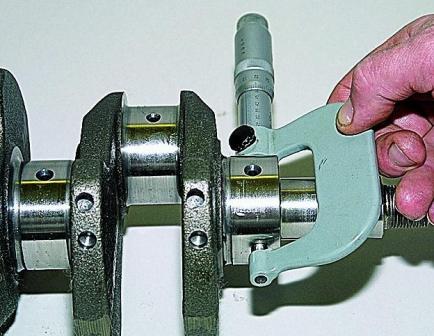
Микрометром измеряем диаметры шатунных шеек
Микрометром измеряем диаметры коренных шеек коленчатого вала. Шейки коленчатого вала шлифуем до ближайшего ремонтного размера, если их износ или овальность больше 0,03 мм, а также если на шейках есть задиры и риски.

После шлифования шеек коленчатого вала необходимо удалить заглушки масляных каналов, тщательно промыть каналы для удаления остатков абразива и продуть сжатым воздухом.
Собираем двигатель в обратной последовательности.
Устанавливаем новые вкладыши подшипников коленчатого вала номинального или ремонтного размера (после шлифовки шеек).


В первую, вторую, четвертую и пятую опоры блока цилиндров устанавливаем верхние вкладыши коренных подшипников с проточками, а в третью опору — вкладыш без проточки на внутренней поверхности (такой же, как в крышках коренных подшипников).
Смазываем вкладыши коренных подшипников моторным маслом и укладываем коленчатый вал в опоры.
Вставляем в проточки пятой опоры упорные полукольца, смазанные моторным маслом.
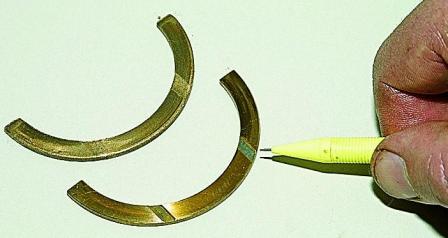
С передней стороны пятой опоры устанавливаем сталеалюминиевое полукольцо, а с задней стороны – металлокерамическое (желтого цвета).
Поверхности полуколец с антифрикционным покрытием (на них выполнены пазы) должны быть обращены к упорным поверхностям коленчатого вала.
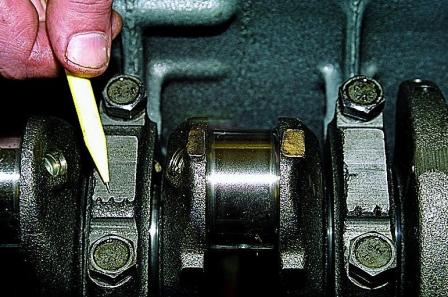
Устанавливаем крышки коренных подшипников в соответствии с метками, нанесенными на их наружной поверхности (счет ведется со стороны привода распределительного вала).
При этом замки верхнего и нижнего вкладышей каждого коренного подшипника должны быть расположены с одной стороны.
Затягиваем болты крепления крышек коренных подшипников моментом 68,31-84,38 Нм (6,97-8,61 кгс·м).
Поршни к цилиндрам подбираются по классам.
Класс диаметра цилиндра, обозначаемый буквами, клеймится на нижней плоскости блока цилиндров (плоскость крепления поддона картера).
Классы диаметров юбки поршня, и отверстия под поршневой палец маркируются на его днище
Стрелка на днище поршня при установке его в цилиндр должна быть направлена в сторону привода распределительного вала.
При сборке шатунно-поршневой группы необходимо, чтобы поршневой палец, смазанный моторным маслом, входил в отверстие поршня или шатуна с усилием руки и не выпадал из них при вертикальном положении пальца.

Для проверки зазора в замке поршневого кольца вставляем кольцо в цилиндр и выравниваем кольцо днищем поршня. Набором плоских щупов проверяем зазор в замке поршневого кольца.
Кольца должны проворачиваться в канавках свободно без заеданий. Располагаем кольца следующим образом:
- замок верхнего компрессионного кольца ориентируем под углом 45° к оси поршневого кольца;
- замок нижнего компрессионного кольца — под углом 180° к оси замка верхнего кольца;
- замок маслосъемного кольца — под углом 90° к оси замка верхнего компрессионного кольца (стык расширителя располагаем со стороны, противоположной замку).
Перед установкой деталей ШПГ смазываем цилиндры, поршни с кольцами и шатунные вкладыши моторным маслом.


Перед установкой поршня в цилиндр надеваем на поршень регулируемую оправку и, стягивая оправку, сжимаем поршневые кольца.
Устанавливаем поршень с шатуном в цилиндр.
Упираясь рукояткой молотка в днище поршня, проталкиваем его в цилиндр.
При установке крышки шатуна номер на шатуне и крышке должен совпадать и располагаться с одной стороны шатуна.

Гайки крепления шатуна затягиваем моментом 43,32-53,51 Нм (4,42-5,4 кгс·м)
Дальнейшую сборку проводим в последовательности обратной разборке.
Уплотнительные прокладки и сальники заменяем новыми.
При установке маховика ориентируем его так, чтобы установочная (конусная лунка), расположенная на задней плоскости маховика рядом с зубчатым венцом, располагалась напротив шатунной шейки четвертого цилиндра.

1 - стрелка для ориентирования поршня в цилиндре; 2 - ремонтный размер; 3 - класс поршня; 4 - класс отверстия для поршневого пальца; 5 - класс шатуна по отверстию для поршневого пальца; 6 - номер цилиндра

Места, на которых допускается удалять металл при подгонке массы
верхней и нижней головок шатуна (до указанных размеров)
Классы шатунов по массе верхней и нижней головок
| Масса головок шатуна, г | Класс | Цвет маркировки | |
| верхней | нижней | ||
| 186+2 | 519+3 | А | белый |
| 525+3 | В | голубой | |
| 531+3 | С | красный | |
| 190+2 | 519+3 | D | черный |
| 525+3 | Е | фиолетовый | |
| 531+3 | F | зеленый | |
| 194+2 | 519+3 | G | желтый |
| 525+3 | Н | коричневый | |
| 531+3 | I | оранжевый | |
Работу проводим на смотровой канаве или подъемнике.
Аналогично демонтируем поршни с шатунами других цилиндров.
Установку ШПГ проводим в обратной последовательности (см. также Переборка двигателя).
(читайте также статью "Можно ли отремонтировать шатун")
Устанавливаем шатун с поршнем в цилиндр.
Дальнейшую сборку проводим в обратной последовательности.
ВидеоЧитайте также: