
Расточка коленвала газ 3307
Ремонт ходовой части ГАЗ (ступицы, колодки, подшипники)
| Вид ремонта | Цена, руб. |
| Колесо заднее (наружное и внутреннее) замена | 1440 |
| Снятие и установка 1-го переднего колеса (без ступицы) | 720 |
| Замена ступицы с тормозным барабаном заднего колеса | 3000 |
| Замена сальника ступицы заднего колеса | 600 |
| Замена подшипника ступицы заднего колеса | 480 |
| Замена переднего колеса (вместе с диском) | 720 |
| Замена ступицы с тормозным барабаном переднего колеса | 1800 |
| Замена подшипника ступицы переднего колеса | 480 |
| Регулировка 2-х подшипников ступицы | 480 |
| Замена тормозных колодок переднего колеса (без расточки, наклепки, обточки) в т.ч.: | 1920 |
| - снятие и установка колеса со ступицей | 960 |
| - замена тормозных колодок | 784 |
| Замена тормозных колодок переднего колеса с расточкой барабана, наклепкой колодок и их обточкой в т.ч.: | 5400 |
| - снятие и установка колеса со ступицей | 960 |
| - снятие ступицы с тормозного барабана | 960 |
| - расточка тормозного барабана | 720 |
| - наклепка колодок 2 шт. | 1200 |
| - обточка колодок 2 шт. | 600 |
| - замена колодок | 960 |
| Замена тормозных колодок заднего колеса (без расточки, наклепки, обточки) в т.ч.: | 3360 |
| - снятие и установка колеса со ступицей | 2400 |
| - замена тормозных колодок | 784 |
| Замена тормозных колодок заднего колеса (с расточкой, наклепкой, обточкой ) в т.ч.: | 6960 |
| - снятие и установка колеса со ступицей | 2400 |
| - снятие ступицы с тормозного барабана | 1200 |
| - расточка тормозного барабана | 600 |
| - наклепка колодок 2шт. | 1200 |
| - обточка колодок 2 шт. | 600 |
| - замена колодок | 960 |
| Замена торм. барабана (при снятом колесе со ступицей) | 2400 |
| Замена прокладки полуоси | 600 |
| Протяжка болтов крепления чулка моста (при снятом торм. барабане) | 600 |
| Установка схождения колес | 720 |
| Диагностика тормозного барабана на станке | 600 |
Ремонт подвески ГАЗ (мосты, рессоры балансиры, шкворни)
| Вид ремонта | Цена, руб. |
| Диагностика передней балки | 1200 |
| Замена заднего моста | 12600 |
| Замена редуктора на заднем мосту | 11520 |
| Замена рамы | 120000 |
| Замена передней рессоры | 4200 |
| Замена стремянки передней рессоры 1 шт. | 960 |
| Замена кронштейна передней рессоры | 3000 |
| Замена ушек и пальцев передних рессор | 5160 |
| Замена задней рессоры | 5040 |
| Замена одной стремянки рессоры | 960 |
| Замена дополнительной рессоры | 3600 |
| Переборка передней рессоры | 1200 |
| Переборка задней рессоры | 1200 |
| Замена передней оси (в сборе) | 12000 |
| Замена переднего бампера | 1440 |
| Замена рычага поворотного кулака | 1200 |
| Замена втулок стабилизатора | 3000 |
| Замена амортизатора | 960 |
| Замена карданного вала основного | 1800 |
| замена опоры промежуточного карданного вала | 2400 |
| Замена подвесного подшипника | 3720 |
| Подшипник ступицы (наружн. и внутр.) выпрессовка и запрессовка | 1200 |
| Подшипник ступицы (наружн. и внутр.) регулировка | 480 |
| Замена крестовины | 2400 |
| Устранение люфта хвостовика заднего моста | 1200 |
| Подтягивание гайки подвесного подшипника | 1800 |
| Замена фланца хвостовика заднего моста | 1440 |
| Замена 2-х сальников со снятием кардана, фланца и отвертыванием гайки хвостовика | 3000 |
| Замена подшипников хвостовика заднего моста | 4200 |
| Протяжка всех стремянок и анкерных болтов | 2040 |
| Замена пальца передней рессоры | 2400 |
Ремонт сцепления и коробки передач КПП ГАЗ
| Вид ремонта | Цена, руб. |
| Диагностика сцепления | 600 |
| Диагностика КПП | 600 |
| Замена КПП* | 8040 |
| Замена сцепления* | 9600 |
| Регулировка сцепления (при снятой КПП) | 1200 |
| Регулировка свободного хода выжимного подшипника и привода сцепления | 960 |
| Замена выжимного подшипника при снятой КПП | 600 |
| Замена сальника первичного вала при снятой КП | 980 |
| Замена сальника вторичного вала КП | 1800 |
| Замена сальника вторичного вала КП со снятием кардана и ослаблением подвесного подшипника | 2520 |
| Замена крышки первичного вала КП (при снятой КП) | 840 |
| Замена троса сцепления | 1200 |
| Замена малой кулисы | 1200 |
| Замена рычага переключения передач (простой) | 600 |
| Замена клапана сцепления | 1200 |
| Капитальный ремонт КПП (с дефектовкой) | 12000 |
| Замена первичного вала КПП (при снятой КПП) | 2400 |
| Замена вала вилки сцепления | 1800 |
| Регулировка кулисы КПП | 960 |
| Замена шланга муфты сцепления | 240 |
Ремонт тормозной системы ГАЗ
| Вид ремонта | Цена, руб. |
| Прокачка тормозов | 720 |
| Регулировка ручного тормоза | 600 |
| Ремонт ручного тормоза | 3000 |
| Замена троса ручного тормоза | 840 |
| Регулировка тормозов | 1200 |
| Диск опорный-снятие и установка (переднего или заднего колеса) | 4440 |
| Снятие и установка тормозного цилиндра (передний) | 720 |
| Снятие и установка тормозного цилиндра (задний) | 720 |
| Снятие и установка главного тормозного цилиндра | 480 |
| Снятие и установка гидровакуумного усилителя в сборе | 2040 |
| Ремонт гидровакуумного усилителя | 840 |
| Замена тормозного шланга | 240 |
| Замена тормозного кулака | 1440 |
| Замена задней тормозной трубки | 480 |
| Диагностика тормозной системы | 600 |
Ремонт рулевого управления ГАЗ
| Вид ремонта | Цена, руб. |
| Диагностика ГУРа | 600 |
| Диагностика рулевого механизма | 600 |
| Замена карданного вала РУ | 1200 |
| Замена механизма РУ в сборе | 3000 |
| Замена рулевой тяги поперечной (продольной) | 720 |
| Замена наконечника рулевой тяги (при снятой тяге) | 600 |
| Замена пальца рулевой тяги с сухарями | 600 |
| Замена насоса (НШ) | 2400 |
| Замена подшипника ШС-30 | 960 |
| Замена рулевого колеса | 600 |
| Замена рулевой колонки | 2400 |
| Замена шланга насоса ГУР | 720 |
| Регулировка люфта в продольной рулевой тяге | 480 |
| Регулировка схождения передних колес | 720 |
| Замена сошки РУ | 1200 |
| Протяжка всех пальцев рулевых тяг сошки | 1680 |
| Замена гидроцилиндра РУ | 2400 |
| Замена клапана насоса НШ | 1800 |
| Замена манжеты насоса НШ при снятом насосе | 600 |
| Прокачка гидросистемы рулевого управления | 240 |
| Ремонт кардана рулевого управления | 2160 |
Ремонт электрооборудования ГАЗ
| Вид ремонта | Цена, руб. |
| Диагностика работы электрооборудования | 600 |
| Замена включателя стоп-сигнала | 480 |
| Замена генератора | 1200 |
| Замена заднего фонаря | 600 |
| Замена звукового сигнала | 600 |
| Замена переключателя указателя поворотов | 840 |
| Замена плафона кабины | 360 |
| Замена подфарника | 600 |
| Замена реле-регулятора | 960 |
| Проверка и регулировка реле-регулятора | 360 |
| Замена стартера | 1800 |
| Замена фары | 840 |
| Замена щитка приборов | 1440 |
| Замена указателя уровня топлива | 720 |
| Замена указателя давления воздуха | 720 |
| Замена указателя давления масла | 720 |
| Замена эл.двигателя отопителя | 1440 |
| Замена электропроводки (полная) | 20400 |
| Проверка работы стоп-сигнала и устранение неисправности | 600 |
| Установка автомагнитолы с 2-мя акустическими системами | 3000 |
| Регулировка звукового сигнала | 600 |
| Снять и установить АКБ | 1200 |
| Замена стеклоочистителя в сборе | 2400 |
| Замена выключателя массы | 960 |
| Установка конвектора 24/12 с выводом на прикуриватель | 1800 |
| Замена датчика давления воздуха | 600 |
| Замена датчика спидометра | 720 |
| Замена датчика засорения воздушного фильтра | 240 |
| Замена датчика уровня топлива | 600 |
| Замена датчика света заднего хода | 480 |
| Замена датчика уровня температуры охлаждающей жидкости | 360 |
| Замена датчика давления масла | 480 |
| Проверка датчика спидометра на стенде | 600 |
| Проверка спидометра | 600 |
| Замена датчика блокировки моста | 480 |
| Замена комбинации приборов | 720 |
| Замена переключателя комбинированного | 600 |
| Замена предохранителя плавкого | 120 |
| Замена предохранителя биметаллического | 120 |
*
1. На спецтехнику применяется коэффициент 1.1
2. На машины возрастом 5-10 лет применяется коэффициент 1.1
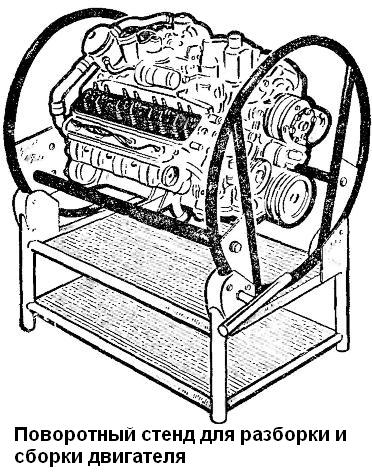
Для сборки двигателя, так же как и для его разборки, блок цилиндров двигателя в сборе с картером сцепления закрепляют на стенде (см. рис. 1).
Все детали двигателя перед сборкой подбирают по размерам, тщательно промывают, продувают сжатым воздухом и протирают чистыми салфетками. Все резьбовые соединения (шпильки, пробки, штуцера и т. д.), если они вывертывались при разборке или были заменены, необходимо ставить на сурике или свинцовых белилах, разведенных натуральной олифой.
Неразъемные соединения (заглушки блока и головок цилиндров) ставят на нитролаке.
К постановке на ремонтируемый двигатель не допускаются:
- шплинты и шплинтовочная проволока, бывшие в употреблении;
- пружинные шайбы, потерявшие упругость;
- болты и шпильки с вытянувшейся резьбой;
- гайки и болты с изношенными гранями;
- детали, имеющие на резьбе более двух забоин или вмятин или сорванные нитки резьбы;
Собирают двигатель в порядке, обратном разборке.
Ниже приводятся отдельные рекомендации и дополнительные требования по сборке двигателя.
При замене гильз цилиндров перед установкой гильзу подбирают по гнезду в блоке цилиндров.
Гильзы подбирают при помощи точной металлической линейки и набора щупов следующим образом:
- гильза, установленная на свое место в блоке цилиндров без уплотнительных прокладок, должна утопать относительно привалочной поверхности блока цилиндров.
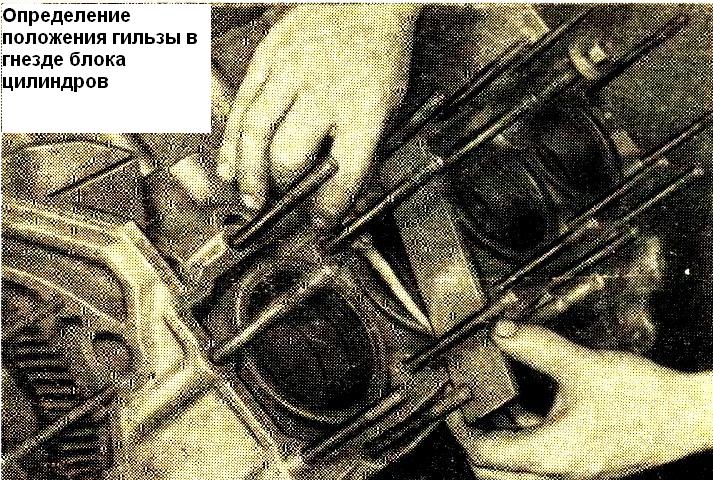
Линейку устанавливают на привалочную поверхность, а щуп вводят в зазор между линейкой и торцом гильзы (рис. 2).
Толщину прокладки выбирают таким образом, чтобы после установки гильзы с прокладкой было обеспечено возвышение ее над поверхностью блока цилиндров в пределах 0,02—0,09 мм.
Уплотнительные прокладки выпускают различной толщины:
0,3; 0,2; 0,15 и 0,1 мм. В зависимости от зазора на гильзу цилиндра надевают ту или иную прокладку, иногда необходимую величину получают набором прокладок различной толщины.
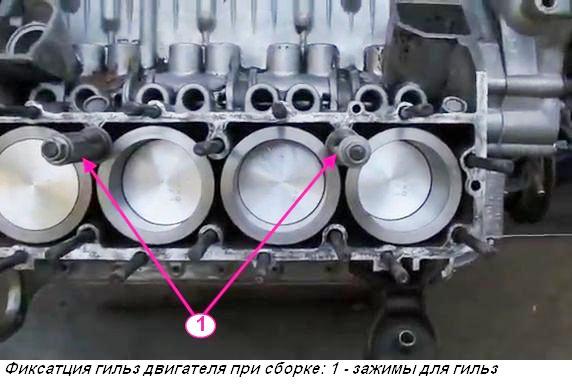
После установки в блок цилиндров гильзы закрепляют втулками-зажимами (см. рис. 3).
В качестве заднего сальника на двигателях применяют асбестовый шнур, пропитанный масляно-графитовой смесью. В гнезда блока цилиндров и сальникодержателя укладывают шнур длиной 140 мм. При помощи приспособления шнур опрессовывают в своих гнездах легкими ударами молотка, как указано на рис. 4. Не снимая приспособления, подрезают концы шнура заподлицо с плоскостью разъема сальникодержателя. Срез должен быть ровным, разлохмачивание концов и неровный срез не допускаются.

При сборке коленчатого вала с маховиком и сцеплением соблюдают следующие требования.
Гайки крепления маховика затягивают, обеспечивая момент 7,6—8,3 кГм.
При сборке сцепления ведомый диск устанавливают демпфером к нажимному диску и центрируют по подшипнику коленчатого вала (в качестве оправки может быть использован ведущий вал коробки передач).
Коленчатый вал в сборе с маховиком и сцеплением должны быть динамически сбалансированы. Допустимый дисбаланс 70 Гсм.
При балансировке снимают лишнюю массу с тяжелой стороны высверливанием металла маховика на расстоянии 6 мм от зубчатого венца сверлом диаметром 8 мм на глубину не более 10 мм.
Если дисбаланс собранного вала превышает 180 Гсм, вал разбирают и балансируют каждую деталь отдельно. Дисбаланс маховика не должен превышать 35 Гсм; дисбаланс нажимного диска в сборе с кожухом — 36 Гсм; Дисбаланс ведомого диска— 18 Гсм.
Крышки коренных подшипников устанавливают так, чтобы фиксирующие выступы вкладышей находились с одной стороны, а номера или метки, выбитые на крышках, соответствовали номерам постелей. При установке передней крышки необходимо следить, чтобы фиксирующий усик задней шайбы упорного подшипника вошел в паз крышки, и чтобы не образовывалось ступеньки между торцом крышки и торцом блока цилиндров.
Гайки крепления крышек коренных подшипников затянуть (момент 11—12 кГм). После затяжки и шплинтовки гаек крышек коренных подшипников коленчатый вал должен легко вращаться от небольших усилий.

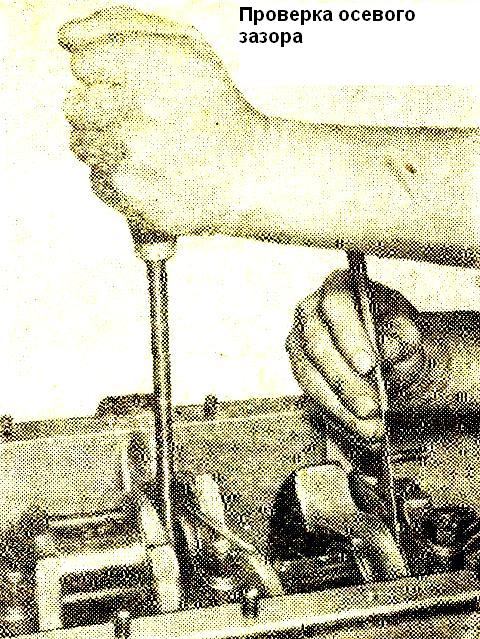
После напрессовки шестерни коленчатого вала (рис. 5) при помощи съемника и упорной втулки проверить осевой зазор коленчатого вала, для чего отжать коленчатый вал к заднему концу двигателя и при помощи щупа определить зазор между торцом задней шайбы упорного подшипника и торцом передней коренной шейки коленчатого вала (рис. 6). Зазор должен быть в пределах 0,075 — 0,175 мм.
При сборке деталей шатунно-поршневой группы необходимо соблюдать следующие требования.
Поршневые пальцы подбирают к шатунам так, чтобы при комнатной температуре (+18 0 С) слегка смазанный палец плавно перемещался в отверстии шатуна под легким усилием большого пальца руки.
Запрессовка пальца в холодный поршень не допускается, так как это может привести к порче поверхностей отверстий бобышек поршня, а также к деформации самого поршня.
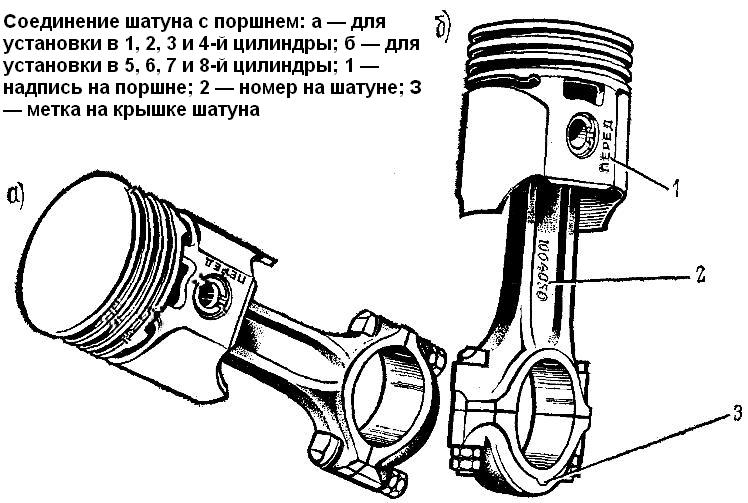
Стопорные кольца поршневого пальца устанавливают в канавки бобышек поршня так, чтобы отгиб усика был направлен наружу.
Поршневые кольца подбирают по гильзам, в которых они будут работать. Зазор, замеренный в стыке кольца, уложенного в гильзу, должен быть в пределах 0,3—0,5 мм для компрессионных и маслосъемных колец. В верхнюю поршневую канавку устанавливают хромированное, а во вторую — луженое компрессионное кольцо выточкой на внутренней стороне к днищу.
Перед установкой в гильзы цилиндров стыки поршневых колец расположить под углом в 120° друг к другу, а на шатунные болты следует надеть защитные латунные колпачки, чтобы избежать случайной порчи поверхности шатунных шеек.

После запрессовки шестерни на распределительный вал (рис. 8) проверить щупом осевой зазор между упорным фланцем и торцом шестерни распределительного вала. Зазор должен быть в пределах 0,08 — 0,2 мм.
Основные размеры и условия для сборки двигателя ГАЗ-66, ГАЗ-53
Все детали, поступающие на сборку, должны быть очищены от грязи, нагара и накипи, обезжирены, промыты и высушены.
Масляные каналы и отверстия в деталях должны быть прочищены, промыты под давлением и продуты сжатым воздухом.
Не допускается промывка деталей из алюминиевых и цинковых сплавов в щелочных растворах, применяемых для мойки стальных и чугунных деталей, так как алюминий и цинк растворяются в щелочах.
Все агрегаты, а также детали разобранных агрегатов при ремонте могут быть обезличены, за исключением следующих деталей:
- блока цилиндров и крышек коренных подшипников;
- шатуна и крышки шатуна;
- шестерен главной передачи;
- крышек подшипников дифференциала и картера главной передачи;
- правой и левой коробок сателлитов дифференциала. Допускается комплектование главной передачи из годных работавших или новых шестерен при условии обязательной проверки их зацепления на специальном приспособлении.
Отколы на зубьях шестерен и выкрашивание рабочей поверхности зубьев не допускаются.
Блок цилиндров и крышки коренных подшипников при разборке, контроле и сортировке не должны раскомплектовываться, так как они обработаны совместно и поэтому не взаимозаменяемы. Блоки цилиндров, поступающие на сборку, должны быть тщательно очищены от грязи и накипи, а масляные каналы — от шлама и стружки.
Гнезда вкладышей коренных подшипников должны быть расточены до номинального размера, если их размер и несоосность превышают допустимую величину. Чистота расточенных гнезд должна соответствовать классу 6-б по ГОСТ 2789—51, а максимальная их несоосность не должна превышать 0,02 мм.
При контроле, а также при растачивании гнезд момент затяжки болтов крепления, крышек коренных подшипников должен быть 11—12 кГм.
На поверхности расточенных гнезд вкладышей следы черноты не допускаются.
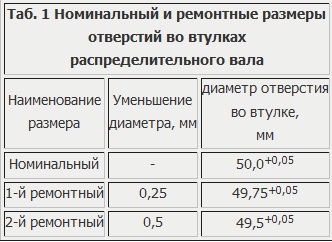
Втулки распределительного вала, запрессованные в блок цилиндров, должны быть расточены до номинального или одного из ремонтных размеров, приведенных в табл. 1.
Чистота расточенных поверхностей должна соответствовать классу 7 по ГОСТ 2789—5 1, а несоосность втулок не должна превышать 0,025 мм.
Непараллельность осей коленчатого и распределительного валов не должна превышать 0,04 мм на всей длине,
а расстояние между осями должно находиться в пределах 125,5 ± 0,025 мм.
Отклонение от перпендикулярности оси отверстий под гильзу цилиндра к оси коленчатого вала допускается в пределах 0,015 мм на длине 100 мм, а оси отверстий под толкатели к оси распределительного вала—не более 0,050 мм на длине 100 мм.
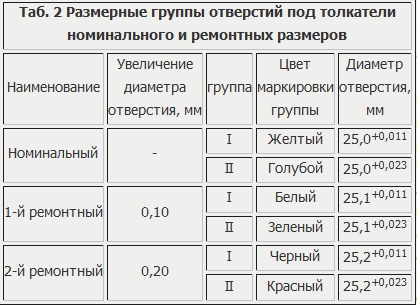
Чтобы обеспечить селективную сборку в новых блоках цилиндров, отверстия под толкатели рассортированы на две размерные группы.
Маркируют размерные группы маслостойкой краской на приливах под толкатели.
После обработки отверстий под толкатели ремонтных размеров их необходимо также сортировать на размерные группы. Маркировка размерных групп и ремонтные размеры отверстий под толкатели приведены в табл. 2.
Гильзы цилиндров
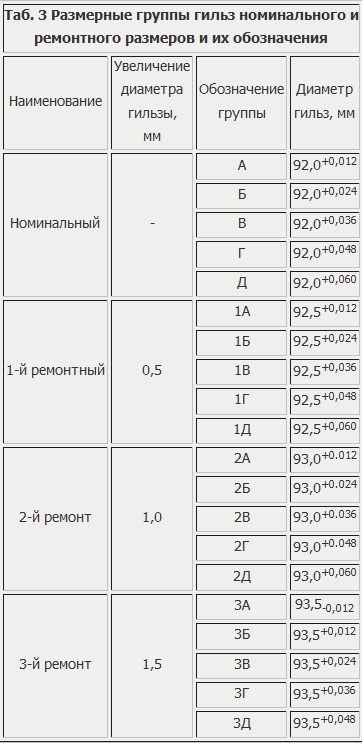
Гильзы цилиндров, устанавливаемые на один двигатель, должны быть номинального размера или расточены и хонингованы до одного общего для всех гильз ремонтного размера, указанных в табл. 3.
Овальность и конусность окончательно обработанных гильз не должна превышать 0,02 мм. Причем большее основание конуса должно быть в нижней части гильзы. Бочкообразность и корсетность не более 0,01 мм. Поверхность гильзы должна быть зеркально-блестящей без рисок и черноты, ее чистота должна соответствовать классу 9-а.
Чтобы обеспечить селективную сборку сопряжения гильза — поршень, на автомобильных заводах гильзы номинального размера сортируют на пять размерных групп. Размерные группы обозначают буквами русского алфавита, которые нанесены резиновой печаткой на шлифованной наружной поверхности гильз. С этой же целью гильзы, обработанные до ремонтного размера, также должны быть рассортированы на размерные группы.
Если овальность посадочной поверхности гильзы превышает допустимую величину 0,025 мм, то поверхность должна быть восстановлена осталиванием с последующей обработкой до номинального размера. При этом биение посадочной поверхности относительно внутренней поверхности гильзы не должно превышать 0,08 мм, а непараллельность осей, указанных поверхностей не должна превышать 0,02 мм на длине 100 мм.
Поршни и поршневые пальцы
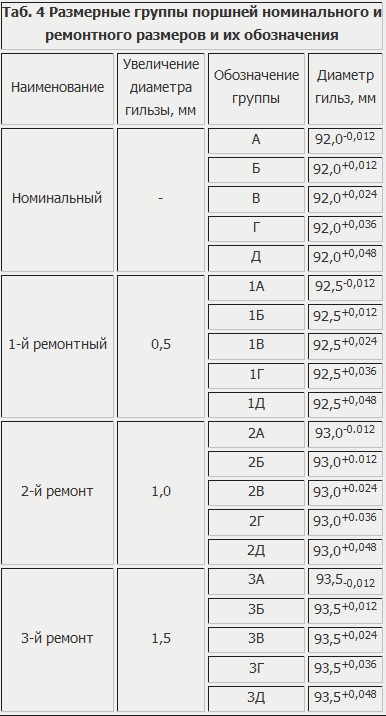
Для авторемонтного производства выпускают поршни номинального и трех ремонтных размеров.
Для обеспечения подбора по гильзам поршни рассортированы на пять размерных групп, которые обозначены буквами русского алфавита. Обозначение размерной группы выбито на днище поршня. Размерные группы поршней номинального и ремонтного размеров, а также их обозначения приведены в табл. 4.
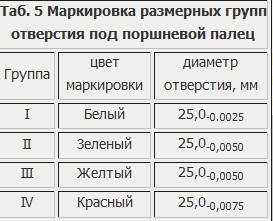
По диаметру отверстия под поршневой палец поршни рассортированы на четыре размерные группы. Группы маркируют маслостойкой краской на наружной поверхности бобышек поршней. Размерные группы отверстия под поршневой палец и их маркировка приведены в табл, 5.
Юбка поршня выполнена овальной и имеет конусность. Большая ось овала расположена в плоскости, перпендикулярной оси поршневого пальца, а конусность юбки в этой же плоскости должна составлять 0,013—0,038 мм. Наибольший диаметр конуса должен быть в нижней части юбки.
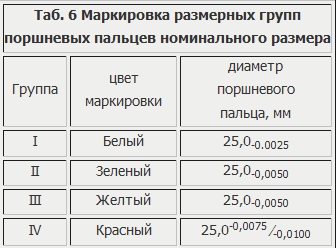
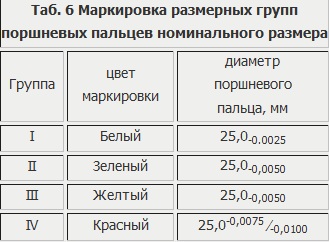
При капитальном ремонте двигателей применяют поршневые пальцы только номинального размера, которые рассортированы на четыре размерные группы. Размерные группы поршневых пальцев номинального размера и их маркировка приведены в табл. 6.
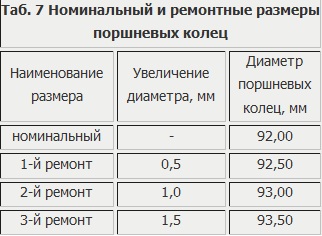
Поршневые кольца
Поршневые кольца выпускают номинального и трех ремонтных размеров, приведенных в табл. 7.
Из трех колец, устанавливаемых на один поршень, два (второе компрессионное и маслосъемное) должны быть покрыты полудой, а верхнее компрессионное — хромом.
При проверке в кольцевом калибре соответствующего размера просвет между поршневым кольцом и калибром не допускается. Упругость компрессионных колец, сжатых стальной лентой до зазора в стыке 0,3 ∕0,5 мм, должна быть 1,75 — 2,50 кГ, а маслосъемных — 1,5 — 2,2 кГ.
Шатуны
Шатун и крышка шатуна при разборке, контроле и сортировке не должны раскомплектовываться, так как они не взаимозаменяемы.
Допускается восстановление отверстия нижней головки шатуна осталиванием с последующей обработкой до номинального размера. Перед обработкой нижней головки гайки шатунных болтов должны быть затянуты динамометрическим ключом. Момент затяжки — 6,8 — 7,5 кГм.
Втулки, запрессованные в верхнюю головку шатунов, должны быть расточены до номинального размера. Перед растачиванием втулки должны быть проглажены брошью.
После растачивания овальность и конусность верхней головки шатуна не должны превышать 0,005 мм, нижней — 0,008 мм.
Непараллельность осей отверстий верхней и нижней головок шатуна — не более 0,03 мм на длине 100 мм, оси отверстий верхней и нижней головок шатуна должны лежать в одной плоскости, отклонение не более 0,04 мм на длине 100 мм.
Перпендикулярность торцовых поверхностей нижней головки относительно оси отверстия — не более 0,05 мм.
У шатунов, поступающих на сборку двигателя, расстояние между осями нижней и верхней головок должно быть 155,95 — 156,05 мм.
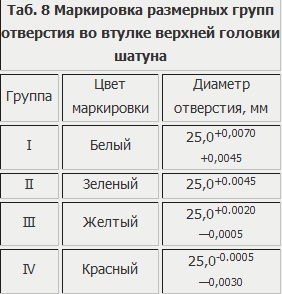
Для обеспечения возможности селективной сборки шатуна с поршневым пальцем шатуны должны быть рассортированы на группы по размеру отверстия в верхней головке. Каждую группу шатунов маркируют маслостойкой краской определенного цвета. Маркировка шатунов приведена в табл. 8.
Коленчатый вал
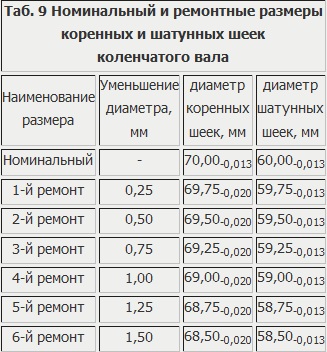
У коленчатых валов, поступающих на сборку, масляные каналы и грязеуловители должны быть тщательно очищены от шлама.
Шатунные и коренные шейки должны быть номинального или одного из ремонтных размеров, указанных в табл. 9.
При шлифовании шатунных шеек радиус кривошипа должен быть сохранен номинальным.
Для одноименных шеек разные ремонтные размеры не допускаются.
Овальность и конусность шеек коленчатого вала не должны превышать 0,01 мм.
Чистота поверхности шеек должна соответствовать 9-му классу.
Длина передней коренной шейки должна быть в пределах 30,45—30,90 мм. Длина шатунной шейки — 52,0—52,2 мм.
Радиусы галтелей шатунных шеек должны быть в пределах 1,2—2,0 мм, коренных — 1,2—2,5 мм.
При вращении вала, установленного в призмы на крайние коренные шейки, биение не должно превышать:
- для средних коренных шеек — 0,02 мм;
- для шейки под распределительную шестерню — 0,03 мм;
- > ступицу шкива вентилятора — 0,04 мм;
- > > задний сальник — 0,04мм;
- фланца по торцу — 0,04 мм.
Не параллельность осей шатунных и коренных шеек — не более 0,012 мм на длине каждой шейки.
Коренные и шатунные вкладыши
Тонкостенные вкладыши подшипников коленчатого вала должны быть полностью взаимозаменяемы, и обеспечивать без подбора необходимые для нормальной работы двигателя посадки в сопряжениях подшипников.
Не допускается наличие трещин и откалывание антифрикционного слоя от стальной ленты у шатунных и коренных вкладышей.
Забоины и царапины на рабочей поверхности не допускаются.
На обратной стороне вкладыша допускаются царапины глубиной не более 0,1 мм в количестве не более трех.
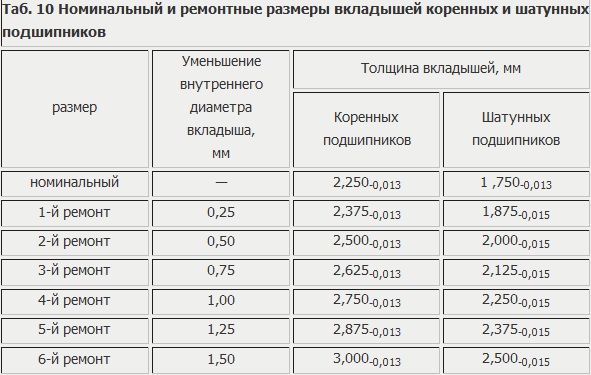
Острые кромки и заусеницы на стыках вкладыша должны быть зачищены. Забоины, царапины и коррозия на плоскостях стыков вкладышей не допускаются. Зачистка стыков для выведения этих дефектов не допускается.Фиксирующий выступ вкладыша не должен иметь повреждений. Ремонт вкладышей перезаливкой антифрикционного слоя не допускается.Номинальный и ремонтные размеры вкладышей приведены в табл. 10.
Маховик
Рабочая поверхность маховика должна быть гладкой, ее чистота после обработки должна соответствовать 9-му классу. Маховик должен подвергаться статической балансировке. Величина допустимого дисбаланса не должна превышать 35 гсм. При балансировке сверлить отверстие диаметром 11 мм на радиусе 156 мм на глубину 18 мм.Максимальное биение рабочей поверхности не должно превышать 0,1 мм.Размеры отверстий под болты крепления маховика не должны превышать 12,30 мм.
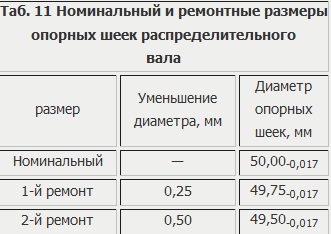
Распределительный вал
Опорные шейки распределительного вала должны быть номинального или одного из ремонтных размеров, приведенных в табл. 11.
Овальность и конусность опорных шеек — не более 0,010 мм, Взаимное биение опорных шеек и шейки под шестерню — не более 0,020 мм.
Биение цилиндрической части кулачков относительно шеек — не более 0,05 мм.
Чистота обработки поверхности опорных шеек должна соответствовать классу 9-б.
При установке вала на крайних опорных шейках биение промежуточных шеек не должно превышать 0,05 мм.
Толкатели

Толкатели по наружному диаметру должны быть номинального или одного из ремонтных размеров, приведенных в табл. 12.Овальность, конусность и огранка наружной поверхности толкателя — не более 0,007 мм.Твердость наружной сферической поверхности RC— 60.На поверхности толкателя не допускаются трещины, риски, черновины и прижоги.
Головка цилиндров
Головка цилиндров, поступающая на сборку, должна быть тщательно промыта, рубашка охлаждения должна быть очищена от накипи и грязи, масляные каналы — от шлама, а выпускные каналы — от нагара.
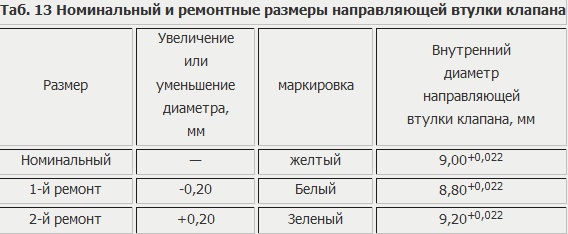
Запрессованные в головку блока направляющие втулки клапанов должны быть номинального или одного из ремонтных размеров и маркированы краской. Размеры втулок и их маркировка указаны в табл. 13.Расстояние от верхнего торца направляющей втулки до плоскости головки должно быть равно 24 мм.Седла впускных и выпускных клапанов должны быть шлифованы под 45° к оси направляющих втулок. Ширина рабочей фаски седла должна быть 1,5 ± 2,0 мм. Биение конических поверхностей всех седел клапана относительно осей отверстий направляющих втулок клапанов — не более 0,025 мм. Запрессованные в головку цилиндров направляющие втулки клапанов по наружному диаметру могут быть номинального размера или ремонтного (увеличенного на 0,25 мм).
Впускной и выпускной клапаны
Впускная труба
У впускной трубы, поступающей на сборку, рубашка охлаждения должна быть очищена от грязи и накипи, а впускные каналы от нагара. Поверхности разъема с головками цилиндров должны быть плоскими — отклонение в пределах 0,1 мм не более.

Ремонт двигателей по доступной цене и с гарантией: наши преимущества
Понять, что пора отправлять своё ТС на диагностику мастерам, легко. О возникших неполадках свидетельствуют многие факторы:
- появившиеся сторонние звуки при работе мотора;
- затруднение при запуске или при движении;
- увеличенный выхлоп, расход топлива или масла;
- снижение давления масла, компрессии в цилиндрах.
Среди главных преимуществ компании числятся такие как:
- многолетний опыт работы;
- выполнение услуг различной сложности;
- короткие сроки выполнения – от трёх дней;
- гарантия качества;
Персонал нашего сервиса не только предоставит каждому клиенту профессиональную (и бесплатную!)! консультацию, но и выполнят работу любой сложности в короткие сроки.

Квалифицированные и опытные мастера нашего предприятия занимаются ремонтом двигателей уже долгие годы, поэтому сервис предлагает широкий спектр услуг. В числе которых: мойка запчастей, расточка блоков, починка топливного оборудования, шлифовка блоков цилиндров под головку и другие. Всё это касается грузовых автомобилей, спецтехники.
Вы можете восстановить у нас дизельный или карбюраторный двигатель таких марок, как КАМАЗ, УАЗ, ГАЗ, ЯMЗ, Cummins, Isuzu.
С прайсом на предоставляемые услуги, где указаны все цены на ремонт двигателей авто, вы можете ознакомиться, как на самом сайте, так и при личном посещении центра.
Чтобы записаться на бесплатную консультацию от автомеханика, или же на диагностику и ремонт – воспользуйтесь специальной электронной формой заявки на сайте, или позвоните по телефонам:
Современное отечественное и импортное оборудование позволяет производить высокоточную обработку деталей:
-
двигателей по постели коленвала как в ремонтный, так и в номинальный размеры;
- проверка коленчатого вала на твердость и микротрещины;
- шлифовка и полировка коленвалов любых автомобилей.
Фрезерно-расточное оборудование дает возможность сделать ремонт головки блока цилиндров и шатун двигателя.
Высококвалифицированные специалисты предприятия, обученные в специализированных учебных центрах, выполняют работу любой сложности в короткие сроки и на самом высоком уровне.
ПРЕДПРИЯТИЕ ПРИОБРЕТАЕТ РЕМФОНД: К/ВАЛОВ И БЛОКОВ



Стоимость ремонта коленвала и блоков цилиндра
Двигатель
Цена,
руб.
Шлифовка коленвалов грузовых а/м и тракторов
Шлифовка в ремонтный размер (проверка на микротрещины и твердость)
Шлифовка в ремонтный размер (проверка на микротрещины и твердость)
КАМАЗ, ЯМЗ-236, Д-65, ЗИЛ-дизель, А-41
Шлифовка в ремонтный размер (проверка на микротрещины и твердость)
Шлифовка в ремонтный размер (проверка на микротрещины и твердость)
Д-240, 245, 144, 21
Шлифовка в ремонтный размер (проверка на микротрещины и твердость)
А-01, Д-160 и другие крупногабаритные
Шлифовка в ремонтный размер (проверка на микротрещины и твердость)
Шлифовка со шлифовкой галтелей
Шлифовка со шлифовкой галтелей
Шлифовка со шлифовкой галтелей
Шлифовка со шлифовкой галтелей
Иномарка-спецтехника (4 цил.)
Дополнительные услуги по коленчатым валам грузовых а/м и тракторов
КАМАЗ, ЯМЗ, ЗИЛ, Д-240, 245 и другие
Д-160, А-01, ЯМЗ-240, Д-260
Иномарка (за шейку)
Мойка (чистка каналов, с/у заглушек)
КАМАЗ, ЯМЗ-236, трактора
Мойка (чистка каналов, с/у заглушек)
ЯМЗ-238, 240, А-01, Д-160
Рихтовка к/в (без гарантии)
Прогиб до 0,5 мм
Рихтовка к/в (без гарантии)
Прогиб более 0,5 мм
Шлифовка через 1 ремонтный размер
Шлифовка через 2 ремонтный размер
Балансировка в сборе
Восстановление маслосгонной накатки
Мойка (чистка каналов, с/у заглушек)
Мойка (чистка каналов, с/у заглушек)
Двигатель
Цена,
руб.
Шлифовка коленчатых валов легковых а/м
Шлифовка (проверка на микротрещины и твердость)
Шлифовка (проверка на микротрещины и твердость)
Шлифовка (проверка на микротрещины и твердость)
Иномарка (3-4 цил.)
Шлифовка (проверка на микротрещины и твердость)
Иномарка (5-6 цил.)
Шлифовка (проверка на микротрещины и твердость)
Шлифовка только шатунных или коренных шеек
Шлифовка (проверка на микротрещины и твердость)
Дополнительные услуги по коленчатым валам легковых а/м
Иномарка (за шейку)
Рихтовка к/вала (прогиб до 0,4 мм)
Рихтовка к/вала (прогиб более 0,4 мм) (без гарантии)
Работы с шатунами
Наименование услуги
Цена, руб.
Ремонт по ВГШ (за 1 шатун)
Ремонт по ВГШ без з/частей (за 1 шатун)
Ремонт по НГШ с плоским разъемом (в номинальный размер)
Ремонт по НГШ с плоским разъемом
Ремонт по ВГШ без запасных частей (за 1 шатун) КАМАЗ
Ремонт по ВГШ без запасных частей (за 1 шатун) ЯМЗ
Ремонт по ВГШ без запасных частей (за 1 шатун) А-01
Ремонт по ВГШ без запасных частей ЗИЛ-645
Ремонт по ВГШ (за 1 шатун) Д-160
Ремонт по ВГШ без запасных частей (за 1 шатун) иномарки
Ремонт по НГШ с плоским разъемом (в номинальный размер) рем. 370 руб. отечественного производства
Ремонт по НГШ с плоским разъемом импортного производства
Работы с блоком цилиндров
Наименование услуги
Цена, руб.
Дефектовка блока цилиндров
Мойка блока цилиндров (грузовые)
Переопрессовка поршней (иномарки) за единицу
Переопрессовка поршней (отечественные) за единицу
Двигатель
Цена, руб.
Ремонт блока по постели к/вала грузовых а/м и тракторов
Д-160 и другие крупногабаритные
Иномарки (за цилиндр)
Иномарки (за цилиндр от 980 мм и более)
Ремонт постели к/вала легковых а/м
Иномарки (за цилиндр)
Ремонт блока по постели распредвала грузовых а/м и тракторов
Иномарки рядные (за цилиндр)
Иномарки V-образные (за цилиндр)
Иномарки крупногабаритные (за цилиндр от 980 мм и более)
Двигатель
Цена, руб.
Обработка по плоскости грузовых а/м и тракторов
Иномарки (за цилиндр)
Иномарки V-образные (за цилиндр)
Двигатель
Цена, руб.
Расточка и хонингование блока цилиндров
Бычок (за гильзу)
ВАЗ через ремонт или переход с Ø 76,0 на 79,0 мм
Ока через ремонт или переход с Ø 76,0 на 79,0мм
Таврия через ремонт
Трактор (за гильзу)
Двухтактный двигатель (пускач), Ø цилиндра до 45 мм (за 1 цилиндр)
Двухтактный двигатель (пускач), Ø цилиндра более 45 мм (за 1 цилиндр)
Иномарки легковые а/м (за гильзу)
Иномарки легковые а/м, в том числе через ремонт (за цилиндр)
Иномарки грузовые а/м (за гильзу)
Иномарки грузовые а/м, в том числе через ремонт (за цилиндр)
Гильзовка и хонингование блока цилиндров (без учета стоимости гильз)
Гильзовка блока цилиндров ВАЗ
Гильзовка блока цилиндров Ока
Гильзовка блока цилиндров Таврия
Гильзовка блока цилиндров УАЗ Ø 100 мм
Иномарки легковые - гильзовка алюминиевого блока, гильза чугун (за цилиндр)
Иномарки легковые - гильзовка чугунного блока, гильза чугун (за цилиндр)
Иномарки - гильзовка V-образного алюминиевого блока, гильза чугун (за цилиндр)
Иномарки - гильзовка V-образного чугунного блока, гильза чугун (за цилиндр)
Иномарки грузовые – гильзовка блока (за цилиндр)
Перепрессовка поршней, иномарка
Перепрессовка поршней, отечественная
Мойка блока, легковые а/м
Мойка блока, грузовые а/м
Обработка по плоскости (легковые)
Иномарки (за цилиндр)
Укладка коленчатого вала в блок
Иномарки легковые а/м
Отечественные легковые а/м
Установка поршнев/гр в блок
Иномарки легковые а/м
Отечественные легковые а/м
Цены действительны с 1 апреля 2022 года
Работы с ГБЦ (отечественное производство)
Наименование услуги
Ед. изм.
Легковые,
руб.
Грузов. до
70 кг, руб.
Грузов. выше
70 кг, руб.
Установка резьбовой втулки
Замена свечного отверстия
Замена стаканов форсунок ЯМЗ-238
Замена стаканов форсунок ЯМЗ-236
Шлифовка фаски клапана с очисткой
Шлифовка торца клапана
Фрезеровка ГБЦ по плоскости с форкамерами
Фрезеровка ГБЦ съем более 0.4 мм
Фрезеровка ГБЦ паралл. дизель
Фрезеровка ГБЦ паралл. бензин AL
Установка форсунок дизеля
Удаление сломанных шпилек
Снятие форсунок дизеля
Ремонт резьбового отверстия
Мойка предварительная 5-6 цил.
Мойка предварительная 3-4 цил.
Засухаривание с заменой МСК
Обработка седла профильным резцом на станке AZ VV-80
Замена седла без обработки
Замена седла с обработкой
Замена направляющей втулки с разворачиванием под клапан
Опрессовка ГБЦ
(отечественного производства)
Цены действительны с 1 апреля 2022 года
Наименование услуги
Ед. изм.
Цена, руб.
Тракторные и их аналоги
Стоимость ремонта ГБЦ (иномарки)
Цены действительны с 1 апреля 2022 года
Наименование услуги
Ед. изм.
Легковые,
руб.
Грузов. до
70 кг, руб.
Грузов. выше
70 кг, руб.
Замена стакана форсунки ЯМЗ-650
Установка резьбовой втулки
Шлифовка фаски клапана с чисткой
Шлифовка торца клапана
Удаление сломанных шпилек
Ремонт свечного отверстия
Ремонт резьбового отверстия
Разворачивание направляющей втулки
Мойка предварительная 5-6 цил.
Мойка предварительная 3-4 цил.
Засухаривание с заменой МСК
Обработка седла профильным резцом на станке AZ VV-80
Замена седла с обработкой
Замена седла без обработки
Замена направляющей втулки
Доработка направляющей втулки
Опрессовка головок блока цилиндров
Цены действительны с 1 апреля 2022 года
ГБЦ двигателя
Единица
измерения
Легковые,
руб.
Грузовые,
руб.
ГБЦ 4-6 цил. (рядные)
Блок цилиндров двигателя выполняет функцию базы, а коленвал передает полезную мощность с двигателя на трансмиссию и другие навесные агрегаты. В случае его поломки или износа возникает необходимость полной разборки двигателя, но этого можно избежать или отсрочить на более длительное время, если вовремя проводить техническое обслуживание и постоянно следить за уровнем и качеством масла.
Признаки и причины поломки
Первый признак износа коленчатого вала, это появление сизого дымка из выхлопной трубы, падение давления и увеличение расхода масла. В таких случаях разборка двигателя неизбежна.
Основными причинами износа являются:
- Низкий уровень масла в картере.
- Перегрев двигателя.
- Грязный масляный фильтр.
- Некачественное масло.
Все это приводит к износу шатунных и коренных шеек коленвала и появлению царапин на нем. Для того чтобы устранить данный износ, необходимо полностью разобрать двигатель, провести дефектовку и расточить (отшлифовать) коленчатый вал, в крайних случаях, приобретают и устанавливают новый. После того, как выполнится расточка - подбираются по размеру и устанавливаются ремонтные вкладыши.
Блок цилиндров также подвергается дефектовке. Если он гильзованный, то можно просто заменить старые гильзы на новые, но в случае, когда конструкция не разборная - производится расточка блока цилиндров и устанавливаются ремонтные кольца на поршня.
Читайте также: