
Оправки для запрессовки седел клапанов ваз

Началось все с того, что около года ездил на трех цилиндрах… Замер компрессии показал что в Цилиндре №4 — 0, в Цилиндре №2 — 5.5/6. Демонтаж и дальнейший осмотр ГБЦ показал, прогар (дыру) в впускном клапане Цилиндра №4 и прогар (трещину) в впускном клапане Цилиндра №2. После разсухаривания клапанов установил, что седла клапанов расклепаны в тело корпуса ГБЦ, дальнейшей прирезке уже не подлежали…






-выпрессовывал седла с помощью э/дуговой сварки и слесарного молотка, более бюджетного и надежного способа посоветовать не могу

-ГБЦ после выпрессовки седел и новые седла, которые как оказалось позже пришлось дорабатывать, других седел я не нашел, думаю что на ГБЦ ВАЗ 21011 Вы не найдете тоже

-седла которые есть в продаже и на заказ имеют высоту 9.5 мм, посадочное место под седло ГБЦ ВАЗ 21011 имеет глубину около 7 мм

-размечал штанген-циркулем заготовку для снятия 2 мм и стачивал на шлифовальном круге УШМ, после снятия 2 мм полировал на наждачной бумаге крупностью зерна 1000

-готовое к запрессовке седло слева, то что из магазина справа (имейте это ввиду при выборе седел) быстрее всего эту работу можно выполнить на токарном станке, но обзвонив несколько объявлений был огорчен ответом, токаря за такую работу браться не хотели… .


-запрессовывал новое седло на холодную не нагревая ГБЦ и не остужая седло, сперва пригласил седло в посадочное место слесарным молотком через проставку, так что бы седло в посадочное место зашло равномерно, а потом запрессовывал приспособлением для запрессовки направляющих втулок, постоянно контролируя равномерность осадки седла

-приспособление с усиленным подшипником (подшипник покупал отдельно), будьте внимательны гайки на конце шпильки должно быть две, иначе сорвете резьбу

-процесс запрессовки седел клапанов, аналогичен процессу запрессовки направляющих втулок, только требует большей внимательности и аккуратности

-после замены седла, выбиваю старую направляющую (выбивать лучше кувалдой 1.7 кг — наиболее подходящая для этого вида работ), и запрессовываю новую направляющую втулку клапана, обратите внимание, на конце шпильки две упорные гайке (с одной гайкой оборвете резьбу)

-направляющие втулки выбрал SM, они укомплектованы упорным кольцом что упрощает работу с ними, после установки они не требуют развертки, все встает как надо (лично у меня вышло так) клапан ходит свободно, люфта нет

-в камере сгорания Цилиндра №4 седла заменены, остальные я запрессовал по аналогии, с последовательностью действий: 1. Запрессовываю седло. 2. Выбиваю старую направляющую. 3. Запрессовываю новую направляющую.
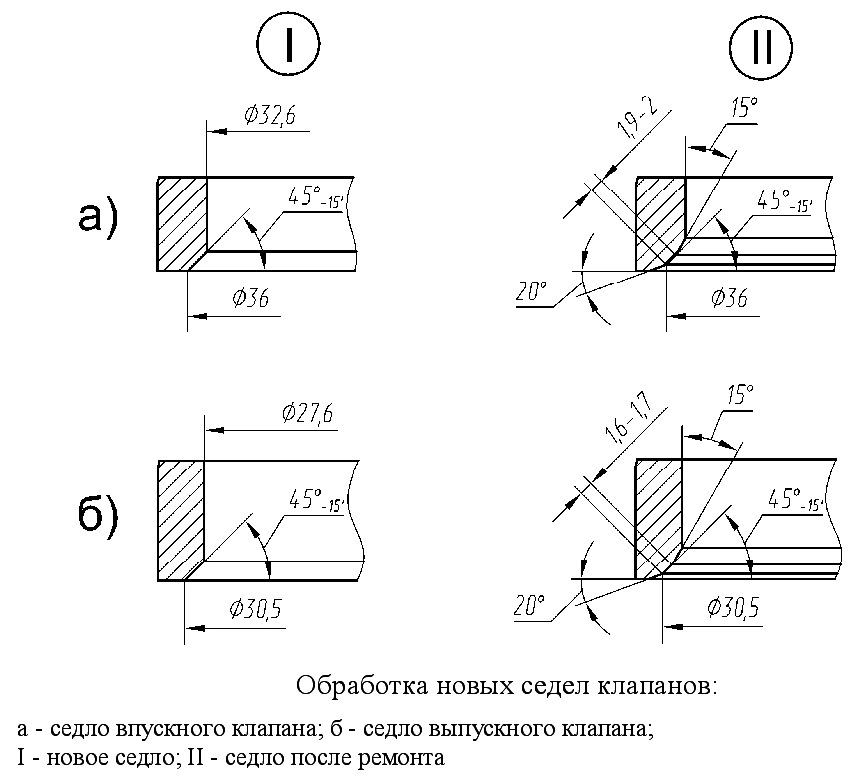

-при прирезке придерживался предложенной ширине фаски клапана, в зависимости от его назначения, ширину фаски поверял с помощью штангена, качество с помощью пленки от пачки сигарет по четырем секторам


-седла клапанов прирезаны, в моем случае оказалось достаточно одной рабочей фаски (рабочей) как Вы видете из фото сделанных ранее клапан не просажен (седло не провалено)
По просьбам читателей добавляю информацию о стоимости запасных частей и токарных работ по восстановлению ГБЦ ВАЗ 21011:
1. Клапана 2101,21213,2123 (к-т 8шт) SM (оригинал) 2101100701012 — 1557.0 р.;
2. Направляющие втулки клапанов 2101-07,2121-2123 (к-т 8шт) "SM" (2805/2806) (оригинал) 21011007033 — 543.0 р.;
3. Седло клапана ВАЗ-21083 (ВолгаАвтоПром) в уп. 21083100708082 — 500.0 р.;
4. Фрезеровка прилегающей поверхности ГБЦ — 780 р.;
Итого: 3380 p.
Запчасти
Лада 4x4 3D 1980, двигатель бензиновый 1.6 л., 65 л. с., полный привод, механическая коробка передач — своими руками
Машины в продаже
Комментарии 72

-на копеечные головки сёдел не выпускают, я брал обычные восмерочные. Брал чугунные т.к. их легче прирезать и притереть. Втулки тоже брал чугунные. Из цветного металла втулки ставить нет смысла если ножка клапана не хромированная. Если стержень клапана без хрома, то бронзовая втулка может оказаться даже менее ресурсной чем обычная.

Поищу адрес где в Нижнем втулки и седла или делали, или торгуют, не помню. Если нужно конечно.

На седлах есть заходная фаска, вот стружка остается в том пространстве. Я написал не с целью по стебаться. Сам экспериментировал, гбц нагрел до 90гр примерно, седло охлаждал огнетушителем, нагрева не хватило, либо охлаждения-по оправке подбивал молотком. Потом ради интереса выбил седло и стружка была в небольшом количестве. Сейчас же разогреваю гбц до 150гр, седла так же охлаждаю огнетушителем-залетают с оправкой от руки выпускные, по впускным приходится по некоторым еще по стучать. Смысл в том, что при охлаждении седел и нагреве гбц в последующем запрессовывании не происходит контакта поверхностей и натяг остается положенный. В вашем же случае натяг соток 5 будет, остальное все срезало скорее всего. А про то что вы говорите, что гбц разогревается при работе и седло быстрее вывалится- гбц при работе разогревается вместе с седлом, и натяг как раз нужен потому что у седла из чугуна/металлокерамики/сплава линейное расширение при нагреве значительно меньше, отсюда рекомендованный натяг в 0,1-0,15 для седел данного размера. С натягом соток 5 очень большая вероятность вываливания седла, в случае алюминиевой гбц. Для направляющей клапана запрессовка на холодную еще прокатывает-там натяг меньше от завода, плюс не та температура как в камере сгорания, и поверхность соприкосновений длиннее. Дело ваше конечно) просто много инфы перелопатил по этому в свое время

Платим за фотоотчёты по ремонту авто. Заработок от 10 000 руб/мес. Пишите:
Седло клапана – важная деталь конструкции головки блока цилиндров, в этом можно легко удостовериться, рассмотрев работу клапана и его составляющих.
Самая важная функция, которую выполняет седло – это образование прочного сжатия между собой и клапаном. Благодаря этому происходит минимизация утечки газов из камеры сгорания; хороший тепловой контакта клапана с седлом являются необходимыми условиями для этого.
Другими словами, плотность прилегания между деталями позволяет отводить тепло от тарелки с максимальной эффективностью, передавая тепло от клапана через седло в ГБЦ, которая в свою очередь охлаждается жидкостью. В процессе работы двигателя, фаски и сёдла изнашиваются, что приводит к дефекту седел клапанов. При разгерметизации происходит нарушение порядка теплоотдачи тарелки и седла, что провоцирует дефекты и разрушение деталей.
При таких условиях вопрос сохранности герметичности соединения встает на первый план. Достигнуть этого можно в основном лишь при помощи формирования необходимого профиля для седла и фаски клапана, что позволит сбалансировать износ поверхностей деталей.
Причины и признаки замены седла клапана ВАЗ
- Износ — главная причина замены сёдел клапанов. Проводя зенкование седла клапана, может обнаружится, что нет возможности для доводки, и дальнейшая регулировка седла клапана невозможна, так как клапан садится очень глубоко.
- Как продолжение первой причины, замена нужна, если седла и/или клапанапрогорели.
- Когда при осмотре выявлена коррозия по наружному диаметру — из-за нее ослабляется посадка седла.
- Наличие трещин и сколов в седле клапана.
- Замена сёдел клапанов производится, если нужна модернизация ГБЦ с заменой клапанов на увеличенные. Как следствие, возникает нужда в увеличении диаметра сёдел.
Советы по замене седел клапанов ВАЗ
Перед началом работ необходимо убедится в необходимости замены седел. Стоит помнить, что это достаточно сложный процесс, требующий специального инструмента, навыков выполнения подобных операций и твердых знаний.
Для начала проверяем ГБЦ на герметичность (опрессовка), т.е. на наличие малозаметных трещин рубашки. В случае обнаружения трещин, их необходимо заделать сваркой и лишь потом приступать к расточке сёдел.
Для удаления старых сёдел с посадочных мест лучше воспользоваться станочным оборудованием, растачивая его до момента, пока не останется тонкое кольцо, которое провернется в гнезде. Похожего результата можно добиться при помощи фрезы насаженной на обычную дрель. В данном случае работы необходимо выполнять аккуратно, чтобы не повредить посадочное место.
При монтаже новых сёдел следует учесть, что их установка производится с натягом; обеспечение гарантированного натяга должно составить от 0,1 до 0,15 мм по наружному диаметру. Разница температур рабочих поверхностей должна достигать минимум 180 С°. Для этого поверхность ГБЦ нагревают на 180-200 С°, а сёдла охлаждают в жидком азоте.
Для осуществления замены седла клапана понадобится:
- печка;
- шарошки для сёдел клапанов;
- холодильная камера;
- штангенциркуль;
- молоток и запрессовка для сёдел;
- новые сёдла клапанов.
Снимаем ГБЦ, моем, проверяем, подготавливаем необходимые инструменты.
По мнению специалистов, головка блока цилиндров принимает на себя до 50% всех нагрузок двигателя внутреннего сгорания. Именно нагрузки и перепады температур становятся основными причинами повреждений ГБЦ.
Работы по ремонту ГБЦ проводятся в два этапа:
- На первом этапе осуществляется дефектовка головки блока цилиндров, поступившей в ремонт. Специалисты разбирают ГБЦ, проводят мойку, оценивают состояние газораспределительного механизма. При необходимости проводится опрессовка ГБЦ (проверка на герметичность). По результатам дефектовки составляется смета необходимых ремонтных работ и требующих замены запчастей, которая согласовывается с заказчиком.
- На втором этапе осуществляется непосредственно ремонт головки блока цилиндров.
Стоит отметить, что профессиональной проведенная дефектовка позволяет предложить оптимальную схему ремонта ГБЦ и сэкономить время и деньги наших клиентов.
Стоимость услуг
Наименование работ
Цена, руб.
Ремонт ГБЦ,
полная программа
(сборка / разборка,
замена направляющих,
правка седел, притирка, МСК)
без правки старых клапанов
Для двигателей ГАЗ-402, АЗЛК
Для двигателей ГАЗ-406, ВАЗ 2112
Сборка ГБЦ,
регулировка зазоров
Для двигателей ВАЗ 2108–21083
Рассухарить клапана
(за единицу)
Для двигателей иномарок и мототехники
Засухарить клапана
(за единицу)
Для двигателей иномарок и мототехники
Замена маслосъемных колпачков
(за единицу)
Для двигателей иномарок и мототехники
Замена направляющих втулок
клапанов (за единицу)
Для двигателей автомобилей ВАЗ 2112; ГАЗ-402, ГАЗ-406, АЗЛК
Для двигателей иномарок и мототехники (в том числе разворачивание отверстий под ремонтные клапана)
Правка седел
(за единицу)
Для двигателей автомобилей ГАЗ-402, АЗЛК
Для двигателей иномарок и мототехники
Правка седла по спецпрофилю на станке с ЧПУ
Правка рабочей фаски старого клапана, чистка
(за единицу)
Для двигателей иномарок и мототехники
Притирка клапана
(за единицу)
Для двигателей иномарок и мототехники
Правка старого клапана перед притиркой обязательна!
Замена седла с изготовлением
(за единицу)
Для двигателей отечественных автомобилей
Для двигателей иномарок и мототехники
Замер клапанного механизма
(за клапан)
При выполнении штучной работы
Седло клапана — небольшое кольцо, имеющее скос по внутренней поверхности.

Устанавливается в отверстия головки блока цилиндров, предназначенные для установки клапанов и перегонки через них топливовоздушной смеси и отработавших газов. Деталь запрессовывается в ГБЦ на заводе.
Выполняет следующие функции:
- герметичность отверстия;
- передает излишки тепла к ГБЦ;
- обеспечивает необходимый приток воздуха, когда механизм открыт.
Замена седла клапана требуется в том случае, когда восстановить его герметичность способом механической обработки не удается (многочисленные обработки в прошлом, прогар, сильный износ). Сделать это можно своими руками.
Ремонт детали выполняют при:
- прогаре тарелки;
- после замены направляющих втулок;
- при умеренной степени естественного износа;
- при нарушении герметичности соединения кольца с тарелкой.

Правка изношенных и поврежденных седел в домашних условиях выполняется с использованием шарошек. Помимо этого, может потребоваться сварочный аппарат или мощная газовая горелка, стандартный набор гаечных ключей, необходимых для демонтажа и разборки ГБЦ, притирочная паста, дрель.
Замена седел
Процедура замены состоит из двух ответственных процедур: удаления старых деталей и монтажа новых.
Удаление старых посадочных элементов
Замена седел клапанов выполняется на демонтированной ГБЦ с разобранным газораспределительным механизмом. Удалить старое кольцо можно с использованием сварочного аппарата, если материал, из которого оно изготовлено, позволяет это сделать.
Для выполнения процедуры изготавливается съемник седел клапанов — берется старый ненужный клапан, тарелку которого необходимо проточить до размеров внутреннего диаметра седла.
Важно! Процедура с использованием сварки может привести к некоторой деформации посадочного места. При этом стандартные седла будут иметь слабое закрепление, что может привести к их самопроизвольному демонтажу в процессе работы мотора. Требуются кольца увеличенного диаметра, которые не продаются в магазинах, а изготавливаются на заказ.
Седло клапана, изготовленное из металлов, не подлежащих сварке, можно удалить путем вкручивания в него отрезка трубы, используемого как съемник седел клапанов. Для этого на внутренней поверхности кольца нарезается резьба. Аналогичную резьбу наносят на внешнюю поверхность подходящей по диаметру металлической трубы.
Берется старый клапан, который предварительно приваривают к торцу трубы в обратной положении. При этом ножка клапана проводится в предназначенное для нее отверстие, труба вкручивается в резьбу, после чего элемент удаляют постукиваниями по ножке.
Монтаж новых седел
Перед началом процедуры монтажа новых седел, посадочные места под них очищают от загрязнений. После ГБЦ следует равномерно нагреть до температуры, превышающей 100˚С. При этом металл расширяется, позволяя запрессовать кольцо.
Монтируемую деталь охлаждают с помощью жидкого азота. При его отсутствии можно использовать сочетание льда и ацетона, что позволяет снизить температуру металла до -70˚С. Размеры деталей подбирают таким образом, чтобы разница между диаметром посадочного места и кольца составляла не более 0.05-0.09 мм на холодных деталях.
Седло клапана запрессовывается с помощью специальной оправки или отрезка трубы подходящего диаметра. Деталь должна входить на посадочное место с небольшим усилием. При этом важно, чтобы кольцо встало без перекоса.
После запрессовки и остывания ГБЦ следует проверить, не болтается ли элемент на посадочном месте. Если зазор отсутствует, а замененный элемент плотно держится на своем месте, процедуру его замены можно считать оконченной. Далее требуется прирезка седел клапанов с использованием шарошек.
Важно! При стандартной процедуре замены тарелки всех клапанов оказываются посажены достаточно высоко. Однако некоторые специалисты рекомендуют обрабатывать фаски таким образом, чтобы выпускные клапаны сидели несколько глубже нормального положения. Седло впускного клапана при этом оставляют в штатном положении.
Ремонт седел
Ремонт седел клапанов выполняется при их естественном износе и неплотном прилегании тарелки к своему посадочному месту.

С целью восстановления геометрии колец применяются шарошки для седел клапанов — набор фрезерующих головок, позволяющих делать необходимые углы.
Шарошки могут использоваться в сочетании со специальным оборудованием. Однако оно является дорогостоящим. Поэтому в домашних условиях применяют ключ-трещотку с удлинителем. Правильно обработанные места имеют углы 30˚, 60˚ и 45˚. Обработка седел клапанов для создания каждого из них производится соответствующей фрезой.
Еще одной разновидностью ремонта является проточка посадочных мест под ремонтные вставки. Для этого по вышеописанному алгоритму удаляют седла, после чего, специальным режущим инструментом протачивают места под них. Размер ремонтного места должен быть на 0.01-0.02 см меньше вставки. Монтаж производят после нагрева ГБЦ и охлаждение монтируемых элементов.
Правильно произвести расточку самостоятельно можно попытаться на свой страх и риск. Однако, с учетом сложности процедуры и необходимой высокой точности работ, подобные манипуляции лучше производить в условиях квалифицированной автомастерской или авторемонтного завода.
Читайте также: