
Момент затяжки форсунок маз
Резьбовые соединения муфты привода топливного насоса высокого давления:
болты крепления пластин к ведомой полумуфте 32–40 (3,2–4)
Гайка оси шкива натяжного устройства привода пневмокомпрессора 120–150 (12–15)
Гайка болта-натяжителя натяжного устройства привода компрессора 10–20 (1–2)
Гайки регулировочных винтов коромысел 44–56 (4,4–5,6)
Болты крепления масляного насоса 90–100 (9–10)
Пробка сливная масляного картера 140–160 (14–16)
Болты крепления топливного насоса высокого давления 28–36 (2,8–3,6)
Гайки топливопроводов высокого давления 18–25 (1,8–2,5)
Болты крепления турбокомпрессора 36–44 (3,6–4,4)
Болты крепления выпускных коллекторов 36–44 (3,6–4,4)
Болты крепления топливопроводов низкого давления:
Болты крепления картера сцепления к картеру коробки передач 137–157 (14–16)* / 216–245 (22–25)**
Болты крепления картера сцепления к картеру маховика: М12 = 70–80 (7–8)
Болты крепления проставки к картеру основной коробки 123–157 (12,5–16)
Болты крепления картера демультипликатора к проставке:
предварительная затяжка 20–30 (2–3)
окончательная затяжка 79–98 (8–10)
Болты крепления верхней крышки картера основной коробки 35–49 (3,6–5)* / 49–54 (5,0–5,5)**
Оси вилки переключения демультипликатора 118–128 (12–13)
Болты крепления крышки первичного вала 23,5–35 (2,4–3,6)
Болты крепления муфты зубчатой низшего диапазона к проставке 49–55 (5–5,6)
Болт крепления фланца выходного вала 431–490 (44–50)
* — для коробок передач типа ЯМЗ-238ВМ и ЯМЗ-2381;
** — для коробок передач типа ЯМЗ-239.
Момент затяжки форсунок маз
МОМЕНТЫ ЗАТЯЖКИ ОСНОВНЫХ РЕЗЬБОВЫХ СОЕДИНЕНИЙ ДВИГАТЕЛЕЙ ЯМЗ-238БЕ2, ЯМЗ-238БЕ, ЯМЗ-238Б ЯМЗ-238ДЕ2, ЯМЗ-238ДЕ, ЯМЗ-238Д

Резьбовое соединение Момент затяжки Н·м (кгс·м)
Болты крепления крышек коренных подшипников:
горизонтальные 100–120 (10–12) Болт крепления ступицы коленчатого вала 431–490 (44–50) Болты крепления крышек шатунов 200–220 (20–22)
Болты крепления картера маховика 100–125 (10–12,5)
с пластинами стоп. под два болта 200–220 (20–22)
Болты крепления кронштейна передней опоры
Боты крепления верхней крышки блока
Гайки шпилек крепления головки цилиндров 240–260 (24–26)
Гайки крепления осей коромысел 120–150 (12–15)
Болт скобы крепления стартера 70–90 (7–9)
Болты крепления кронштейнов стартера 45–62 (4,5–6,2) Болты стартера с фланцевым креплением М12 98,1–122,6 (10–12,5) Гайки скоб крепления форсунок 50–62 (5–6,2)
Гайка крепления муфты опережения впрыска 130–150 (13–15) Штуцеры топливного насоса высокого давления 100–120 (10–12) Гайки распылителей форсунок 60–80 (6–8)
Гайка крепл. шестерни распределительного вала 270–300 (27–30)
Гайка крепления ведомой шестерни привода
топливною насоса 140–180 (14–18)
Резьбовые соединения муфты привода топливного насоса высокого давления:
— болты крепления пластин к ведомой
Резьбовое соединение Момент затяжки Н·м (кгс·м)
Гайка оси шкива натяжного устройства привода пневмокомпрессора 120–150 (12–15)
Гайка болта-натяжителя натяжного устройства
привода компрессора 10–20 (1–2)
Гайки регулировочных винтов коромысел 44–56 (4,4–5,6)
Болты крепления масляного насоса 90–100 (9–10)
Пробка сливная масляного картера 140–160 (14–16)
Болты крепления топливного насоса высокого
Гайки топливопроводов высокого давления 18–25 (1,8–2,5)
Болты крепления турбокомпрессора 36–44 (3,6–4,4)
Болты крепления выпускных коллекторов 36–44 (3,6–4,4)
Болты крепления топливопроводов низкого давления:
Болты крепления картера сцепления к картеру коробки передач
Болты крепления картера сцепления к картеру
Болты крепления проставки к картеру
основной коробки 123–157 (12,5–16)
Болты крепления картера демультипликатора к проставке:
предварительная затяжка 20–30 (2–3)
Болты крепления верхней крышки картера основной коробки
Оси вилки переключения демультипликатора 118–128 (12–13)
Болты крепления крышки первичного вала 23,5–35 (2,4–3,6)
Болты крепления муфты зубчатой низшего
диапазона к проставке 49–55 (5–5,6)
Болт крепления фланца выходного вала 431–490 (44–50)

— для коробок передач типа ЯМЗ-238ВМ и ЯМЗ-2381;
Момент затяжки форсунок маз
МОМЕНТЫ ЗАТЯЖКИ ОСНОВНЫХ РЕЗЬБОВЫХ СОЕДИНЕНИЙ ДВИГАТЕЛЕЙ ЯМЗ -7511.10, ЯМ З-7512.10, Я МЗ-7513.10, ЯМЗ-7601.10

Резьбовое соединение Момент затяжки Н·м (кгс·м)
Болты крепления крышек коренных подшипников:
горизонтальные 100–120 (10–12) Болт крепления ступицы коленчатого вала 431–490 (44–50) Болты крепления крышек шатунов 200–220 (20–22)
Болты крепления картера маховика 100–125 (10–12,5)
с пластинами стоп. под два болта 200–220 (20–22)
Болты крепления кронштейна передней опоры
Боты крепления верхней крышки блока
Гайки шпилек крепления головки цилиндров 240–260 (24–26)
Гайки крепления осей коромысел 120–150 (12–15)
Болт скобы крепления стартера 70–90 (7–9)
Болты крепления кронштейнов стартера 45–62 (4,5–6,2) Болты стартера с фланцевым креплением М12 98,1–122,6 (10–12,5) Гайки скоб крепления форсунок 50–62 (5–6,2)
Гайка крепления муфты опережения впрыска 130–150 (13–15) Штуцеры топливного насоса высокого давления 100–120 (10–12) Гайки распылителей форсунок 60–80 (6–8)
Гайка крепл. шестерни распределительного вала 270–300 (27–30)
Гайка крепления ведомой шестерни привода
топливною насоса 140–180 (14–18)
Резьбовые соединения муфты привода топливного насоса высокого давления
болты крепления пластин к ведомой
Резьбовое соединение Момент затяжки Н·м (кгс·м)
Гайка оси шкива натяжного устройства привода пневмокомпрессора 120–150 (12–15)
Гайка болта-натяжителя натяжного устройства
привода компрессора 10–20 (1–2)
Гайки регулировочных винтов коромысел 44–56 (4,4–5,6)
Болты крепления масляного насоса 90–100 (9–10)
Пробка сливная масляного картера 140–160 (14–16)
Болты крепления топливного насоса высокого
Гайки топливопроводов высокого давления 18–25 (1,8–2,5)
Болты крепления турбокомпрессора 36–44 (3,6–4,4)
Болты крепления выпускных коллекторов 36–44 (3,6–4,4)
Болты крепления топливопроводов низкого давления
Болты крепления картера сцепления к картеру коробки передач
Болты крепления картера сцепления к картеру
Болты крепления проставки к картеру
основной коробки 123–157 (12,5–16)
Болты крепления картера демультипликатора к проставке
предварительная затяжка 20–30 (2–3)
окончательная затяжка 79–98 (8–10)
Болты крепления верхней крышки картера основной коробки
Оси вилки переключения демультипликатора 118–128 (12–13)
Болты крепления крышки первичного вала 23,5–35 (2,4–3,6)
Болты крепления муфты зубчатой низшего

диапазона к проставке 49–55 (5–5,6) Болт крепления фланца выходного вала 431–490 (44–50) Примечание:
для коробок передач типа ЯМЗ-238М и ЯМЗ-2381;
** для коробок передач типа ЯМЗ-239 и ЯМЗ-336.
Моменты затяжек двигателя ЯМЗ
пневмокомпрессора — 120–150 (12–15)
Гайка болта-натяжителя натяжного устройства
привода компрессора- 10–20 (1–2)
Гайки регулировочных винтов коромысел- 44–56 (4,4–5,6)
Болты крепления масляного насоса- 90–100 (9–10)
Пробка сливная масляного картера- 140–160 (14–16)
Болты крепления топливного насоса высокого
давления- 28–36 (2,8–3,6)
Гайки топливопроводов высокого давления- 18–25 (1,8–2,5)
Болты крепления турбокомпрессора- 36–44 (3,6–4,4)
Болты крепления выпускных коллекторов- 36–44 (3,6–4,4)
Болты крепления топливопроводов низкого
давления:
— М 10 20–25 (2–2,5)
— М14 40–50 (4–5)
— М16 48–50 (4,8–6)
Болты крепления картера сцепления к картеру-137–157 (14–16)*
коробки передач — 216–245 (22–25)**
Болты крепления картера сцепления к картеру
маховика М12 — 70–80 (7–8)
Болты крепления проставки к картеру
основной коробки- 123–157 (12,5–16)
Болты крепления картера демультипликатора
к проставке:
— предварительная затяжка 20–30 (2–3)
— окончательная затяжка 79–98 (8–10)
Болты крепления верхней крышки картера- 35–49 (3,6–5)*
основной коробки- 49–54 (5,0–5,5)**
Оси вилки переключения демультипликатора- 118–128 (12–13)
Болты крепления крышки первичного вала- 23,5–35 (2,4–3,6)
Болты крепления муфты зубчатой низшего
диапазона к проставке — 49–55 (5–5,6)
Болт крепления фланца выходного вала- 431–490 (44–50)
Примечание:
* — для коробок передач типа ЯМЗ-238В и ЯМЗ-2381;
** — для коробок передач типа ЯМЗ-239.
Установка головок цилиндров, коромысел клапанов и регулировка зазоров в клапанах
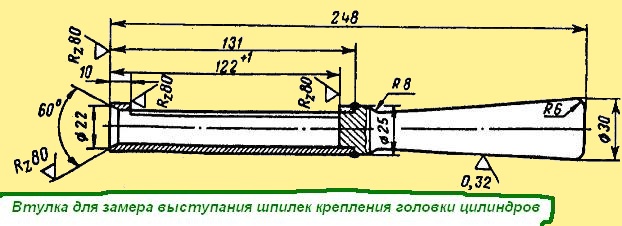
Шпильки крепления головки цилиндров ввертывают в правый и левый ряды блока цилиндров, предварительно смазав резьбовые отверстия под шпильки в блоке дизельным маслом
Шпильки ввертывают на всю длину резьбы моментом 80—100 Нм (8—10 кгсм); они должны выступать над плоскостью блока на величину 122 мм, что проверяют втулкой (рис. 1).
Перед установкой головки цилиндров необходимо протереть привалочную плоскость.
Прокладку головки цилиндров устанавливаем на шпильки так, чтобы она установилась на штифты, а окантовка прокладки — на бурты гильз цилиндров.
Головка цилиндров в сборе должна свободно, без ударов устанавливаться на шпильки и установочные штифты.
Затем на шпильки навертываем гайки крепления головки цилиндров и затягиваем их.
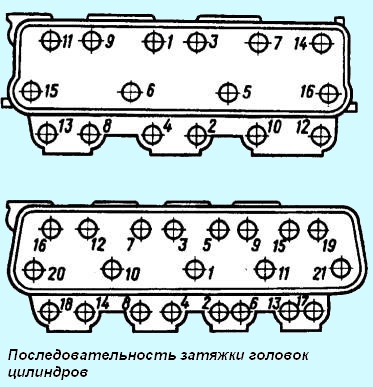
Затягивать гайки надо в порядке возрастания номеров (см. рис. 2).
После первой затяжки динамометрическим ключом необходимо повторной операцией проверить требуемый крутящий момент 220—250 Нм (22—25 кгсм) на каждой гайке, соблюдая указанную последовательность.
Штанги толкателей устанавливают в окна блока цилиндров и при этом совмещают наконечник штанги с пятой толкателя.
Предварительно штангу протирают и смазывают наконечник дизельным маслом.
Правые и левые коромысла клапанов с осью в сборе устанавливают так, чтобы установочные штифты оси вошли в отверстия головки цилиндров, а сфера регулировочного винта была совмещена с наконечником штанги.
Регулировочный винт должен быть ввернут в коромысло до упора.
Затем ввертывают в головки цилиндров болты крепления оси коромысла и затягивают их моментом 120—150 Нм (12—15 кгсм).
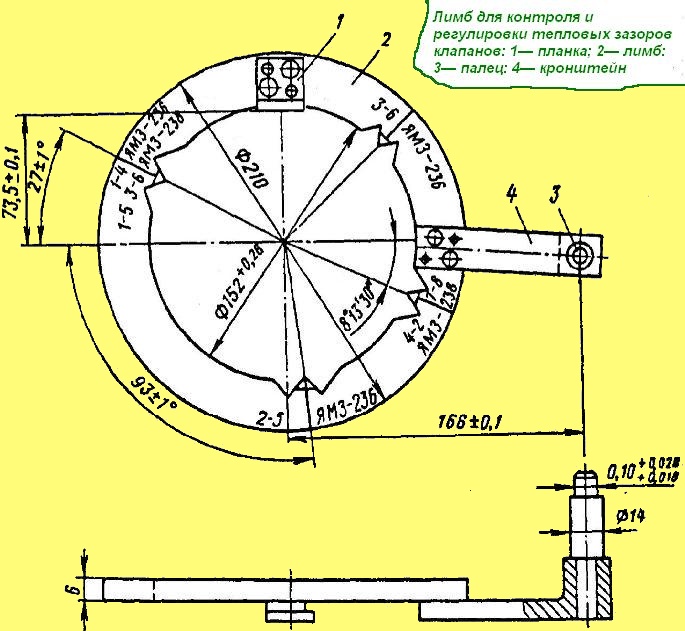
Зазоры клапанов регулируют одновременно на двух цилиндрах и при этом применяют лимб (рис. 4).
Лимб устанавливают на шкив коленчатого вала, а палец З вставляют в резьбовое отверстие на крышке шестерен распределения.
Тепловые зазоры двигателя ЯМЗ-326 регулируют в следующей последовательности:
- вращают коленчатый вал по часовой стрелке ключом за болт крепления шкива, наблюдают за движением впускного клапана первого цилиндра и устанавливают момент, когда он полностью закроется.
После этого вал поворачивают в том же направлении до совмещения риски на шкиве коленчатого вала с меткой 1—4 ЯМ3-236 на лимбе;
- регулируют зазоры между носками коромысел и торцами клапанов первого и четвертого цилиндров.
После затяжки контргайки регулировочного винта щуп толщиной 0,25 мм должен свободно входить в зазоры толщиной 0,30 мм – с усилием.
Допускается после прокручивания коленчатого вала изменение зазора в пределах 0,20 – 0,35 мм;
- совмещая на такте сжатия в порядке работы цилиндров (1 – 4 – 2 – 5 – 3 – 6) риску на шкиве с метками 1 – 4, 2 – 5, 3 – 6 ЯМЗ – 236 на лимбе, регулируют зазоры для остальных цилиндров.
При регулировке тепловых зазоров двигателя ЯМЗ – 238 применяют те же приемы и методы, что и для двигателя ЯМЗ – 236:
- - совмещают на такте сжатия рисунок 3 на шкиве с меткой 1 – 5 ЯМЗ – 238 на лимбе;
- - регулируют зазоры клапанов первого и пятого цилиндров;
совмещая на такте сжатия в порядке работы цилиндров (1-5-4-2-6-3-7-8) риску на шкиве с метками 4—2, 6—3 и 7—8 ЯМЗ-238 на лимбе, регулируют клапаны остальных цилиндров.
Штанги толкателей регулировочных клапанов должны свободно вращаться от руки.
Зазор регулируют при помощи регулировочного винта; после регулировки надо надежно закрепить винт гайкой и проверить зазор.
Установка форсунок, топливопроводов и соединительного патрубка.
На двигатель устанавливают комплект форсунок одной группы по распылению.
Группа распылителя наносится на поверхности корпуса форсунки.
Перед установкой форсунок протирают внутреннюю поверхность стаканов, а на распылитель надевают одну уплотнительную медную шайбу.
Форсунки устанавливают таким образом, чтобы уплотнитель штуцера вошел в выемку головки цилиндров.
Скобы крепления форсунок устанавливают на шпильки головки цилиндров, надевают шайбы и навертывают гайки, которые затягивают моментом 50—60 Нм (5—6 кгс м).
Дренажные трубки устанавливают на левую и правую головки цилиндров, предварительно вывернув из форсунок транспортные пробки.
Дренажные трубки крепят к форсункам соединительными гайками и болтами, предварительно подложив шайбы под наконечники трубок и под головки болтов.
Для обеспечения надежного уплотнения во всех случаях надо ориентировать шайбы вершинами конусов от наконечников трубок наружу.
Топливные отводящие топливопроводы устанавливают в развале между цилиндрами и крепят болтами к правой и левой головкам цилиндров.
Для обеспечения более жесткого крепления на каждый топливопровод устанавливают кляммер и крепят его на шпильке фланца левого впускного трубопровода.
Топливопроводы высокого давления крепят на штуцера топливного насоса высокого давления и форсунок в определенной последовательности, соответствующей порядку работы секций топливного насоса высокого давления.
Насос двигателя ЯМЗ-236 имеет порядок работы, соответствующий порядку работы цилиндров двигателя (1 – 4 – 2 - 5—3—6).
Порядок работы секций насоса двигателя ЯМЗ-238 отличается от порядка работы цилиндров этого двигателя.
Если порядок работы цилиндров двигателя 1—5—4—2—6—3—7—8, то секции насоса работают в последовательности 1-3-6-2-4-5-7-8.
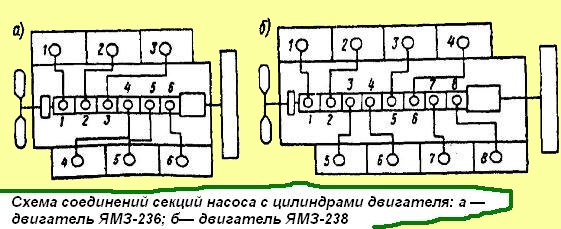
Схемы соединений секций насоса с цилиндрами двигателей ЯМЗ-236 и ЯМЗ-238 показаны на рис. 5.
Соединительный патрубок впускных трубопроводов устанавливают так, чтобы фланец под воздухопровод компрессора был направлен к передней части блока цилиндров.
Патрубок крепят к фланцам впускных трубопроводов, предварительно положив на фланцы прокладки с сетками в сборе и резиновые прокладки и крепят его болтами с надетыми шайбами.
Маслоизмерительный щуп устанавливают в направляющую трубку, предварительно протерев его.
Затем устанавливают крышки го ловок цилиндров, которые крепят винтами на одну - две нитки и снимают двигатель со стенда.
Устанавливают заглушки на технологические отверстия и крепят болтами.
Под заглушки необходимо установить картонные прокладки.
Приработку и испытания двигателей после ремонта выполняют на стендах СТЭ-160-1500 с электротормозами.
На этих стендах можно испытывать двигатели ЯМЗ-236 и ЯМЗ-238 всех модификаций.
Характеристики электротормозов для испытательных стендов приведены в таблице.
Синхронная частота вращения, мин -1
Крутящий момент, Нм (кгсм)
Предельная частота вращения коленчатого вала двигателя при работе в
генераторном режиме с номинальным крутящим моментом, мин-1
Стенд для приработки и испытания двигателя должен иметь оборудование, необходимое для измерения мощности двигателя, частоты вращения коленчатого вала, часового расхода топлива, температуры воды, выходящей из двигателя (из правой и левой водяных труб), температуры масла в поддоне двигателя, давления масла в магистрали, угла опережения впрыска топлива в градусах угла поворота коленчатого вала.
Замер расхода топлива должен производиться на весах с пределом измерения до 15 кг, отсчет времени ведется по секундомеру с ценой деления 0.1 с; замер частоты вращения — ручным тахометром или тахотоскопом с ценой деления не более 10 мин.
Емкость расходного бачка должна быть 10 – 12 л, уровень дна мерного бачка – не ниже 500 мм от оси входного отверстия топливоподкачивающего насоса, внутренний диаметр подводящего и отводящего топливопроводов – не менее 8 мм.
Топливопроводы не должны касаться мерного бачка и должны быть погружены в топливо на глубину не более ⅓ высоты бачка от его днища.
На погруженном конце топливопровода, отводящего топливо от двигателя, устанавливают отражатель, препятствующий прямому направлению струи топлива на днище бачка и способствующий выравниванию температуры топлива в бачке.
Двигатель, устанавливаемый на стенд, должен быть полностью укомплектован (за исключением крыльчатки вентилятора, генератора, компрессора).
На время приработки в поддон двигателя, корпус ТНВД и корпус регулятора заливают дизельное масло до верхних меток указателей уровня масла.
В воздушные фильтры заливается дизельное масло в количестве 1,6 л для двигателя ЯМЗ-236 и 1,4 л для двигателя ЯМЗ-238.
Температуру масла поддерживают при помощи технологических масляных радиаторов (в начале обкатки не ниже 50˚ С).
Приработка и испытание двигателя производится на специальных режимах и включают в себя холодную и горячую обкатку, контрольную приемку.
Холодная обкатка двигателя
Перед пуском стенда коленчатый вал необходимо несколько раз провернуть вручную, чтобы убедиться в исправности двигателя и в правильной его установке на стенде, проверить и при необходимости отрегулировать тепловые зазоры в клапанном механизме.
В процессе обкатки проверяется давление масла в системе, подача масла к подшипникам коромысел и герметичность уплотнения форсунок в головках цилиндров.
Стетоскопом прослушиваются шумы и стуки распределительных шестерен, шатунных и коренных подшипников, поршневых пальцев и поршней.
При обнаружении дефектов обкатка должна быть прекращена, а после устранения продолжена.
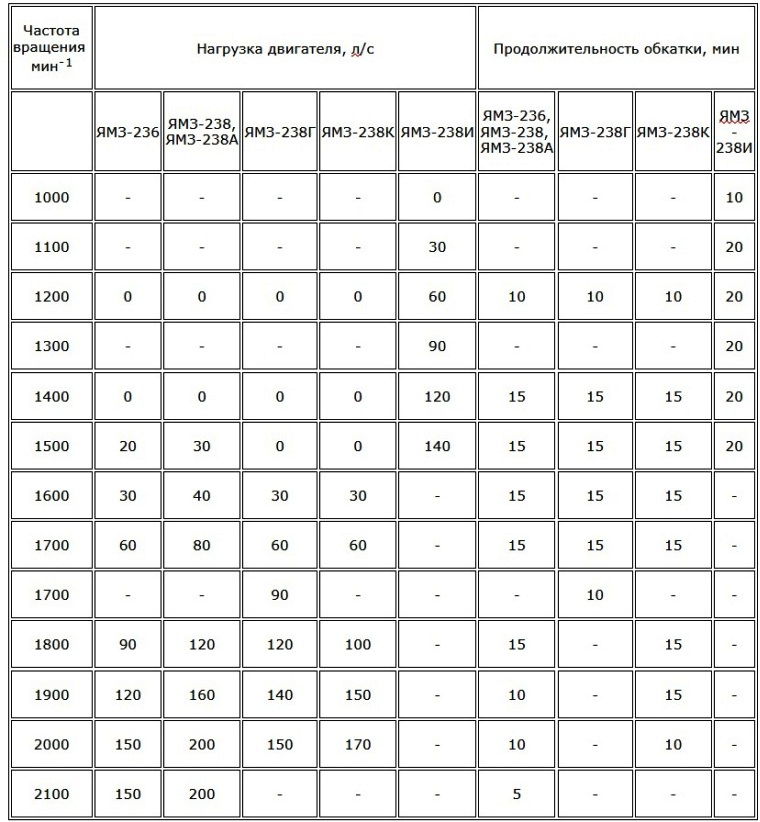
Режим холодной обкатки приведен в таблице.
По окончании холодной обкатки рекомендуется сменить масло в поддоне двигателя и промыть масляные фильтры.
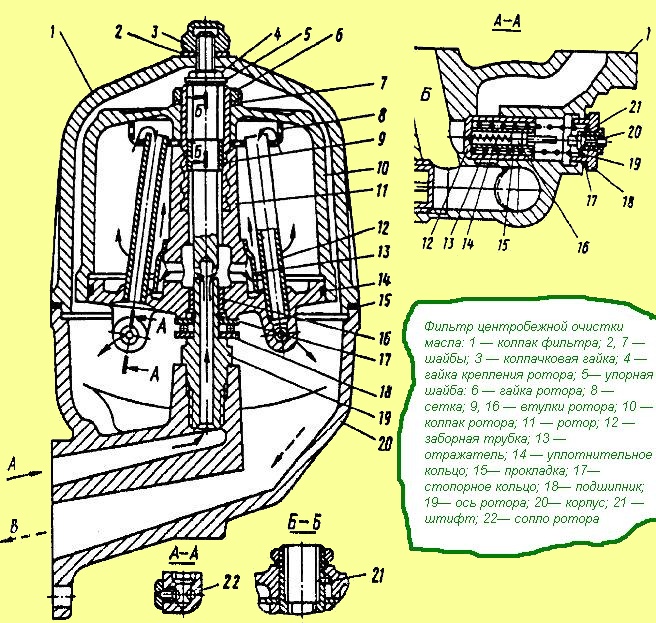
Для промывки ротора центробежного фильтра отвертывают гайку 3 (см. рис. 6) колпака фильтра, снимают колпак 1 и ротор в сборе.
Ротор разбирают, удаляют с колпака 10 и ротора 11 осадок, промывают их В дизельном топливе.
Фильтр собирают в обратной последовательности, проверив состояние прокладки 15, чистоту отверстий сопел 22, состояние шайбы 2 и положение сетки 8.
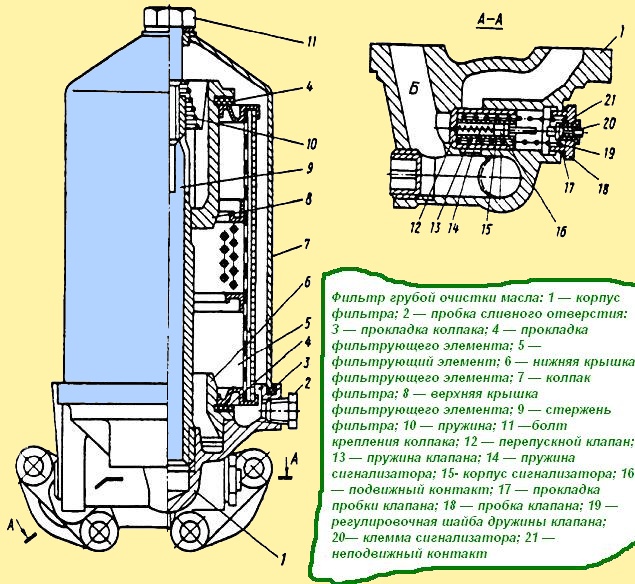
Для промывки фильтра грубой Очистки масла нужно слить масло из Корпуса фильтра через отверстие, закрытое пробкой 2 (см. рис. 7), отвернуть болт 11 крепления колпака Фильтра, снять колпак 7, верхнюю крышку 8и фильтрующий элемент 5.
Снятый с двигателя фильтрующий элемент помешают на 3 ч в ванну с растворителем (бензином или четыреххлористым углеродом).
Через 3 ч элемент промывают мягкой волосяной щеткой, ополаскивают в чистом бензине или четыреххлористом углероде и продувают сжатым воздухом.
На время промывки устанавливаются технологические сменные фильтрующие элементы.
Режим холодной обкатки двигателей
Частота вращения коленчатого вала,
Продолжительность обкатки двигателя, мин
ЯМЗ-236, ЯМЗ-238, ЯМЗ-2З8А, ЯМЗ-238Г, ЯМЗ-238К
Горячая обкатка двигателя
Перед пуском двигателя необходимо отрегулировать угол опережения впрыска топлива.
Для этого проверяют взаимное положение меток на муфте опережения впрыска топлива и ведущей полумуфте валика привода топливного насоса (метки должны быть с одной стороны);
- - снимают трубку высокого давления первой секции ТНВД;
- - на штуцер первой секции насоса устанавливают моментоскоп.
Убедившись, что скоба регулятора находится в положении включенной подачи топлива, прокачивают топливом систему питания двигателя ручным подкачивающим насосом в течение 2—3 мин и вращают коленчатый вал двигателя по часовой стрелке (если смотреть со стороны вентилятора) до появления топлива в стеклянной трубке.
Вращать коленчатый вал можно за болт крепления шкива коленчатого вала или ломиком за отверстия в маховике при снятой крышке люка картера маховика.
Далее выливают излишки топлива из стеклянной трубки, встряхнув ее пальцем, провертывают коленчатый вал против хода примерно на 118 оборота и, медленно проворачивая коленчатый вал по часовой стрелке, внимательно следят за уровнем топлива в стеклянной трубке.
В момент начала движения уровня топлива в трубке прекращают вращение вала и проверяют взаимное расположение меток:
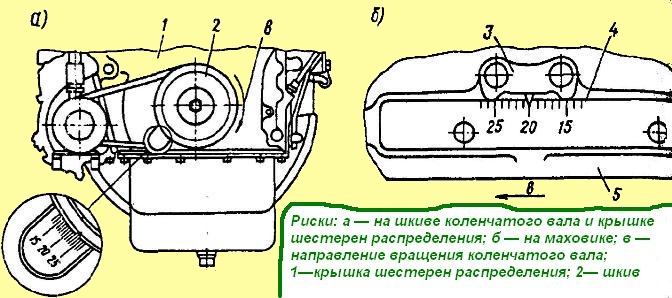
- риска на шкиве коленчатого вала должна находиться против риски с цифрой 20 на крышке 1 шестерен распределения (рис. 8, а) или риска с цифрой 20 на маховике 4 совпадать с указателем 3 на картере маховика (рис. 8, б).
У двигателя ЯМЗ-238К регулировочные риски совмещают с риской 14.
Если в момент начала движения топлива в трубке риски еще не совместились, необходимо, ослабив болты, развернуть муфту валика привода на ее фланце против направления ее вращения, затянуть болты крепления и вновь проверить установку угла опережения впрыска.
Несовпадение рисок должно быть не более одного деления.
Если в момент начала движения топлива в трубке риска уже прошла совмещенное положение, муфту валика привода необходимо развернуть по направлению ее вращения.
Смещение муфты валика привода относительно ее фланца на одно деление соответствует четырем делениям на маховике или крышке шестерен распределения.
После пуска двигателя проверяют герметичность всех соединений топливной системы двигателя.
Температура выходящей из двигателя воды должна быть 75 – 95˚ С, при этом разность температур воды, выходящей из правой и левой труб не должна превышать 5˚ С.
Температуру в указанных пределах рекомендуется поддерживать при помощи технологического радиатора.
Давление масла в магистрали при температуре 80 – 90˚ С должно быть 0,5 – 0,7 МПа (5 – 7 кгс/см 2 ) при номинальной частоте вращения коленчатого вала и не менее 0,1 МПа (1 кгс/см 2 ) при частоте вращения 500 мин -1 .
Выбрасывание и течь масла, воды и топлива, а также прорыв газов в местах соединений не допускаются.
Признаками брака не являются потение, образование масляных пятен и отдельных капель в местах сальниковых уплотнений, с падением не более одной капли в течением 5 мин, при любом режиме работы двигателя;
- - легкое потение без каплеобразования в местах разъемов и соединений;
- - выделение масла и конденсата через отводящую трубку системы вентиляции картера в количестве не более двух капель в 1 мин при номинальной частоте вращения коленчатого вала;
- - выделение топлива через дренажную трубку форсунок в виде капель, а также смеси топлива и масла из дренажной трубки корпуса ТНВд;
- - выделение воды и смазки из дренажного отверстия водяного насоса не более одной капли в 3 мин, а также капель воды при остановке двигателя;
- - незначительное потение без каплеобразования масла через микропоры на кольцевом ребре головки цилиндров.
Допускается выделение в период обкатки из выхлопной трубы отдельных капель топливно-масляной смеси.
Горячая обкатка двигателей производится на режимах, приведенных в таблице
Режим горячей обкатки двигателей
В конце горячей обкатки необходимо проверить и при необходимости подрегулировать мощность двигателя.
Мощность двигателя ЯМЗ-236 при частоте вращения коленчатого вала 2050+15 мин должна быть 178 -5 л. с. при часовом расходе топлива 33 кг/ч, двигателя ЯМЗ-238 — 237-5 л. с. при 44 кг/ч, ЯМЗ-238А — 213-5 л.с. при 39 кг/ч, ЯМЗ-238Г при частоте вращения 1670 мин 1 — 172-5 л. с. и часовом расходе топлива 30,1 кг/ч, ЯМЗ-238И— не менее 160 л. с. при частоте вращения 1500 мин и 27 кг/ч, ЯМЗ-238К — 190-5 л.с. при частоте вращения 2100 мин 1 и часовом расходе топлива 36 кг/ч.
Часовой расход топлива определяют способом трехкратного замера времени расходования 500 г дизельного топлива.
Наибольшая разница повторных измерений должна быть не более ±0,2 с относительно среднего значения времени, полученного в результате всех измерений.
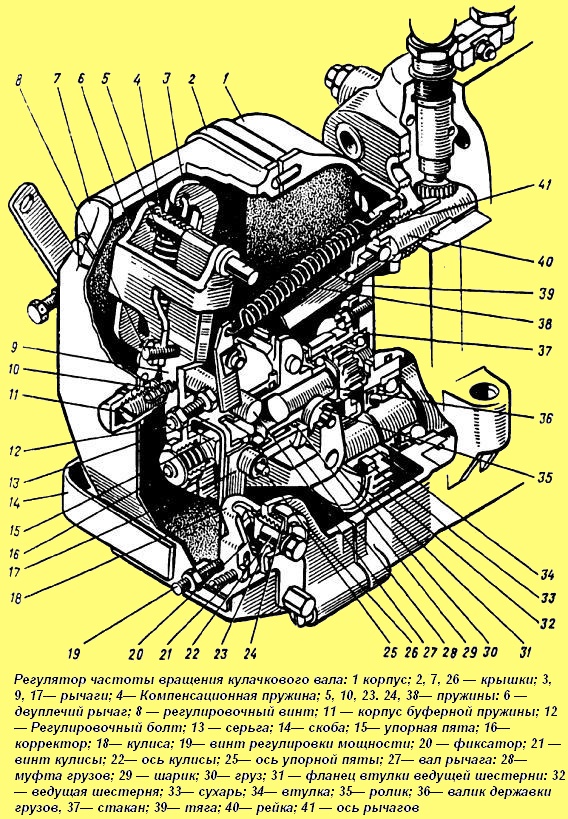
Подрегулировку мощности двигателя производят винтом регулировки мощности 19 (см. рис. 9) при указанной выше для каждого двигателя частоте вращения коленчатого вала и упоре рычага управления регулятором в болт ограничения максимального скоростного режима.
Плавно снизив нагрузку до нуля, регулируют максимальную частоту холостого хода:
- - для двигателей ЯМЗ-236, ЯМЗ-238, ЯМЗ-238А и ЯМЗ-238К — 2200—2275 мин 1 ;
- - для двигателя ЯМЗ-238Г — 1850—1950 мин 1 ;
- - для двигателя ЯМЗ-238И максимальная частота вращения коленчатого вала в режиме холостого хода не должна превышать номинальную частоту вращения более чем на 100 мин.
Проверку максимальной частоты вращения производят при упоре рычага в болт ограничения максимального скоростного режима и вывернутом корпусе буферной пружины на 10—11 мм от торца контргайки.
Если максимальная частота вращения коленчатого вала в режиме холостого хода двигателей ЯМЗ-236, ЯМЗ-238, ЯМЗ-238А и ЯМЗ-238К ниже 2225 мин 1 , определяют точку перегиба скоростной характеристики, которая должна лежать в диапазоне 2100 +50 мин —1
Минимальную частоту вращения коленчатого вала в режиме холостого хода регулируют в пределах 450—550 мин 1 , при упоре рычага управления регулятором в болт.
При ввертывании болта частота увеличивается, при вывертывании уменьшается.
Вначале частоту вращения постепенно уменьшают до появления неустойчивости, а затем корпус буферной пружины ввертывают до повышения частоты вращения на 10— 20 мин 1 .
Двигатель должен устойчиво работать в режиме холостого хода с колебаниями не более 15 мин -1 .
Устойчивость в этом режиме проверяют увеличением частоты вращения коленчатого вала до 1200 – 1300 мин 1 и резком сбросе рычага до упора болт 1.
У двигателя ЯМЗ-238И проверяют величину нестабильности частоты вращения (отклонение от нормальной), которая не должна превышать ± 15мин -1 при 80 лс., 120 лс., и 150 лс.
После этого подтягивают гайки крепления головок цилиндров и при необходимости регулируют зазоры в клапанах.
Снять крышку головки блока цилиндров (650.1003256 - в сборе).
Высвободить жгут форсунок из скобок кронштейна
Отсоединить электропровода от форсунок.
Снять кронштейн жгута форсунок (650.3724126).
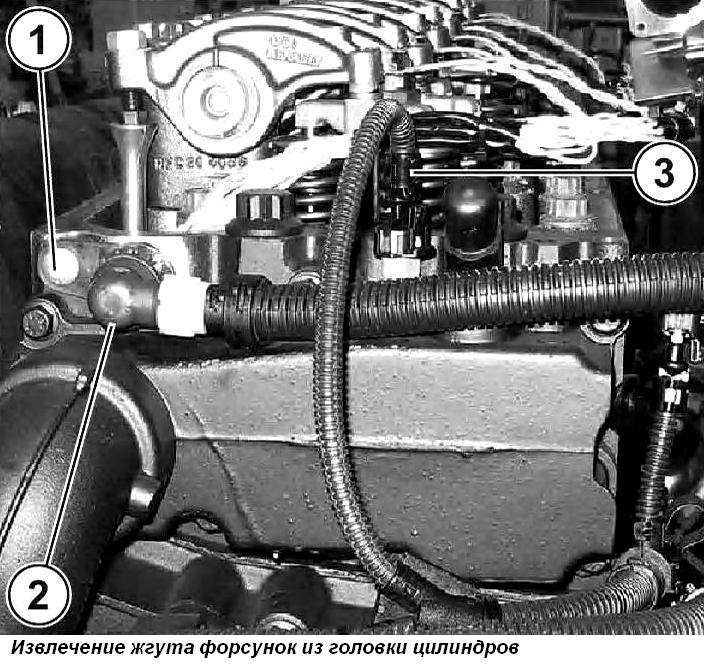
Отключить датчик температуры охлаждающей жидкости (3) (650.1130556) (см. Рис. 1).
Вывернуть винт (1), извлечь 1.-образный адаптер (2) и пучок электропроводов (см. Рис. 21).
Отвернуть болт поворотный (310200) с двумя медными шайбами (312381) крепления трубки слива топлива с головки.
Снять трубку слива топлива (650.1104346).
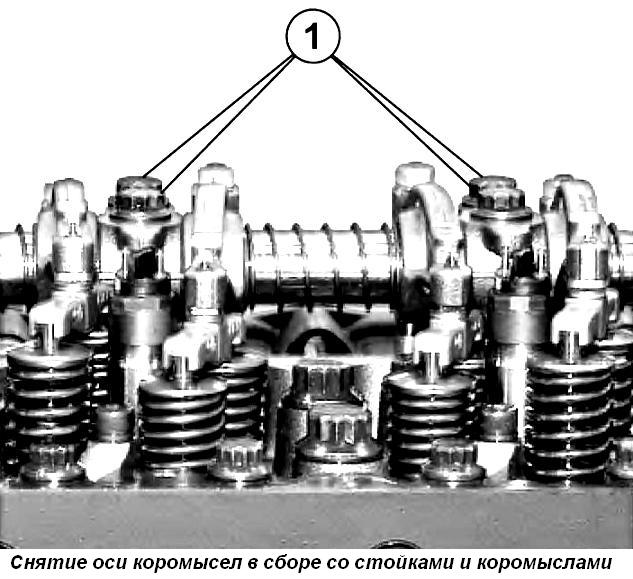
Вывернуть 12 болтов (1) (см. Рис. 2) крепления стоек оси коромысел (650.1007108).
Снять коромысла с осью и стойками в сборе (650.1007088).
Вынуть штанги коромысел (650.1007176).
Разложить детали в нужном порядке.
Вывернуть 14 болтов М20 (650.1003016) и 24 болта М14 (650.1003017) крепления головки блока цилиндров.
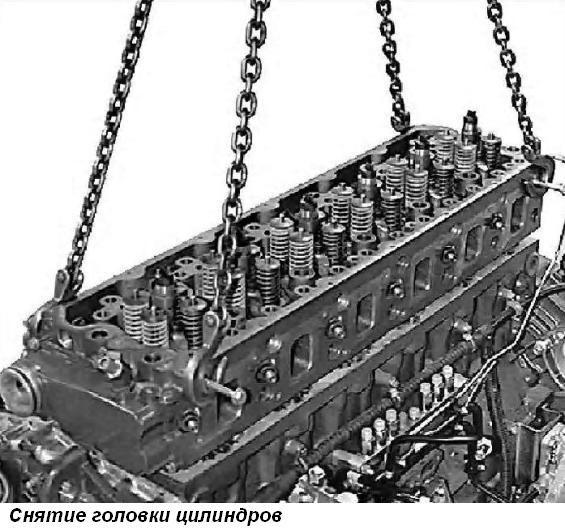
Снять головку блока цилиндров (см. Рис. 3).
Снять прокладку головки блока цилиндров (650.1003210).
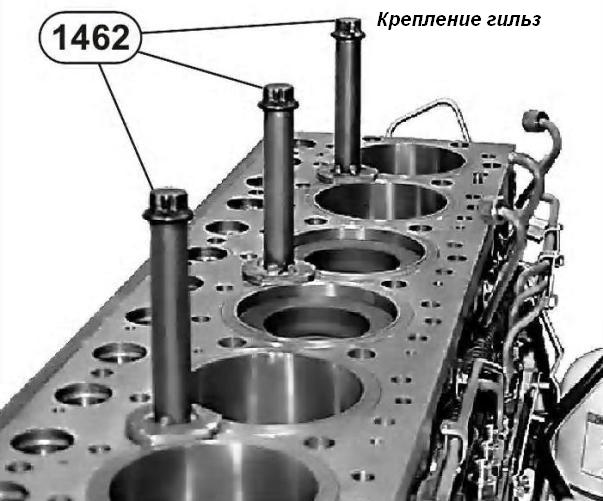
Закрепить гильзы, используя приспособление 1462 (см. Рис. 4).
Установка головки блока цилиндров ЯМЗ-650
1. Установить прокладку головки блока цилиндров таким образом, чтобы отметка производителя была сверху.
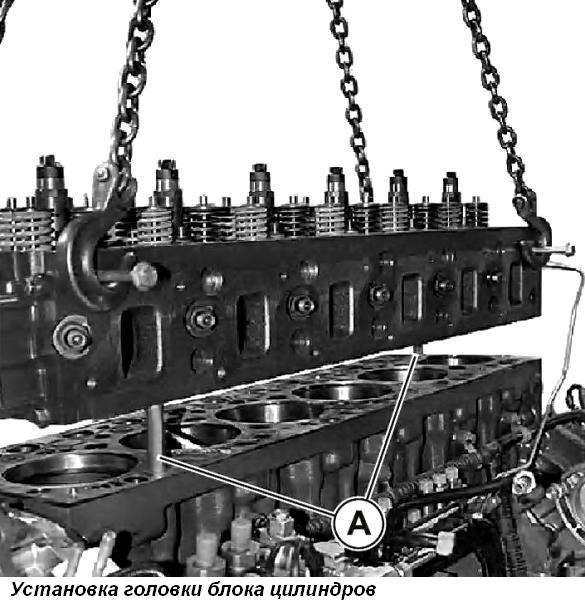
- 2. Проверить наличие центровочных штифтов. (Использовать 2 винта без головок (А) с диаметром 14 мм, длинной 170 мм (см. Рис. 5)).
- 3. Установить головку блока цилиндров.
- 4. Снять винты (А).
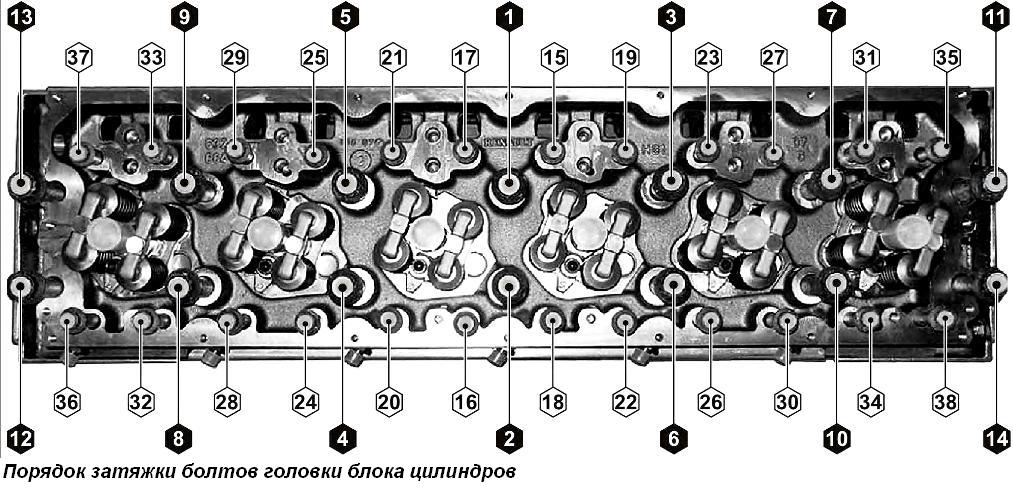
5. Наживить болты крепления головки блока цилиндров и затянуть в порядке, указанном на Рис. 6.
Затяжку производить четырьмя приемами, используя приспособления 2322 + 9777:
- - 1-й прием: болты (1 - 14) М20х1,5 - 215 мм моментом Мкр = 200 Нм;
- - 2-й прием: болты (15 - 38) М14х1,5 - 190 мм моментом Мкр = 120 Нм;
- - 3-й прием: болты М20 ослабить, затем затянуть моментом Мкр = 100 ± 10 Нм и довернуть на угол 180˚ ± 6˚;
- - 4-й прием: болты М14 ослабить, затем затянуть моментом Мкр = 80 ± 10 Нм и довернуть на угол 100˚ ± 6˚.
Выполнив затяжку в указанном порядке, в будущем подтягивать болты запрещено.
- - поскольку новые болты уже смазаны, никакой дополнительной смазки не требуется;
- - при повторном и последующем использовании болтов, смазывать резьбу и под его головкой герметиком “Локтайт 542”.
Установка коромысел с осью и стойками в сборе
- 1. Смазать маслом посадочные поверхности.
- 2. Установить штанги коромысел.
- 3. Убедиться в наличии центровочных штифтов.
- 4. Установить ось коромысел.
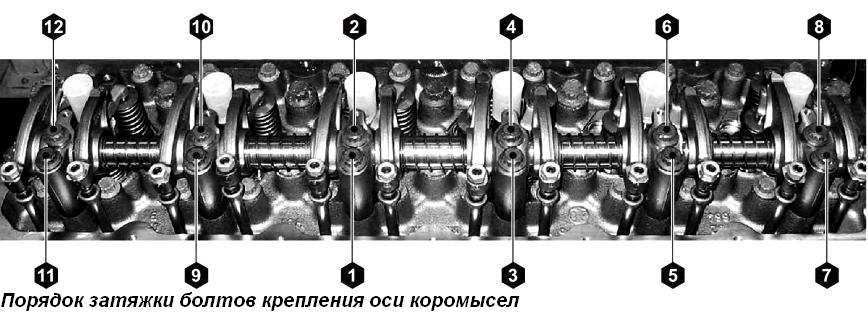
5. Затянуть болты стоек оси коромысел согласно указанному порядку и рекомендуемым моментом (см. Рис. 7):
- - затянуть предварительно, соблюдая порядок затяжки моментом Мкр = 20 ± 4 Нм;
- - затянуть окончательно, соблюдая порядок затяжки моментом Мкр = 40 ± 4 Нм плюс доворот на 90˚ ± 6˚
- - проверить момент затяжки динамометрическим ключом Мкр = 100 ± 10Нм.
Смазка болтов: поскольку новые болты уже смазаны, никакой дополнительной смазки не требуется.
6. Установить кронштейн жгута форсунок, затянув болты его крепления моментом Мкр = 7,5 ± 1,5 Нм.
Регулировка коромысел
Проверку и регулировку зазоров в клапанном механизме проводить на холодном двигателе или не ранее, чем через два часа после его остановки.
Для проверки и регулировки зазоров необходимо установить поршень регулируемого цилиндра в положение верхней мертвой точки (ВМТ) на такте сжатия, когда впускные и выпускные клапаны закрыты.
Проверку и регулировку зазоров рекомендуется проводить в соответствии с порядком работы цилиндров: 1 - 5 - 3 - 6 - 2 - 4.
Нумерация цилиндров ведется от вентилятора.
ВНИМАНИЕ! ВМТ НА ТАКТЕ СЖАТИЯ МОЖНО ОПРЕДЕЛИТЬ ПО СВОБОДНОМУ ПРОВОРАЧИВАНИЮ “ОТ РУКИ” ШТАНГ КОРОМЫСЕЛ ВПУСКНЫХ И ВЫПУСКНЫХ КЛАПАНОВ РЕГУЛИРУЕМОГО ЦИЛИНДРА. ЕСЛИ ШТАНГИ ЗАЖАТЫ И НЕ ПРОВОРАЧИВАЮТСЯ, НЕОБХОДИМО КОЛЕНЧАТЫЙ ВАЛ ПОВЕРНУТЬ НА 360˚ (ОДИН ОБОРОТ).
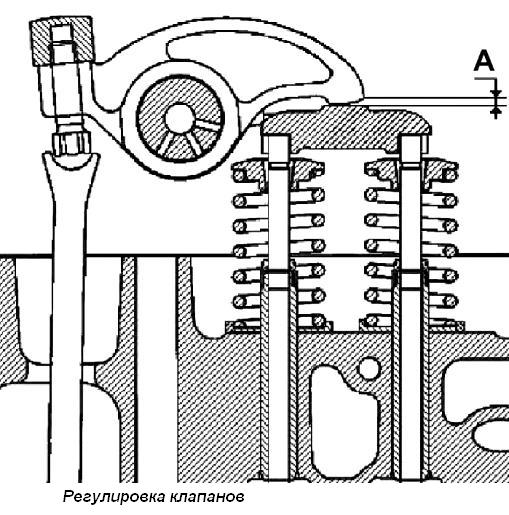
Зазоры проверяются с помощью щупа, который необходимо вставить между носком коромысла и упором траверсы.
Величина зазора “А” (см. Рис. 8) должна быть:
- - на впуске 0,40 ± 0,05 мм,
- - на выпуске 0,70 ± 0,05 мм.
Проверить динамометрическим ключом момент затяжки болтов крепления стоек оси коромысел (на доворачивание) и, если необходимо, подтянуть их.
Момент затяжки должен быть 80 - 100 Нм.
Отрегулировать зазоры в приводе впускных и выпускных клапанов 1-го цилиндра, для чего необходимо:
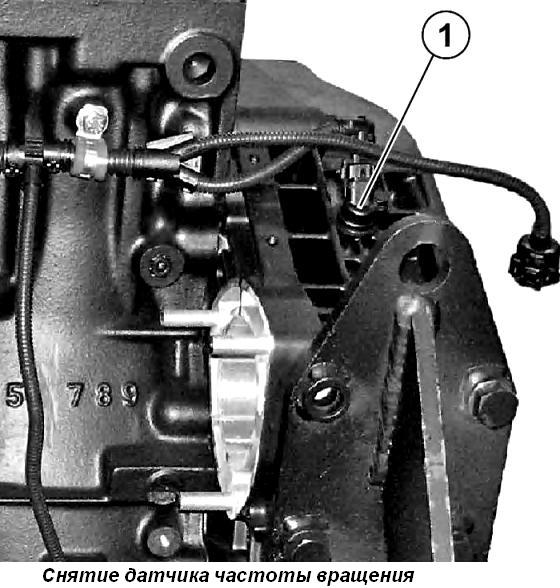
1. Отсоединить и вывернуть датчик частоты вращения двигателя из картера маховика (1) (см. Рис. 9).
При обслуживании каждой форсунке провести проверку и регулировку в следующем порядке:
1 Каждую форсунку отрегулируйте на давление начала впрыскивания:

Регулировку рекомендуется производить на специальном стенде типа КИ-3333, удовлетворяющем ГОСТ 10579-88.
Давление начала впрыскивания форсунок моделей 267-02, 267-10, 261-10(11) регулируется винтом при снятом колпаке форсунки и отвернутой контргайке. При ввертывании винта давление повышается, при вывертывании — понижается.
Давление начала впрыскивания форсунки моделей 204-50, 204-50.01 и 51-01 регулируется с помощью регулировочных шайб. При увеличении их общей толщины давление повышается, при уменьшении — понижается.
2 Проверить герметичность распылителя по запирающему конусу иглы и отсутствие течей в местах уплотнений линии высокого давления. Для этого создать в форсунке давление топлива на 1.1,5 МПа (10.15 кгс/см2) ниже давления начала впрыскивания. При этом в течение 15 секунд не должно быть подтекания топлива из распыливающих отверстий; допускается увлажнение носика распылителя без отрыва топлива в виде капли. Герметичность в местах уплотнений линии высокого давления проверить при выдержке под давлением в течение 2 мин; на верхнем торце гайки распылителя (при установке форсунки под углом 15° к горизонтальной поверхности) не должно образовываться отрывающейся капли топлива.
3 Подвижность иглы проверить прокачкой топлива через форсунку, отрегулированную на заданное давление начала впрыскивания на опрессовочном стенде, при частоте впрыскивания 30-40 в минуту. Допускается подвижность иглы проверять одновременно с проверкой качества распыливания по п.4
4 Качество распыливания проверять на опрессовочном стенде прокачкой топлива через форсунку, отрегулированную на заданное давление начала впрыскивания при частоте 60-80 впрыскиваний в минуту.
Качество распыливания считается удовлетворительным, если топливо впрыскивается в атмосферу в туманообразном состоянии и равномерно распределяется как по всем струям, так и по поперечному сечению каждой струи. Начало и конец впрыскивания при этом должны быть четкими. После окончания впрыскивания допускается увлажнение носика распылителя без образования капли.
Впрыскивание топлива у новой форсунки сопровождается характерным резким звуком. Отсутствие резкого звука у бывших в эксплуатации форсунок не означает снижения качества их работы.
5 Герметичность уплотнения, соединения и наружных
поверхностей полости низкого давления проверять опрессовкой воздухом давлением 0,45±0,05 МПа (4,5±0,5 кгс/см2). Пропуск воздуха в течении 10 секунд не допускается при подводе воздуха со стороны носика распылителя.
6 Герметичность соединений «распылитель-гайка
При закоксовке или засорении одного или нескольких распыливающих отверстий распылителя форсунку разобрать, детали форсунки прочистить и тщательно промыть в
профильтрованном дизельном топливе.
При не герметичности по запирающему конусу распылитель в сборе подлежит замене. Замена деталей в распылителе не допускается.
Разборку форсунки выполнять в следующей последовательности:
Форсунки моделей 267-02, 267-10, 204-50, 204-50.01, 261-10(11):
1 отвернуть колпак форсунки;
2 отвернуть контргайку и вывернуть до упора
3 отвернуть гайку пружины на полтора-два оборота;
4 отвернуть гайку распылителя;
5 снять распылитель, предохранив иглу распылителя от выпадания.
1 отвернуть гайку распылителя;
2 снять распылитель, предохранив иглу распылителя от выпадания.
Перед сборкой распылитель и иглу тщательно промыть в профильтрованном дизельном топливе. Игла должна легко перемещаться: выдвинутая из корпуса распылителя на одну треть длины направляющей, при наклоне распылителя на угол 45° от вертикали, игла должна плавно, без задержек полностью опускаться под действием собственного веса.
Сборку форсунки производить в последовательности обратной разборке. При затяжке гайки разверните распылитель против направления навинчивания гайки до упора в фиксирующие штифты и, придерживая его в этом положении, наверните гайку рукой, после чего гайку окончательно затяните.
Момент затяжки гайки распылителя 70. 80 Н-м (7. 8 кгс-м), штуцера форсунки — 80.100 Н-м (8.10 кгс-м).
После сборки отрегулировать форсунку на давление начала впрыскивания и проверить качество распыливания топлива и четкость работы распылителя.
Установка форсунок или распылителей,
несоответствующих данному двигателю, категорически

Рис. 73. Чистка распыливающих отверстий:
1-распылитель; 2-стальная проволока; 3-зажимной
патрон
Момент затяжки форсунок ямз 236
МОМЕНТЫ ЗАТЯЖКИ ОСНОВНЫХ РЕЗЬБОВЫХ СОЕДИНЕНИЙ ДВИГАТЕЛЕЙ ЯМЗ-238БЕ2, ЯМЗ-238БЕ, ЯМЗ-238Б ЯМЗ-238ДЕ2, ЯМЗ-238ДЕ, ЯМЗ-238Д
Резьбовое соединение Момент затяжки Н·м (кгс·м)
Болты крепления крышек коренных подшипников:
горизонтальные 100–120 (10–12) Болт крепления ступицы коленчатого вала 431–490 (44–50) Болты крепления крышек шатунов 200–220 (20–22)
Болты крепления картера маховика 100–125 (10–12,5)
с пластинами стоп. под два болта 200–220 (20–22)
Болты крепления кронштейна передней опоры
Боты крепления верхней крышки блока
Гайки шпилек крепления головки цилиндров 240–260 (24–26)
Гайки крепления осей коромысел 120–150 (12–15)
Болт скобы крепления стартера 70–90 (7–9)
Болты крепления кронштейнов стартера 45–62 (4,5–6,2) Болты стартера с фланцевым креплением М12 98,1–122,6 (10–12,5) Гайки скоб крепления форсунок 50–62 (5–6,2)
Гайка крепления муфты опережения впрыска 130–150 (13–15) Штуцеры топливного насоса высокого давления 100–120 (10–12) Гайки распылителей форсунок 60–80 (6–8)
Гайка крепл. шестерни распределительного вала 270–300 (27–30)
Гайка крепления ведомой шестерни привода
топливною насоса 140–180 (14–18)
Резьбовые соединения муфты привода топливного насоса высокого давления:
— болты крепления пластин к ведомой
Резьбовое соединение Момент затяжки Н·м (кгс·м)
Гайка оси шкива натяжного устройства привода пневмокомпрессора 120–150 (12–15)
Гайка болта-натяжителя натяжного устройства
привода компрессора 10–20 (1–2)
Гайки регулировочных винтов коромысел 44–56 (4,4–5,6)
Болты крепления масляного насоса 90–100 (9–10)
Пробка сливная масляного картера 140–160 (14–16)
Болты крепления топливного насоса высокого
Гайки топливопроводов высокого давления 18–25 (1,8–2,5)
Болты крепления турбокомпрессора 36–44 (3,6–4,4)
Болты крепления выпускных коллекторов 36–44 (3,6–4,4)
Болты крепления топливопроводов низкого давления:
Болты крепления картера сцепления к картеру коробки передач
Болты крепления картера сцепления к картеру
Болты крепления проставки к картеру
основной коробки 123–157 (12,5–16)
Болты крепления картера демультипликатора к проставке:
предварительная затяжка 20–30 (2–3)
Болты крепления верхней крышки картера основной коробки
Оси вилки переключения демультипликатора 118–128 (12–13)
Болты крепления крышки первичного вала 23,5–35 (2,4–3,6)
Болты крепления муфты зубчатой низшего
диапазона к проставке 49–55 (5–5,6)
Болт крепления фланца выходного вала 431–490 (44–50)
— для коробок передач типа ЯМЗ-238ВМ и ЯМЗ-2381;
Порядок затяжки ГБЦ ЯМЗ 236

Порядок затяжки гбц ямз 236 и усилие производится с помощью динамометрического ключа. Помимо прижатия прокладок. Необходимо учитывать просадку гильз. При неравномерной затяжке. Большая вероятность того что на гильзы будет оказываться неравномерная нагрузка. Одна гильза прижмется сильнее. Другая слабее. В результате одна из гильз просядет.
Cнятие головки ямз 236
Cнятие головки начинается с откручивания водяного коллектора. Впускного коллектора. Топливные трубки. При их снятии необходимо фиксировать удлинители топливных форсунок. Они откручиваются от форсунок. И теряют герметичность. При последующей установке. Возможно просачивание топлива в картер двигателя. Осторожно необходимо откручивать трубку обратки топлива.

Возможна утечка как из под гайки трубки . Так и из под штуцера. Который вворачивается в блок. Особенно необходимо быть острожным при откручивании трубки обратки с форсунок. Трубка лопается в основании штуцера. Если резко провернуть ключ. После того как удалены все трубки. Откручиваются и вынимаются форсунки. Кронштейны коромысел прикручены болтами.

Снятие штанг толкателей может привести к неприятному моменту. Если неосторожно вытаскивать штангу . И она выскочит из рук. То провалиться в картер двигателя . Достать её будет очень тяжело. Многие оставляют штангу там. Она особенно не помешает работе двигателя. Если займет нейтральное положение. Поэтому выниматься штанга должна аккуратно.
Гайки крепления головки желательно откручивать с одним усилием. При помощи динамометрического ключа. Головка массивная. Ослабление одних гаек приведет к увеличению нагрузки на другие. Это может вызвать как просадку гильз. Так коробление самой головки. Лучше открутить её в два приема. Установив на ключе нагрузку в 140 Н*м.
Проверка посадки гильз и плоскости головки
Головка снята. Её необходимо отчистить от нагара. Промыть. Тоже самое необходимо сделать с плоскостью гильз и блока. Важно отчистить поверхности тщательно. Что бы произвести проверку плоскости головки на возможный изгиб. И проверить блок на просадку гильз. Для двигателей ЯМЗ это очень актуальная тема. Гильзы проседают в свои посадочных местах. И проседают на только друг относительно друга. Они садятся на один бок . это практически не видно на глаз.

Линейка хорошо позволяет увидеть, как сидят гильзы. Лечат эту проблему по разному. Все зависит от того на сколько сильно произошла просадка. Иногда помогает установка дополнительного кольца по верхнюю кромку гильзы. Которая упирается в блок двигателя. У кого то получается выровнять гильзу у кого то нет. Лучше это сделать на ремзаводе при помощи расточного станка. Есть специальные приспособления по выравниванию посадочных мест не снимая и не разбирая двигатель до конца.
Посадка гильз в первую очередь влияет на прорыв газов из камеры сгорания. Газы попадают в водяную рубашку. И через расширительный бачок наружу. Или скапливаются в верхней точке водяного коллектора. Образуют воздушную пробку. Первое что происходит. Перестаёт нагреваться радиатор печки. Так пробки газов не позволяют циркулировать жидкости. При э том мотор хорошо работает и не выбрасывает охлаждающую жидкость из расширительного бачка. Это как бы первый звонок. снова придётся снимать головку блока цилиндров. Поэтому лучше сразу проверить перепады и наклон гильз. Для этого можно воспользоваться специальной линейкой. Что бы потом не делать двойную работу.
Установка прокладки
Если с плоскостями всё нормально головки после ремонта можно ставить на место. Предварительно устанавливается прокладка головки блока. На турбированных двигателях помимо основной прокладки предусмотрены фторопластовые кольца. Но их можно установить и на обычные двигателя. Эти кольца помогают выровнять возможные небольшие неровности при посадке гильз. И неровности головки блока. Кольца эти ставятся внутри прокладки . Для этого в кольцах предусмотрен паз по наружной стороне. Его необходимо расширить. Сделать это можно с помощью отвертки. Кольцо вставляется в прокладку.

И затем прокладка со всеми кольцами устанавливается на блок двигателя. При установке прокладки необходимо проверить правильность её установки. Если головка стоит правильно. Отверстия под масляные каналы совпадают с каналами. Луче лишний раз в этом убедиться.
Затяжка головки
Порядок затяжки ГБЦ ЯМЗ 236 предусматривает схема затяжки. То есть затяжка происходит по порядку предусмотренной в схеме. Согласно номерам

Этапы протягивания ГБЦ
Первый раз болты необходимо затягивать от руки. Чтобы головка равномерно выровнялась по плоскости. Усилие прилагать практически не надо. Главное чтобы гайки до крутились до плоскости головки и прижались к ней. При каждом этапе необходимо соблюдать порядок затяжки головки ЯМЗ 236.
Следующий этап необходимо производить уже с динамометрическим ключом. На необходимо выставить незначительное усилие. Скажем в 50 Н*м. Это позволит максимально выровнять плоскость головки. Относительно гильз и блока. Это усилие как бы подстраховывает. В том что головка стоит ровно. И её уже можно начинать притягивать уже с большим усилием.
140 Н*м это промежуточное усилие с которым необходимо протянуть гайки головки блока. Оно даст предварительную просадку гильз. Обтянется прокладка головки блока
240-260 Н*м окончательное усилие протяжки. Очень важно не делать резких усилии на ключ. А плавно проворачивать его до характерного щелчка. Лучше воспользоваться динамометрическим ключом с большим диапазоном усилий. Ключ имеет больший рычаг и им проще работать. Это усилие окончательное. Можно дать головке отстояться некоторое время и ещё раз. Проверить усилие 240-260 Н*м на гайках. До характерного щелчка. Бывает что неровно садиться шайба. Потому что на них появляются проточки от гаек.
Предосторожность при сборке
Головка протянута. Теперь можно устанавливать все на свои места. Как при снятии штанг толкателей. Так и при установке. Необходимо быть очень осторожным. Обязательно нащупать штангой её посадочное место. Оно представляет собой чашку. И в неё очень легко промахнуться. Штанга сама если её вставлять, не придерживая. в чашку не попадет. А провалится в картер двигателя. После того штанги встали на свои места. Прикручиваются кронштейны коромысел вместе с коромыслами. Форсунки крепятся кронштейнами.
Топливные трубки на слив обратки. Необходимо прикручивать аккуратно. Желательно поставить новые уплотнительные шайбы. С новыми шайбами трубки не будут прокручивать при затяжке штуцера. Даже небольшой проворот на форсунке грозит тому что трубка лопнет. При затягивание штуцера трубки в саму головку необходимо убедиться, что затянут штуцер. И при затягивании гайки трубки. Его необходимо придерживать. Чтобы не повредить резьбу. Это соединение очень часто приносит проблему. С подтеканием топлива. Которое попадет в поддон. После чего увеличивается уровень масла в двигателе.После установки всех коллекторов необходимо провести регулировку клапанов.
Проверка герметичности топливных трубок
Перед тем как закрыть клапанную крышку. Следует завести двигатель. Для того чтобы проверить утечку топлива. Смотреть необходимо на все места соединения трубки обратного топлива. Так же смотреть необходимо на все места соединения трубки обратного топлива. Так же необходимо проверить соединения между форсункой и удлинителем. При не правильной затяжке трубок высокого давлении. Проворачивается удлинитель в корпусе форсунки. В результате корпус лопается. Трещина очень мелкая её трудно увидеть. Но топливо через неё будет просачиваться. Это заметить можно.
При работающем двигателе полость головки быстро наполняется маслом. Если не хватило времени все внимательно осмотреть двигатель лучше заглушить . Дождаться пока масло стечет. И снова завести мотор. Процедура не очень приятная. Но после сборки может поднимать уровень масла. Это от того что в него попадает топливо. И попадает оно туда как раз из этих мест. Поэтому лучше сразу лишний раз убедиться.
Если все нормально можно закрывать крышку. При затяжке крышки усилие большое прилагать ненужно. Так как можно выдавить прокладку. Перед установкой обязательно нужно убедиться что прокладки сидит в пазах правильно. Чтобы избежать лишних проблем с подтеканием масла. Установка ГБЦ ЯМЗ на этом закончена . Осталось завести мотор и проверить возможные подтекания . Охлаждающей жидкости. Масла из под прокладки крышки. Порядок затяжки ГБЦ ЯМЗ 236 и усилие с которой она протягивается влияют на дальнейшую работу двигателя. Поэтому важно сделать всё правильно.
Резьбовые соединения муфты привода топливного насоса высокого давления:
— болты крепления пластин к ведомой
Резьбовое соединение Момент затяжки Н·м (кгс·м)
Гайка оси шкива натяжного устройства привода пневмокомпрессора 120–150 (12–15)
Гайка болта-натяжителя натяжного устройства
привода компрессора 10–20 (1–2)
Гайки регулировочных винтов коромысел 44–56 (4,4–5,6)
Болты крепления масляного насоса 90–100 (9–10)
Пробка сливная масляного картера 140–160 (14–16)
Болты крепления топливного насоса высокого
Гайки топливопроводов высокого давления 18–25 (1,8–2,5)
Болты крепления турбокомпрессора 36–44 (3,6–4,4)
Болты крепления выпускных коллекторов 36–44 (3,6–4,4)
Болты крепления топливопроводов низкого давления:
Болты крепления картера сцепления к картеру коробки передач
Болты крепления картера сцепления к картеру
Болты крепления проставки к картеру
основной коробки 123–157 (12,5–16)
Болты крепления картера демультипликатора к проставке:
предварительная затяжка 20–30 (2–3)
Болты крепления верхней крышки картера основной коробки
Оси вилки переключения демультипликатора 118–128 (12–13)
Болты крепления крышки первичного вала 23,5–35 (2,4–3,6)
Болты крепления муфты зубчатой низшего
диапазона к проставке 49–55 (5–5,6)
Болт крепления фланца выходного вала 431–490 (44–50)
— для коробок передач типа ЯМЗ-238ВМ и ЯМЗ-2381;
Моменты затяжки резьбовых соединений ЯМЗ-238
Резьбовое соединение / Момент затяжки Нм (кгс·м)
Болты крепления крышек коренных подшипников:
Горизонтальные 100–120 (10–12)
Болт крепления ступицы коленчатого вала 431–490 (44–50)
Болты крепления крышек шатунов 200–220 (20–22)
Болты крепления картера маховика 100–125 (10–12,5)
с пластинами стопорения под два болта 200–220 (20–22)
с пластиной под все болты 235–255 (24–26)
Болты крепления кронштейна передней опоры двигателя 90–110 (9–11)
Боты крепления верхней крышки блока цилиндров 25–32 (2,5–3,2)
Гайки шпилек крепления головки цилиндров 240–260 (24–26)
Гайки крепления осей коромысел 120–150 (12–15)
Болт скобы крепления стартера 70–90 (7–9)
Болты крепления кронштейнов стартера 45–62 (4,5–6,2)
Гайки скоб крепления форсунок 50–62 (5–6,2)
Гайка крепления муфты опережения впрыска 130–150 (13–15)
Штуцеры топливного насоса высокого давления 100–120 (10–12)
Гайки распылителей форсунок 60–80 (6–8)
Гайка крепления шестерни распределительного вала 270–300 (27–30)
Гайка крепления ведомой шестерни привода топливного насоса 140–180 (14–18)
Резьбовые соединения муфты привода топливного насоса высокого давления:
болты крепления пластин к ведомой полумуфте 32–40 (3,2–4)
Гайка оси шкива натяжного устройства привода пневмокомпрессора 120–150 (12–15)
Гайка болта-натяжителя натяжного устройства привода компрессора 10–20 (1–2)
Гайки регулировочных винтов коромысел 44–56 (4,4–5,6)
Болты крепления масляного насоса 90–100 (9–10)
Пробка сливная масляного картера 140–160 (14–16)
Болты крепления топливного насоса высокого давления 28–36 (2,8–3,6)
Гайки топливопроводов высокого давления 18–25 (1,8–2,5)
Болты крепления турбокомпрессора 36–44 (3,6–4,4)
Болты крепления выпускных коллекторов 36–44 (3,6–4,4)
Болты крепления топливопроводов низкого давления:
Болты крепления картера сцепления к картеру коробки передач 137–157 (14–16)* / 216–245 (22–25)**
Болты крепления картера сцепления к картеру маховика: М12 = 70–80 (7–8)
Болты крепления проставки к картеру основной коробки 123–157 (12,5–16)
Болты крепления картера демультипликатора к проставке:
предварительная затяжка 20–30 (2–3)
окончательная затяжка 79–98 (8–10)
Болты крепления верхней крышки картера основной коробки 35–49 (3,6–5)* / 49–54 (5,0–5,5)**
Оси вилки переключения демультипликатора 118–128 (12–13)
Болты крепления крышки первичного вала 23,5–35 (2,4–3,6)
Болты крепления муфты зубчатой низшего диапазона к проставке 49–55 (5–5,6)
Болт крепления фланца выходного вала 431–490 (44–50)
* — для коробок передач типа ЯМЗ-238ВМ и ЯМЗ-2381;
** — для коробок передач типа ЯМЗ-239.
Моменты затяжек двигателя ЯМЗ
пневмокомпрессора — 120–150 (12–15)
Гайка болта-натяжителя натяжного устройства
привода компрессора- 10–20 (1–2)
Гайки регулировочных винтов коромысел- 44–56 (4,4–5,6)
Болты крепления масляного насоса- 90–100 (9–10)
Пробка сливная масляного картера- 140–160 (14–16)
Болты крепления топливного насоса высокого
давления- 28–36 (2,8–3,6)
Гайки топливопроводов высокого давления- 18–25 (1,8–2,5)
Болты крепления турбокомпрессора- 36–44 (3,6–4,4)
Болты крепления выпускных коллекторов- 36–44 (3,6–4,4)
Болты крепления топливопроводов низкого
давления:
— М 10 20–25 (2–2,5)
— М14 40–50 (4–5)
— М16 48–50 (4,8–6)
Болты крепления картера сцепления к картеру-137–157 (14–16)*
коробки передач — 216–245 (22–25)**
Болты крепления картера сцепления к картеру
маховика М12 — 70–80 (7–8)
Болты крепления проставки к картеру
основной коробки- 123–157 (12,5–16)
Болты крепления картера демультипликатора
к проставке:
— предварительная затяжка 20–30 (2–3)
— окончательная затяжка 79–98 (8–10)
Болты крепления верхней крышки картера- 35–49 (3,6–5)*
основной коробки- 49–54 (5,0–5,5)**
Оси вилки переключения демультипликатора- 118–128 (12–13)
Болты крепления крышки первичного вала- 23,5–35 (2,4–3,6)
Болты крепления муфты зубчатой низшего
диапазона к проставке — 49–55 (5–5,6)
Болт крепления фланца выходного вала- 431–490 (44–50)
Примечание:
* — для коробок передач типа ЯМЗ-238В и ЯМЗ-2381;
** — для коробок передач типа ЯМЗ-239.
Затяжка шатунов ямз 238
Резьбовое соединение / Момент затяжки Нм (кгс·м)
Болты крепления крышек коренных подшипников:
Горизонтальные 100–120 (10–12)
Болт крепления ступицы коленчатого вала 431–490 (44–50)
Болты крепления крышек шатунов 200–220 (20–22)
Болты крепления картера маховика 100–125 (10–12,5)
с пластинами стопорения под два болта 200–220 (20–22)
с пластиной под все болты 235–255 (24–26)
Болты крепления кронштейна передней опоры двигателя 90–110 (9–11)
Боты крепления верхней крышки блока цилиндров 25–32 (2,5–3,2)
Гайки шпилек крепления головки цилиндров 240–260 (24–26)
Гайки крепления осей коромысел 120–150 (12–15)
Болт скобы крепления стартера 70–90 (7–9)
Болты крепления кронштейнов стартера 45–62 (4,5–6,2)
Гайки скоб крепления форсунок 50–62 (5–6,2)
Гайка крепления муфты опережения впрыска 130–150 (13–15)
Штуцеры топливного насоса высокого давления 100–120 (10–12)
Гайки распылителей форсунок 60–80 (6–8)
Гайка крепления шестерни распределительного вала 270–300 (27–30)
Гайка крепления ведомой шестерни привода топливного насоса 140–180 (14–18)
Резьбовые соединения муфты привода топливного насоса высокого давления:
болты крепления пластин к ведомой полумуфте 32–40 (3,2–4)
Гайка оси шкива натяжного устройства привода пневмокомпрессора 120–150 (12–15)
Гайка болта-натяжителя натяжного устройства привода компрессора 10–20 (1–2)
Гайки регулировочных винтов коромысел 44–56 (4,4–5,6)
Болты крепления масляного насоса 90–100 (9–10)
Пробка сливная масляного картера 140–160 (14–16)
Болты крепления топливного насоса высокого давления 28–36 (2,8–3,6)
Гайки топливопроводов высокого давления 18–25 (1,8–2,5)
Болты крепления турбокомпрессора 36–44 (3,6–4,4)
Болты крепления выпускных коллекторов 36–44 (3,6–4,4)
Болты крепления топливопроводов низкого давления:
Болты крепления картера сцепления к картеру коробки передач 137–157 (14–16)* / 216–245 (22–25)**
Болты крепления картера сцепления к картеру маховика: М12 = 70–80 (7–8)
Болты крепления проставки к картеру основной коробки 123–157 (12,5–16)
Болты крепления картера демультипликатора к проставке:
предварительная затяжка 20–30 (2–3)
окончательная затяжка 79–98 (8–10)
Болты крепления верхней крышки картера основной коробки 35–49 (3,6–5)* / 49–54 (5,0–5,5)**
Оси вилки переключения демультипликатора 118–128 (12–13)
Болты крепления крышки первичного вала 23,5–35 (2,4–3,6)
Болты крепления муфты зубчатой низшего диапазона к проставке 49–55 (5–5,6)
Болт крепления фланца выходного вала 431–490 (44–50)
* — для коробок передач типа ЯМЗ-238ВМ и ЯМЗ-2381;
** — для коробок передач типа ЯМЗ-239.
Характеристики двигателей ЯМЗ
Контакты
Директор
Просветов Алексей Владимирович
Тел.: (8552) 331-800
Коммерческий директор
Куликова Т.В.
Тел.: (8552) 331-800, 331-801
Запчасти ЯМЗ и ГТО
Специалист Кадышев И.В.
Тел.: (8552) 331-800
Запчасти МАЗ, УРАЛ , КРАЗ, ПААЗ
Заместитель директора по развитию
Кулыгин В.В.
Тел.: (8552) 331-800, 331-801
Инженер ГТО
Бормотаев Е.Н.
Тел.: (8552) 331-800
Болты крепления крышек коренных подшипников:
Болт крепления ступицы коленчатого вала
Болты крепления крышек шатунов
Болты крепления картера маховика
с пластинами стоп, под два болта
с пластиной под все болты
Болты крепления кронштейна передней опоры двигателя
Боты крепления верхней крышки блока цилиндров
Гайки шпилек крепления головки цилиндров
Гайки крепления осей коромысел
Болт скобы крепления стартера
Болты крепления кронштейнов стартера
Гайки скоб крепления форсунок
Гайка крепления муфты опережения впрыска
Штуцеры топливного насоса высокого давления
Гайки распылителей форсунок
Гайка крепл. шестерни распределительного вала
Гайка крепления ведомой шестерни привода топливного насоса
Резьбовые соединения муфты привода топливного насоса высокого давления
болты крепления пластин к ведомой полумуфте
Гайка оси шкива натяжного устройства привода пневмокомпрессора
Гайка болта-натяжителя натяжного устройства привода компрессора
Гайки регулировочных винтов коромысел
Болты крепления масляного насоса
Болты крепления топливного насоса высокого давления
Гайки топливопроводов высокого давления
Болты крепления турбокомпрессора
Болты крепления выпускных коллекторов
Болты крепления топливопроводов низкого давления
Болты крепления картера сцепления к картеру коробки передач
137 — 157 (14 — 16)*
216 — 245 (22 — 25)**
Болты крепления картера сцепления к картеру маховика: М12
Болты крепления проставки к картеру основной коробки
Болты крепления картера демультипликатора к проставке
Болты крепления верхней крышки картера основной коробки
35 — 49 (3,6 — 5)*
49 — 54 (5,0 — 5,5)**
Оси вилки переключения демультипликатора
Болты крепления крышки первичного вала
Болты крепления муфты зубчатой низшего диапазона к проставке
Болт крепления фланца выходного вала
Примечание :
* — для коробок передач типа ЯМЗ-238ВМ и ЯМЗ-2381;
** — для коробок передач типа ЯМЗ-239.
Моменты затяжки основных резьбовых соединений двигателей семейства ЯМЗ-530 CNG.
КРЕПЕЖ ГОЛОВКИ ЦИЛИНДРОВ.
На рисунке приведен порядок затяжки болтов крепления головки цилиндров. Предварительно установленные болты подтянуть от руки. Далее болты крепления головки цилиндров затягиваются в три приема. После первого приема рекомендуется на головки болтов нанести метки фломастером по металлу, обращенные в сторону выпуска:
- 1 прием – болты затянуть моментом 100±10 Н·м (10±1 кгс·м).
- 2 прием – болты довернуть на 180º±5º.
- 3 прием – болты довернуть на 90º±5º.
ВНИМАНИЕ! ПОСЛЕ ЗАТЯЖКИ БОЛТОВ КРЕПЛЕНИЯ ГОЛОВКИ ЦИЛИНДРОВ, ВЫПОЛНЕННОЙ В ТРИ ПРИЕМА, ДАЛЬНЕЙШЕГО КОНТРОЛЯ ЗАТЯЖКИ БОЛТОВ В ЭКСПЛУАТАЦИИ НЕ ТРЕБУЕТСЯ.
Порядок затяжки болтов крепления головки блока цилиндров.
КРЕПЕЖ КРЫШКИ ГОЛОВКИ ЦИЛИНДРОВ.
На рисунке приведен порядок затяжки болтов крепления крышки головки цилиндров.
Затяжку болтов крепления крышки головки цилиндров производить в два приема:
- 1 прием – болты крышки завернуть от руки на 2…3 нитки;
- 2 прием – болты крышки, начиная со средних, последовательно перемещаясь в обе стороны, затянуть моментом 7,84 – 9,8 Н·м (0,8 – 1,0 кгс·м).
Порядок затяжки болтов крепления крышки головки цилиндров.
Читайте также: