
Как выставить метки грм на газель 402 двигатель
Порядок регулировки клапанов двигателя ЗМЗ 402 — Ремонт своими руками
- Подготовка к регулировке клапанов
- Регулировка клапанов ГАЗ 402
- Нюансы регулировки клапанов на автомобилях ГАЗ
Клапана представляют собой важную составляющую газораспределительного механизма. Регулировка клапанов – одна из базовых настроек двигателя, от которой зависит срок эксплуатации различных деталей ГРМ. В случае неправильной регулировки повышается расход топлива, а работа мотора становится более шумной.
Если движок плохо запускается на холодную, свечи заливает, а во время работы силового агрегата вы слышите своеобразный звон, необходимо регулировать зазоры клапанов. Сегодня мы поможем вам понять, как выполняется регулировка клапанов на 402 двигателе, которым оснащены многие автомобили Газель. Для выполнения процедуры необходимо подготовить комплект щупов, ключ для храповика коленвала, а также прокладку крышки ГБЦ (отдельно о замене прокладки головки блока цилиндров мы уже писали). Регулировка клапанов 402 двигателя должна осуществляться исключительно на холодном моторе. Последовательность регулировки по цилиндрам выглядит так: 1-2-4-3. На 1-м и 4-м цилиндрах оптимальный зазор клапанов выпуска равен 0,35-0,4 миллиметра, а для других цилиндров он должен составлять 0,4-0,45 миллиметра.
Подготовка к регулировке клапанов
Охладить мотор, подождав несколько часов после его последнего запуска. Отключить клеммы от АКБ. Снять воздушный фильтр (отсоединить крышку фильтра, снять элементы крепления, вентиляционный патрубок картера, а также шланг вакуумного регулятора трамблера). Демонтировать корпус воздушного фильтра. Отключить от карбюратора авто тяги дроссельной и воздушной заслонок. Открутить крышку клапанов и вытащить её.
Регулировка клапанов ГАЗ 402
Мотор ЗМЗ-402 производится с 1985 года, впервые он появился на переходных моделях ГАЗ 24М. Он также широко используется
на Газелях. Восьмиклапанный двигатель имеет нижнее расположение распредвала и верхнее расположение клапанов, в его газораспределительном механизме присутствуют следующие детали:
- распределительный вал, он вращается в пяти опорах блока цилиндров;
- распредшестерня, передает движение от коленвала распределительному валу;
- 8 толкателей, приводятся в движение кулачками распредвала;
- 8 алюминиевых штанг;
- ось коромысел, на которой находится сами коромысла (8 шт.) с регулировочными винтами;
- выпускные и впускные клапана, расположенные в головке блока цилиндров.

Когда распределительный вал вращается, происходит поднятие и опускание клапанов в головке блока. Точно так же, как и все другие современные двигатели, ЗМЗ-402 работает по четырехтактной схеме:
- сначала в ДВС происходит впуск, топливовоздушная смесь заполняет цилиндр;
- затем в цилиндре совершается сжатие смеси, и она поджигается искрой от свечи зажигания;
- происходит рабочий ход;
- последний этап в процессе – выпуск отработанных газов.
Когда совершается сжатие, оба клапана закрыты и герметичны – регулировку клапанов выполняют именно в таком положении. Чтобы камера сгорания была герметичной в момент сжатия, между штоком клапана и коромыслом должен быть тепловой зазор – если его не будет, при расширении металла на горячем двигателе клапан не будет герметично прилегать к посадочному месту (седлу), мотор может потерять мощность, а в некоторых случаях и вовсе не будет запускаться.
Клапана на ЗМЗ-402 можно регулировать двумя способами. В первом варианте регулировка производится следующим образом (в качестве примера возьмем автомобиль ГАЗ 24):
- останавливаем двигатель, выключаем зажигание, ставим машину на нейтральную передачу;
- открываем капот, снимаем корпус воздушного фильтра;
- снимаем клапанную крышку, она держится на шести болтах;
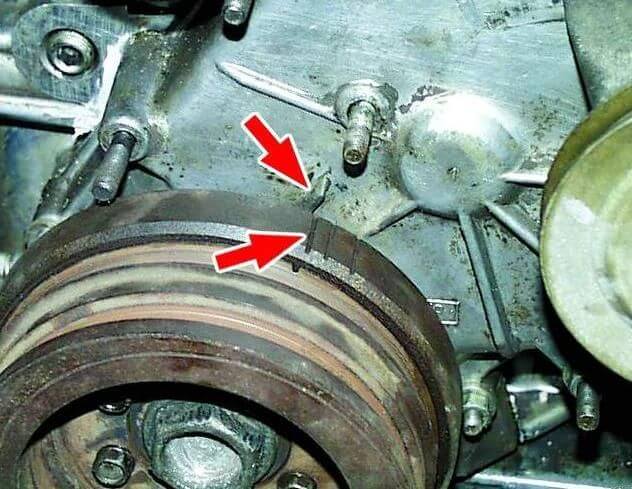
- прокручиваем коленвал, выставляем по меткам первый цилиндр. Метка находится на переднем шкиве коленвала;
- следует отметить, что метки на шкиве могут совпадать при ВМТ (верхней мертвой точки) 1-го и 4-го цилиндров, и если клапана 1-го цилиндра при этом зажаты, а у четвертого свободны, значит, метки совпали с 4-ым цилиндром, а не с 1-ым. Это можно легко проверить – снять крышку трамблера и посмотреть, куда смотрит бегунок;
- регулируем оба клапана на первом цилиндре (зазор 0,3 мм), проворачиваем пол-оборота двигателя по часовой стрелке (метки должны находиться внизу)
- регулируем оба клапана на втором цилиндре;
- проворачиваем еще пол-оборота (метки снова наверху и совпадают), регулируем клапана 4 цилиндра;
- делаем еще половину оборота коленвала (метки опять внизу) и производим регулировку на третьем цилиндре.
Закрываем клапанную крышку, запускаем двигатель и проверяем, как работает мотор. Регулировку клапанных зазоров на всех автомобилях ГАЗ производят с помощью специальных щупов, обычно они собраны в одном наборе.
Есть такое понятие как перекрытие клапанов, и при свободных клапанах первого цилиндра (в ВМТ) будут зажаты оба клапана 4-го цилиндра, а вот на втором и третьем по одному клапану останутся свободными. Поэтому регулировку можно сделать за два проворачивания коленчатого вала:
- выставляем ВМТ первого цилиндра, регулируем клапана 1-2-4-6, считая их от передней части мотора;
- делаем оборот коленвала и регулируем все остальные клапана (3-5-7-8).
Величина зазоров в приводе клапанов:
| Номер цилиндра | Клапан | Величина зазора, мм |
| 1 | Впускной Выпускной | 0,40 – 0,45 0,35 – 0,40 |
| 2 | Впускной Выпускной | 0,40 – 0,45 0,40 – 0,45 |
| 3 | Впускной Выпускной | 0,40 – 0,45 0,40 – 0,45 |
| 4 | Впускной Выпускной | 0,40 – 0,45 0,35 – 0,40 |
Момент затяжки ГБЦ и других соединений двигателя ЗМЗ 402 (ЗМЗ 4021)
Нюансы регулировки клапанов на автомобилях ГАЗ
Клапана не всегда поддаются регулировке, в некоторых случаях стук остается даже при установке рекомендуемых зазоров. Причин такого явления может быть несколько:
— изношены кулачки распредвала;
— ось, на которой стоят коромысла, имеет выработку;
— носики коромысел неравномерно сработались;
— сработались сухари пружин.
Если на пяточках коромысел есть выработка, хорошо отрегулировать клапана с помощью щупов не получится, в таком случае следует пользоваться индикатором.

Когда есть дефекты на кулачках распредвала, избавиться от клапанного стука не получится, даже если делать регулировку с помощью индикатора. В этом случае требуется только замена распределительного вала, и никакие регулировки здесь не помогут. Если сработались сухари пружин, отрегулировать зазоры также не удастся, так как коромысла будут упираться не в клапан, а в чашку клапанной пружины. Этот дефект можно устранить установкой новых сухарей.
Инстукция по замене масла в двигателе ЗМЗ 402
ГАЗ 31 Eazy29 › Бортжурнал › Замена шестерни распредвала ЗМЗ 402
Долгое время меня беспокоила проблема не ровной работы двигателя на холостых оборотах, а именно вибрации двигателя, передающиеся на кузов. Настройка карбюратора, зажигания, клапанных зазоров, переборка привода и трамплера ощутимых результатов не давали — на низких оборотах двигатель трясся как эпилептик, притом с повышением оборотов вибрации пропадали. Ну а раз я полез менять поддон, то решил снять переднюю крышку и заменить шестерню распредвала. Каких-либо особых премудростей в замене шестерни нет. Снимаем шкив с коленвала, откручиваем болт-храповик, съемником стягиваем ступицу шкива, стараясь не потерять шпонку, откручиваем переднюю крышку, снимаем маслоотражатель и наблюдаем наши шестерни.
Накручиваем обратно храповик и крутя его ключом на 46 заранее выставляем метки на шестернях. Это нужно сделать что бы было легче устанавливать новую шестерню. Откручиваем болт крепления шестерни распредвала и съемником снимаем ее. А теперь настает момент истины: берем новую шестерню и старую и сравниваем положение меток на них, совместив пазы под шпонки. Новую шестерню я купил производства фирмы АДС, черную, армамид, п/н 42000.0417-00-1006020-02
К чести фирмы АДС, могу сказать, что это единственный производитель запчастей, которому я на 100% доверяю и детали их производства не нуждаются в доработке напильником, в отличии от всех других известных мне производителей запчастей на 402 моторы. Данная шестерня так же показала себя с лучшей стороны. К ее качеству никаких претензий. Приложив старую и новую шестерни друг к другу, я увидел что метки расходятся ровно на один зуб. Данное обстоятельство меня очень смутило, пришлось порыться в своих ящиках и найти еще одну б/у шестерню с 402 мотора. Итогом оказалось, что на моей старой шестерне, которая стояла на моторе, метка выставлена не верно, либо же это шестерня предназначалась для УАЗов или ЗМЗ 21. Поставив новую шестерню на мотор, я решил его завести, не собирая переднюю крышку дабы проверить правильность установки. Надо сказать что результат меня очень порадовал — моментальный старт двигателя от поворота ключа, тихая и ровная работа мотора, и полное отсутствие вибраций. Моей радости не было предела, я наконец-то поборол тряски мотора на холостых. Мотор стал работать так хорошо, что не хотелось его глушить) Правда за это время работы без передней крышки маслом, подающимся на шестерни успело залить всю подкапотку.
Убрав брызги масла я занялся передней крышкой. Отмыл ее и заменил передний сальник коленвала. Сальник использовал Victor Reinz п/н 803697800
, к слову сказать аналогичный сальник от Erling
446.602
не имеет металлической оправки и поэтому болтается в посадочном месте как г-но в проруби.
Затем я заменил все шпильки и болты крепления передней крышки и занялся ее установкой. Тут важно не упустить один момент — сальник, а с ним и вся крышка центруется относительно ступицы шкива коленвала. Т.е. сначала наживляем крышку на свое место, но не притягиваем, напрессовываем ступицу, выставляем по ней крышку и только после этого производим затяжку гаек, ее крепящих к блоку. Пару слов о напрессовке ступицы шкива: бить по ней молотком, а значит и по коленвалу крайне не рекомендую. Я напресовывал с помощью болта М24х2х80 и набора шайб. Подробнее о методике напрессовки ступицы можно почитать у Mortis’а. Только от себя отмечу, что греть ступицу вовсе не обязательно, посадка там не такая жесткая, я горячей ступицей можно запросто повредить сальник.
Подведя итог, хочу заметить, что наибольшее влияние на поведение двигателя оказывает работа системы ГРМ. Поэтому есть смысл потратить несколько дней на замену шестерни, мотор ответит вам благодарностью и тихой работой)
Регулировка клапанов 402 двигатель ЗМЗ
Несмотря на то, что ЗМЗ-402 давно снят с производства, он пользуется большой любовь российских автолюбителей. Не слишком прожорливый, он отличается потрясающей ремонтопригодностью даже по сравнению с любыми моторами ВАЗ, а его крутящего момента и мощности вполне достаточно не только для Волги, но и для достаточно тяжелой Газели. В этой статье мы расскажем о том, в каком порядке регулируют клапаны этого мотора и откроем некоторые секреты, которые позволят вам улучшить его работу.

Периодичность процедуры
Несмотря на потрясающую ремонтопригодность, по своим техническим характеристикам ЗМЗ-402 получился не слишком удачным. Нижнее расположение распредвала, наличие длинных тяг толкателей, да не слишком высокое качество деталей, все это увеличивает вибрационную нагрузку на газораспределительный механизм, а значит, сокращает временной промежуток между регулировками. Если мотор используется бережно, без работы под максимальной нагрузкой и резких стартов, то регулировку необходимо проводить каждые 15 тысяч километров. Если же водитель любит быстрые старты, езду на малой скорости и высоких передачах, а также вынужден возить тяжелые грузы или ездить по горам, то пробег сокращается до 10 тысяч километров. Если же вы используете не соответствующий головке блока цилиндров (ГБЦ) бензин, то вне зависимости от настроек зажигания клапаны необходимо регулировать через 5–6 тысяч километров. Это позволит снизить вероятность прогара клапанов и потери компрессии.

Инструменты для работы
Чтобы отрегулировать тепловые зазоры клапанов ЗМЗ-402 вам потребуются:
- ключ-трещотка с удлинителем и длинной головкой на 10 мм;
- рожковые и накидные ключи на 8, 10, 11, 12, 13 и 14 мм;
- свечной ключ;
- мощная плоская отвертка;
- крестовая отвертка;
- молоток;
- универсальный щуп;
- чистая тряпка.

Величина тепловых зазоров
В официальном руководстве по обслуживанию ЗМЗ-402 тепловые зазоры впускных и выпускных клапанов определены в 0,40 мм. Однако такая регулировка подходит лишь для Газелей, которые постоянно возят тяжелые грузы. Из опыта известно, что уменьшение теплового зазора до 0,25–0,3 на впускных и выпускных клапанах позволяет увеличить приемистость и тяговитость двигателя, а также снизить расход топлива. Однако, это касается лишь спокойной езды. Если вы любите ездить быстро, резко стартуете или часто ездите по горам, то зазоры необходимо увеличить до 0,30–0,35, а в особо тяжелых случаях до 0,40.
Также необходимо увеличить зазоры до 0,40, если ГБЦ под 92-й бензин, а вы ездите на 76-м(80-м). И наоборот, если головка под АИ-76 (АИ-80), а вы заливаете АИ-92. Если же ГБЦ под 92-й бензин, а вы ездите на сжиженном природном газе (СПГ), то зазор должен быть 0,35 для впускных клапанов и 0,40–0,45 для выпускных. Использовать газ с ГБЦ под 76-й бензин нельзя, быстро прогорят поршня и клапаны.
Как выставить метки на этом двигателе, и как отрегулировать клапана, зазор, последовательность!
Здравствуйте, хотелось бы знать как правильно измерить расстояние от торца клапана, прижатого к седлу, до оси распределительного вала? Двигатель 405, Газель.
Хочу поднять немного мощи. Нужно ли менять звезды и будет ли толк от этого.
ЗМЗ406, карбюратор. После замены клапанов и гидриков начались хлопки в карбюратор. ХХ нет, набор оборов вялый.
Всё будет хорошо!
А мотор какой? У 402-го литраж 2,4, у 406-го 2,2л. А 2,5 — это какой двигатель? Дизель, бензин, карбюратор, инжектор? Опять урок не выучил. Даю подсказку — наверное 405-тый, а вдруг ошибаюсь. Но если 405-тый, то разве там не гидротолкатели?
Был полезен мой ответ. Тогда жмите стрелку вверх ^. Ну лайк
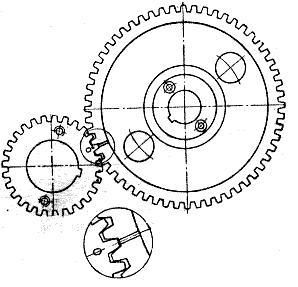
Вы о 402? Не понятно если вы о ГРМ метках, то это совмещение валов, все просто. Вот на фото.

А если вы о метке ВМТ чтоб регулировать клапана. То устанавливаем поршень первого цилиндра в ВМТ. Для этого повернуть коленчатый вал так, чтобы третья метка на шкиве совместилась с приливом на крышке распределительных звездочек. После этого снять крышку распределителя и проверить, чтобы бегунок стоял в положении контакта 1-го цилиндра. В противном случае провернуть коленвал на один оборот. Оба клапана первого цилиндра должны быть закрыты.
Понятно надеюсь, то бишь должно быть ВМТ это чтоб метка на шкиве коленвала совмещена с меткой на крышке, а коромысла чтоб на первом цилиндре клапана должны быть закрыты. Надеюсь понимаете как это. Регулировка начинаем с этого положения ВМТ. Регулируем клапана на первом цилиндре то бишь 1-й и 2-й клапан. Далее проворачиваем коленвал на 180 гр. Регулируем клапана 2-го цилиндра. Далее коленвал на 180 гр. регулируем 4-й цилиндр. Далее коленвал на 180 гр. Регулируем 3-й цилиндр. Зазоры ниже.
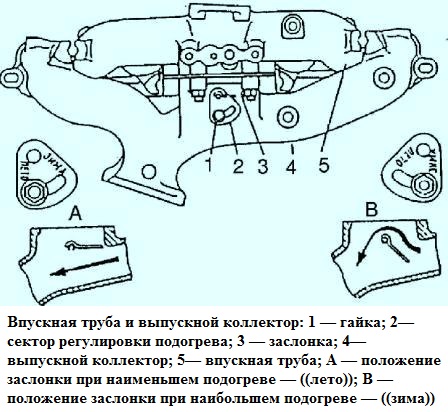
Впускная труба изготовлена из алюминиевого сплава, выпускной коллектор прилегающий к головке цилиндров обработан в сборе с неплоскостностью 0,2 мм, поэтому разборка узла без необходимости нежелательна
Средняя часть впускной трубы подогревается отработавшими газами, проходящими по выпускному коллектору
Степень подогрева можно регулировать вручную при помощи поворачивающейся заслонки 3 в зависимости от сезона.
При повороте сектора 2 в положение, при котором метка ((зима)) находится против стопорной шпильки, подогрев смеси наибольший; при повороте в положение метки лето подогрев наименьший.
Распределительный вал — чугунный, литой со стальной шестерней привода масляного насоса и датчика-распределителя зажигания; имеет пять опорных шеек разных диаметров (для удобства сборки):
- первая — 52 мм, вторая — 51 мм, третья — 50 мг четвертая — 49 мм, пятая — 48 мм.
Шейки опираются непосредственно на поверхность расточек в алюминиевом блоке цилиндров.
Рабочая поверхность кулачков и эксцентрика привода топливного насоса отбелена до высокой твердости при отливке распределительного вала.
Зубья шестерни привода масляного насоса закалены.
Профили впускного и выпускного кулачков одинаковы.
Кулачки по ширине шлифованы на конус.
Коническая поверхность кулачка в сочетании со сферическим торцом толкателя при работе двигателя сообщает толкателю вращательное движение. Вследствие этого износ направляющей толкателя и его торца делается равномерным и небольшим.
Впускная труба и выпускной коллектор 1-го и 4-го цилиндров соединены между собой в один узел через прокладку четырьмя болтами.
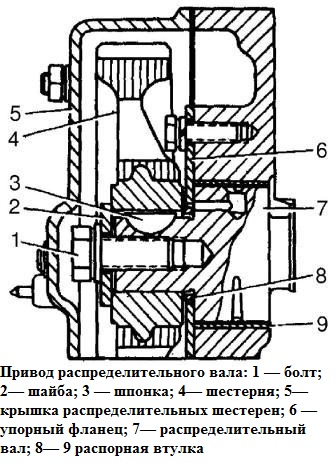
Распределительный вал 7 приводится во вращение от коленчатого вала косозубой шестерней 4. На коленчатом валу находится стальная шестерня с 28 зубьями, а на распределительном валу — текстолитовая шестерня с 56 зубьями.
Применение текстолита обеспечивает бесшумность работы шестерен.
Обе шестерни имеют по два отверстия с резьбой М8х1 25 для съемника.
Распределительный вал вращается в 2 раза медленнее коленчатого.
От осевых перемещений распределительный вал удерживается упорным стальным фланцем 6, который расположен между торцом шейки вала и ступицей шестерни с зазором 01—0,2 мм.
Осевой зазор обеспечивается распорным кольцом 8, зажатым между шестерней и шейкой вала. для улучшения приработки поверхности упорного фланца фосфатированы.
Шестерня закреплена на распределительном валу при помощи шайбы 2 и болта 1 с резьбой М12х1,25. Болт ввертывается в торец вала.
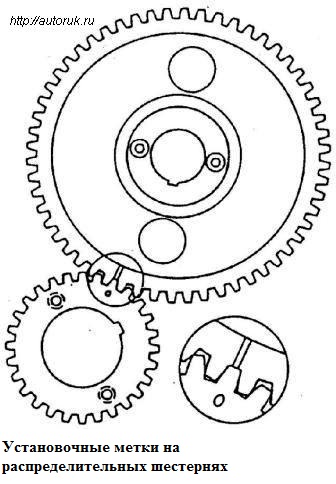
На шестерне коленчатого вала против одного из зубьев нанесена метка а против соответствующей впадины шестерни распределительного вала нанесена риска или засверловка.
При установке распределительного вала эти метки должны быть совмещены.
Распределительный вал обеспечивает следующие фазы газораспределения: впускной клапан открывается с опережением на 12° до прихода поршня в ВМТ, закрывается с запаздыванием на 60° после прихода поршня в НМТ, выпускной клапан открывается с опережением на 54° до прихода поршня в НМТ и закрывается с запаздыванием на 18° после прихода поршня в ВМТ.
Указанные фазы газораспределения действительны при зазоре между коромыслом и клапаном, равном 0,5 мм.
Коромысла клапанов 8 одинаковые для всех клапанов, стальные, литые
В отверстие ступицы коромысла запрессована втулка, свернутая из листовой оловянистой бронзы.
На внутренней поверхности втулки сделана канавка для равномерного распределения масла по всей поверхности и для подвода его к отверстию в коротком плече коромысла.
Длинное плечо коромысла заканчивается закаленной цилиндрической поверхностью, опирающейся на торец клапана 2, а короткое плечо — резьбовым отверстием для регулировочного винта.
Регулировочный винт 9 имеет шестигранную головку со сферическим углублением для штанги, а с верхнего конца — прорезь для отвертки.
Сферическое углубление соединено сверлеными каналами с проточкой на резьбовой части винта.
Проточка на винте находится напротив отверстия в плече коромысла, т. е. примерно посередине высоты резьбовой бобышки короткого плеча коромысла.
Масло в этом случае беспрепятственно проходит из канала коромысла в канал винта.
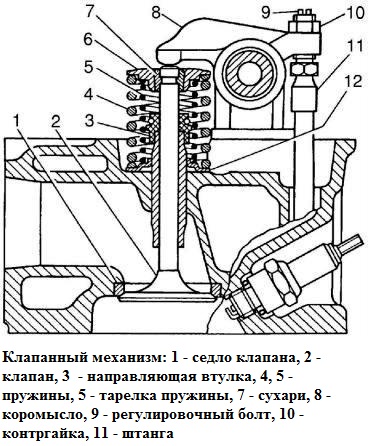
Регулировочный винт стопорится контргайкой 10.
Коромысла - установлены на полой стальной оси, которая закреплена на головке цилиндров при помощи четырех основных стоек из высокопрочного чугуна, двух дополнительных стоек из ковкого чугуна и шпилек, пропущенных через стойки.
Четвертая основная стойка на плоскости, прилегающей к головке цилиндров, имеет паз, через который подводится масло из канала в головке в полость оси коромысел.
Остальные стойки фрезерованного паза не имеют, поэтому их нельзя ставить на место четвертой стойки.
От осевого перемещения коромысла удерживаются распорными пружинами, прижимающими коромысла к стойкам.
Крайние коромысла находятся между дополнительными и основными стойками, для увеличения износостойкости наружная поверхность оси под коромыслами закалена.
Под каждым коромыслом в оси сделано отверстие для смазки.
Клапаны изготовлены из жаропрочных сталей: впускной клапан — из хромокремнистой, выпускной — из хромоникельмарганцовистой с присадкой азота.
На рабочую фаску выпускного клапана дополнительно наплавлен более жаростойкий хромоникелевый сплав. диаметр стержня клапанов — 9 мм.
Тарелка впускного клапана имеет диаметр 47 мм, а выпускного — 39 мм.
Угол рабочей фаски обоих клапанов — 45°.
На конце стержня клапанов выполнена выточка для сухариков тарелки пружины клапана.
Тарелки пружин клапанов 6 и сухарики 7 изготовлены из стали и подвергнуты поверхностному упрочнению.
На каждый клапан устанавливается по две пружины: наружная 4 с переменным шагом с левой навивкой и внутренняя 5 с правой навивкой.
Пружины изготовлены из термически обработанной высокопрочной проволоки и подвергнуты дробеструйной обработке.
Под пружины устанавливаются стальные шайбы 12.
Наружная пружина устанавливается вниз концом, имеющим меньший шаг витков.
Клапаны работают в металлокерамических направляющих втулках.
Втулки изготовлены прессованием с последующим спеканием из смеси железного, медного и графитового порошков с добавлением для повышения износостойкости дисульфида молибдена.
Внутреннее отверстие втулок окончательно обрабатывается после их запрессовки в головку.
Втулка впускного клапана снабжена стопорным кольцом, препятствующим самопроизвольному перемещению втулки в головке.
Для уменьшения количества масла, проникающего через зазоры между втулкой и стержнем клапана, на верхние концы всех втулок напрессованы маслоотражательные колпачки 3, изготовленные из маслостойкой резины.
Распределительный механизм закрыт сверху крышкой коромысел, штампованной из листовой стали, с закрепленным с внутренней стороны фильтрующим элементом системы вентиляции картера.
Крышка коромысел крепится через резиновую прокладку к головке цилиндров шестью винтами.
Толкатели — стальные, поршневого типа.
Торец толкателя наплавлен отбеленным чугуном и шлифован по сфере радиусом 750 мм (выпуклость середины торца равна 0,11 мм).
Внутри толкателя имеется сферическое углубление радиусом 8,73 мм для нижнего конца штанги.
Вблизи нижнего торца сделаны два отверстия для стока масла из внутренней полости толкателя.
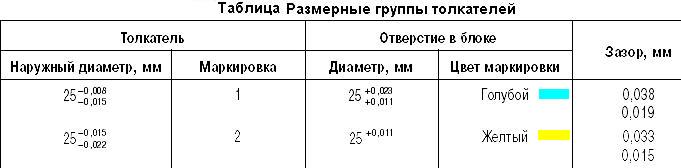
Толкатели по наружному диаметру и отверстия под толкатели в блоке цилиндров разбиты на две размерные группы.
При сборке толкатели определенной группы следует устанавливать в отверстия, отмеченные соответствующей краской.
Штанги толкателей. для обеспечения стабильности зазоров в клапанном механизме при нагревании и охлаждении двигателя штанги толкателей изготавливаются из дюралюминиевого прутка.
На концы штанг напрессованы стальные закаленные наконечники со сферическими торцами.
Нижний наконечник, сопрягающийся с толкателем, имеет торец с радиусом сферы 8,73 мм, а верхний, входящий в углубление в регулировочном винте коромысла, — 3,5 мм.
Как выставить метки на этом двигателе, и как отрегулировать клапана, зазор, последовательность!
Здравствуйте, хотелось бы знать как правильно измерить расстояние от торца клапана, прижатого к седлу, до оси распределительного вала? Двигатель 405, Газель.
Хочу поднять немного мощи. Нужно ли менять звезды и будет ли толк от этого.
ЗМЗ406, карбюратор. После замены клапанов и гидриков начались хлопки в карбюратор. ХХ нет, набор оборов вялый.
Всё будет хорошо!
А мотор какой? У 402-го литраж 2,4, у 406-го 2,2л. А 2,5 — это какой двигатель? Дизель, бензин, карбюратор, инжектор? Опять урок не выучил. Даю подсказку — наверное 405-тый, а вдруг ошибаюсь. Но если 405-тый, то разве там не гидротолкатели?
Был полезен мой ответ. Тогда жмите стрелку вверх ^. Ну лайк
Вы о 402? Не понятно если вы о ГРМ метках, то это совмещение валов, все просто. Вот на фото.
А если вы о метке ВМТ чтоб регулировать клапана. То устанавливаем поршень первого цилиндра в ВМТ. Для этого повернуть коленчатый вал так, чтобы третья метка на шкиве совместилась с приливом на крышке распределительных звездочек. После этого снять крышку распределителя и проверить, чтобы бегунок стоял в положении контакта 1-го цилиндра. В противном случае провернуть коленвал на один оборот. Оба клапана первого цилиндра должны быть закрыты.
Понятно надеюсь, то бишь должно быть ВМТ это чтоб метка на шкиве коленвала совмещена с меткой на крышке, а коромысла чтоб на первом цилиндре клапана должны быть закрыты. Надеюсь понимаете как это. Регулировка начинаем с этого положения ВМТ. Регулируем клапана на первом цилиндре то бишь 1-й и 2-й клапан. Далее проворачиваем коленвал на 180 гр. Регулируем клапана 2-го цилиндра. Далее коленвал на 180 гр. регулируем 4-й цилиндр. Далее коленвал на 180 гр. Регулируем 3-й цилиндр. Зазоры ниже.
Впускная труба изготовлена из алюминиевого сплава, выпускной коллектор прилегающий к головке цилиндров обработан в сборе с неплоскостностью 0,2 мм, поэтому разборка узла без необходимости нежелательна
Средняя часть впускной трубы подогревается отработавшими газами, проходящими по выпускному коллектору
Степень подогрева можно регулировать вручную при помощи поворачивающейся заслонки 3 в зависимости от сезона.
При повороте сектора 2 в положение, при котором метка ((зима)) находится против стопорной шпильки, подогрев смеси наибольший; при повороте в положение метки лето подогрев наименьший.
Распределительный вал — чугунный, литой со стальной шестерней привода масляного насоса и датчика-распределителя зажигания; имеет пять опорных шеек разных диаметров (для удобства сборки):
- первая — 52 мм, вторая — 51 мм, третья — 50 мг четвертая — 49 мм, пятая — 48 мм.
Шейки опираются непосредственно на поверхность расточек в алюминиевом блоке цилиндров.
Рабочая поверхность кулачков и эксцентрика привода топливного насоса отбелена до высокой твердости при отливке распределительного вала.
Зубья шестерни привода масляного насоса закалены.
Профили впускного и выпускного кулачков одинаковы.
Кулачки по ширине шлифованы на конус.
Коническая поверхность кулачка в сочетании со сферическим торцом толкателя при работе двигателя сообщает толкателю вращательное движение. Вследствие этого износ направляющей толкателя и его торца делается равномерным и небольшим.
Впускная труба и выпускной коллектор 1-го и 4-го цилиндров соединены между собой в один узел через прокладку четырьмя болтами.
Распределительный вал 7 приводится во вращение от коленчатого вала косозубой шестерней 4. На коленчатом валу находится стальная шестерня с 28 зубьями, а на распределительном валу — текстолитовая шестерня с 56 зубьями.
Применение текстолита обеспечивает бесшумность работы шестерен.
Обе шестерни имеют по два отверстия с резьбой М8х1 25 для съемника.
Распределительный вал вращается в 2 раза медленнее коленчатого.
От осевых перемещений распределительный вал удерживается упорным стальным фланцем 6, который расположен между торцом шейки вала и ступицей шестерни с зазором 01—0,2 мм.
Осевой зазор обеспечивается распорным кольцом 8, зажатым между шестерней и шейкой вала. для улучшения приработки поверхности упорного фланца фосфатированы.
Шестерня закреплена на распределительном валу при помощи шайбы 2 и болта 1 с резьбой М12х1,25. Болт ввертывается в торец вала.
На шестерне коленчатого вала против одного из зубьев нанесена метка а против соответствующей впадины шестерни распределительного вала нанесена риска или засверловка.
При установке распределительного вала эти метки должны быть совмещены.
Распределительный вал обеспечивает следующие фазы газораспределения: впускной клапан открывается с опережением на 12° до прихода поршня в ВМТ, закрывается с запаздыванием на 60° после прихода поршня в НМТ, выпускной клапан открывается с опережением на 54° до прихода поршня в НМТ и закрывается с запаздыванием на 18° после прихода поршня в ВМТ.
Указанные фазы газораспределения действительны при зазоре между коромыслом и клапаном, равном 0,5 мм.
Коромысла клапанов 8 одинаковые для всех клапанов, стальные, литые
В отверстие ступицы коромысла запрессована втулка, свернутая из листовой оловянистой бронзы.
На внутренней поверхности втулки сделана канавка для равномерного распределения масла по всей поверхности и для подвода его к отверстию в коротком плече коромысла.
Длинное плечо коромысла заканчивается закаленной цилиндрической поверхностью, опирающейся на торец клапана 2, а короткое плечо — резьбовым отверстием для регулировочного винта.
Регулировочный винт 9 имеет шестигранную головку со сферическим углублением для штанги, а с верхнего конца — прорезь для отвертки.
Сферическое углубление соединено сверлеными каналами с проточкой на резьбовой части винта.
Проточка на винте находится напротив отверстия в плече коромысла, т. е. примерно посередине высоты резьбовой бобышки короткого плеча коромысла.
Масло в этом случае беспрепятственно проходит из канала коромысла в канал винта.
Регулировочный винт стопорится контргайкой 10.
Коромысла - установлены на полой стальной оси, которая закреплена на головке цилиндров при помощи четырех основных стоек из высокопрочного чугуна, двух дополнительных стоек из ковкого чугуна и шпилек, пропущенных через стойки.
Четвертая основная стойка на плоскости, прилегающей к головке цилиндров, имеет паз, через который подводится масло из канала в головке в полость оси коромысел.
Остальные стойки фрезерованного паза не имеют, поэтому их нельзя ставить на место четвертой стойки.
От осевого перемещения коромысла удерживаются распорными пружинами, прижимающими коромысла к стойкам.
Крайние коромысла находятся между дополнительными и основными стойками, для увеличения износостойкости наружная поверхность оси под коромыслами закалена.
Под каждым коромыслом в оси сделано отверстие для смазки.
Клапаны изготовлены из жаропрочных сталей: впускной клапан — из хромокремнистой, выпускной — из хромоникельмарганцовистой с присадкой азота.
На рабочую фаску выпускного клапана дополнительно наплавлен более жаростойкий хромоникелевый сплав. диаметр стержня клапанов — 9 мм.
Тарелка впускного клапана имеет диаметр 47 мм, а выпускного — 39 мм.
Угол рабочей фаски обоих клапанов — 45°.
На конце стержня клапанов выполнена выточка для сухариков тарелки пружины клапана.
Тарелки пружин клапанов 6 и сухарики 7 изготовлены из стали и подвергнуты поверхностному упрочнению.
На каждый клапан устанавливается по две пружины: наружная 4 с переменным шагом с левой навивкой и внутренняя 5 с правой навивкой.
Пружины изготовлены из термически обработанной высокопрочной проволоки и подвергнуты дробеструйной обработке.
Под пружины устанавливаются стальные шайбы 12.
Наружная пружина устанавливается вниз концом, имеющим меньший шаг витков.
Клапаны работают в металлокерамических направляющих втулках.
Втулки изготовлены прессованием с последующим спеканием из смеси железного, медного и графитового порошков с добавлением для повышения износостойкости дисульфида молибдена.
Внутреннее отверстие втулок окончательно обрабатывается после их запрессовки в головку.
Втулка впускного клапана снабжена стопорным кольцом, препятствующим самопроизвольному перемещению втулки в головке.
Для уменьшения количества масла, проникающего через зазоры между втулкой и стержнем клапана, на верхние концы всех втулок напрессованы маслоотражательные колпачки 3, изготовленные из маслостойкой резины.
Распределительный механизм закрыт сверху крышкой коромысел, штампованной из листовой стали, с закрепленным с внутренней стороны фильтрующим элементом системы вентиляции картера.
Крышка коромысел крепится через резиновую прокладку к головке цилиндров шестью винтами.
Толкатели — стальные, поршневого типа.
Торец толкателя наплавлен отбеленным чугуном и шлифован по сфере радиусом 750 мм (выпуклость середины торца равна 0,11 мм).
Внутри толкателя имеется сферическое углубление радиусом 8,73 мм для нижнего конца штанги.
Вблизи нижнего торца сделаны два отверстия для стока масла из внутренней полости толкателя.
Толкатели по наружному диаметру и отверстия под толкатели в блоке цилиндров разбиты на две размерные группы.
При сборке толкатели определенной группы следует устанавливать в отверстия, отмеченные соответствующей краской.
Штанги толкателей. для обеспечения стабильности зазоров в клапанном механизме при нагревании и охлаждении двигателя штанги толкателей изготавливаются из дюралюминиевого прутка.
На концы штанг напрессованы стальные закаленные наконечники со сферическими торцами.
Нижний наконечник, сопрягающийся с толкателем, имеет торец с радиусом сферы 8,73 мм, а верхний, входящий в углубление в регулировочном винте коромысла, — 3,5 мм.
Читайте также: