
Как варить медные шины
Для медных шин, так же как и для алюминиевых, имеется достаточно большой выбор способов сварки, практически обеспечивающий все потребности электромонтажного производства. Сюда относятся: сварка угольным электродом, аргонодуговая сварка вольфрамовым электродом и полуавтоматическая, полуавтоматическая и автоматическая сварка под слоем флюса, плазменная и газовая сварка.
Сварка меди более сложна, чем сварка алюминия, что обусловлено особенностями меди как материала. Одно из главных осложнений, связанных со сваркой меди, —необходимость предварительного или сопутствующего подогрева шин при толщине металла уже более 10—12 мм. Это обусловлено большой теплопроводностью меди. Кроме того, вследствие жидкотекучести меди выполнение вертикальных и горизонтальных швов затруднено, а потолочных — практически невозможно.
желательно также использовать полуавтоматическую импульсную аргонодуговую сварку.
При выборе тех или иных способов сварки шин для конкретных условий полезно учитывать следующие их особенности.
Наилучшее качество соединений в отношении пластичности,, плотности и внешнего вида швов дает полуавтоматическая аргонодуговая сварка. Она применяется при толщине металла до 12 мм и облегчает при использовании импульсной приставки выполнение вертикальных, горизонтальных и потолочных швов.
Ручная аргонодуговая сварка вольфрамовым электродом также обеспечивает получение хороших соединений, но ее применение возможно только в нижнем положении.
Примерно равноценной аргонодуговой сварке по качеству швов является полуавтоматическая сварка под флюсом, которая применяется в нижнем положении при толщине шин до 14 мм. Она менее удобна в монтажных условиях вследствие несколько большей громоздкости оборудования (флюсопитатели), необходимости наличия на месте работ сжатого воздуха для подачи флюса, и отсутствия визуального контроля за формированием шва (шов- закрыт слоем флюса).
Автоматическая сварка под слоем флюса целесообразна только, для выполнения протяженных швов при больших объемах работ. Такие швы встречаются при заготовке тяжелой ошиновки в электролизных установках. Выполнение с помощью автоматической1 сварки коротких швов, какие бывают при соединении шин встык, не оправданно, так как относительно велико время на установку автомата в начале шва и на заключительные операции.
Наибольшее распространение в электромонтажной практике получила сварка угольным электродом на постоянном токе,, допускающая соединение медных шин толщиной 30 мм и более при вполне удовлетворительном качестве швов. Независимость., от наличия аргона на месте работ делает ее наиболее доступной. Возможность пропускать через электроды большие токи, чем при сварке другими способами, и благодаря этому получать, большую погонную энергию сварки позволяет отказаться от дополнительного подогрева шин при толщине металла до 20—25 мм. Это является большим преимуществом сварки угольным электродом, так как упрощает технологию и организацию сварочных работ.
Стремление вообще отказаться от дополнительного подогрева — при сварке медных шин привело к попыткам использовать для этой цели плазменную сварку, при которой достигается большая концентрация тепловой энергии.
В результате проведенных ЛенПЭО ВНИИПЭМ разработок удается применить плазменную сварку для соединения медных шин толщиной пока только до 10—12 мм. К ее достоинствам наряду с возможностью отказаться от дополнительного подогрева относятся также экономия присадочного материала, так
8 Р. Е. Евсеев, В. Р. Евсеев 22£>-
как сварка производится без зазора между кромками; более красивый внешний вид швов (малое усиление шва) и некоторое уменьшение времени, необходимого для сварки. К недостаткам же следует причислить необходимость водяного охлаждения горелки (плазмотрона), относительную сложность плазмотрона и большую его массу (около 2 кг). Последнее приводит к повышенной утомляемости сварщика при^длительной работе. Кроме того, для сварки требуются два баллона с аргоном, что усложняет и утяжеляет установку.
Оценивая указанные особенности плазменной сварки, авторы полагают, что этот способ окажется более целесообразным в электромонтажной практике после разработки и освоения технологии соединения шин большой толщины. В настоящее же время он может применяться в мастерских электромонтажных заготовок и должен рассматриваться как находящийся в стадии производственного опробования.
Газовая сварка медных шин является вспомогательным способом вследствие меньшей производительности по сравнению с электрической и малой распространенности газосварочного оборудования в электромонтажных организациях. С помощью газовой сварки могут выполняться соединения шин толщиной до 30 мм, хотя в практике электромонтажных работ известны случаи газовой сварки шин и большей толщины. Наиболее целесообразно использовать газовую сварку для соединения трубчатых водоохлаждаемых шин, а также для приварки к таким шинам деталей для оконцевания и штуцеров водоохлаждающей системы.
Для сварки меди ввиду ее большой теплопроводности используется только ацетилен, так как заменители ацетилена (пропанбутан и др.) не обеспечивают достаточно высокой мощности пламени.
Сварка шин — Сварка медных шин
Содержание материала
Сварка меди благодаря ее физико-химическим свойствам вызывает значительные трудности. Медь обладает высокой теплопроводностью (почти в 2 раза превышающей теплопроводность алюминия и в 5 раз теплопроводность стали), поэтому при сварке приходится применять более мощные источники сварочного тока или выполнять сварку с предварительным разогревом шин.
Повышенная жидкотекучесть меди затрудняет процесс формирования шва, особенно в вертикальном положении, и делает сварку невозможной в потолочном положении.
На воздухе, при нормальной температуре, химическая активность меди невелика, и только при наличии влаги и сернистого газа она покрывается зеленовато-серой пленкой сернокислой соли, предохраняющей металл от дальнейшего окисления.
При нагреве до +300°С медь начинает активно соединяться с кислородом воздуха, образуя окись меди СuО (черный кристаллический порошок) и закись меди CuO2 (темно-красный кристаллический порошок), которые, соединяясь с медью, дают эвтектику*, обладающую плохими литейными качествами, что затрудняет образование плотного шва без пор. Наличие в сплаве окиси и закиси меди снижает прочность сварочного соединения.
*Эвтектика — смесь веществ, которая имеет наиболее низкую температуру плавления или таяния по сравнению со смесями тех же веществ, взятых в других соотношениях.
Сварка угольным электродом.
Медь при расплавлении обладает высокой жидкотекучестью, поэтому сварку угольным электродом приходится вести в нижнем положении и тщательно заформовывать место сварки с помощью подкладок и брусков. Для обеспечения провара корня и формования обратной стороны шва в подкладках делают канавки, а в формующих брусках — лунки.
Таблица 15
Режимы сварки медных шин угольным электродом
Как сварить медную шину
СВАРКА МЕДНЫХ ШИН
Для медных шин, так же как и для алюминиевых, имеется достаточно большой выбор способов сварки, практически обеспечивающий все потребности электромонтажного производства. Сюда относятся: сварка угольным электродом, аргонодуговая сварка вольфрамовым электродом и полуавтоматическая, полуавтоматическая и автоматическая сварка под слоем флюса, плазменная и газовая сварка.
Сварка меди более сложна, чем сварка алюминия, что обусловлено особенностями меди как материала. Одно из главных осложнений, связанных со сваркой меди, —необходимость предварительного или сопутствующего подогрева шин при толщине металла уже более 10—12 мм. Это обусловлено большой теплопроводностью меди. Кроме того, вследствие жидкотекучести меди выполнение вертикальных и горизонтальных швов затруднено, а потолочных — практически невозможно.
желательно также использовать полуавтоматическую импульсную аргонодуговую сварку.
При выборе тех или иных способов сварки шин для конкретных условий полезно учитывать следующие их особенности.
Наилучшее качество соединений в отношении пластичности,, плотности и внешнего вида швов дает полуавтоматическая аргонодуговая сварка. Она применяется при толщине металла до 12 мм и облегчает при использовании импульсной приставки выполнение вертикальных, горизонтальных и потолочных швов.
Ручная аргонодуговая сварка вольфрамовым электродом также обеспечивает получение хороших соединений, но ее применение возможно только в нижнем положении.
Примерно равноценной аргонодуговой сварке по качеству швов является полуавтоматическая сварка под флюсом, которая применяется в нижнем положении при толщине шин до 14 мм. Она менее удобна в монтажных условиях вследствие несколько большей громоздкости оборудования (флюсопитатели), необходимости наличия на месте работ сжатого воздуха для подачи флюса, и отсутствия визуального контроля за формированием шва (шов- закрыт слоем флюса).
Автоматическая сварка под слоем флюса целесообразна только, для выполнения протяженных швов при больших объемах работ. Такие швы встречаются при заготовке тяжелой ошиновки в электролизных установках. Выполнение с помощью автоматической1 сварки коротких швов, какие бывают при соединении шин встык, не оправданно, так как относительно велико время на установку автомата в начале шва и на заключительные операции.
Наибольшее распространение в электромонтажной практике получила сварка угольным электродом на постоянном токе,, допускающая соединение медных шин толщиной 30 мм и более при вполне удовлетворительном качестве швов. Независимость., от наличия аргона на месте работ делает ее наиболее доступной. Возможность пропускать через электроды большие токи, чем при сварке другими способами, и благодаря этому получать, большую погонную энергию сварки позволяет отказаться от дополнительного подогрева шин при толщине металла до 20—25 мм. Это является большим преимуществом сварки угольным электродом, так как упрощает технологию и организацию сварочных работ.
В результате проведенных ЛенПЭО ВНИИПЭМ разработок удается применить плазменную сварку для соединения медных шин толщиной пока только до 10—12 мм. К ее достоинствам наряду с возможностью отказаться от дополнительного подогрева относятся также экономия присадочного материала, так
8 Р. Е. Евсеев, В. Р. Евсеев 22£>-
как сварка производится без зазора между кромками; более красивый внешний вид швов (малое усиление шва) и некоторое уменьшение времени, необходимого для сварки. К недостаткам же следует причислить необходимость водяного охлаждения горелки (плазмотрона), относительную сложность плазмотрона и большую его массу (около 2 кг). Последнее приводит к повышенной утомляемости сварщика при^длительной работе. Кроме того, для сварки требуются два баллона с аргоном, что усложняет и утяжеляет установку.
Оценивая указанные особенности плазменной сварки, авторы полагают, что этот способ окажется более целесообразным в электромонтажной практике после разработки и освоения технологии соединения шин большой толщины. В настоящее же время он может применяться в мастерских электромонтажных заготовок и должен рассматриваться как находящийся в стадии производственного опробования.
Газовая сварка медных шин является вспомогательным способом вследствие меньшей производительности по сравнению с электрической и малой распространенности газосварочного оборудования в электромонтажных организациях. С помощью газовой сварки могут выполняться соединения шин толщиной до 30 мм, хотя в практике электромонтажных работ известны случаи газовой сварки шин и большей толщины. Наиболее целесообразно использовать газовую сварку для соединения трубчатых водоохлаждаемых шин, а также для приварки к таким шинам деталей для оконцевания и штуцеров водоохлаждающей системы.
Для сварки меди ввиду ее большой теплопроводности используется только ацетилен, так как заменители ацетилена (пропанбутан и др.) не обеспечивают достаточно высокой мощности пламени.
Как сварить медь с медью: технология и особенности
Нередко при монтаже конструкций или ремонте предметов из меди требуется выполнение сварочных работ. Однако из-за неординарных характеристик сварка меди не так проста, как стали. Поэтому не каждый сможет сделать надежное соединение. После освоения технологии сварки меди и ее сплавов можно без затруднений работать с любым металлом.
Для медных шин, так же как и для алюминиевых, имеется достаточно большой выбор способов сварки, практически обеспечивающий все потребности электромонтажного производства. Сюда относятся: сварка угольным электродом, аргонодуговая сварка вольфрамовым электродом и полуавтоматическая, полуавтоматическая и автоматическая сварка под слоем флюса, плазменная и газовая сварка.
Сварка меди более сложна, чем сварка алюминия, что обусловлено особенностями меди как материала. Одно из главных осложнений, связанных со сваркой меди, —необходимость предварительного или сопутствующего подогрева шин при толщине металла уже более 10—12 мм. Это обусловлено большой теплопроводностью меди. Кроме того, вследствие жидкотекучести меди выполнение вертикальных и горизонтальных швов затруднено, а потолочных — практически невозможно.
желательно также использовать полуавтоматическую импульсную аргонодуговую сварку.
При выборе тех или иных способов сварки шин для конкретных условий полезно учитывать следующие их особенности.
Наилучшее качество соединений в отношении пластичности,, плотности и внешнего вида швов дает полуавтоматическая аргонодуговая сварка. Она применяется при толщине металла до 12 мм и облегчает при использовании импульсной приставки выполнение вертикальных, горизонтальных и потолочных швов.
Ручная аргонодуговая сварка вольфрамовым электродом также обеспечивает получение хороших соединений, но ее применение возможно только в нижнем положении.
Примерно равноценной аргонодуговой сварке по качеству швов является полуавтоматическая сварка под флюсом, которая применяется в нижнем положении при толщине шин до 14 мм. Она менее удобна в монтажных условиях вследствие несколько большей громоздкости оборудования (флюсопитатели), необходимости наличия на месте работ сжатого воздуха для подачи флюса, и отсутствия визуального контроля за формированием шва (шов- закрыт слоем флюса).
Автоматическая сварка под слоем флюса целесообразна только, для выполнения протяженных швов при больших объемах работ. Такие швы встречаются при заготовке тяжелой ошиновки в электролизных установках. Выполнение с помощью автоматической1 сварки коротких швов, какие бывают при соединении шин встык, не оправданно, так как относительно велико время на установку автомата в начале шва и на заключительные операции.
Наибольшее распространение в электромонтажной практике получила сварка угольным электродом на постоянном токе,, допускающая соединение медных шин толщиной 30 мм и более при вполне удовлетворительном качестве швов. Независимость., от наличия аргона на месте работ делает ее наиболее доступной. Возможность пропускать через электроды большие токи, чем при сварке другими способами, и благодаря этому получать, большую погонную энергию сварки позволяет отказаться от дополнительного подогрева шин при толщине металла до 20—25 мм. Это является большим преимуществом сварки угольным электродом, так как упрощает технологию и организацию сварочных работ.
Стремление вообще отказаться от дополнительного подогрева - при сварке медных шин привело к попыткам использовать для этой цели плазменную сварку, при которой достигается большая концентрация тепловой энергии.
В результате проведенных ЛенПЭО ВНИИПЭМ разработок удается применить плазменную сварку для соединения медных шин толщиной пока только до 10—12 мм. К ее достоинствам наряду с возможностью отказаться от дополнительного подогрева относятся также экономия присадочного материала, так
8 Р. Е. Евсеев, В. Р. Евсеев 22£>-
как сварка производится без зазора между кромками; более красивый внешний вид швов (малое усиление шва) и некоторое уменьшение времени, необходимого для сварки. К недостаткам же следует причислить необходимость водяного охлаждения горелки (плазмотрона), относительную сложность плазмотрона и большую его массу (около 2 кг). Последнее приводит к повышенной утомляемости сварщика при^длительной работе. Кроме того, для сварки требуются два баллона с аргоном, что усложняет и утяжеляет установку.
Оценивая указанные особенности плазменной сварки, авторы полагают, что этот способ окажется более целесообразным в электромонтажной практике после разработки и освоения технологии соединения шин большой толщины. В настоящее же время он может применяться в мастерских электромонтажных заготовок и должен рассматриваться как находящийся в стадии производственного опробования.
Газовая сварка медных шин является вспомогательным способом вследствие меньшей производительности по сравнению с электрической и малой распространенности газосварочного оборудования в электромонтажных организациях. С помощью газовой сварки могут выполняться соединения шин толщиной до 30 мм, хотя в практике электромонтажных работ известны случаи газовой сварки шин и большей толщины. Наиболее целесообразно использовать газовую сварку для соединения трубчатых водоохлаждаемых шин, а также для приварки к таким шинам деталей для оконцевания и штуцеров водоохлаждающей системы.
Для сварки меди ввиду ее большой теплопроводности используется только ацетилен, так как заменители ацетилена (пропанбутан и др.) не обеспечивают достаточно высокой мощности пламени.
Алюминий все чаще применяется взамен меди при изготовлении токоведущих шин и проводов. Алюминиевые проводники тока дешевле медных, имеют меньший удельный вес. При одинаковом погонном весе проводов электропроводность алюминия в два раза выше, чем меди. Соединению алюминия с алюминием и другими металлами препятствует образование плотной окисной пленки на его поверхности. Она обладает высоким электрическим сопротивлением, вследствие чего разъемные соединения алюминия с медью ненадежны в работе. Для повышения надежности таких соединений необходимо приваривать к алюминиевым проводникам медные выводы. Такие сварные соединения обеспечивают более высокие электрические свойства контактов, чем соединения на болтах.
Неразъемные соединения алюминия с медью могут быть получены сваркой давлением, плавлением и при совместном их действии. В настоящее время применяется преимущественно сварка давлением. Величина необходимого для образования прочных соединений давления зависит от способов сварки. При холодной стыковой сварке оно составляет (150 - г - 200) • 1(Г7 Н/м2.
На процессе холодной сварки основано получение биметаллических листов алюминий —> медь (плакирование). Плакирование в холодном состоянии связано с единовременным обжатием до 75%. С целью уменьшения мощности прокатного оборудования предложена технология изготовления биметаллических листов алюминий — медь, сочетающая холодную и горячую прокатку.
При необходимости соединения алюминиевых круглых образцов сплошного и трубчатого сечения с медными возможно
применение сварки трением [91, а также контактной стыковой сварки оплавлением и сопротивлением [32]. В монтажных условиях сварка давлением затруднена. В отдельных случаях в связи с конструктивными особенностями деталей применение сварки давлением исключено. В этих случаях целесообразно применять сварку плавлением; имеются сведения об использовании для этой цели дуговой сварки. В работе [33] Ьписана аргонодуговая сварка алюминия с медью с предварительным нанесением на медь оловянного покрытия или серебряного припоя. Для получения неразъемных соединений алюминия с медью применяют также сварку заливкой и термитную сварку.
k Обзор различных видов сварки алюминия с медью приведен в работе 132]. Наибольшее практическое применение получила сварка плавлением алюминия с медью.
Дуговая сварка плавлением алюминия с медью связана с определенными трудностями, обусловленными свойствами соединяемых металлов: высокой прочностью их окисной пленки, большой разницей температур плавления, ограниченной взаимной растворимостью металлов и т. д.
Оценивая свариваемость как совокупность свойств алюминия и меди, определяющих возможность протекания физико-химических процессов, которые приводят к получению прочного неразъемного соединения, необходимо прежде всего обратить внимание на различие их температур плавления. Когда нагрев алюминия достигает температуры плавления, медь находится еще в твердом состоянии. Интенсивное окисление алюминия и меди в процессе дуговой сварки требует применения специальных мер по предупреждению образования окислов и, главное, по удалению их из зоны шва. Многочисленные опыты показали, что даже при сварке в среде аргона разрушение окисной пленки, образующейся на поверхности свариваемых металлов, и смачивание меди алюминием происходят одновременно с оплавлением медной кромки. В результате шов формируется из чрезмерно перегретого алюминия, содержащего значительный процент меди,
Механические свойства алюминия при добавке меди, а также меди при добавке алюминия резко изменяются. Диаграмма состояния сплава алюминий — медь (рис. 54) показывает, что алюминий и медь обладают неограниченной взаимной растворимостью в жидком состоянии и ограниченной — в твердом. При 400° С растворимость алюминия
О 10 20 30 40 50 60 70 80 90 100
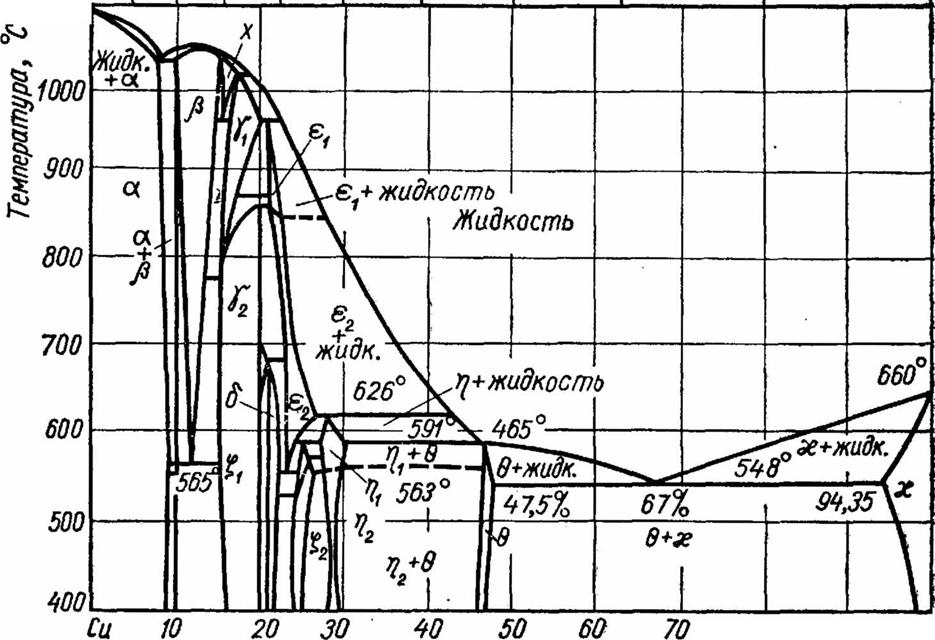
Рис. 54. Диаграмма состояния сплава алюминий—медь.
в меди составляет 9,4%, меди в алюминии— 1,5%, при 548° С растворимость алюминия в меди—5,65%. Ниже 500° С в системе медь — алюминий, помимо областей твердых растворов алюминия в меди (a-фаза) и меди в алюминии (х-фаза), имеются фазы твердых растворов на основе химических соединений А1Си2 (Ya-фаза, 15,8—20% Al), Al2Cu3 (б-фаза, 21—22% Al), AlCu (г]2- фаза, 28,2—29% Al), Al2Cu (9-фаза, 46—46,7% Al), Al3Cu (£-фаза, 24,6—25,3% Al).
При содержании меди в алюминии около 67% образуется легкоплавкая эвтектика (Тпл — 548° С), состоящая из х - и 0 - фаз (такую эвтектику часто называют Al — А12Си).
Оптимальным сочетанием свойств обладают алюминиевые сплавы, содержащие до 12—13% меди. Поэтому технология сварки плавлением алюминия с медью должна выбираться с таким расчетом, чтобы содержание меди в металле шва не превышало этого процента. Шов должен формироваться преимущественно из алюминия или являться сплавом на основе алюминия. Применение присадки на медной основе вызывает перегрев алюминия и увеличивает содержание меди в сварном шве (до 40—60%). В результате нормального формирования шва не получается, он, как правило, отличается повышенной хрупкостью. При сварке присадочной проволокой на основе алюминия достигается более высокое качество соединения.
Схема образования сваркой плавлением прочного медноалюминиевого соединения предполагает весьма непродолжительный контакт жидкого алюминия с твердой медью.
- В результате анализа физико-химических процессов, протекающих при образовании медно-алюминиевых соединений сваркой плавлением, выработаны три направления повышения прочности сварных соединений:
1) дополнительное механическое упрочнение медно-алюминиевого сварного соединения, содержащего значительный процент меди; 2) ограничение или исключение перехода меди в свариваемое медно-алюминиевое соединение; 3) введение в шов при его формировании легирующих присадок и модификаторов с целью активного воздействия на процесс кристаллизации соединения.
Медно-алюминиевое соединение с достаточно большим процентом меди, несмотря на хрупкость, отличается высокой электропроводностью. Как отмечалось выше, разрушение такого соединения чаще всего наступает при кристаллизации сварного шва под действием усадочных напряжений,
а также от механических воздействий (изгиба, вибрации, растяжения и др.) при его эксплуатации.
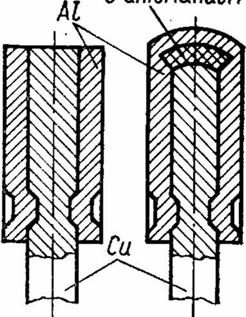
Рис. 55. Медно-алюминиевые узлы, выполненные сваркой плавлением (с механическим упрочнением):
а — соединение, подготовленное к сварке; б — соединение после
Одним из возможных вариантов механического упрочнения сварных соединений является заключение хрупкого сплава в монолитную оболочку, способную воспринимать напряжения и не передавать их на сварной шов. Такая оболочка должна быть достаточно вязкой, прочной и выполненной из материалов на основе пластмасс, эпоксидных смол или алюминия. Экспериментально установлено, что наиболее приемлемым является механическое упрочнение сварного соединения алюминием. Необходимым условием обеспечения надежности таких соединений алюминиевых тоководов с медными является цельность и замкнутость алюминиевого контура, охватывающего медный элемент в плоскости формирования сварного шва.
Дополнительное механическое скрепление (опрессовка, клепка и др.) соединяемых проводников с обоймой полностью разгружает сварное соединение. Сварной шов формируется либо за счет оплавления обоймы и соединяемых проводников, либо путем дополнительной присадки алюминия. С помощью обойм можно соединять разнородные проводники в пучок, а также окон - цовывать медные проводники с целью подготовки их к сварке встык или внахлест с алюминиевыми тоководами (рис. 55). Соединение проводников может осуществляться сваркой, контактным нагревом или аргонодуговой сваркой. С применением флюса (водный раствор КС1 — 50%,NaCl — 30%, криолита — 20%) процесс сварки протекает более интенсивно.
Данный вариант сварки плавлением наиболее эффективен при соединении разнородных проводов, шнуров и
кабелей. Перед сваркой в месте вхождения проводников во втулку производится опрессовка. При аргонодуговой сварке вслед за опрессовкой торцов соединяемых проводов производится наплавка алюминия. Наплавленный алюминий хорошо сплавляется с медью и торцом втулки. Металл соединения отличается вязкостью, свободно обрабатывается напильником.
Применение флюсов способствует наиболее полному удалению окисной пленки [10, 34]. Хорошие результаты были получены при сварке плавлением меди с алюминием с использованием активных флюсов ВАМИ, Ф-54А и др. Защиту поверхности меди от окисления в месте укладки шва можно осуществить предварительным нанесением тонкого слоя такого металла, который бы имел температуру плавления, близкую к температуре плавления алюминия, хорошо смачивал медь, обладал положительной растворимостью как в меди, так и в алюминии. При экспериментальной проверке металлы наносились на кромки медных проводов гальваническим путем. Из всех видов покрытий (олово, цинк, никель, серебро, кадмий, а также комбинированные покрытия никель + олово, никель + цинк и др.) цинковое покрытие (50—60 мк) дало наилучшие результаты.
Были проведены опыты по непосредственной сварке алюминия с медью для толщины металла 6 мм аргоно-дуговым способом неплавящимся электродом. Режим сварки: сварочный ток 150 А, напряжение 15 В, скорость сварки 6 м/час. Скос кромок медного листа производили под углами 45 и 75°. Присадочная проволока диаметром 2 мм — алюминий АДО. Несмотря на то, что при сварке в основном плавилась алюминиевая кромка, а медь в меньшей степени подвергалась воздействию дуги, удовлетворительные по прочности и пластичности швы получены не были. Содержание меди достигало 30%.
При толщине металла 10 мм сварку алюминия с медью производили автоматом по слою флюса АН — А1. Режим
сварки: сварочный ток 400—420 А, напряжение 38—39 В, скорость сварки 21 м/ч, скорость подачи электрода 332 м/ч. Присадочная проволока диаметром 2,5 мм — алюминий АДО.
Для медных шин, так же как и для алюминиевых, имеется достаточно большой выбор способов сварки, практически обеспечивающий все потребности электромонтажного производства. Сюда относятся: сварка угольным электродом, аргонодуговая сварка вольфрамовым электродом и полуавтоматическая, полуавтоматическая и автоматическая сварка под слоем флюса, плазменная и газовая сварка.
Сварка меди более сложна, чем сварка алюминия, что обусловлено особенностями меди как материала. Одно из главных осложнений, связанных со сваркой меди, —необходимость предварительного или сопутствующего подогрева шин при толщине металла уже более 10—12 мм. Это обусловлено большой теплопроводностью меди. Кроме того, вследствие жидкотекучести меди выполнение вертикальных и горизонтальных швов затруднено, а потолочных — практически невозможно.
желательно также использовать полуавтоматическую импульсную аргонодуговую сварку.
При выборе тех или иных способов сварки шин для конкретных условий полезно учитывать следующие их особенности.
Наилучшее качество соединений в отношении пластичности,, плотности и внешнего вида швов дает полуавтоматическая аргонодуговая сварка. Она применяется при толщине металла до 12 мм и облегчает при использовании импульсной приставки выполнение вертикальных, горизонтальных и потолочных швов.
Ручная аргонодуговая сварка вольфрамовым электродом также обеспечивает получение хороших соединений, но ее применение возможно только в нижнем положении.
Примерно равноценной аргонодуговой сварке по качеству швов является полуавтоматическая сварка под флюсом, которая применяется в нижнем положении при толщине шин до 14 мм. Она менее удобна в монтажных условиях вследствие несколько большей громоздкости оборудования (флюсопитатели), необходимости наличия на месте работ сжатого воздуха для подачи флюса, и отсутствия визуального контроля за формированием шва (шов- закрыт слоем флюса).
Автоматическая сварка под слоем флюса целесообразна только, для выполнения протяженных швов при больших объемах работ. Такие швы встречаются при заготовке тяжелой ошиновки в электролизных установках. Выполнение с помощью автоматической1 сварки коротких швов, какие бывают при соединении шин встык, не оправданно, так как относительно велико время на установку автомата в начале шва и на заключительные операции.
Наибольшее распространение в электромонтажной практике получила сварка угольным электродом на постоянном токе,, допускающая соединение медных шин толщиной 30 мм и более при вполне удовлетворительном качестве швов. Независимость., от наличия аргона на месте работ делает ее наиболее доступной. Возможность пропускать через электроды большие токи, чем при сварке другими способами, и благодаря этому получать, большую погонную энергию сварки позволяет отказаться от дополнительного подогрева шин при толщине металла до 20—25 мм. Это является большим преимуществом сварки угольным электродом, так как упрощает технологию и организацию сварочных работ.
Стремление вообще отказаться от дополнительного подогрева — при сварке медных шин привело к попыткам использовать для этой цели плазменную сварку, при которой достигается большая концентрация тепловой энергии.
В результате проведенных ЛенПЭО ВНИИПЭМ разработок удается применить плазменную сварку для соединения медных шин толщиной пока только до 10—12 мм. К ее достоинствам наряду с возможностью отказаться от дополнительного подогрева относятся также экономия присадочного материала, так
8 Р. Е. Евсеев, В. Р. Евсеев 22£>-
как сварка производится без зазора между кромками; более красивый внешний вид швов (малое усиление шва) и некоторое уменьшение времени, необходимого для сварки. К недостаткам же следует причислить необходимость водяного охлаждения горелки (плазмотрона), относительную сложность плазмотрона и большую его массу (около 2 кг). Последнее приводит к повышенной утомляемости сварщика при^длительной работе. Кроме того, для сварки требуются два баллона с аргоном, что усложняет и утяжеляет установку.
Оценивая указанные особенности плазменной сварки, авторы полагают, что этот способ окажется более целесообразным в электромонтажной практике после разработки и освоения технологии соединения шин большой толщины. В настоящее же время он может применяться в мастерских электромонтажных заготовок и должен рассматриваться как находящийся в стадии производственного опробования.
Газовая сварка медных шин является вспомогательным способом вследствие меньшей производительности по сравнению с электрической и малой распространенности газосварочного оборудования в электромонтажных организациях. С помощью газовой сварки могут выполняться соединения шин толщиной до 30 мм, хотя в практике электромонтажных работ известны случаи газовой сварки шин и большей толщины. Наиболее целесообразно использовать газовую сварку для соединения трубчатых водоохлаждаемых шин, а также для приварки к таким шинам деталей для оконцевания и штуцеров водоохлаждающей системы.
Для сварки меди ввиду ее большой теплопроводности используется только ацетилен, так как заменители ацетилена (пропанбутан и др.) не обеспечивают достаточно высокой мощности пламени.
Как сварить медную шину
СВАРКА МЕДНЫХ ШИН
Для медных шин, так же как и для алюминиевых, имеется достаточно большой выбор способов сварки, практически обеспечивающий все потребности электромонтажного производства. Сюда относятся: сварка угольным электродом, аргонодуговая сварка вольфрамовым электродом и полуавтоматическая, полуавтоматическая и автоматическая сварка под слоем флюса, плазменная и газовая сварка.
Сварка меди более сложна, чем сварка алюминия, что обусловлено особенностями меди как материала. Одно из главных осложнений, связанных со сваркой меди, —необходимость предварительного или сопутствующего подогрева шин при толщине металла уже более 10—12 мм. Это обусловлено большой теплопроводностью меди. Кроме того, вследствие жидкотекучести меди выполнение вертикальных и горизонтальных швов затруднено, а потолочных — практически невозможно.
желательно также использовать полуавтоматическую импульсную аргонодуговую сварку.
При выборе тех или иных способов сварки шин для конкретных условий полезно учитывать следующие их особенности.
Наилучшее качество соединений в отношении пластичности,, плотности и внешнего вида швов дает полуавтоматическая аргонодуговая сварка. Она применяется при толщине металла до 12 мм и облегчает при использовании импульсной приставки выполнение вертикальных, горизонтальных и потолочных швов.
Ручная аргонодуговая сварка вольфрамовым электродом также обеспечивает получение хороших соединений, но ее применение возможно только в нижнем положении.
Примерно равноценной аргонодуговой сварке по качеству швов является полуавтоматическая сварка под флюсом, которая применяется в нижнем положении при толщине шин до 14 мм. Она менее удобна в монтажных условиях вследствие несколько большей громоздкости оборудования (флюсопитатели), необходимости наличия на месте работ сжатого воздуха для подачи флюса, и отсутствия визуального контроля за формированием шва (шов- закрыт слоем флюса).
Автоматическая сварка под слоем флюса целесообразна только, для выполнения протяженных швов при больших объемах работ. Такие швы встречаются при заготовке тяжелой ошиновки в электролизных установках. Выполнение с помощью автоматической1 сварки коротких швов, какие бывают при соединении шин встык, не оправданно, так как относительно велико время на установку автомата в начале шва и на заключительные операции.
Наибольшее распространение в электромонтажной практике получила сварка угольным электродом на постоянном токе,, допускающая соединение медных шин толщиной 30 мм и более при вполне удовлетворительном качестве швов. Независимость., от наличия аргона на месте работ делает ее наиболее доступной. Возможность пропускать через электроды большие токи, чем при сварке другими способами, и благодаря этому получать, большую погонную энергию сварки позволяет отказаться от дополнительного подогрева шин при толщине металла до 20—25 мм. Это является большим преимуществом сварки угольным электродом, так как упрощает технологию и организацию сварочных работ.
В результате проведенных ЛенПЭО ВНИИПЭМ разработок удается применить плазменную сварку для соединения медных шин толщиной пока только до 10—12 мм. К ее достоинствам наряду с возможностью отказаться от дополнительного подогрева относятся также экономия присадочного материала, так
8 Р. Е. Евсеев, В. Р. Евсеев 22£>-
как сварка производится без зазора между кромками; более красивый внешний вид швов (малое усиление шва) и некоторое уменьшение времени, необходимого для сварки. К недостаткам же следует причислить необходимость водяного охлаждения горелки (плазмотрона), относительную сложность плазмотрона и большую его массу (около 2 кг). Последнее приводит к повышенной утомляемости сварщика при^длительной работе. Кроме того, для сварки требуются два баллона с аргоном, что усложняет и утяжеляет установку.
Оценивая указанные особенности плазменной сварки, авторы полагают, что этот способ окажется более целесообразным в электромонтажной практике после разработки и освоения технологии соединения шин большой толщины. В настоящее же время он может применяться в мастерских электромонтажных заготовок и должен рассматриваться как находящийся в стадии производственного опробования.
Газовая сварка медных шин является вспомогательным способом вследствие меньшей производительности по сравнению с электрической и малой распространенности газосварочного оборудования в электромонтажных организациях. С помощью газовой сварки могут выполняться соединения шин толщиной до 30 мм, хотя в практике электромонтажных работ известны случаи газовой сварки шин и большей толщины. Наиболее целесообразно использовать газовую сварку для соединения трубчатых водоохлаждаемых шин, а также для приварки к таким шинам деталей для оконцевания и штуцеров водоохлаждающей системы.
Для сварки меди ввиду ее большой теплопроводности используется только ацетилен, так как заменители ацетилена (пропанбутан и др.) не обеспечивают достаточно высокой мощности пламени.
Как сварить медь с медью: технология и особенности
Нередко при монтаже конструкций или ремонте предметов из меди требуется выполнение сварочных работ. Однако из-за неординарных характеристик сварка меди не так проста, как стали. Поэтому не каждый сможет сделать надежное соединение. После освоения технологии сварки меди и ее сплавов можно без затруднений работать с любым металлом.
Сварка шин — Сварка медных шин
Содержание материала
Сварка меди благодаря ее физико-химическим свойствам вызывает значительные трудности. Медь обладает высокой теплопроводностью (почти в 2 раза превышающей теплопроводность алюминия и в 5 раз теплопроводность стали), поэтому при сварке приходится применять более мощные источники сварочного тока или выполнять сварку с предварительным разогревом шин.
Повышенная жидкотекучесть меди затрудняет процесс формирования шва, особенно в вертикальном положении, и делает сварку невозможной в потолочном положении.
На воздухе, при нормальной температуре, химическая активность меди невелика, и только при наличии влаги и сернистого газа она покрывается зеленовато-серой пленкой сернокислой соли, предохраняющей металл от дальнейшего окисления.
При нагреве до +300°С медь начинает активно соединяться с кислородом воздуха, образуя окись меди СuО (черный кристаллический порошок) и закись меди CuO2 (темно-красный кристаллический порошок), которые, соединяясь с медью, дают эвтектику*, обладающую плохими литейными качествами, что затрудняет образование плотного шва без пор. Наличие в сплаве окиси и закиси меди снижает прочность сварочного соединения.
*Эвтектика — смесь веществ, которая имеет наиболее низкую температуру плавления или таяния по сравнению со смесями тех же веществ, взятых в других соотношениях.
Сварка угольным электродом.
Медь при расплавлении обладает высокой жидкотекучестью, поэтому сварку угольным электродом приходится вести в нижнем положении и тщательно заформовывать место сварки с помощью подкладок и брусков. Для обеспечения провара корня и формования обратной стороны шва в подкладках делают канавки, а в формующих брусках — лунки.
Таблица 15
Режимы сварки медных шин угольным электродом
Читайте также: