
Как правильно варить диск аргоном

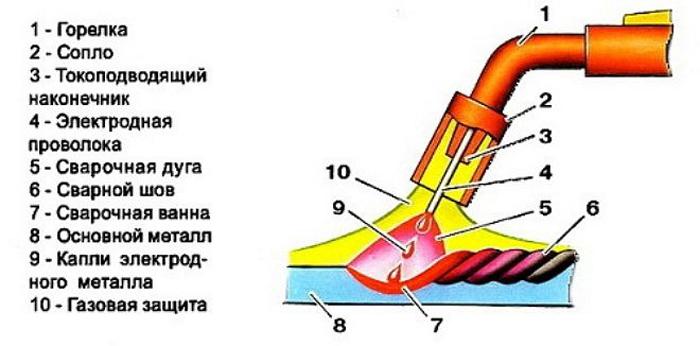
Сварка аргоном
На автомобилях часто используются практичные легкосплавные алюминиевые колесные диски, придающие машине стильный вид. Они эксплуатируются долго, выдерживают большие нагрузки на дорожных неровностях, но иногда получают повреждения при попадании в ямы и колдобины на больших скоростях. Ремонт обходится дорого, занимает немало времени, имеет свои нюансы и особенности. Лучший способ – сварка дисков аргоном. Она восстанавливает поврежденные участки и возвращает изделиям вторую жизнь. Шов получается крепкий и надежный.

Общие сведения
Удары автомобильных колес на дороге – дело привычное. Каждое попадание в яму грозит поломкой дисков и невозможностью выполнения дальнейших поездок. Обод отливается из разных составов. Чистый алюминий для изготовления не используется, в него добавляется от 7 до 15% магния, а также кремний.
Какие повреждения убирают с помощью сварки
Кованый диск отличается высокой хрупкостью, литой – легко гнется.
В результате попаданий в неприятные ситуации на дорогах на металле могут появиться:
Все неисправности, кроме трещин ступицы, поддаются устранению.
Важность грамотной сварки
Устранение дефектов на дисках можно доверять опытному специалисту. При большой востребованности ремонта работники без опыта предлагают свои услуги. В результате вращающийся диск испытывает немалые нагрузки и часто рассыпается при попадании в яму. Это может привести к неприятностям: ушибам, ранениям, разбитым автомобилям и смертельным случаям.
Аргонная сварка литых дисков – дело, требующее:
Необходимо искать для проведения ремонтных работ специалистов с опытом, например РЛД-группы. Простое наложение шва поверх трещины недопустимо. Достичь мастерства можно только на практике, выполняя сварку аргоном сколов на деталях из алюминия и титана.
Квалификация работника исключает дисбаланс колеса, предупреждает его биение и сберегает автомобиль от нежелательных последствий.
Подготовительные работы
Чтобы заварить диск, его нужно правильно подготовить:
- удалить краску;
- разделать сколы;
- на концах трещин высверлить отверстия диаметром 2 мм для снятия напряжения сплава;
- снять абразивным материалом оксидную пленку до блеска стыка;
- обезжирить все кромки;
- для выбора заплаты выбрать обод из того же состава металла;
- места слома обработать шлифмашиной.
.jpg)
Неграмотный подбор материала для заплатки приведет к большому расходу электродов и не даст положительного эффекта. Краску нужно снять по рабочей зоне на 1 см от места сварки для избавления от химических испарений.
Сделать это лучше с помощью шлифмашины с диском толщиной 1 мм. Подготовленные детали свариваются намного качественнее.
Методы сварки для литых дисков
Выбор способов зависит от оборудования, имеющегося в мастерской. Ремонт – это наплавка на дефект металлического прутка под защитой ванны из аргона. Шов не окисляется и получается плотным. При наличии инверторного аппарата для устранения поломок литого диска применяется аргонодуговая сварка. Выбор электрода останавливается на тугоплавком вольфрамовом варианте и соответствующей присадке.
На СТО часто используется работа на полуавтомате с равномерной механической подачей плавящегося материала. После окончания основного процесса и остывания диска его нужно проверить на симметрию. К браку относятся любые отклонения в балансировке.
Приваривание заплат начинается с зачистки места и прихватки материала с обеих сторон. После этого швы формируются окончательно. Заделывание трещин производится изнутри до появления расплавленной массы снаружи. Последняя стадия работы – удаление лишнего металла и шлифовка.

Ремонт с применением аргона совершается на токах большой величины, достигающей 120-140 А. Полученный шов выдерживает сильные нагрузки.
Сварка под защитой газа имеет следующие достоинства:
- Соединяет активные и цветные металлы.
- Дает надежное соединение, представляющее единое целое с деталью и не выделяющееся после обработки.
- Не требует использования флюсов.
- Не происходит окисление металла в рабочей зоне.
- Диски не деформируются при нагревании.
- Сохраняется относительно высокая скорость обработки.
- В ходе работы не появляются искры.
Прочность шва зависит от выбора расходных материалов и инструментов.
Выбор электродов и присадочные добавки
Сварку дисков из легкоплавких материалов ведут с использованием токов обратной полярности. В качестве плавящегося электрода применяют металлические прутья разного состава.
| Марка прута | Применение |
| 1070 и 1100 | Амц, АД1 |
| 1450 с титаном | Для алюминиевых сплавов в пищевой и авиастроительной промышленности |
| 4043 | Сварка кремниевых составов (блоков ДВС и других конструкций) |
| 4047 с кремнием | Снижает деформации и увеличивает текучесть металла |
| 5087 с цинком | Уменьшает вероятность появления трещин |
| 5183 | Работает с Al-Mg и Al-Mn материалами в пищевой и судостроительной области |
| 5356 | AMg3 – AMg6 |
| 5554 | Для сварки химических емкостей и колесных дисков |
| 5556 | Соединяет тавровые заготовки из Al-Mg |
| 5754 | Шов на материалах из Al-Mg проявляет высокую стойкость к коррозии |

Для прочного шва важно правильно выбрать присадочную проволоку. Она бывает с добавками кремния, цинка или титана. Поэтому необходимо изучить паспорт диска с указанием состава, в зависимости от которого выбирается присадка. Если в материале диска преобладает кремний, о чем свидетельствует лопнувшее изделие, проволока нужна с добавлением этого элемента. Изгибы – признак большого содержания магния, присадка выбирается с Mn.
Особенности работы с алюминием и титаном
Сварка с использованием инертного газа производится для соединения деталей из титановых и алюминиевых сплавов.
Для этого применяются следующие способы:
- ручной с вольфрамовым прутком;
- автоматический с плавящимся электродом и аргоновой защитой.
Диски в мастерских ремонтируются чаще всего с помощью ручной сварки. Ток на инверторе устанавливается в пределах 120-140 А, аргон подается за 15-20 сек до начала рабочего процесса. Горелка подносится на расстояние 1,5-2 мм к детали и удерживается в этом положении. Шов получается надежный и прочный. При работе с присадочным материалом нельзя допускать резких движений рукой.
.jpg)
Сварка имеет положительные качества:
- не возникает на месте соединения оксидной пленки;
- можно скреплять детали из тонкого материала.
Чем больше повреждение, тем мощнее должен быть инвертор.
Описание и порядок ремонтных работ
Ремонт производится в следующем порядке:
- с колеса снимается покрышка и осматривается диск на предмет обнаружения трещин и сколов;
- покрытие очищается от грязи, пыли и следов масла;
- трещины прорезаются шлифмашиной и обезжириваются;
- производится аргонодуговая сварка с присадочной проволокой;
- остывший шов подвергается механической обработке.
Кованый или литой колесный диск варится в атмосфере аргона. Без него место соединения получается непрочным, быстро лопается. Заплаты прихватываются с обеих сторон, затем формируются швы. После затухания электрической дуги подача газа отключается через 10-15 секунд. За это время шов успевает схватиться. Присадочный материал подбирается в зависимости от толщины соединяемого металла: проволока должна быть немного меньшего диаметра. На инверторе включается функция Down Slope. Она помогает дуге затухать плавно.
Если наплавка производится в больших объемах, лучше использовать режим импульсный. Наращивание делается постепенно. Сварку рекомендуется начинать изнутри, затем снаружи с присадкой марки 4043, содержащей магний или кремний. Лишний металл удаляется во время обработки, которая заключается в очистке кромок и плоскостей от наплывов. Замеченные недостатки необходимо устранять сразу.
Рекомендации от мастеров
Начинающим сварщикам могут оказаться полезными советы опытных коллег.
От глубины сколов зависит наносимое количество слоев металла. Шов делается длиной до 3 см. Трещины заплавляются изнутри, потом снаружи. Место сваривания предварительно нагревают до 250-300°С. Проверить температуру можно хозяйственным мылом: коричневый цвет отметки свидетельствует о достижении 250°, черный – 300.
Вырезы лучше выполнять фрезой, которая не даст остаткам стружки попасть в шов. Учиться следует на простых деталях, постепенно переходя к более сложным работам. В аргон можно добавлять до 5% углекислого газа. При замене отколотого куска в качестве донора используется диск из того же материала, что и ремонтируемый. Обрабатывать полученный шов можно на токарном станке. Он позволяет операции провести с точностью до микрон.

Сварка аргоном
Не все современные металлы могут быть надежно сварены традиционным способом. Поверхность конструкций из алюминия и сплавов некоторых цветных металлов при контакте с кислородом покрывается пленкой. Это снижает плотность шва. Сварка аргоном, в отличие от простой, электродуговой, позволяет защитить металл от окисления и обеспечить высокое качество шва.

Как работает аргоновая сварка
Аргон обладает редкими достоинствами:
- выводит воздух из рабочей области, защищая ее от сторонних газов;
- не образует взрывчатых смесей с кислородом;
- как инертный газ, не вступает в химическую реакцию с рабочими металлическими поверхностями.
Аргон создает защитное облако в зоне сварки. Он тяжелее воздуха, поэтому имеет свойство скапливаться у пола, вызывая дефицит кислорода у сварщика. В качестве электрода можно использовать вольфрамовую проволоку, т.к. температура в столбе дуги стремится к 2000°C.
Выделяют следующие технологические особенности аргонодуговой сварки:
- Металлические детали зачищают и обезжиривают. Это можно сделать химически или механически.
- Чем ближе расположен электрод к металлу, тем проще будет достичь нужной температуры сварочной ванны, размера и плотности шва.
- Электрод ведут по шву, избегая поперечных движений. Так он становится ровным, без потери глубины.
- Необходимо следить за скоростью подачи присадки. Проволока и электрод должны всегда оставаться под защитой аргонного облака.
- Следует избегать рывков, сопровождающихся отскакиванием металла. Газ подают в сопло равномерно.
- Если работа проводится на открытом воздухе, нужно обеспечить дополнительную защиту в виде ограждения. Даже слабый ветер нарушает защитную газовую среду.
- Сварочный шов накладывают медленно, с соблюдением методики подачи газа. Включают газ за 15 секунд и выключают спустя 10 секунд после наложения шва.
- Расход веществ рассчитывают по утвержденным нормам. Слишком большой поток газа не будет преимуществом. В результате его защитные свойства снизятся. Существует 2 подхода к определению расхода: по количеству затраченной проволоки или по метражу шва. Второй расчет оптимален для больших объемов.
- Заканчивают работу, снижая напряжение с помощью реостата – важного элемента сварочного процесса. Если отвести горелку без соблюдения этого правила, к шву откроется доступ нежелательным газам.
- Если работают с большим количеством деталей, сначала делают пробный ход на незаметном участке.
Классификация и режимы
Систематизация учитывает степень автоматизации труда и плавкость электрода.
Классификация аргонной сварки:
- ручная сварка в среде аргона с применением неплавящегося электрода РАД;
- автоматическая с использованием неплавящегося элемента ААД;
- аргонодуговая автоматического типа с применением неплавящегося электрода ААДП;
- полуавтоматическая, когда часть процесса выполняется программно, а затем специалист дорабатывает изделие вручную.
Несмотря на глобальную автоматизацию, ручной и полуавтоматический методы по-прежнему наиболее популярны. Крупные предприятия комбинируют несколько типов, что создавать сварные соединения в разных положениях и на любых этапах производства.
Подбор режима требует от мастера не только знания теории, но и практического мастерства.
Во время обучения учитывают следующие закономерности:
- Полярность и направление тока неотделимы от свойств металла. Для деталей из рядовых сталей применяют постоянный ток прямой полярности, а для бериллия – постоянный ток обратной полярности.
- На выбор силы свариваемого тока влияют размер электрода, вид и величина заготовок, полярность. Можно положиться на опыт или воспользоваться готовыми таблицами экспертов. Чаще всего в них приводятся значения в амперах для основных толщин металла и диаметров электрода.
- Напряжение на дуге зависит от ее длины. Чем она короче, тем чище получаются швы. Если размер увеличивается, дуга горит неустойчиво, электрод разбрызгивается. Теряется глубина плавления металла. Одна из характеристик опытного сварщика – умение выдерживать неизменную длину дуги.
- От того, с какой силой и насколько быстро выходит газ из газопламенной горелки, зависит его итоговый расход. Пульсация увеличивает расход.
Область применения
Метод используют для соединения сталей, содержащих легированные элементы, и цветных металлов, включая предельно тонкие, оцинкованные или гальванизированные. Также технологию аргонодуговой сварки применяют в тех областях, где решающее значение имеют стойкость и долговечность сварочных швов, когда при этом они должны выглядеть эстетично.
Таким способом изготавливают узлы и ключевые компоненты в автомобиле- и ракетостроении, рамы транспортных средств, преднапряженные конструкции. Метод незаменим при работе с алюминиевыми заготовками.
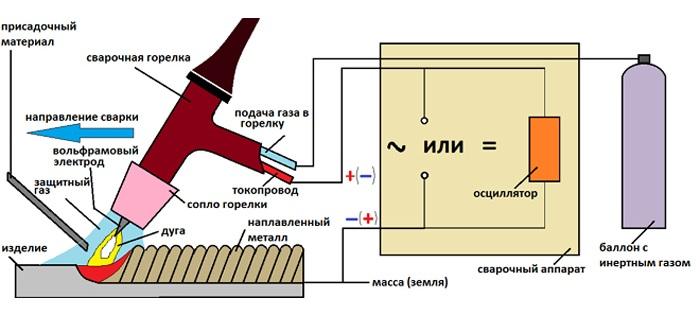
Необходимое оборудование
Сварка в среде аргона требует больших вложений в оборудование и материалы, с которыми сварщик не сталкивается при ручном дуговом способе.
В первую очередь необходимы:
- аппарат для дуговой сварки с оптимальным напряжением;
- силовой прибор для подачи напряжения на горелку;
- осциллятор для поддержания напряжения и создания импульса, сохраняющего стабильность дуги;
- устройство, которое подает аргон на сварочную зону;
- качественная горелка с керамическим соплом;
- баллон с аргоном, шланг для его присоединения к горелке;
- вольфрамовая проволока;
- электрический трансформатор для подачи напряжения к коммутирующим устройствам;
- индуктивно-емкостный фильтр;
- средства индивидуальной защиты работника (шлем, перчатки и т.д.).
Эксперты рекомендуют выбирать устройства и приборы лидеров сварочного производства, несмотря на более высокую стоимость.
Во-первых, принцип работы оборудования нового поколения построен на оптимизации расхода материалов, электроэнергии и времени. Во-вторых, оно имеет высокий класс безопасности и сильно опережает дешевые аналоги по качеству результата.
Помимо штатного оборудования, потребуются расходные материалы:
- чистый аргон или смесь с добавлением гелия;
- баллоны (бывают многоразовыми);
- сварочные рукава;
- редуктор.
Присадки для аргонодуговой сварки
С помощью присадок заполняют сварочную ванну. Они упрощают создание шва при работе с легированными и жаропрочными сталями, титаном, никелем, алюминием и некоторыми другими металлами.
Используется присадочный материал следующих типов:
- Из коррозионно-стойких сталей. Применяют в случае, когда необходима защита шва от коррозии.
- Алюминиевые. Шов, созданный с использованием таких присадок, не разрушается под действием высоких температур.
- Медные. Позволяет добиться высокой электропроводности и текучести.
- Никелированные. С этим присадочным материалом достигается устойчивость шва к окислению. Незаменим при работе с чугуном – металлом, сложным в термической обработке.

Техника безопасности
При работе со сжиженными газами нужно соблюдать правила безопасности. Они подробно описаны в ГОСТе 12.3.003-86. Несмотря на то, что утвержденная техника безопасности относится к промышленным объектам, эти правила следует соблюдать и в быту.
Основные требования ГОСТа при работе с аргоном:
- нельзя работать рядом с легковоспламеняющимися веществами;
- нужно убрать все посторонние вещи;
- необходимо организовать постоянную вентиляцию для быстрого удаления продуктов сгорания;
- оборудование должно быть исправным, материалы – сертифицированными;
- нельзя приступать к работе без предварительного инструктажа и получения базовых теоретических знаний;
- сварщик обязан использовать маску или защитные очки, предпочтительно “хамелеоны”.

Этапы ручной аргонодуговой сварки
Чтобы добиться высоких результатов, ради которых и выбирают эту технологию, рекомендуют соблюдать следующую последовательность действий:
- Химическим или механическим способом убрать с рабочих поверхностей грязь, масло, влагу. Посторонние фракции усилят пористость и шероховатость шва. Зазор между кромками тщательно зачищают. В производстве распространен метод пескоструйной и дробеструйной очистки, позволяющей добиться максимальной гладкости металла.
- Включить подачу газа не позднее, чем за 14-16 секунд. При этом горелка с электродом должна находиться в правой руке, на минимальном расстоянии от металла. Проволоку удерживают другой рукой. После подачи тока между электродом и металлом возникнет дуга.
- Вести горелку ровно вдоль шва, плавно распуская проволоку. Присадок укладывают перед горелкой под углом к металлу. Рывки и колебания руки по горизонтали недопустимы.
- Следить, чтобы аргон постоянно покрывал сварочную зону, включая проволоку и горелку.
- Непосредственно перед окончанием работы понизить напряжение, удерживая дугу. Оставить газ включенным еще на 12-14 секунд.
Автоматическая сварка
Автоматическое оборудование работает так же, как и ручное. Но управление производится через заданную программу. Функция специалиста – правильно выбрать материалы и режим, а затем проконтролировать результат.
К преимуществам автоматической сварки относят:
- повышенную скорость, производительность, особенно если создаются идентичные детали;
- надежность и привлекательный вид швов;
- снижение риска ошибки специалиста.
Однако у метода есть и отрицательные стороны:
- в ходе последовательной работы с разными деталями и режимами приходится каждый раз перенастраивать оборудование;
- аппарат обойдется дороже ручного;
- возможен массовый брак заготовок, если сбой не был замечен вовремя.
Преимущества и недостатки
Аргонодуговая сварка обладает преимуществами, недостижимыми при использовании других способов обработки металла:
- возможна работа с материалами, чувствительными к высоким температурам (титан, чугун), т.к. поверхность нагревается слабо и исключается деформация изделия;
- шов получается качественным, а затраченное на его создание время сокращается;
- работать может даже непрофессионал, цеховых условий не требуется;
- для некоторых металлов и сплавов это единственный доступный способ, поскольку кислород действует на них крайне негативно.
Как и любой метод, сварка в среде аргона имеет недостатки:
- дополнительное оборудование, часто дорогостоящее;
- выбор режима работы требует опыта и сноровки;
- требуется постоянное или переменное напряжение;
- сварка восприимчива к сквозняку и ветру, поэтому необходимо закрытое помещение с вентиляцией.
Преимущества аргонодугового метода обусловлены полезными свойствами газа, которые позволяют создавать прочные и ровные соединения. Недостатки же имеют организационный характер и легко преодолимы. Технология применяется для художественной сварки по металлу при создании арт-объектов.
Для автомобильного транспорта, колесящего по российским дорогам, удары колеса о колдобину – вещь обычная. Владельцы машин знают, что каждое такое попадание чревато поломкой опорного обода. Ездить с поврежденными колесами небезопасно. Литые и кованые диски делают из двух сплавов:
- алюминиево-кремниевые содержат от 7 до 12% и магний;
- сплав AlSiMg более пластичный, используют с 80-х годов, содержат от 11 до 15% магния.
Чистый алюминий сейчас не используется. Для восстановления целостности металла обычно применяют сварку дисков аргоном. Многие СТО занимаются такой работой.

Ремонт можно проводить в гараже. Допустима сварка литого диска без защитной атмосферы электродуговым методом. Соединение получается не очень надежным, но дальнейшее разрушение алюминиевой детали электродной наплавкой можно приостановить.
Разновидности повреждений
Литые диски легче гнутся, кованые отличаются хрупкостью. Динамические перегрузки действуют на металл разрушительно. На ободе появляются:
- искривления;
- глубокие осевые разломы;
- трещины в области ступицы (они ремонту не подлежат);
- сколы.

Важно добиться целостности автомобильных дисков, сохранения окружности, чтобы колесо не восьмерило – нагрузка на обод возрастет. Ремонт начинают с правки. При механическом исправлении обода на металле нередко появляются структурные дефекты разной глубины и вида. Трещины и сколы устраняют наплавкой с предварительной разделкой.
Какой сваркой варить литой диск
Выбор метода зависит от имеющегося в гараже оборудования:
- Ремонт литых дисков аргоном предусматривает наплавку прутка на дефект. В защитной атмосфере горячий металл не окисляется. Шов получается плотным.
- Если есть инвертор и можно организовать подачу инертного газа, возможна аргонодуговая сварка. Для нее нужен вольфрамовый тугоплавкий электрод и присадка. Шов получается аккуратнее, чем при дуговой.
Сварка дисков на СТО производится вторым методом с использованием полуавтоматов, обеспечивающих равномерную подачу присадки. После этого обод проверяется на геометрию – выявляют отклонения симметрии.
Технология сварки литых дисков
Как и любой алюминий, литой или кованый обод нужно варить в защитной атмосфере. На воздухе заплавлять трещины бесполезно, при первом же ударе шов лопнет. Прежде, чем заварить диск, поверхность нужно подготовить:
- сколы и трещины любой глубины предварительно разделывают;
- концы трещин засверлить, чтобы снять внутренние напряжения металла;
- счистить прочную оксидную пленку абразивом, стык должен блестеть;
- обезжирить кромки растворителем.
Если нужна заплата, можно использовать другой обод только после сопоставления сплавов. Он указан на маркировке. Соединяют только однородные составы.
Сварка алюминиевых сплавов плавящимися электродами ОК 96.50:
- после подготовки поверхности рабочую зону прогревают паяльной лампой или газовой горелкой до 300°С, на металле должны появиться пятна побежалости;
- электрод предварительно прогревают до 150°С, он будет лучше разжигаться;
- заплаты сначала прихватывают с двух сторон, затем проваривают швы;
- глубокие трещины заделывают с внутренней стороны, расплавленный металл должен выйти наружу.
Аргоновая сварка дисков из литейного алюминия проводится при обратной полярности, чтобы газ ионизировался. Вольфрамовый электрод присоединяют к минусу:
- аргон подают в рабочую зону только после розжига дуги, через 10–15 сек;
- оптимальное расстояние между поверхностью и электродом – 1,5 мм;
- после затухания подачу аргона сразу не перекрывают, оставляют на 10 сек, чтобы шов схватился;
- присадочную проволоку подбирают по толщине металла в зоне дефекта, она всегда меньше на одну позицию;
- скорость подачи присадки средняя, при быстрой металл начинает искрить, вводят ее перед горелкой, под углом к электроду и поверхности.

Полезные советы от сварщиков
Тем, кто первый раз берется заваривать литой диск, помогут рекомендации людей с опытом.
Как подобрать присадочную проволоку?
Сплавы, используемые производителями колес, разнятся по химическому составу. Специалисты ориентируются по виду дефектов:
- сплавы с большим содержанием кремния чаще лопаются, реже гнутся – для ремонта нужна проволока с кремнием;
- алюминий, легированный магнием, пластичный – когда обод погнут, лучше выбирать мягкие прутки.
Как разделывать дефекты?
Трещины на толстых частях разделывают с двух сторон в виде буквы Х. На дефектах глубиной до 3 мм делают V-образные края. У концов трещин для снятия внутренних напряжений высверливают небольшие, до 2 мм диаметром отверстия. При сколе борта место слома выравнивают болгаркой. Продольные трещины перед наплавкой рекомендуют прорезать насквозь, чтобы они не растрескивались дальше. Поперечные достаточно прорезать, чтобы выровнять кромки.
Как производить ремонт сколов?
От их глубины зависит количество слоев. Шов делается прерывным, не более 3 см длиной. Стежки последующего слоя перпендикулярно предыдущему. Валик делается запасом, чтобы не оставалось углублений после шлифовки перед покраской.
С какой стороны заплавлять трещины?
Сначала с внутренней. Валик должен заходить за кромки на 1 см. Сначала заделывают продольные трещины, поперечные не так опасны. Их заплавляют в последнюю очередь. Неудачный шов прорезают болгаркой и проваривают металл снова.
Какого режима придерживаться?
Аргонная сварка производится на больших токах, до 120 А. Для толстых частей обода ток увеличивают до 140 А. Баланс переменного тока – от 55 до 60%.
При самостоятельном ремонте обода важно придерживаться рекомендаций, строго соблюдать технологию сварки алюминия. Перед покраской шов тщательно выравнивается. Не стоит забывать о безопасности: на восстановленном ободе высокоскоростной режим езды небезопасен.
Есть несколько способов неразъемного соединения этого капризного материала, у каждого есть достоинства и недостатки. Но надежные и эстетичные швы, не требующие дополнительной обработки, создаются только сваркой алюминия аргоном. Успешность работы определяется правильностью выбора оборудования, расходных материалов и знания нюансов метода.

Особенности сварки алюминия аргоном
Выполняя работу нужно учитывать неординарность характеристик этого металла:
- Из-за повышенной химической активности поверхность алюминия при контакте с воздухом быстро покрывается оксидной пленкой. Она плавится при температуре более 2000⁰C, а металл — 660⁰C. Если твердые кусочки пленки попадут в шов, его прочность уменьшится.
- При сварке алюминия трудно контролировать процесс, так как его цвет не меняется после расплавления.
- Материал гигроскопичен, поэтому впитывает атмосферную влагу, которая при нагреве испаряется с поверхности, снижая качество соединения.
- Из-за высокого коэффициента линейного расширения место соединения при остывании может деформироваться и растрескаться. Для компенсации усадки сварка аргоном проводится с повышенным расходом проволоки или модифицируют шов.
- Если неправильно настроить расход газа при выполнении аргоновой сварки алюминия, он вспенивается при недостатке, а избыток затрудняет сформировать шов.
Необходимое оборудование и материалы
Для работы потребуется аппарат выдающий переменный ток, поскольку сварку алюминия постоянным током аргоновым методом провести не получится. Оптимальным вариантом будет инвертор с режимом тиг и набором опций, позволяющих:
- бесконтактно зажигать дугу;
- заваривать кратер на конце шва;
- регулировать баланс тока;
- устанавливать период времени, в течение которого продолжается подача аргона после отключения дуги.
Чтобы снизить расход газа для сварки алюминия нужно обзавестись горелкой с газовой линзой (цангодержателем), внутри которой помещена сетка. При проходе аргона через ячейки улучшается защита места сварки при меньшем расходе. Для установки линз выпускаются сопла нескольких диаметров, чем больше размер, тем надежнее защита.
Сварка проводится универсальным вольфрамовым электродом (AC/DC) любой окраски или специализированным для работы переменным током (AC) зеленого цвета. Конец заостряется, но оставляется притупление. После розжига дуги он станет похожим на каплю. Чтобы вольфрам не перегревался, электрод вставляют в сопло с вылетом 3 — 5 мм. При работе он загрязняется алюминиевыми брызгами, тогда конец снова заостряют.
Так как у алюминия высокая скорость плавления присадочная проволока должна быть диаметром не меньше толщины деталей, чтобы успевать продвигать ее. Она может подаваться вручную или механизмом полуавтомата. Работая с чистым алюминием, чаще всего выбирают проволоку №5356, а со сплавами — №4043, с добавлением кремния.
Для tig сварки алюминия требуется чистый газ аргон с концентрацией 98 — 99%. Поэтому покупать его нужно у надежных продавцов. Редуктор и манометры лучше выбрать импортные, поскольку они позволяют точнее настраивать расход, чем отечественные модели.
Настройка аргонового аппарата
Сначала настраивается расход газа в диапазоне 6 — 12 л/мин по манометру, который ближе к шлангу. Работая в помещении, значение устанавливается в 1,5 раза меньше чем на улице. Завышенный расход создает турбулентные завихрения, которые газ смешивают с воздухом, снижая тем самым надежность защиты зоны сварки.
В зависимости от толщины заготовок настройку аппарата для сварки аргоном по току проводят по таблице:
Читайте также: