
Как оценить погрешность измерения тахометра
Погрешность измерительных приборов вносит, как уже было сказано, систематическую ошибку, которую нельзя устранить с помощью поправок. Эта погрешность измеряемой величины уже заложена при изготовлении прибора и поэтому может быть оценена до начала измерений.
Так, погрешность измерительных линеек, штангельциркулей, микрометров и некоторых других измерительных инструментов иногда наносят на самом приборе или указывают в прилагаемом к ним паспорте. Например, предельная погрешность металлических линеек при измерении длины до 500 мм равна 0,1 мм, до 1000 мм – 0,2 мм; у деревянных линеек длиной до 300 мм предельная погрешность равна 0,1 мм, до 1000 мм – 0,5 мм. Для пластмассовых линеек допускается погрешность 1 мм.
У штангенциркулей погрешность 0,1 мм (с нониусом в 10 делений) и 0,05 мм (с нониусом в 20 делений). Предельная погрешность микрометров с ценой деления 0,01 мм равна 4 мкм.
Гири массой 10 – 100 мг имеют погрешность в 1 мг, а погрешность для гирь в 200, 500, 1000, 2000 мг составляет, соответственно, 2, 4, 6, 8 мг.
У механических секундомеров погрешность составляет 1,5 цены деления за один оборот секундной стрелки, у электрических – 0,5 цены деления за один оборот.
Жидкостные термометры измеряют температуру с точностью до цены деления шкалы (и если цена деления менее одного градуса – то с точностью до двух делений).
На хороших измерительных приборах цена деления шкалы согласована с классом точности прибора и нецелесообразно пытаться на глаз оценивать доли деления, если они не отмечены на шкале.
Если же погрешность измерительного прибора не известна, то её можно оценочно принять равной половине цены деления шкалы.
Когда линейка имеет нониус (т.е. вспомогательную шкалу линейки с числом n делений, которая может передвигаться вдоль делений шкалы основной линейки), то это позволяет увеличить точность измерения в n раз. Например, чтобы получить результат измерения с помощью штангенциркуля (рис. 1) необходимо на шкале основной линейки (1) найти деление, после которого располагается первое деление вспомогательной шкалы-нониуса передвигающейся линейки (2).
После этого нужно определить, какое деление нониуса лучше всего совпадает с каким-либо делением шкалы основной линейки. Результат измерения с помощью штангельциркуля состоит из целого числа делений (миллиметров), считываемого по шкале основной линейки, и долей деления (миллиметра), считываемых с нониуса. Итак: измеряемая длина равна целому числу делений основной шкалы линейки, расположенных до первого деления нониуса, плюс цена деления нониуса, умноженная на номер деления нониуса, который лучше всего совпадает с каким-либо делением шкалы основной линейки. Результат измерения с помощью штангенциркуля, показанного на рисунке 1: x = 14 + 0,3 = 14,3 мм.
У микрометра (рис.2) основная шкала нанесена на тубусе (1), причём деления шкалы снизу риски тубуса указывают миллиметры, а сверху – полуцелое значение миллиметров.
Вращая барабан (2) микрометра до упора (зажима в зазоре микрометра измеряемого объекта), замечается, какое деление шкалы барабана совпадает с риской тубуса. Это деление указывает сотые доли миллиметра, которые следует прибавить к делениям шкалы тубуса, видным из-под левого края барабана: причём если последнее открытое деление шкалы тубуса находится внизу – то прибавление идёт к целому числу миллиметров, если вверху, – то к полуцелому. Например, в случае, указанном на рисунке 2, результат измерения x = 1,5 + 0,22 = 1,72 мм.
На измерительных приборах, имеющих шкалы измерения (стрелочные, зайчиковые и т.д.) обычно указывается класс точности прибора g. Например, электроизмерительные приборы характеризуются классом точности g от 0,05 до 4,0. Если внизу шкалы прибора указано, предположим, число 0,5 (g = 0,5), то это означает, что показания прибора правильны с точностью до 0,5 % от всей действующей шкалы прибора.
При этом абсолютная приборная ошибка измерения Dxпр будет одинакова по всей шкале прибора:
где xmax – предельное значение шкалы прибора, если нулевая отметка находится на краю шкалы, или xmax равно сумме конечных значений шкалы прибора по обе стороны от нуля, если нулевая отметка находится где-то в середине шкалы прибора. (Иногда число, определяющее класс точности прибора, обведено кружочком – тогда это число определяет приборную относительную ошибку dпр, выраженную в процентах).

На рисунке 3 приведена шкала милливольтметра с классом точности 2,0, измеряющего напряжение от 0 до 50 мВ. Приборная абсолютная ошибка измерений, полученных с помощью такого миллиамперметра:
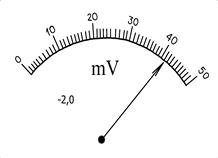
DV = 50× 2,0/100 = 1,0 мВ.
Если стрелка прибора перемещается не плавно, а “скачками” (например, как у ручного секундомера), то приборная погрешность принимается равной величине “скачка” (цене деления шкалы прибора).
Цифровые приборы имеют погрешность, составляющую, как правило, величину единицы последнего разряда, отображаемого на цифровом табло.
Так как обычно приборная абсолютная ошибка одинакова по всей шкале прибора, рекомендуется для снижения относительной ошибки проводить измерения на том приборе (или для многопредельных приборов – на том пределе измерения), максимальное значение шкалы которого не на много превышает значение измеряемой величины (конечно, эта рекомендация относится к приборам и шкалам одного класса точности).
Электроизмерительные приборы различаются по роду измеряемого тока:
а) постоянного тока (принятое обозначение );

б) постоянного и переменного тока (обозначение );

в) однофазного переменного тока (обозначение );

г) трёхфазного переменного тока (обозначение ).
Принято обозначать электрические приборы (на шкалах приборов и в электрических схемах): амперметры – А, вольтметры – V, гальванометры – G, миллиамперметры, милливольтметры – mA, mV, микроамперметры, микровольтметры – mA, mV.
Обычно у прибора имеется несколько пределов измерения (предельных значений шкалы). Для перехода от одного к другому пределу предусмотрены рычажные или штепсельные переключатели, или же имеется несколько зажимов, около которых в этом случае проставлено предельное значение шкалы прибора. Зажим, отмеченный звёздочкой (*) или знаком минус (-), является общим (с отрицательным потенциалом при измерениях постоянного тока).
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Общие технические условия
Tachometers. General specifications
Дата введения 1983-07-01
Постановлением Государственного комитета СССР по стандартам от 17 мая 1982 г. N 1948 срок действия установлен с 01.07.83 до 01.07.88**
** Ограничение срока действия снято постановлением Госстандарта СССР от 29.12.90 N 3554 (ИУС N 4, 1991 год). - Примечание изготовителя базы данных.
* ПЕРЕИЗДАНИЕ (ноябрь 1986 г.) с Изменением N 1, утвержденным в декабре 1983 г. (ИУС 3-84)
ВНЕСЕНЫ: Изменение N 2, утвержденное и введенное в действие Постановлением Государственного комитета CCCP по стандартам от 16.12.87 N 4546 с 01.07.88, Изменение N 3, утвержденное и введенное в действие Постановлением Государственного комитета СССР по стандартам от 20.12.88 N 4303 с 01.05.89, Изменение N 4, утвержденное и введенное в действие Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 29.12.90 N 3554 с 01.07.91
Изменения N 2, 3, 4 внесены изготовителем базы данных по тексту ИУС N 3 1988 год, ИУС N 3 1989 год, ИУС N 4 1991 год
Настоящий стандарт распространяется на тахометры непосредственного измерения и дистанционные тахометры, предназначенные для измерения и показания частоты вращения частей машин и механизмов и изготовляемые для нужд народного хозяйства и экспорта.
Стандарт не распространяется на автотракторные тахометры.
Требования пп.1.7, 2.13-2.16, разд.3 и 5 являются обязательными, другие требования - рекомендуемыми.
Перечень показателей качества, устанавливаемых при разработке технического задания и технических условий на тахометры конкретного вида, приведены в приложении 2.
(Измененная редакция, Изм. N 4).
1. ТИПЫ И ОСНОВНЫЕ ПАРАМЕТРЫ
1.1. По принципу действия тахометры следует изготовлять типов:
магнитоиндукционные - ТМ (непосредственного измерения) и ТМи (дистанционные);
электрические (электронные) - ТЭ;
1.2. Тахометры должны быть изготовлены со следующими дополнительными функциями, различными сочетаниями этих функций или без них:
с выходным аналоговым сигналом - А;
с выходным кодированным сигналом - К;
с сигнализацией - С.
(Измененная редакция, Изм. N 2).
1.3. По устойчивости к ударным нагрузкам тахометры и их составные части следует изготовлять обыкновенными и ударопрочными.
Исполнения по устойчивости к ударным нагрузкам первичных преобразователей, промежуточных преобразователей и показывающих приборов, входящих в комплект дистанционных тахометров, могут быть различными.
1.4. Климатические исполнения, категории тахометров, а также рабочие значения температуры воздуха при эксплуатации должны соответствовать ГОСТ 15150-69.
По заказу потребителя верхние рабочие значения температуры воздуха при эксплуатации допускается устанавливать в пределах:
до 60 °С - для тахометров непосредственного измерения, показывающих приборов и промежуточных преобразователей дистанционных тахометров;
до 80 °С - для первичных преобразователей.
Категории размещения и значения температуры воздуха при эксплуатации первичных преобразователей, промежуточных преобразователей и показывающих приборов, входящих в комплект дистанционных тахометров, могут быть различными.
1.5. Тахометры следует изготовлять классов точности: 0,01; 0,02; 0,05; 0,1; 0,2; 0,5; 1,0; 1,5; 2,0; 2,5; 4,0.
1.6. Нижние пределы измерений или показаний тахометров в об/мин следует устанавливать в технических условиях на тахометры конкретного вида.
Верхние пределы измерений или показаний тахометров в об/мин следует выбирать из ряда:


или - для цифровых тахометров, где - одно из чисел: 1,0; 1,2; 1,5; (1,6); 2,0; 2,5; 3,0; (3,2); 4,0; 5,0; 6,0; (7,5); 8,0;
и - одни из чисел: -3; -2; -1; 0; 1; 2; . 6.
Примечание. Значения, указанные в скобках, в новых разработках не применять.
(Измененная редакция, Изм. N 1, 2).
1.7. Параметры выходных электрических аналоговых сигналов тахометров - по ГОСТ 26.011-80, ГОСТ 26.011-80*, дискретных сигналов - по ГОСТ 26.013-81.
* Соответствует оригиналу. - Примечание изготовителя базы данных.
Выходные электрические кодированные сигналы - по ГОСТ 26.014-81.
1.8. Число и значения уставок срабатываний сигнализирующих тахометров следует устанавливать в технических условиях на тахометры конкретных видов.
1.9. (Исключен, Изм. N 2).
1.10. Параметры питания тахометров от внешнего источника питания следует выбирать из рядов:
6; 12; 24; 27; 48; 60; 110; 220 В постоянного тока;
12; 24; 36; 127; 220 и 380 В переменного тока с частотой (50±1) Гц или (400±12) Гц.
Параметры питания тахометров со встроенными источниками питания следует устанавливать в технических условиях на тахометры конкретного вида.
Для тахометров, предназначенных для экспорта, допускается частота переменного тока (60±1) Гц.
(Измененная редакция, Изм. N 2).
1.11. Циферблаты и шкалы тахометров - по ГОСТ 5365-83.
Цена деления шкалы аналоговых тахометров должна быть не менее половины предела допускаемой основной погрешности.
1.12, 1.13. (Исключены, Изм. N 4).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Тахометры следует изготовлять в соответствии с требованиями настоящего стандарта и технических условий на тахометры конкретного вида по рабочим чертежам, утвержденным в установленном порядке.
Внешний вид тахометров должен соответствовать образцу, утвержденному в установленном порядке.
Тахометры, изготовляемые для работы в районах с тропическим климатом, по условиям воздействия климатических факторов должны соответствовать ГОСТ 15151-69.
2.2. Основная погрешность тахометров должна выражаться по ГОСТ 8.401-80.
(Измененная редакция, Изм. N 2).

2.3. Для цифровых тахометров предел допускаемой погрешности допускается выражать в виде ,
где - число, выбираемое по п.1.5, выраженное в процентах от верхнего предела измерения или от значения измеряемой величины;
- погрешность, обусловленная дискретностью измерений (цена деления наименьшего разряда).
(Измененная редакция, Изм. N 2, 3).
2.4. Вариация показаний тахометров, а также значений аналоговых сигналов тахометров не должна превышать абсолютного значения предела допускаемой основной погрешности.
2.5. Вариация показаний ударопрочных тахометров не должна превышать полуторакратного значения предела допускаемой основной погрешности.
2.6. Время установления указателей аналоговых тахометров на соответствующей отметке шкалы не должно превышать:
4 с - для дистанционных тахометров;
3 с - для тахометров непосредственного измерения.
2.5, 2.6. (Измененная редакция, Изм. N 2).
2.7. Двойная амплитуда колебаний указателя тахометра при установившейся частоте вращения не должна превышать значения, соответствующего допускаемой основной погрешности.
2.8. Наибольшее допускаемое изменение погрешности показаний, сигнализации, а также значений выходных сигналов тахометров, вызванное изменением температуры окружающего воздуха от 20 °С до крайнего значения рабочей температуры по п.1.4 на каждые 10 °С, не должно превышать половины абсолютного значения предела допускаемой основной погрешности.
Если в качестве показывающего прибора тахометра применяют электроизмерительный прибор по ГОСТ 22261-82*, изменение показаний тахометра, вызванное изменением температуры окружающего воздуха, - по стандартам и техническим условиям на средства измерения конкретного вида.
________________
* Действует ГОСТ 22261-94, здесь и далее по тексту. - Примечание изготовителя базы данных.
2.9. Наибольшее допускаемое изменение погрешности показаний, сигнализации, а также значений выходных сигналов тахометров, вызванное изменением напряжения питания от номинального на плюс 10 минус 15%, не должно превышать половины абсолютного значения предела допускаемой основной погрешности.
2.10. Тахометры должны работать при воздействии вибрации в диапазоне частот с нижним пределом 5 или 10 Гц, верхний предел выбирают из ряда: 25; 30; 40; 50; 60; 80; 120; 200; 300; 400; 600; 800; 1000; 5000 Гц с ускорением, выбираемым из ряда: 2,5; 5; 10; 15; 20; 30; 40; 100; 150 м/с.
Частоты и ускорения для первичных и промежуточных преобразователей и показывающих приборов дистанционных тахометров могут быть различными.
2.11. Ударопрочные тахометры или их составные части должны работать после воздействия не менее 2000 ударов с ускорением 50 м/с длительностью импульса 6-12,5 мс.
Группа T88.1*
____________________________
* В указателе "Государственные
стандарты" 2003 г. Группа Т88.2. -
Примечание "КОДЕКС".
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Государственная система обеспечения единства измерений
Методы и средства поверки
State system for ensuring the uniformity
оf measurements. Tachometers. Methods and means of verification
Дата введения 1979-07-01
РАЗРАБОТАН Всесоюзным научно-исследовательским институтом метрологии им. Д.И.Менделеева (ВНИИМ)
Руководитель темы В.А.Иванов
ВНЕСЕН Управлением приборостроения, средств автоматизации и систем управления Госстандарта СССР
Гл. специалист В.Н.Горбунов
ПОДГОТОВЛЕН К УТВЕРЖДЕНИЮ Всесоюзным научно-исследовательским институтом метрологической службы (ВНИИМС)
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 2 марта 1978 г. N 611
ВЗАМЕН Инструкции 242-57 в части тахометров
Настоящий стандарт распространяется на тахометры, выпускаемые по ГОСТ 21339-75, и устанавливает методы и средства их первичной и периодической поверок.
Стандарт не распространяется на тахометры с диапазоном измерения частоты вращения не свыше 6·10 об/мин и погрешностью не менее 0,1%.
1. ОПЕРАЦИИ И СРЕДСТВА ПОВЕРКИ
1.1. При проведении поверки тахометров должны быть выполнены следующие операции:
внешний осмотр (п.4.1);
определение основной погрешности (п.4.3).
1.2. При проведении поверки следует использовать поверочную тахометрическую установку типа УТ-05-60 с диапазоном воспроизведения частоты вращения 10-60000 об/мин и погрешностью не более ±0,05% измеряемого значения частоты вращения.
Допускается применять другие поверочные тахометрические установки (см. обязательное приложение 2), прошедшие метрологическую аттестацию в органах государственной метрологической службы.
2. УСЛОВИЯ ПОВЕРКИ И ПОДГОТОВКА К НЕЙ
2.1. При проведении поверки должны быть соблюдены следующие условия:
температура окружающего воздуха
относительная влажность воздуха
питание тахометрической установки
от сети переменного тока напряжением 220±22 В частотой 50±0,5 Гц.
2.2. Перед проведением поверки следует:
выбрать поверочную тахометрическую установку, обеспечивающую поверку тахометра не менее чем на пяти отметках, равномерно распределенных по диапазону, учитывая, что погрешность установки должна быть минимум в три раза меньше допускаемой погрешности поверяемого тахометра;
установить на шпиндель установки соединительные муфты или другие необходимые приспособления и подсоединить поверочный тахометр с учетом его рабочего положения, направления вращения, передаточного коэффициента и т.д.;
подготовить протокол поверки по форме, приведенной в обязательном приложении 1, и заполнить соответствующие графы.
3. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
3.1. При проведении поверки должны быть соблюдены требования безопасности, установленные ГОСТ 21339-75 и техническими описаниями поверочных тахометрических установок.
4. ПРОВЕДЕНИЕ ПОВЕРКИ
4.1. Внешний осмотр
4.1.1. При внешнем осмотре тахометров должно быть установлено:
соответствие маркировки требованиям ГОСТ 21339-75;
отсутствие механических повреждений, затрудняющих отсчет показаний или влияющих на их точность (неисправность механизма, переключающего диапазоны измерений, повреждение шкалы, стрелки, стекла и т.д.);
расположение стрелки тахометра на нулевом делении шкалы;
у тахометров с безнулевой шкалой - на специальном штрихе, нанесенном для этой цели на шкале;
отсутствие дефектов антикоррозийных покрытий;
соответствие с цифровым отсчетом, а также аналоговым требованиям ГОСТ 21339-75.
4.2.1. При опробовании тахометров необходимо:
убедиться в свободном вращении (без заеданий) входного валика тахометра или первичного преобразователя при вращении вручную, а также убедиться в исправности указателя тахометра.
4.3. Определение основной погрешности
4.3.1. Основную погрешность тахометра в процентах определяют методом непосредственного сличения показаний поверяемого тахометра с частотой вращения, воспроизводимой поверочной тахометрической установкой, по формулам:
для ручных, стробоскопических и дистанционных тахометров

для вибрационных тахометров

для тахометров с цифровым отсчетом

где - абсолютная погрешность, определяемая как разность между средним значением показаний поверяемого тахометра и действительным значением измеряемой величины, об/мин;

- максимальная абсолютная погрешность, выбранная из ряда измерений тахометра в поверяемом диапазоне, об/мин;
- конечное значение диапазона тахометра, об/мин;
- частота вращения, измеренная поверяемым тахометром, об/мин.
4.3.2. При поверке необходимо соблюдать требования, установленные эксплуатационной документацией на тахометры конкретного типа.
4.3.3. Основную погрешность тахометра определяют не менее чем на пяти отметках, равномерно распределенных по диапазону, включая их максимальные значения.
У тахометров, имеющих несколько поддиапазонов, работа на которых производится за счет введения передаточного коэффициента, основную погрешность определяют не менее чем на пяти отметках только в одном поддиапазоне, а на каждом из последующих поддиапазонов - не менее чем на двух отметках, включая максимальные значения. Измерения на указанных отметках выполняют не менее двух раз.
4.3.4. Ручные тахометры поверяют путем подключения к валу поверочной тахометрической установки, на которой предварительно устанавливают выбранное значение частоты вращения.
4.3.5. Стробоскопические тахометры поверяют в соответствии с п.4.3.3 на поверочной тахометрической установке, на шпиндель редуктора которой устанавливают наконечник с одной меткой. Образцовую частоту вращения измеряют согласно описанию на стробоскопический тахометр.
4.3.6. Стационарные тахометры и тахометры с первичными преобразователями поверяют при возрастающих и убывающих частотах вращения в соответствии с п.4.3.3.
4.3.7. Вибрационные тахометры поверяют на поверочной тахометрической установке на всех отметках шкалы, не менее двух раз на каждой, посредством задания частоты вращения, соответствующей максимальному отклонению резонатора тахометра.
Примечание. Допускается поверять вибрационные тахометры на вибрационных стендах, применяемых в качестве образцового средства измерения.
4.3.8. Вариация показаний тахометров не должна превышать абсолютного значения пределов допускаемой основной погрешности.
4.3.9. Показания поверяемых тахометров (ручных, стробоскопических, стационарных и др.), получаемые в результате поверки, заносят в соответствующие протоколы поверки, формы которых приведены в обязательном приложении 1. В протокол поверки вибрационных тахометров заносят показания образцового тахометра поверочной тахометрической установки.
4.3.10. Основная погрешность поверяемых тахометров не должна превышать значений, указанных в ГОСТ 21339-75.
5. ОФОРМЛЕНИЕ РЕЗУЛЬТАТОВ ПОВЕРКИ
5.1. Результаты первичной поверки тахометров оформляют отметкой в паспорте, клеймением и опломбированием.
5.2. Результаты периодической ведомственной поверки оформляют документом, составленным ведомственной метрологической службой.
5.3. Тахометры, признанные годными при поверке органами Госстандарта СССР, опломбируют и на них выдают свидетельство установленной формы.
5.4. Тахометры, не удовлетворяющие требованиям настоящего стандарта, к выпуску и применению не допускают.
Государственная система обеспечения единства измерений
State system for ensuring the uniformity of measurements. Tachometers. Verification procedure
Дата введения 2015-07-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены в ГОСТ 1.0-2015 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2015 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Федеральным государственным унитарным предприятием "Всероссийский научно-исследовательский институт метрологии им. Д.И.Менделеева" (ФГУП "ВНИИМ им.Д.И.Менделеева")
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 27 декабря 2013 г. N 63-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97
Сокращенное наименование национального органа по стандартизации
Минэкономики Республики Армения
Госстандарт Республики Беларусь
Госстандарт Республики Казахстан
(Поправка), (Поправка. ИУС N 1-2021).
4 Приказом Федерального агентства по техническому регулированию и метрологии от 30 декабря 2013 г. N 2364-ст межгосударственный стандарт ГОСТ 8.285-2013 введен в действие в качестве национального стандарта Российской Федерации с 1 июля 2015 г.
5 Настоящий стандарт подготовлен на основе применения ГОСТ Р 8.719-2010*
* Приказом Федерального агентства по техническому регулированию и метрологии от 30 декабря 2013 г. N 2364-ст ГОСТ Р 8.719-2010 отменен с 1 июля 2015 г.
6 ВВЕДЕН ВПЕРВЫЕ
7 ИЗДАНИЕ (февраль 2019 г.) с Поправкой* (ИУС 5-2016)
* См. ярлык "Примечания".
ВНЕСЕНА поправка, опубликованная в ИУС N 1, 2021 год
Поправка внесена изготовителем базы данных
1 Область применения
Настоящий стандарт распространяется на тахометры, выпускаемые по ГОСТ 21339, и устанавливает методы и средства их первичной и периодической поверок.
Стандарт распространяется на тахометры с диапазоном измерения частоты вращения не выше 100000 об/мин и пределом допускаемой основной относительной погрешности до 0,01%.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 12.2.007.0-75 Система стандартов безопасности труда. Изделия электротехнические. Общие требования безопасности
ГОСТ 12.3.019-80 Система стандартов безопасности труда. Испытания и измерения электрические. Общие требования безопасности
ГОСТ 21339-82 Тахометры. Общие технические условия
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Операции и средства поверки
При проведении поверки должны быть выполнены операции и применены средства поверки, указанные в таблице 1.
Таблица 1 - Операции и средства поверки
Номера пунктов стандарта
Средства поверки и их метрологические характеристики
Обязательность проведения поверки:
при выпуске из производства, в эксплуатации, после ремонта и хранения
Установка поверочная тахометрическая (УПТ)
Определение метрологических характеристик
Установка поверочная тахометрическая (УПТ) и частотомер Ч3-64
1 УПТ - электромеханическая система с одним или несколькими выходными валами, частота вращения которых является входной величиной для поверяемого тахометра.
2 УПТ УТ05-60 (диапазон измерений от 10 до 60000 об/мин, допускаемая относительная погрешность 0,05%) допускается к применению для поверки тахометров с диапазоном не выше 60000 об/мин и пределом допускаемой основной относительной погрешности не менее 0,1%.
3.2 Допускается применять другие вновь разработанные или находящиеся в применении средства поверки, прошедшие поверку в органах государственной метрологической службы и юридических лиц, аккредитованных на право проведения поверки, удовлетворяющие по точности требованиям настоящего стандарта.
4 Условия поверки и подготовка к ней
4.1 При проведении поверки должны быть соблюдены следующие условия:
- температура окружающего воздуха
- относительная влажность воздуха
- питание средств поверки от сети переменного тока напряжением (220±22) В, частотой (50±0,5) Гц.
4.2 При проведении поверки тахометров должны быть соблюдены требования безопасности по ГОСТ 12.3.019 и ГОСТ 12.2.007.0.
При этом должны быть соблюдены требования безопасности, изложенные в технических описаниях на средства поверки и другое оборудование, применяемое при поверке.
4.3 Перед проведением поверки необходимо выполнить следующие подготовительные работы:
- включить средства поверки и другое необходимое оборудование за 15 мин до начала поверки;
- поверяемые тахометры должны быть выдержаны при температуре (20±5)°С не менее 24 ч, если они находились в других условиях;
- средства поверки должны быть подготовлены к работе в соответствии с нормативной и технической документацией на них.
При поверке необходимо соблюдать требования, установленные эксплуатационной документацией на тахометры конкретного типа.
5 Проведение поверки
5.1 Внешний осмотр
При внешнем осмотре устанавливают соответствие тахометров требованиям ГОСТ 21339 в части комплектности, опломбирования, маркировки.
Тахометры не должны иметь механических повреждений и дефектов защитных покрытий, приводящих к ухудшению технических и метрологических характеристик. Для тахометров со стрелочной индикацией показаний расположение стрелки должно быть на нулевом делении шкалы, а у тахометров с безнулевой шкалой - на специальном штрихе, нанесенном на шкале.
При обнаружении отклонений от требований подпункта 5.1 тахометры к поверке не допускают.
5.2 Опробование
5.2.1 При опробовании тахометров необходимо:
- убедиться в свободном вращении (без заеданий) входного валика тахометра или первичного преобразователя при вращении его вручную (в случае наличия входного валика);
- с помощью УПТ провести измерения не менее, чем на двух значениях частоты вращения и убедиться в работоспособности индикаторной системы тахометра.
5.3 Определение метрологических характеристик
5.3.1 Определение основной погрешности
Основную погрешность тахометра определяют не менее, чем на пяти отметках, равномерно распределенных по диапазону, включая их максимальные и минимальные значения.
У тахометров, имеющих несколько поддиапазонов, работа на которых производится за счет введения передаточного коэффициента, основную погрешность определяют не менее, чем на пяти отметках только в одном поддиапазоне, а на каждом из последующих поддиапазонов - не менее, чем на двух отметках, включая максимальные значения. Измерения на указанных отметках выполняют не менее двух раз.
Основную относительную () или приведенную () погрешности определяют методом непосредственного сличения показаний поверяемого тахометра с частотой вращения, воспроизводимой установкой поверочной тахометрической. Для тахометров со стрелочной индикацией и/или аналоговым выходом основная погрешность в процентах рассчитывается по формулам:
для случая пределов допускаемой относительной погрешности

, (1)
для случая пределов допускаемой приведенной погрешности

. (2)
Для тахометров с цифровым отсчетом основная погрешность в процентах рассчитывается по формулам:
для случая пределов допускаемой относительной погрешности

; (3)
Магнитоиндукционным тахометрам присущи следующие погрешности.
1. Погрешность, вызванная влиянием температуры окружающей среды на параметры чувствительного элемента и противодействующей пружины. Для оценки этой погрешности обратимся к уравнению шкалы (8.15).
Наиболее существенное влияние температура оказывает на параметры В, q и Е; изменения геометрических размеров можно не учитывать ввиду малости этих изменений и, кроме того, они почти полностью взаимно компенсируются, так как геометрические параметры входят в числитель и знаменатель уравнения (8.15). Перепишем уравнение (8.15):
Примем А = const. Общий температурный коэффициент прибора согласно формуле (4.9) будет
Температурная погрешность может быть исключена, если так подобрать материалы деталей, чтобы было выполнено условие температурной компенсации:
Точно выполнить это условие практически не удается, но оказывается возможным свести общий температурный коэффициент прибора к достаточно малой величине.
Например, возьмем элементы со следующими характеристиками:
а) магнит из сплава типа магнко
(Fe — 63,2%, Ni — 20,6%, Al — 12%, Со — 4%, Mn — 0,2%) с температурным коэффициентом = —0,6- 10~ 4 ;
б) токопроводящий элемент из марганцовистой меди
(Си — 96,1%, Мп — 3,9%) с температурным коэффициентом = 2*10 -10
в) пружину из фосфористой бронзы с температурным коэффициентом = —4- 10- 4 ;
общий температурный коэффициент прибора
Дальнейшее уменьшение температурной погрешности возможно с помощью термомагнитного шунта, допускающего индивидуальную регулировку с целью изменения коэффициента в отдельных образцах приборов.
2. Погрешность от влияния вредных сил (сил трения, сил небаланса подвижной системы).
Приведенное относительное значение этой погрешности
где - суммарный момент вредных сил,
Мmах – наибольшее значение движущего момента, отвечающее .
Для уменьшения необходимо по возможности уменьшить моменты и увеличивать максимальный движущий момент Мmах.
Читайте также: