
Как делают кованые диски
Сегодня на мировом рынке изготовления кованых дисков работает немало крупных предприятий, которые позиционируют всю продукцию как изготовленную с соблюдением технологии горячей штамповки. Но если внимательно изучить, как делают кованые диски такие производители, то становится понятным: технология упрочнения относится лишь к ободу, а не ко всему диску.
Основная часть производится таким же традиционным способом, как и литые аналоги. Такой подход к организации производства, несомненно, снижает цену для потребителя, но автоматически влияет и на качество. Специалистами доказано, что даже непревзойденная прочность одного только обода не может гарантировать достаточную жесткость всего диска. Пока нагрузка на кованый диск не превышает предел прочности прокатанной части обода, диск эксплуатируется нормально. Но как только предел прочности будет превзойден, произойдет растрескивание литой части – проблема, так хорошо знакомая владельцам литых дисков.
Кроме того, в зонах соединения прокатанной части диска с незащищенным металлом образуются участки повышенного внутреннего напряжения. Это как минимум не добавляет прочности готовому изделию и не влияет на общий вес диска. При этом стоить помнить, что качественные кованые диски намного легче и гораздо прочнее литых.
Большинство отечественных производителей делают автомобильные диски с полным соблюдением всех этапов технологии. Такой ответственный подход позволяет добиться идеального результата и получить высококачественные изделия с привлекательными эксплуатационными характеристиками. Низкий вес колеса, улучшенная динамика автомобиля, увеличенная прочность и непревзойденная безопасность – вот далеко не все достоинства кованых дисков.
Для того чтобы полностью разобраться в том, как делают кованые диски у нас, необходимо внимательно изучить основные технологические этапы.
Особенности технологии производства
На предварительном этапе отливается заготовка из легкосплавного металла (с этой целью принято использовать высокопрочные сплавы из магния или алюминия). После этого горячая заготовка будущего диска передается на автоматическую линию, которая состоит из комплекса вертикальных прессов. Первый пресс дает небольшую силу сжатия, второй – чуть больше, третий – максимальную. После обработки прессами заготовка подлежит термической обработке: отпуску, закалке и искусственному старению металла.
Финальный этап изготовления – это механическая обработка поверхности, которая осуществляется на вертикальных или горизонтальных фрезерных станках. Некоторые производители предпочитают использовать сразу несколько станков, которые разделяют операции по фрезеровке между собой. Весь процесс обработки полностью автоматизирован, что позволяет добиться точного результата и получить требуемые параметры. Использование современного оборудования дает возможность изготавливать качественные и максимально сбалансированные диски заданного размера.
Преимущества технологии горячей штамповки
Для того чтобы получить исчерпывающее представление о том, как делают кованые диски, можно просмотреть данное видео.
Технология горячей штамповки дает возможность сжимать внутреннюю структуру металла, благодаря чему зерна сплава сжимаются между собой и располагаются в необходимом направлении. На данном этапе из структуры сплава удаляются полости и раковины, которые характерны для литых дисков. В ходе такой обработки металл становится легче и тоньше, приобретая при этом дополнительную прочность. А сниженный вес диска напрямую влияет на динамические характеристики автомобиля, а также на состояние узлов и элементов подвески.
При изготовлении кованых дисков Solomon Alsberg указанная технология соблюдается полностью, что исключает использование суррогатных способов производства и некачественных металлических сплавов. При этом стоимость готового изделия сопоставима с литыми дисками премиум-класса, но кованые изделия дают ряд дополнительных преимуществ. Эксплуатационные характеристики и привлекательный внешний вид позволяют использовать такие диски на автомобилях брендовых марок.
Отечественные производители делают кованые автомобильные диски Solomon Alsberg с использованием большого количества прессов, что очень важно для достижения максимальной прочности и надежности. Главное достоинство данной технологии заключается в постепенном сжатии структуры металла. Если сэкономить на количестве прессов и установить лишь один сверхмощный агрегат, то можно существенно сократить время обработки заготовки, пожертвовав внутренним напряжением структуры металла. Такой подход не используется на отечественных заводах, ведь он может привести к получению продукции, которая по своим характеристикам будет уступать даже средним по цене и качеству литым дискам.
Процесс горячей штамповки – это последовательность длительных операций, которые гарантируют долговечность, прочность, легкость и привлекательность готовой продукции!

Все мы знаем что литые диски лучше стальных (штампованных), также многие из нас знаю что кованые диски лучше чем литые. Но далеко не каждый знает как куются кованые диски. К сожалению никаких наковален и мехов в этом деле не применяется…
Небольшое видео отступление, в ознакомительных целях. Собственно весь процесс:
От отливки к колесу


Литейный цех – первый этап любого металлургического производства

Секторный штамп. При горячей объемной штамповке используются вот такие штампы, состоящие из нескольких секторов. При окончательном формировании диска верхняя часть штампа опускается, и сектора сходятся. Излишки металла при этом выдавливаются через щели, образуя облой

После термообработки колеса ожидают отправки в цех мехобработки

Цилиндрические катки – это заготовки будущих колес для автоспорта
Термообработка и контроль
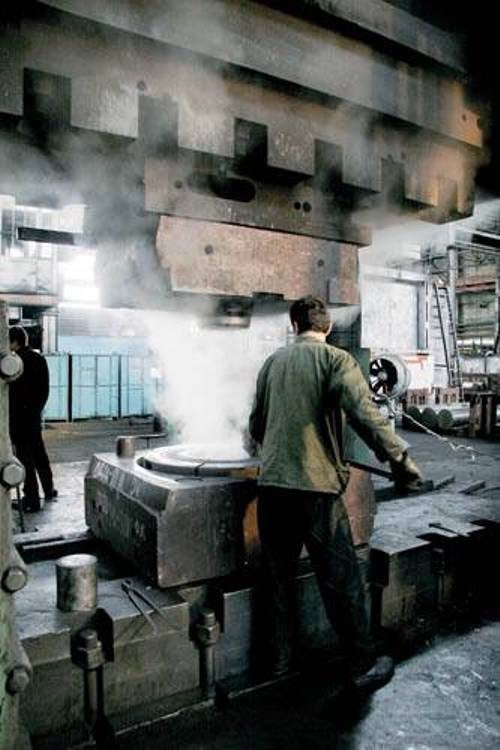
Один из рабочих с помощью кисти смазывает штамповую оснастку специальной смазкой, чтобы готовая деталь не прилипала к пресс-форме
Сделано в России
С заготовки, уже напоминающей по форме будущее колесо, на токарном станке снимают лишний припуск металла, в ободе просверливают ниппельное отверстие, а в ступичной части – крепежные отверстия под болты. Затем колесо устанавливают на фрезерный станок с ЧПУ, который и вырезает запрограммированный дизайн.

Практически готовое колесо – остается только слесарка и покраска
«Некоторые диски после механической обработки дополнительно полируются. Для дисков марки M&K, которыми представлен наш премиум-сегмент, эти операции производятся за рубежом, – продолжает Александр. – Для остальных проводится обычная слесарная обработка – снимаются острые кромки, а затем производится окончательный контроль на соответствие геометрических размеров чертежу, биения обода и дисбаланс.
К слову сказать в России довольно много производителей кованных дисков, но у них есть один большой недостаток, который объясняется экономической составляющей. Недостаток этот – дизайн, а точнее практически полное его отсутствие.
Посмотрите на диски ВСМПО, хорошие диски, но дизайн сильно на любителя.
Посмотрите на Slik — очень мало дизайнов…
И такая ситуация практически у всех производителей ковки.
Дело немного поправило ателье AGFORGED, ребята договорились с СМК (или Магалтек?), делают дизайн и на заказ, можно сказать в штучном варианте делают диски для всех желающих. Минус такого подхода один – довольно продолжительное время необходимое на изготовление заказа.
Но и их выдавила штука под названием Жизнь. Завод СМК прекратил своё существование, а АГ не имели свои производственные мощности… В итоге все наработки достались Solomon Alsberg`y…
Если верить пользователю VITALIY8 , то в РФ на сегодняшний день остаётся один производитель кованых дисков — КРАМЗ, их поковки использует СЛИК.
Вот еще немного видео в тему:
Как делают составные диски
Колесные диски для легковых автомобилей делятся на три типа: штампованные, литые и кованые. Более подробно об этом мы писали в статье: Классификация автомобильных дисков . Штампованные чаще всего изготавливаются из стали, а литые и кованые из алюминиевого сплава. Кованые диски лучше всего соответствуют требованиям безопасности, надежности и внешней привлекательности. Они обладают высокой прочностью и жесткостью конструкции, низким весом и высокой стойкостью к коррозии. Но почему колесные диски такие дорогие? Чтобы ответить на этот вопрос, следует детально рассмотреть процесс их производства.
Кованые диски изготавливают из алюминия, который выплавляют из глинозема, который, в свою очередь, получают из бокситов. Боксит – это алюминиевая руда, состоящая из гидроксида алюминия, оксидов железа и кремния. Он поступает на глиноземные заводы, где из него выделяют глинозем – чистый оксид алюминия (AL2O2). При этом из него удаляют примеси железа, кремния и прочих элементов.
90% всех залежей бокситовой руды сосредоточено в странах с тропическим и субтропическим климатом (Австралия, Бразилия, Вьетнам, Гвинея, Ямайка). По сравнению с другими металлами, получение алюминия из руды является сложным процессом, что объясняется его высокой реакционной способностью и высокой температурой плавления руды.
Полученный глинозем поступает на алюминиевый завод. Там сырье попадает в электролизер. Он представляет собой специальную закрытую ванну, где проходит процесс электролиза, в результате которого из оксида алюминия выделяют чистый металл. В процессе электролиза участвует криолит (NA3ALF6), который смешивается с глиноземом (AL2O3). На смесь воздействуют с помощью электрического тока, в результате чего происходит распад на ионы. Иными словами, чистый алюминий выпадает в осадок на катоде, а кислород и другие газы устремляются к аноду и удаляются.
Полученный жидкий алюминий перемещается в газовую печь, где вместе с легирующими элементами (железо, титан и другие) получают однородную смесь. Это делается для получения сплава с необходимыми физическими, химическими, прочностными и технологическими свойствами. Полученный сплав разливается в формы, где принудительно остужается, застывая в слитках. Такие слитки могут использоваться в различных областях, от производства посуды, до авиастроения.
Полученные слитки алюминия вместе с магнием медью и марганцем попадают в еще одну печь. Там при температуре около 1500 градусов формируется сплав для производства дисков. После снятия с поверхности смеси шлаков готовый алюминиевый сплав отправляется в цех литья заготовок. Для того чтобы получить заготовку, алюминий отливают в формы-кристаллизаторы, где жидкий металл твердеет и приобретает форму цилиндров.
На следующем этапе производства из цилиндров, с помощью циркулярной пилы, нарезают заготовки, которые отправляются на ковку. Этот этап является основной отличительной особенностью кованых дисков от литых. Именно благодаря ковке заготовка приобретает прочность и упругость. В процессе ковки нагретые в печи цилиндры прессуются под воздействием пресса. В итоге алюминий сжимается в несколько раз и приобретает мелкозернистую и волокнистую структуру, существенно увеличивающую прочность будущего диска.
Полученные заготовки в очередной раз нагревают в печи и отправляют на штамповку, придающую заготовкам примерный профиль будущего диска, напоминающего кухонную раковину. Каждая заготовка проходит этот процесс трижды, что улучшает ее геометрические и прочностные показатели.
Далее, заготовки закаливают в печи при температуре 515 градусов, после чего остужают в холодной воде. В результате закалки меняется структура металла, она становится мелкозернистой, улучшая прочностные характеристики будущего автомобильного диска. Каждая заготовка проходит этот процесс трижды, после чего подвергается искусственному старению в печи, чтобы снять внутренние механические напряжения.
В цехе механической обработки закаленные заготовки приобретают свой окончательный вид. Именно тут технологическая и дизайнерская мысль объединяются в готовый продукт. Но даже самые смелые дизайнерские идеи должны учитывать такие характеристики как параметры колесных дисков , крепежные отверстия, охлаждение тормозных элементов, прочность конструкции и вес будущего диска.
После того, как дизайнер разработал внешний вид диска, чертеж и размеры поступают в токарный цех. Там, на программируемых токарных станках, с помощью револьверных головок, заготовка приобретает окончательный вид. Сначала обтачивается обод, затем прорезаются окна, после чего высверливаются отверстия под крепеж и диск поступает на финишную шлифовку внутренней и наружной частей. В процессе токарной обработки заготовка проходит 5-6 различных станков, в результате чего теряет около 40 килограмм.
На каждом этапе производства налажен строгий контроль качества, минимизирующий процент брака. Помимо этого, финальной стадией производства является тестирование дисков из каждой партии на соответствие внутренних стандартов компании.
Ознакомившись с процессом производства, легко ответить на вопрос, который был задан в начале статьи - почему кованые диски такие дорогие? На их изготовление тратится колоссальное количество усилий, времени и материала. Итогом производства становятся кованые автомобильные диски исключительного качества.

Особенности и технология производства кованых автомобильных дисков
Кованные диски производятся с использованием специализированных методик, которые не в полной мере соответствуют названию изделий. Ковка в классическом понимании не используется, обработка металла осуществляется без деформации с применением молота и наковальни.

Производство начинается с формирования заготовки, которая включает различные металлы и сплавы. Основу составляют: алюминий, марганец и магний. Далее следует несколько производственных этапов:
- нагрев заготовки, доведение металла до пластичного состояния. Температура при этом не превышает 450° C;
- прессование с применением специализированных форм. Так обеспечивается равномерное воздействие на поверхность металла;
- термическая обработка или закалка, которая делает сплавы более твердыми за счет изменения структуры кристаллической решетки;
- проведение механической обработки на токарных и фрезерных станках для устранения шероховатостей, придания металлу однородной структуры.
Некоторые модели дополнительно покрываются краской. В основном производители (преимущественно отечественные) оставляют натуральную металлическую структуру.

Ознакомиться с моделями и ценами на кованые диски можно в нашем каталоге. Если возникнут вопросы, то звоните и наши специалисты дадут бесплатную консультацию.
Преимущества и недостатки кованых дисков
- используемые в производстве сплавы и металлы, устойчивы к воздействию влаги, других негативных разрушающих факторов окружающей среды. Поэтому диски не требуют специального ухода, периодического обслуживания, десятилетиями сохраняют привлекательный внешний вид;
- небольшой вес снижает нагрузку на ходовую часть авто, что в долгосрочной перспективе дает ощутимый эксплуатационный, экономический эффект;
- сохранение целостности покрышки при попадании колеса в яму. В таких ситуациях литые аналоги приводят к образованию боковых порезов.
Что касается цены, то дорого стоят изделия выпущенные за рубежом. Тут играет роль специфика производства, транспортные расходы. Российские заводы поставляют на рынок более дешевую продукцию, которая уступает зарубежным аналогам только менее презентабельным внешним видом. В основном, выпускают кованные диски отечественные оборонные предприятия, располагающие соответствующим оборудованием.
Критерии подбора дисков – какие параметры нужно учитывать

Подобрать диски, которые гармонично впишутся в экстерьер автомобиля, подарят комфорт управления, практичность обслуживания помогут такие параметры.
Посадочный диаметр

Монтажный или посадочный диаметр – величина измеряется в дюймах, важна для выбора покрышки, также влияет на ходовые характеристики автомобиля.
Ширина
Крепежные отверстия

PCD – расположение, количество крепежных отверстий или разболтовка определяется весом автомобиля. В среднем это 4–6 штатных мест для гаек или болтов. Расстояние между ними должно соответствовать аналогичному показателю ступицы автомобиля. Погрешность в несколько миллиметров нельзя компенсировать утягиванием крепежного элемента. Отсутствие центровки приводит появлению биения, неравномерному износу резины, необходимости корректировки настроек развала/схождения.
Форма крепежных отверстий

Форма крепежных отверстий – параметр отвечающий за надежную фиксацию диска, плотное прилегание к ступице. У кованных дисков это перевернутый конус или прямая цилиндрическая форма. Категорически запрещено использовать гайки и болты другой формы и длинны. Это чревато авариями, появлением посторонних шумов, снижением комфорта управления автомобилем.
Диаметр центрального отверстия

Диаметр центрального отверстия – параметр влияющий на центровку и посадку диска на ступицу колеса. Меньший параметр не позволит его установить, больший, – создаст такие же проблемы, как и при несоблюдении требований к параметрам разболтовки. Для компенсации зазора между диском и ступицей используются пластиковые кольца, которые продаются в комплекте с дисками.
Вылет диска
Вылет диска – геометрический параметр, определяющий расположение диска в колесных арках. Это расстояние между вертикальной плоскостью симметрии колеса и плоскостью приложения диска к ступице измеряется в миллиметрах.

Для правильного выбора, тут необходимо знать, какие бывают варианты:
- нулевой;
- положительный;
- отрицательный.
Изменение вылета влияет на ширину колесной базы, а соответственно, и на габариты автомобиля. Смещение параметра, смещает рулевую ось, что меняет на поведение системы управления.
Хампы
Хампы – бортики, обеспечивающие герметичность при посадке покрышки на диск. Эти элементы есть у всех современных моделей. Они отсутствуют только на изделиях, ориентированных под установку камерных покрышек, которые применяются преимущественно на ретро автомобилях. Работа хампов становится видна при хлопках и ударах по диску во время накачивания воздухом покрышек.

Параметры, характеристики кованных дисков указываются в сопроводительной документации. Они должны соответствовать, не превышать допустимых показателей, указанных производителем транспортного средства. Несоответствие параметров обуславливает необходимость переработки конструкции кузова автомобиля, негативно сказывается на динамике, ходовых характеристиках.
Особенности подбора шин к диску

Правильно покупать диски, а к ним подбирать резину. Так обеспечивается комфорт обслуживания и эксплуатации комплекта, исключаются технические проблемы при ремонте, сезонной смене резины.
Важно учитывать совокупность параметров технических и геометрических. Ошибочно ориентироваться только на посадочный диаметр. Но и от него напрямую зависят эксплуатационные характеристики. Тут для правильного выбора, следует ориентироваться на рекомендации производителя авто. Не следует устанавливать диски больше установленного размера. Тут оптимальным решением станет диаметр на 1 дюйм меньше максимального значения.
Подходящая ширина определяется с помощью специальных таблиц или подбирается продавцом-консультантом. Этот параметр, как и вылет диска важен для отсутствия трения шины об подкрылки при максимально вывернутом руле. Форма крепежных отверстий – важный геометрический параметр, если требуется замена крепежных элементов при утере или поломке штатных образцов.

Разболтовка избавляет от проблем с установкой дисков. Но желательно примерять их на месте, чтобы в последствии не терять время на возврат, выбор новых моделей. Так проверяется соответствие диаметра центрального отверстия. Обязательно учитывается вылет диска для сохранения исходных габаритов машины, характеристик рулевого управления.
Знание параметров поможет быстро подобрать колесные диски, которые станут функциональным гармоничным дополнением технической составляющей, украшением дизайна. Полностью надеяться на продавцов не стоит, необходимо разбираться в геометрических и технических характеристиках.

Какую модель выбрать в части дизайна определяет владелец авто, но на первом месте стоят геометрические, технические параметры.
На рынке запчастей сегодня представлен огромный выбор дисков различных размеров и дизайна. Однако такое широкое разнообразие вариантов можно разделить на 3 основные группы по способу производства: штампованные, литые и кованые. И если первые 2 разновидности хорошо знакомы автолюбителям, то кованые диски по-прежнему вызывают много вопросов. Самый популярный из них – что лучше: кованые или литые колеса? Ответить на этот вопрос однозначно нельзя, потому что выбор зависит от конкретной ситуации. Для индивидуального же решения нужно, прежде всего, понимать, что из себя представляют кованые диски, в чем их особенности и преимущества. И скажем сразу – отличий от более привычного литья у них более чем достаточно.
Что такое кованые диски
Первоначально вы можете представить себе кузнеца с огромным молотом, который из куска металла выковывает достаточно элегантный и стильный диск с правильной геометрией. Картина получается красивая, но далекая от действительности. Современная ковка – это практически полностью механизированный процесс, выполняемый с помощью специального оборудования.

Материал, используемый для кованых дисков, практически ничем не отличается от сырья, из которого производятся литые модели. Это все тот же алюминиевый сплав с добавлением легирующих компонентов: магния, кремния, меди. В результате получается очень прочный и одновременно пластичный материал. Кроме того, каждый производитель добавляет в исходный состав различные компоненты, придающие те или иные свойства. Такие добавки – это в большинстве случаев коммерческая тайна производителей, поэтому точную формулу используемого сплава никто не разглашает.
Различия же между литьем и коваными ободами проявляются позже, на этапе производства. И эти различия глобальные – для этих видов дисков используются абсолютно разные технологии, в результате чего они приобретают индивидуальные свойства.
Как делают кованые диски
Процесс их производства начинается аналогично изготовлению литья. На металлургическом предприятии готовится необходимый алюминиевый сплав, в который вносятся те или иные добавки. Однако на этом сходства заканчиваются.
Для изготовления литых дисков расплавленный металл заливается сразу же в готовые формы. При производстве же кованых дисков используется следующая технология:
- Расплав льется в цилиндры того или иного размера.
- После остывания каждый цилиндр разрезается на несколько более коротких сегментов.
- Получившуюся заготовку отправляют в печь, где она разогревается.
- Далее металлический чурбак поступает на пресс для осадки – сплющивания под заданным углом.
Именно из-за использования прессов готовые диски получили название кованых. И оно вполне оправдано – под воздействием пресса сплав приобретает волокнисто-мелкозернистую структуру, в которой не остается никаких пустот и пузырьков воздуха.

Этот полуфабрикат в очередной раз отправляется в печь, откуда конвейер переводит под третий штамп пресса. Здесь ключевое значение имеет оперативность – от вывода будущего диска из печи до штамповки на прессе должно пройти в среднем не более 11 сек. (время может различаться в зависимости от используемого оборудования). В противном случае металл успеет остыть ниже допустимых значений и утратит пластичность. После третьей штамповки выходит уже практически готовый диск.
Далее будущему колесу придаются характерные для кованых изделий прочностные характеристики. Для этого оно закаливается по классической технологии:
- сначала диск разогревается до температур свыше 500 градусов;
- далее он помещается в воду, благодаря чему быстро охлаждается.
Если партия соответствует заявленным требованиям и критериям, то практически готовые диски направляются в токарный цех. Здесь убирается образовавшийся при прессовании облой, просверливаются крепежные и посадочные отверстия, вырезается выбранный дизайн. Все работы выполняются, как правило, на станках с использованием ЧПУ, что обеспечивает одновременно высокую скорость и качество обработки.
Здесь нужно развенчать миф об ограниченности выбора дизайнов для кованых дисков. На самом деле их можно сделать практически с любым узором, ограничением здесь будет только требуемая выносливость их конструкции.
Чем отличаются кованые диски от литых
Итак, ключевыми отличиями кованых моделей от более распространенного литья являются следующие моменты:
- Процедура производства кованных дисков требует больше времени и включает в себя множество этапов. При этом после каждого производственного этапа производится контроль качества.
- Кованные диски более прочные и пластичные. При сильных ударах они не разрушаются, а деформируются, оставляя возможность для ремонта.
- Кованные диски имеет меньший вес. Обычно экономия составляет 20-30%.
Однако было бы ошибочным утверждать, что кованые диски по всем параметрам лучше литых. Главным их минусом можно назвать высокую цену – за кованые ободы придется отдать в несколько раз больше денег. Поэтому ставят такие колеса, как правило, на автомобили премиум-класса.
Кроме того, высокая ударопрочность кованых изделий играет одновременно и положительную, и отрицательную роль. С одной стороны, такие диски максимально долговечны. С другой же стороны, при попадании в глубокую яму, наезде на всей скорости на бордюр и т.д. все деформационное усилие передастся на подвеску, в результате чего она может получить существенные повреждения.
Что лучше: кованые диски или литые
Однозначного ответа здесь быть не может. Все зависит от конкретной ситуации:
- Для относительно недорогих машин, которые эксплуатируются преимущественно на хороших дорогах и не имеют усиленной подвески, лучше выбрать литые диски. В таких условиях и при внимательном вождении их прочности будет достаточно. А сравнительно доступная цена не станет слишком уж серьезным ущербом для вашего бюджета.
- Для автомобилей, которые часто бывают на серьезном бездорожье, обладают внушительной массой и/или усиленной подвеской, лучше выбрать кованые модели, которые гораздо эффективнее выдерживают нагрузки. Такие колеса, в частности, пользуются достаточно высоким спросом среди владельцев внедорожников премиум-класса.
Также нужно помнить, что при выборе любых дисков и других запчастей нужно отдавать предпочтение известным производителям, гарантирующим качество своей продукции.
Читайте также: