
Замена направляющих втулок клапанов ниссан альмера н16
Замена направляющих втулок клапанов

Ремонт головки блока цилиндров (ГБЦ) зачастую предполагает необходимость замены направляющих втулок клапанов ГРМ. Для замены необходимо выпрессовывать старые втулки клапанов, после чего на их место устанавливаются новые элементы. Существует несколько способов для выпрессовки старых втулок. Наиболее простым и самым неправильным является выбивание втулок молотком и зубилом. Данный ударный способ широко применяется в практике «гаражных» мастеров. Отметим, что извлечение втулок в подобных случаях часто заканчивается повреждением посадочного гнезда в головке блока цилиндров.

Рекомендуем также прочитать статью о том, как заварить трещину блока цилиндров или головки блока цилиндров. Из этой статьи вы узнаете о доступных способах ремонта трещин БЦ и ГБЦ.
Немного более правильным вариантом является использование специальной ступенчатой оправки из латуни или бронзы вместо зубила. Такая оправка устанавливается со стороны седла на направляющую втулку, далее по ней ударяют молотком. Указанный способ выпрессовки втулок снижает риск повреждений ГБЦ, но не исключает полностью. Оптимальным же способом выпрессовки втулок является использование специального съемника. Указанный съёмник для снятия направляющих втулок клапанов также используется для последующей установки новых втулок в ГБЦ. Далее мы рассмотрим способы замены направляющих втулок клапанов при помощи оправки и съемника.
Как самому менять направляющие втулки клапанов

Сначала рассмотрим способ выпрессовки направляющих втулок клапанов при помощи оправки, так как указанный способ является распространенным. Перед заменой втулок снимаются пружины и сами клапана. Как уже было сказано выше, оправка для выпрессовывания втулок клапанов используется ступенчатая. Ступенька необходима для того, чтобы снизить риск повреждений посадочного гнезда в головке блока. Меньший диаметр оправки позволяет ей войти во втулку на 3-4 см, причем с зазором. Больший диаметр позволяет свободно пройти через гнездо в ГБЦ.
Отметим, что зачастую бронзовые втулки достаточно легко выпрессовываются из головки, так как установлены с относительно слабым натягом. Если же необходимо выпрессовать направляющую втулку клапана из более жесткого материала, тогда ГБЦ следует предварительно нагреть до температуры 140-160 градусов Цельсия в электропечи или до 80-90 градусов в емкости с горячей водой. Нагрев головки блока цилиндров позволит уменьшить натяг.
В крайних случаях плотно запрессованную втулку нужно высверливать. Обратите внимание, делать это разрешается только на станке, так как попытки высверлить втулку клапана дрелью приведут к перекосу и повреждениям посадочного гнезда. Втулку также желательно высверливать не до конца, то есть оставлять стенки толщиной около 1-го миллиметра. Так снижается риск повреждений гнезда, а сам остаток втулки легко удаляется оправкой.
Следующим шагом становится обязательный замер натяга новой втулки перед установкой в головку, так как строго запрещается производить запрессовку новых втулок до измерения натяга. Для замеров натяга понадобится определить диаметр гнезда и направляющей втулки. Допускается показатель на отметке от 0.03 до 0.05 мм. Этот показатель следует понимать как то, что диаметр новой втулки превышает диаметр посадочного гнезда на указанную величину.
Чтобы запрессовать новые втулки клапанов головку блока следует повторно нагреть в печи аналогично способу снижения натяга при снятии. Параллельно с этим новые втулки охлаждают. Запрессовка новых втулок без нагрева ГБЦ является неправильной. Это касается алюминиевого сплава ГБЦ, в котором происходит деформация при наличии сильного натяга. После такой установки итоговый натяг будет меньше необходимого. В результате после сборки мотора и его нагрева при работе направляющая втулка клапана не будет иметь плотной посадки, а сам клапан в указанной втулке начнет страдать от перегревов. Перегрев клапана будет происходить в результате того, что эффективность отвода избыточного нагрева от стержня клапана к ГБЦ существенно снизится. Неисправность будет быстро прогрессировать, втулка начнет болтаться в посадочном гнезде, что потребует повторной разборки двигателя для проведения ремонта.
Теперь перейдем к тому, как установить направляющие втулки клапанов в головку блока цилиндров. Саму запрессовку реализуют при помощи описанной выше оправки, по которой следует нанести молотком пару резких ударов. Учтите, наличие на новой втулке специального тонкого пояса для размещения маслосъемного колпачка обязывает к тому, чтобы оправка ни с одной стороны не опиралась на данный пояс. Игнорирование данной рекомендации может привести к тому, что втулка деформируется или окажется сломанной.
Выпрессовка и установка направляющих втулок клапанов съемником

Далее рассмотрим наиболее оптимальный способ выпрессовки направляющих втулок клапанов специальным съемником-выпрессовщиком втулок. Начнем с того, что съемники бывают разными и являются универсальными инструментами. При помощи данного решения можно снимать втулки клапанов на разных ГБЦ без риска повредить посадочную плоскость в головке блока. Другими словами, наличие съемника сводит к минимуму возможные задиры или другие дефекты отверстия по сравнению с использованием молотка и оправки.
Работа со съемником предполагает:
- под инструмент подкладывается втулка подходящего размера. Подбор такой втулки осуществляется с учетом того, чтобы при установке съёмника резьбовая часть вышла из направляющей клапана на 20-30 мм;
- далее съемник устанавливается и фиксируется парой гаек, которые специально обточены. Также допускается использование одной гайки, если таковая предусмотрена конструкцией съемника;
- следующим шагом становится необходимость придержать верхним ключом съёмник в его центральной части;
- одновременно с этим нижним ключом выпрессовывается направляющая втулка клапана;
После того, как к съемнику прикладывается определенное усилие, можно услышать явный щелчок. Такой звук укажет на то, что втулка клапана сорвана с посадочного места и движется наружу из отверстия в ГБЦ. Далее нужно крутить винт съемника до того момента, пока втулка не будет извлечена. Затем необходимо приготовить новые втулки для запрессовывания. Далее следует повторить все подготовительные процедуры, описанные выше при установке втулок оправкой. Дополнительно можно смазать втулку клапана моторным маслом для облегчения посадки в гнездо.
Параллельно с этим нужно избежать повреждения пояса (буртика) на направляющей втулке, так как данный пояс служит местом крепления резинового колпачка. Если пояс повредить при установке, герметичность колпачка-сальника будет нарушена. Чтобы не повредить пояс, используется отдельная гайка, которая упирается в направляющую без риска повреждения пояса. Получается, данная гайка поджимает направляющую втулку клапана. Обратите внимание, установка дополнительной гайки уменьшает количество резьбы на шпильке съемника. По этой причине для уменьшения нагрузки на резьбу следует накрутить еще одну втулку съемника.
Теперь можно запрессовать втулку съемником. Окончанием запрессовки является момент, когда прокручивать съемник станет тяжелее. Это будет говорить о том, что втулка опустилась на посадочное место и уперлась стопорным кольцом, которое выполнено на направляющей для регулировки правильной посадки. После появления усилия крутить съемник дальше не нужно, так как можно повредить направляющую. Съёмник пора разбирать и снимать, так как новая втулка уже запрессована в головку блока.
Далее втулки понадобится подгонять по посадочным размерам. Это необходимо в том случае, если направляющую слегка сдавило при запрессовке. Выполняется данная процедура аналогично описанной выше, то есть при помощи развертки. Развертка вставляется в отверстие и без давления прокручивается, благодаря чему происходит аккуратное развёртывание. По окончании следует выдуть остатки стружки при помощи сжатого воздуха.
Затем можно вставить клапан и проверить качество его прилегания к седлу. В том случае, если клапан не полностью прилегает к седлу, тогда очевидна потеря соосности между центром втулки и центром седла клапана. Такое явление иногда возникает после замены направляющих втулок клапанов. Для решения данной проблемы потребуется осуществить притирку клапанов. Чтобы притереть клапана, нужно обработать специальной шарошкой седло клапана. После притирки клапанов можно считать процесс замены направляющих втулок полностью завершенным.
Замена направляющих втулок клапанов
В изношенной направляющей клапан будет ходить криво, что приведёт к быстрому износу маслосъёмных колпачков, тогда масло будет легко попадать в двигатель, тем более сама втулка разбита, и через неё пройдёт больше масла. Простая замена колпачков не поможет, новые быстро износятся и всё повторится сначала.
А при обрыве ГРМ, как правило, гнутся клапана, и они могут повредить направляющие.
Как поменять направляющие клапанов
Чтобы поставить новую втулку, нужно сначала извлечь старую. Этим и займёмся. Для извлечения надо сначала рассухарить клапан и извлечь его, а с направляющей снять маслосъёмный колпачок. Тогда появится доступ к самой направляющей, что нам и нужно.
Извлечение направляющих

Направляющие можно выпрессовать съёмником, либо выбить молотком через проставку. У каждого из этих способов есть свои достоинства и недостатки, и свои особенности в применении того или иного метода. Проще, конечно, выбить молотком, но можно повредить направляющую и она разобьёт посадочное отверстие; съёмник свою работу сделает аккуратно, но он достаточно дорогой, чтобы его покупать ради разового использования, проще тогда отдать на СТО, там сделают за те же деньги.
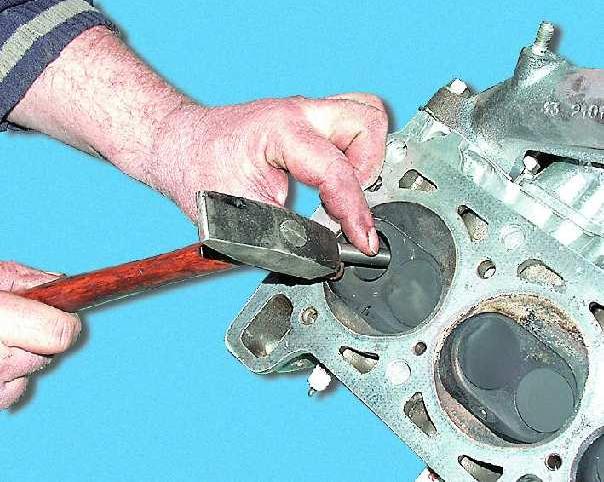
Направляющие вставляются в головку сверху, а это значит, что выбивать их надо со стороны камеры сгорания. Для выбивания нужна оправка чуть уже внешнего диаметра втулки. Для удобства самый край оправки надо сточить до размеров внутреннего диаметра втулки, чтобы оправка внутренней частью залезла в отверстие направляющей, а внешней упиралась в торец. Тогда эта конструкция никуда не соскочит.

Для выбивания желательно взять молоточек потяжелее, тогда направляющая выйдет с одного удара. Для уменьшения натяга головку можно слегка подогреть, к примеру, на электрической плитке; благодаря разным коэффициентам линейного расширения стали (материал втулки) и алюминия (материал головки), натяг уменьшается и требуется меньше усилий. Недостатком такого метода может стать расплёсканная с одной стороны втулка, которое не пройдёт через отверстие и таким образом повредит головку.
Выпрессовывается аналогичным способом, только вместо удара молотка будет приложена сила съёмника. Съёмник выглядит следующим образом: через направляющую втулку проходит шпилька примерно такого же диаметра, как и внутреннее отверстие, со стороны камеры сгорания стопорится гайкой, с обратной стороны делается упор, через который будет тянуться шпилька вместе со втулкой. Далее на шпильку накручивается гайка, расстояние уменьшается, и втулка выходит из посадочного отверстия. Если при большом усилии втулка не пошла, ей надо сорвать, постучав по съёмнику со стороны камеры сгорания. Дальше всё пойдёт как по маслу.
Запрессовка направляющих
Засовываются обратно направляющие точно так же, как и высовываются, только наоборот. Есть несколько вариантов сделать это: одни делают посадку более качественной, другие проще реализуются.
Легче всего запрессовывать направляющие, если нагреть головку или охладить втулку. Чем больше будет разность температур у деталей, тем меньший будет меньше натяг и меньше усилий усилий придётся приложить при запрессовке.
Чем меньше нужен натяг у пары втулка-головка и чем твёрже материалы деталей, тем меньше потребуется разность температур. Дело в том, что мягкие металлы при запрессовывании могут нагартовываться, тем самым уменьшая натяг. Мягкий металл просто сминается под более твёрдым. А если обе детали из мягкого металла (алюминиевая головка и бронзовая втулка), то в процессе запрессовывания при натяге свыше 0,05 мм детали схватятся с образованием задиров. Из-за этого будет меньший теплоотвод и клапан может заклинить, а втулка при меньшем натяге вылетит из посадочного отверстия. Но хватит теории, перейдём делу.

Самая простая запрессовка осуществляется ударным способом- молотком через оправку, чтобы не сбить торец втулки. Если не нагревать-охлаждать детали, то втулку надо хотя бы смазать маслом, иначе дело пойдёт совсем плохо.

Более щадящий режим запрессовки может гарантировать винтовое приспособление, оно хотя бы кромку не собьёт. Продеваем шпильку через втулку и посадочное отверстие, накручиваем гайки через проставки, снизу упираем в седло клапана, а сверху в направляющую втулку. По мере накручивания гаек втулка будет запрессовываться.
Финальная доработка
После того, ка втулки запрессованы, нам нужно проверить их внутренний диаметр, он может немного уменьшится вследствие возникающих напряжений. Стоить учесть, что зазор втулка-клапан должен составлять 0,03-0,04 мм для впускных и 0,04-0,05 мм для выпускных клапанов. Если если диаметр получается меньше, его нужно развернуть развёрткой соответствующего диаметра.
Замена направляющих втулок клапанов на автомобилях ВАЗ

Для чего нужна направляющая втулка
Направляющую втулку вполне справедливо можно считать основным элементом, от которого зависит ресурс и правильная работа тандема «седло — клапанная тарелка». Материал, из которого изготовлена деталь и сама её конструкция в первую очередь нацелены на работу в условиях больших скоростях закреплённого в ней клапанного стержня, постоянных высокотемпературных нагрузок и практически полного отсутствия смазки в паре «клапан-втулка».
Причины и последствия деформации
Описанные условия приводят к тому, что в процессе работы мотора изнашиваются и направляющая втулка клапана, из-за чего со временем может нарушаться её соосность с клапанным стержнем. В дальнейшем деталь ещё больше разбивается и клапан начинает «гулять» и неплотно прилегать к своему седлу, а это, в свою очередь, приводит к разбитию фаски седла со временем. В качестве последствий можно получить прогар клапана и попасть на замену седла.

Внешний вид бронзовых направляющих втулок для моделей ВАЗ 2108–2109
Также из-за «гуляния» клапана в разбитой направляющей могут быстрее прийти в негодность маслосъёмные колпачки. Они просто не смогут удерживать масло при увеличившихся угловых смещениях клапанного стержня. Результатом будет попадание масла в двигатель, а если ещё учесть, что через разбитую втулку будет проходить масла больше обычного, то ситуация получается не из приятных. Увеличится нагар на клапанах и других деталях вокруг камеры сгорания, повысится уровень вредных выбросов выхлопных газов и можно получить преждевременно вышедший из строя каталитический нейтрализатор. И простой заменой маслосъёмных колпачков тут не обойтись, так как вскоре проблема снова вернётся.
Почему не стоит пренебрегать проверкой
В процессе ремонта двигателя его головке лучше уделить особое внимание. Нередко именно эта часть мотора виновна в том, что уровень компрессии в цилиндрах далёк от желаемого. Автомобилисты порой при ремонте ГБЦ ограничиваются только притиркой клапанов к их сёдлам, считая, что в цельнометаллических втулках особо изнашиваться особо-то нечему. В то же время проверить, насколько велик зазор между деталью и её клапаном будет совсем нелишним делом. Когда полученные цифры зазора выходят за рамки рекомендуемых автопроизводителем, то никакая притирка клапанов или замена маслосъёмных колпачков не уберегут от проблем в дальнейшем.
Материалы, используемые для изготовления втулок
Для изготовления втулок применяют материалы с хорошей износостойкостью и уровнем теплопроводности. Среди таких можно найти:
- специальные сплавы чугуна;
- бронзУ;
- латунь;
- металлокерамику.
По теплопроводности и себестоимости латунь наряду с бронзой находятся в лидерах, поэтому подавляющее большинство втулок изготовлено из сплавов этих металлов.
Нюансы, которые необходимо учитывать
Большинство втулок имеют специальный опорный буртик на наружной стороне, призванный обеспечить надлежащую фиксацию детали по вертикали в ГБЦ. Если же деталь гладкая, то установка осуществляется с использованием специальной оправки.
Для впускных клапанов направляющие втулки не должны выступать, дабы не увеличивать аэродинамическое сопротивление впускного канала. Втулки выпускных клапанов призваны по максимуму «прятать» стержень клапана для сохранности последнего от воздействия высоких температур и лучшего отвода тепла.

Внешний вид и расположение направляющей втулки клапана в ГБЦ
Точность изготовления втулок очень высока. Это необходимо для получения максимально выверенной соосности и наилучшего прилегания клапанной тарелки и седла при функционировании двигателя. Снаружи корпус детали, которую предстоит запрессовать в ГБЦ, должен быть максимально чисто обработан, на нём должны отсутствовать какие-либо царапины или риски. Этим обеспечивается оптимальный отвод тепла от этой хапчасти в головку блока.
Видео: обзор направляющих втулок клапанов для ВАЗ 2108–2109
Определение износа
Характер работы пары «клапанный стержень — втулка» обуславливает повышенный износ внутренней поверхности последней. Заметен он становится при длительном пробеге автомобиля (около 150 тыс. км.). В то же время использование масел низкого качества может существенно ускорить выработку ресурса втулок. Поэтому всегда перед их заменой желательно определить степень износа. Для этого есть два метода:
-
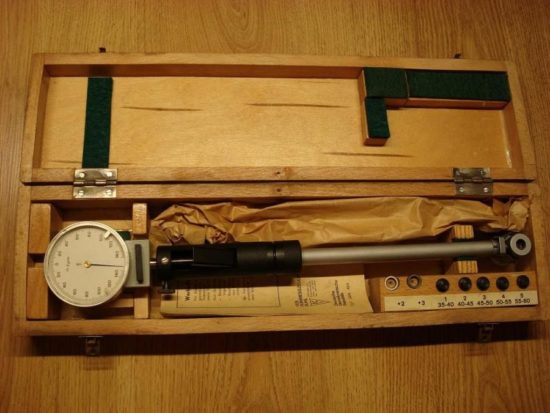
С использованием микрометра в паре с нутромером. С помощью этих инструментов у втулки измеряется минимальное значение внутреннего диаметра, а также максимальный диаметр зоны хода клапанного стержня. Разность между полученными диаметрами и даст нам ширину искомого зазора. При проведении измерений не нужно забывать о конусном и бочкообразном характере износа стержня, а также о том, что с высотой у втулки меняется диаметр. Все поверхности перед началом замеров необходимо хорошо очистить от пыли и грязи.

Набор из Нутромера и микрометра для определения износа втулок
Нутромер с индикатором часового типа для измерения зазоров между втулкой и клапаном
Замена направляющих втулок клапанов
Извлечение
- Здесь настоятельно рекомендуется перед процедурой разогреть головку блока цилиндров где-то до 100 градусов по Цельсию. Алюминий, из которого изготовлена ГБЦ, имеет больший коэффициент расширения, чем материал направляющей втулки. Вследствие нагревания натяг соединения втулка-ГБЦ существенно уменьшается и направляющие можно спокойно, без повреждения посадочного места, выпрессовать лёгкими ударами молотка или кувалды.
- Для извлечения применяют специальный инструмент-выколотку (оправку). Несмотря на свою узкоспециализированность и дороговизну, этот инструмент даёт возможность выпрессовки точно по оси направляющей втулки. Нередко опытные автомастера для подобных процедур обзаводятся пневмомолотками и специальными насадками-выколотками для них.

Инструмент для выпрессовки и запрессовки направляющих втулок
Видео по выпрессовке
Установка новых
- Перед тем как ставить новые запчасти, нужно определить значение фактического натяга. Для этого измеряется диаметр посадочного гнезда в ГБЦ и диаметр втулки. Разница между первым и вторым не должна превышать 0,03–0,05 мм.
- В случае если гнездо заметно больше, чем выбранная для него втулка, то следует поискать деталь диаметром побольше. Если же диаметр гнезда недостаточен, то можно воспользоваться услугами сверлильного станка для его увеличения.
- Перед процедурой запрессовки новых втулок головку блока цилиндров также необходимо нагреть. А вот новые запчасти вообще рекомендуют охладить в жидком азоте, что сильно уменьшит их внешний диаметр и позволит легче войти в расширенные от нагрева посадочные гнёзда, также снизит риск получения повреждений при запрессовке.
- Но так как не у всех в гараже найдётся жидкий азот, то можно предварительно поместить новые втулки в морозилку. Опять же при наличии последней в зоне доступности. Для простоты, можно взять в качестве необходимой разницу температур между ГБЦ и направляющей втулкой равной 150 градусам Цельсия. Ещё при запрессовке втулок рекомендуют смазывать трущиеся поверхности жидким машинным маслом, особенно если детали не нагревались/охлаждались.
- Сам процесс запрессовки проходит по тому же сценарию, что и выпрессовки. В качестве инструмента оправка и молоток (или пневмомолоток с насадкой). Далее, чередой последовательных ударов забиваем деталь в посадочное гнездо.
Видео по запрессовке
Финальная стадия — развёртки
Бывает так, что при установке клапанов они не входят в новые втулки. Это вызвано тем, что при запрессовке направляющие могут немного изменить свой внутренний диаметр. Здесь на помощь приходят развёртки, которыми наша запчасть растачивается до нужного диаметра. Применяем последовательно одну за другой по нарастающей. Параллельно снимаются замеры после каждого использования. Развёртки лучше брать сразу алмазные, так как стальные значительно быстрее приходят в негодность.

Развёртка направляющих втулок 8,022 мм
Как говорилось в самом начале, направляющие втулки клапанов, несмотря на их внешнюю кажущуюся простоту, являются одними из базисных элементов газораспределительного механизма. Понимание этого момента, а также возможных последствий в случае неисправности позволит сохранить немало нервов, времени и денежных средств.
Как заменить направляющие втулки клапанов
Ранее для изготовления головки блока цилиндров использовался чугун. В нем высверливались отверстия, в которые вставляли клапаны. Потребность в направляющих втулках отсутствовала, так как чугун стоек к износу. К концу 20 века автопроизводители отказались от чугунных ГБЦ. Связано это было с большим весом чугуна и плохим теплоотведением. Преимущество алюминиевых сплавов: хорошая теплопроводность, легкий вес и легкая обработка, но они быстро изнашиваются от трения. Поэтому в конструкцию ГБЦ внесена дополнительная деталь – направляющая втулка клапана.

Причины преждевременного износа втулки клапана
Так как направляющие клапанов установлены внутри ГБЦ и изготавливаются (в зависимости от модели мотора) из чугуна, бронзы, латуни или сплавов, не каждый автолюбитель знает об их существовании. Вызвано это тем, что ресурс втулок составляет от 200000 км пробега.
Единственной неисправностью является механический износ внутренней поверхности в результате трения. На скорость износа влияют следующие факторы:
- своевременность замены и качества моторного масла;
- температурный режим работы ДВС;
- качество горючей смеси;
- исправность системы питания;
- правильность регулировки системы зажигания;
В результате износа направляющей стержень клапана теряет центрированность и двигается с перекосом, что не обеспечивает необходимую герметичность между седлом и тарелкой клапана. В итоге в камеру сгорания попадает масло, во впускной или выпускной коллектор прорывается горящая горючая смесь, что приводит к преждевременному износу узлов и деталей.
Симптомы износа
Признаки повышенного расхода масла из-за изношенных втулок следующие:
- сизый дым из выхлопной трубы;
- повышенная дымность работающего двигателя;
- нагар на электроде свечи зажигания светлого пушистого вида;
- наличие на юбке или резьбе масла.
Как определить, что направляющие втулки изношены
Масло в цилиндры попадает и по причине неисправности деталей цилиндро-поршневой группы. Чтобы исключить данную причину, необходимо замерить компрессию. Это исключит неисправность поршневых колец.
Осмотрите свечи зажигания. Наиболее загаженная свеча говорит о проблемах в данном цилиндре.
Далее осматриваем мотор на предмет износа направляющих в следующем порядке:
- Открутите гайки, крепящие клапанную крышку к ГБЦ, и снимите ее.
- Ослабьте цепь и, совместив метки, открутите и снимите шестерню распредвала.
- Постепенно и поочередно открутите постель распредвала и снимите ее.
- Демонтируйте коромысла, разблокируйте пружины клапанов цилиндра, в котором свеча больше всего покрыта нагаром.
- Аккуратно снимите маслосъемный колпачок и покачайте клапан в стороны, двигая вверх-вниз. Если при движении имеется боковой люфт, то требуется замена втулки.
В рабочем состоянии зазор между клапаном и направляющей минимален и не позволяет клапану двигаться в горизонтальном направлении (только вверх или вниз). Поэтому любое боковое качание означает износ втулки.
Прежде чем покупать новые направляющие, желательно снять клапаны и вместе с ними прийти в магазин. И при выборе обязательно пробуйте их посадку на шток клапана.
Направляющая втулка на штоке клапана должна двигаться легко, но при этом она не должна болтаться.
Необходимо это для того, чтобы в дальнейшем вам не пришлось снова идти в магазин, если втулки по каким-то причинам не подойдут.
Порядок замены направляющих втулок клапанов автомобилей ВАЗ
Для замены надо демонтировать ГБЦ и дополнительно иметь специальную наставку для снятия и установки. Однако не стоит пугаться, так как конструкция наставки проста, и вместо нее используйте подходящие по параметрам втулки подручные средства.
- Снимаем навесное оборудование, которое мешает снятию головки блока цилиндров.
- Снимаем клапанную крышку.
- Ослабляем цепь газораспределительного механизма и снимаем шестерню распредвала (не забудьте совместить метки).
- Демонтируем головку блока цилиндров и ставим ее на чистую ровную поверхность.
- Снимаем распредвал с постелью (гайки откручивайте постепенно, иначе постель встанет на перекос и вы ее не снимете).
- Снимаем коромысла и пружины.
- Проверяем люфт клапанов. Там, где он есть, клапаны удаляем, там, где его нет, устанавливаем на место пружины.
- Переворачиваем ГБЦ и со стороны камеры сгорания наставкой выбиваем направляющие.
- Устанавливаем новые втулки и собираем двигатель (при сборке не забудьте соблюсти момент затяжки гаек и ее порядок).
Процесс замены
Как уже говорилось выше, для снятия и установки направляющих необходима специальная наставка. Рассмотрим, что она из себя представляет и как ей пользоваться.
1. Описание наставки
Вторая часть штока похожа на торцевую головку. Отличает ее от торцевой головки отсутствие внутри граней (цилиндрическое отверстие с диаметром и длиной, равной диаметру и длине верхней части направляющей). В верхней части головки имеется отверстие с диаметром, равным внутреннему диаметру втулки и внешнему размеру штока с рабочей стороны.
Как видно из описания оправки, найти ей замену из подручных средств не так сложно. Для этого как минимум понадобится цилиндрический стержень удобной длины, диаметр которого с одной стороны равняется внешнему диаметру втулки. В качестве наставки можно использовать старый шток маслонасоса от ВАЗ, предварительно сточив шестерню.
Для установки направляющей на место используйте торцевую головку подходящего диаметра либо подходящую полую трубку.
Далее в тексте будут использоваться термины «оправка», «шток», «головка», подразумевающие под собой как специальную оправку, так и подходящие подручные средства.
2. Процесс снятия изношенной направляющей и установка новой
Для снятия втулки переворачиваем ГБЦ рабочей частью вверх. Далее берем шток, вставляем в отверстие клапана и молотком аккуратно выпрессовываем.


В данном процессе важна точность удара. Если вы попадете молотком по поверхности головки блока, то это приведет к нарушению плоскости ГБЦ. Чтобы выбить втулку, удар должен быть сильным, а для этого лучше использовать тяжелый молоток.
Чтобы установить новую втулку, разместите ГБЦ на поверхности в положении, в котором она размещается на двигателе. Затем возьмите новую втулку, смажьте внешнюю поверхность маслом и установите ее в нужное отверстие.

Далее наденьте на нее головку и вставьте шток. Аккуратно ударяя молотком по верху штока, запрессуйте направляющую втулкуна место.
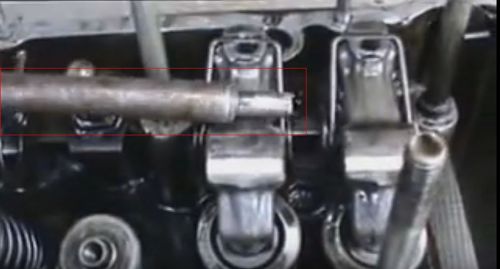
При установке обратите внимание, чтобы выбранные подручные средства не касались верха седла сальника (отмечен стрелочкой 1), так как при ударе седло деформируется или от него отколется кусок. Головка должна упираться в основание седла сальника (отмечено стрелочкой 2).

Со снятием и установкой направляющей втулки проблем не возникает. Это простая процедура, которая требует определенных знаний, аккуратности и точности при работе.
Ниссан Альмера
Автомобиль Nissan Almera. Обслуживание и ремонт. Где купить запчасти недорого.
Разборка и сборка головки блока цилиндров Nissan Almera
Компоненты головки блока цилиндров:
1кронштейн распредвала 2 звездочка распредвала (впуск)
3 звездочка распредвала (выпуск) 4 шайба
5 электроклапан установки фаз газораспределения впускных клапанов
6 кольцевое уплотнение 7 передняя крышка головки цилиндров
8 плунжер 9 пружина 10 натяжитель цепи
11толкатель клапана 12 регулировочная шайба
13 распредвал (выпуск) 14 распредвал(впуск)
15 тарелка клапанной пружины 16 сухари
Выньте регулировочную шайбу и толкатель клапана.
Запомните положение установки.
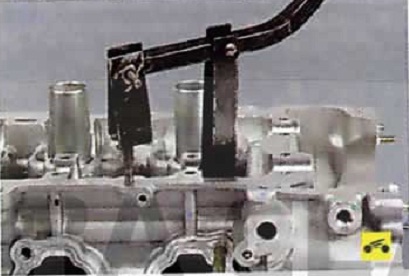
Сожмите клапанную пружину при помощи приспособления (специнструмент). Извлеките сухарики при помощи пальчикового магнита (рис. 2.118).
Рис. 2.118. Сжатие клапанной пружины
Выньте тарелку клапанной пружины и клапанную пружину. Надавите на шток клапана в сторону камеры сгорания и выньте клапан. Перед снятием проверьте зазор направляющей втулки клапана. Запомните положение установки.
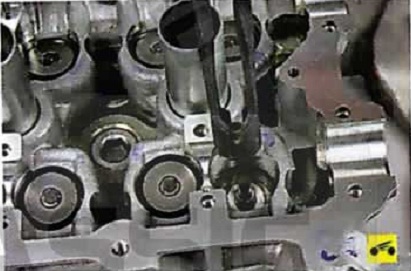
Снимите сальник клапана при помощи съемника (рис. 2.119).
Рис. 2.119. Снятие сальника клапана
Выньте гнездо клапанной пружины. Если требуется заменить седло клапана. Если требуется заменить направляющую клапана. Выверните свечи зажигания ключом. Выверните термодатчик и датчик температуры охлаждающей жидкости двигателя.
Проверка после разборки
Проверьте, не покороблена ли верхняя поверхность блока цилиндров, выполнив измерения в 6 различных направлениях.
Проверьте размеры всех клапанов.
Зазор направляющей втулки
Выполняйте эту проверку перед снятием направляющей втулки клапана.
Убедитесь, что диаметр штока клапана в пределах нормы.
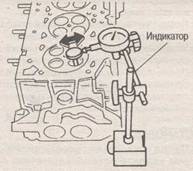
Втолкните клапан приблизительно на 15 мм в направлении камеры сгорания, переместите клапан в сторону индикатора и измерьте величину перемещения.
Зазор направляющей втулки клапана составляет 1/2 показания индикатора.
Впуск 0,0200,050 мм
Выпуск 0,0400,070 м
Замена направляющей втулки
В случае снятия направляющей втулки клапана замените ее направляющей увеличенного ремонтного размера (на 0,2мм).
Для снятия направляющей втулки клапана нагрейте головку цилиндров до 110130°С, погрузив ее в горячее масло.
Выпрессуйте направляющую втулку клапана при помощи пресса с усилием 20 kN (2 тонны) или выбейте при помощи молотка и подходящей выколотки.
Выполните развертку отверстия под направляющую втулку клапана в головке цилиндров.
Диаметр отверстия под направляющую втулку клапана (ремонтного размера)
Впуск и выпуск: 9,6859,696 мм
Нагрейте головку цилиндров в горячем масле до 110130° С.
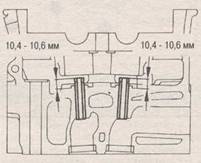
Запрессуйте направляющую втулку клапана со стороны распредвала, руководствуясь размерами, показанными на рис 2.121.
Выполните доводку поверхности направляющей втулки клапана при помощи развертки.
Впуск и выпуск: 5,5005,515 мм
Пятно контакта седла клапана
Выполняйте эту проверку, убедившись, что размеры направляющих втулок клапанов и самих клапанов в пределах нормы.
Рис. 2.121. Запрессовка направляющей втулки клапана
Нанесите свинцовый сурик (или свинцовые белила) на контактную поверхность седла клапана и проверьте прилегание клапана к седлу.
Убедитесь, что отпечаток свинцового сурика проявляется по всей окружности без разрывов.
В противном случае добейтесь требуемой степени прилегания клапана путем его перешлифовки н проведите проверку повторно. Если контактная поверхность все еще в неудовлетворительном состоянии даже после повторной проверки, замените седло клапана.
Замена седла клапана
В случае снятия седла клапана замените его седлом клапана увеличенного ремонтного размера (на 0,5 мм).
Высверлите старое седло до его разрушения. Высверливание не должно продолжаться глубже дна выемки под седло в головке цилиндров. С этой целью поставьте на дрель ограничитель глубины сверления.
Выполните развертку выемки в головке цилиндров под седло клапана ремонтного размера.
Увеличенный размер (на 0,5 мм).
Выполняйте развертку концентрическими кругами к центру направляющей втулки клапана. Это обеспечит правильную посадку седла клапана.
Нагрейте головку цилиндров в горячем масле до 110130° С.
Хорошо охладите седла клапанов сухим льдом. Запрессуйте седла клапанов в головку цилиндров.
Доведите седло до требуемых размеров путем фрезеровки или шлифовки.
ВНИМАНИЕ! При обработке поверхности фрезой возьмитесь за рукоятку обеими руками. Затем прижмите фрезу к контактной поверхности по всей окружности и фрезеруйте одиночными проходами. Если прижимать инструмент неравномерно или с отрывом, седло клапана может принять ступенчатую форму.
Замена маслосъемных колпачков на Nissan Almera Classic
Внешним признаком износа маслосъемных колпачков является кратковременное появление голубого дыма из выхлопной трубы после пуска двигателя и при торможении двигателем после длительного движения под нагрузкой. При этом постоянного дымления обычно не наблюдается. Косвенные признаки - увеличенный расход масла при отсутствии внеш-них течей и замасленные электроды свечей зажигания.
Вам потребуются: пинцет (или намагниченная отвертка) для извлечения сухарей из тарелок пружин клапанов.

. приспособление для сжатия пружин клапанов.
. клещевой.

. или инерционный съемник маслосъемных колпачков. У показанного съемника на другом конце есть оправка для напрессовки колпачков. При отсутствии такого съемника потребуются пассатижи для снятия колпачков и оправка подходящего диаметра для их напрессовки на направляющие втулки клапанов.
1. Снимите распределительные валы (см. «Замена распределительных валов»).

2. Снимите регулировочные шайбы и толкатели клапанов (для выполнения этой операции удобнее пользоваться магнитом).
3. Проворачивайте коленчатый вал до установки в ВМТ поршня цилиндра, в котором за-меняете колпачки.
4. Установите приспособление для сжатия пружин клапанов, ввернув в одно из отверстий головки блока цилиндров шпильку подходящей длины (для наглядности фотосъемки данная операция и все последующие показаны на снятой головке блока цилиндров).

5. сожмите приспособлением пружину клапана и выньте два сухаря из верхней тарелки пружины с помощью пинцета или намагниченной отвертки. Затем снимите приспособление.
ПОЛЕЗНЫЙ СОВЕТ: Если усилие перемещения рычага приспособления значительно увеличивается, а сухари не выходят из проточки клапана, нанесите легкий удар молотком по тарелке пружины, чтобы сухари освободились.

6. Снимите тарелку пружины.

7. . и извлеките пружину.
8. Спрессуйте маслосъемный колпачок с направляющей втулки клапана.
ПРЕДУПРЕЖДЕНИЕ: При отсутствии приспособления для снятия колпачков аккуратно снимите их пассатижами. Усилие нужно прикладывать строго вверх и не проворачивать колпачки, чтобы не повредить направляющие втулки клапанов. Применение для этой цели двух отверток запрещено.
ПОЛЕЗНЫЙ СОВЕТ: Если в комплект новых колпачков входит установочная втулка, наденьте ее на стержень клапана, чтобы предохранить рабочую кромку колпачка от повреждения острыми краями проточек под сухари на стержне клапана.
9. Окуните маслосъемный колпачок в моторное масло и вставьте его в оправку.
10. Осторожно запрессуйте колпачок до упора
11. Установите пружины и тарелки пружин.
12. Сжимая пружину приспособлением, установите сухари так, чтобы они встали в проточки стержня клапана.
ПОЛЕЗНЫЙ СОВЕТ: После установки сухарей и снятия приспособления для сжатия клапанных пружин нанесите несколько несильных ударов молотком по торцу стержня клапана, чтобы сухари гарантированно зафиксировались в проточке стержня. Если установленные с перекосом сухари останутся незафиксированными, при пуске двигателя «рассухаренный» клапан провалится в цилиндр, что приведет к серьезной поломке двигателя.
13. Установите на место регулировочные шайбы и толкатели клапанов.
14. Установите распределительные валы в порядке, описанном в подразделе «Замена распределительных валов».
15. Проверьте зазоры в газораспределительном механизме (см. «Регулировка зазоров в приводе клапанов»).
16. Установите остальные ранее снятые детали в обратном порядке.
Зазор направляющей втулки клапана. Замена направляющей втулки клапана
Зазор направляющей втулки клапана
1. Убедитесь, что диаметр штока клапана находится в пределах нормы.
2. Втолкните клапан приблизительно на 25 мм по направлению к камере сгорания, переместите клапан к индикатору и измерьте величину перемещения.
• Выполняйте эту проверку перед снятием направляющих втулок клапанов.
• Зазор направляющей втулки клапана составляет 1/2 показания индикатора.
Впускной клапан: 0,020-0,053 мм
Выпускной клапан: 0,040-0,073 мм
3. Если отклонение выше указанного, проверьте зазор между клапаном и направляющей втулкой.
а Измерьте диаметр штока клапана и внутренний диаметр втулки.
b. Вычислите величину зазора.
Впускной клапан: 0,08 мм Выпускной клапан: 0,10 мм
c. Если зазор превышает указанный предел, замените клапан или втулку.
Замена направляющей втулки клапана
• После снятия направляющей втулки клапана предусматривается установка втулки увеличенного ремонтного размера (на 0,2 мм).
2. Извлеките под прессом [под давлением 20 kN (2 тонны)] направляющую втулку клапана или сделайте то же самое с помощью молотка и подходящего инструмента.

3. Сделайте развертку отверстия направляющей втулки клапана в головке цилиндров.

4. Нагрейте головку цилиндров до температуры 110-130°С и запрессуйте на головку направляющую втулку клапана ремонтного размера.
5. Сделайте развертку направляющей втулки клапана.
Смотрите также:
- Седла клапанов. Замена седла… Седла клапанов • Перед проверкой убедитесь, что размеры направляющих втулок и клапанов соответствуют требуемым. • Нанесите красную свинцовую грунтовку на…
- Проверка головки цилиндров.… Коробление головки цилиндров (1) Удалите с поверхности масло, остатки прокладки, герметик, нагар и пр. Внимание: Следите за тем, чтобы посторонние…
- Размеры клапана. Клапанная… Размеры клапана Проверьте размеры каждого клапана. См. раздел «Ремонтные данные и спецификации». Когда головка клапана изношена до 0,5 мм по…
- Ремонтные данные и спецификации… Общие данные Кол-во и расположение цилиндров 4, рядное Рабочий объем, см3 2184 Диаметр цилиндра X ход поршня, мм 86x94 Расположение…
- Разборка головки цилиндров 1. Снимите регулировочные шайбы и толкатели клапанов. Укладывайте снятые компоненты по порядку, чтобы не перепутать их при установке. 2. Снимите…
Двигатель Ниссан Альмера Н16
Совершенство технического оснащения Алмеры не вызывает сомнения, и не каждый автолюбитель решится на ремонт двигателя Ниссан Альмера Н16 своими руками. Появление нового поколения 16-клапанных силовых агрегатов – вполне закономерный процесс, но некоторые не очень сложные виды ремонта этих моторов вполне под силу любому автовладельцу, способному пользоваться отвёрткой и гаечным ключом.
Замена прокладки ГБЦ
Когда двигатель Nissan Almera N16 стал перегреваться и замечена течь антифриза и масла из-под головки блока, необходимо снять её и заменить прокладку. Из-за высоких температур головку может покоробить, и тогда уже потребуется шлифовка места её соединения с блоком цилиндров.

Освобождать головку от шлангов, навесных агрегатов и прочих узлов рекомендуется в такой последовательности:
- Отворачиваем минус аккумулятора и сливаем антифриз.
- Отсоединяем крепление катушек зажигания и снимаем их.
- Снимаем выпускной коллектор, предварительно отвернув гайки со шпилек крепления.
- Сжимаем усики хомутов, чтобы снять шланги подачи воздуха к дросселю, вентиляции картера и коллектора впуска.
- Отсоединяем вакуумник тормозов.
- Отворачиваем крепящие болты и снимаем провода соединения общей массы с головкой блока.
- Отсоединяем разъёмы проводов дросселя, температурного датчика и форсунок.
- Демонтируем электрический разъём клапана адсорбера и снимаем с него шланг.
- От топливной рампы отсоединяем подвод бензина.
- Выворачиваем болт, крепящий генераторный кронштейн, и отводим вместе с генератором в сторону.
- Отворачиваем распределительные валы и аккуратно снимаем их.
- От впускного коллектора отворачиваем болты крепления, которыми крепится подушка двигателя.
- Болты, крепящие головку, отсоединяем в последовательности, приведённой в инструкции по ремонту автомобиля Алмера, вынимаем ГБЦ и размещаем её на рабочем столе.
Не пытайтесь демонтировать головку на горячем двигателе, в таком случае возможна деформация соприкасающейся плоскости ГБЦ в месте соединения с блоком цилиндров.
На снятой головке и блоке цилиндров зачищаем соприкасающиеся поверхности, после чего проверяем геометрию этой части на отсутствие коробления. Для этого ребром железной линейки проверяем плоскость вдоль длины, затем поперёк и с угла на угол, замеряя щупом образующийся зазор. При величине зазора менее 0.1 мм головку можно ставить обратно, при большем значении ГБЦ нужно отдать на шлифовку в специализированную мастерскую.
Прежде чем поставить головку на место, удалите из отверстий под болты крепления грязь и масло, поставьте новую прокладку на блок двигателя и смажьте болты крепления двигательным маслом.
Дальнейшую установку и сборку выполняем с соблюдением мануала по порядку, моментам затяжки болтов ГБЦ и распредвалов.
Регулировка клапанных зазоров
Если заметили посторонние шумы под клапанной крышкой двигателя своей Алмеры, значит, пришло время проверить зазоры в клапанном механизме. Рекомендуется измерять зазоры только на холодном двигателе, в противном случае они будут меняться по мере остывания, и каждый раз их величина будет разной.

Величина зазоров на клапанах впуска должна быть в пределах 0.25–0.33 мм, на выпускных – 0.32–0.40. После снятия верхней крышки, вооружившись щупом, измеряйте зазоры, придерживаясь следующей последовательности:
- Проворачивая коленвал, подводим его в ВМТ первого цилиндра.
- В таком положении измеряем зазоры на распредвале впуска первого и второго цилиндров, а на распредвале – выпуска у первого и третьего цилиндров, и фиксируем результаты измерения.
- Делаем полный оборот коленвала.
- В этом положении на распредвале впуска замеряем зазоры третьего и четвёртого цилиндров, на выпускном распредвале – второго и четвёртого цилиндров и также записываем результаты.
Если результаты замеров отличаются от номинальной величины, снимаем регулировочную шайбу и заменяем её другой из ремонтного комплекта.
На всех шайбах на тыльной стороне отмечена их толщина. Например, цифра 235 значит, что толщина этой регулировочной шайбы 2.35 мм. В ремонтных комплектах имеются 73 шайбы для двигателя Ниссан Альмера Н16 различных размеров. Ставим подобранные шайбы на место и закрываем клапанную крышку.

Заключение
Это наиболее сложные работы, которые вы можете выполнять самостоятельно, а обслуживание и замена некоторых расходников на Ниссане не представляет особой сложности и под силу любому автолюбителю. Что касается других видов ремонта на двигателе Ниссан Альмера Н16, то лучше их выполнение доверить профессионалам, работающих в соответствующих сервисах.
Читайте также: