
Газ 2410 номер шасси где находится
Как и практически все кузова легковых автомобилей по настоящее время, кузов "Волги" ГАЗ-24 сваривался из отштампованных на прессовом оборудовании стальных панелей, которые соединялись в сварочных кондукторах (приспособлениях для фиксации деталей, подвергающихся сварке) при помощи осуществляемой за отбортовки деталей точечной сварки, с эпизодическим использованием ручной электродуговой (электродной) для усиления ответственных швов.
Это в общих чертах - а на практике процесс изготовления кузова этой модели имел немало специфических особенностей.
Основные сборочные единицы кузова ГАЗ-24: 1 — основание кузова (пол); 2, 3 — правая и левая боковины; 4— узел переднего окна; 5 — узел заднего окна; 6 — крыша
Основные сборочные единицы кузова ГАЗ-24: 1 — основание кузова (пол); 2, 3 — правая и левая боковины; 4— узел переднего окна; 5 — узел заднего окна; 6 — крыша
Окончательная сборка кузова ГАЗ-24 осуществлялась из 6 крупных предварительно подсобранных узлов (см. рисунок) — панели пола, левой и правой боковин в сборе с задними крыльями, рамок лобового и заднего стёкол и крыши (без учёта навесных элементов, крепящихся на болтах).
С самого начала деталь, образующая проёмы дверей, у ГАЗ-24 была цельноштампованной, что позволило значительно снизить трудоёмкость изготовления кузова и одновременно повысить точность соблюдения его геометрии. Фото В. Войтенко (Фотохроника ТАСС).
С самого начала деталь, образующая проёмы дверей, у ГАЗ-24 была цельноштампованной, что позволило значительно снизить трудоёмкость изготовления кузова и одновременно повысить точность соблюдения его геометрии. Фото В. Войтенко (Фотохроника ТАСС).
Собирать кузов из небольшого числа крупных панелей намного быстрее и выгоднее, чем из большого числа мелких, хотя и сложнее в технологическом плане (в частности — для этого нужны особо крупные и мощные штампы, а также листовые заготовки нестандартного размера из особо мягкой, хорошо вытягивающейся при штамповке, стали).
Для сборки и сварки кузова ГАЗ-24 использовалось шесть стационарных кондукторов, включая несколько сравнительно простых, предназначенных для подсборки отдельных узлов — основания кузова, боковин и т.п., и весивший 12 тонн главный кондуктор, служивший для окончательной сборки (см. рисунок выше) , работа которого была в значительной степени механизирована за счёт пневматических и гидравлических сервоприводов. Особое внимание было уделено упрощению технологических операций и снижению трудозатрат — в частности, рациональному расположению фиксирующих приспособлений и уменьшению их размера и массы.
Сборка кузова осуществлялась в следующей последовательности.
Сначала в фиксирующие устройства кондуктора устанавливались проём заднего окна, боковины кузова и проём переднего окна. В проемах ветрового и заднего окон при этом были установлены технологические усилители, которые обеспечивали жёсткость детали и отсутствие деформации проёма при сборке и сварке кузова.
Затем вместе с фиксирующими устройствами их при помощи гидропривода подавали в рабочее положение и приваривали к ним крышу.
После этого тележка с закреплённым на ней основанием кузова, включая подмоторную раму, подавалась внутрь кондуктора и приводилась в рабочее положение поднятием на 200 мм за счёт винтового механизма с электроприводом.
Сваривая основание кузова с боковинами и проёмами стёкол по выступающим фланцам, получали готовый к дальнейшим технологическим операциям кузов в сборе без навесных деталей.
Общее число точек сварки, выполняемых в главном кондукторе, достигало пяти сотен. Для этого главный кондуктор был снабжён шестью подвесными сварочными машинами с ручными пистолетами. После сварки осуществлялся осмотр проёмов кузова и мест установки агрегатов с контролем соблюдения геометрии.
Однако, эти заводы по объёму выпуска легковых автомобилей превосходили ГАЗ во много раз (например, ВАЗ имел примерно в десять раз большую проектную мощность легкового конвейера), так что сравнивать их технологические процессы напрямую некорректно — они изначально создавались под совершенно различные масштабы производства.
Ту же пропускную способность главного сварочного кондуктора без переделки всего техпроцесса штамповки, сборки и сварки кузовов по образцу тех же ВАЗа или АЗЛК увеличить не получилось бы. И такие проблемы возникали бы при попытке серьёзного масштабирования объёмов выпуска не только на каждом этапе производства на самом ГАЗе, но и на каждом предприятии-смежнике.
Единственными способами превысить названную выше цифру годового выпуска были бы: либо построить рядом второй такой же завод, который давал бы дополнительные ~120 тыс. автомобилей в год (при сохранении старой технологии), либо полностью реконструировать уже имеющийся под новую, намного более эффективную, технологию производства, и за счёт этого выпускать на тех же площадях больше машин. Оба варианта потребовали бы широкого привлечения зарубежных партнёров и такого масштаба вложений, на который у отрасли не было денег ни до, ни, тем более, после развала СССР, во всяком случае — вне привязки к освоению на заводе принципиально новой модели, с которой всё это имело бы смысл.
С участка сварки кузов шёл в подготовку к окраске. На этом этапе производились зачистка точек сварки, рихтовка, герметизация некоторых швов кузова при помощи газопламенного напыления порошка тёмно-серой пластмассы ТПФ-37 (предшественника современного синтетического шовного герметика) и шлифовка поверхности.
Отрихтованный кузов поступал на участок фосфатирования. При этом химическом процессе на поверхности металла образовывался слой нерастворимых в воде фосфорнокислых соединений, который сам по себе не являлся защитным покрытием, но значительно улучшал сцепление с металлом последующих слоёв покрытия - грунтовки и эмали.
Фосфатирование осуществлялось на специальном агрегате, состоявшем из шести огромных ванн, в которые кузов можно было погрузить целиком. Первая ванна содержала раствор едкого натра, в ней осуществлялось обезжиривание поверхности металла. В последующих ваннах осуществлялись промывка кузова и собственно фосфатирование в разогретом растворе соли фосфорной кислоты - монофосфата цинка - с добавлением селитры и углекислой меди. Так как процесс шёл с использованием агрессивных химикатов, установка была полностью закрыта, а фосфатирование происходило в автоматическом режиме: кузов исчезал с глаз на входе в агрегат, а наружу появлялся уже покрытым слоем фосфата и высушенным.
Сразу же после фосфатирования осуществлялось грунтование кузова методом анодного электроосаждения (анафореза). Для этого кузов помещался в ванну с водной эмульсией грунта и подводился электрический ток, таким образом, что сам кузов становится положительным электродом, а дно ванны - отрицательным. Под действием постоянного тока получившие отрицательный заряд частицы грунта начинали перемещаться к положительному полюсу - кузову - и равномерно оседали на его поверхности, причём процесс шёл только до достижения покрытием определённой толщины, так как после этого слой грунта начинал служить в качестве изолятора и осаждение в этом месте прекращалось.
Сегодня анодная технология считается устаревшей - её вытеснило катодное электроосаждение грунта (катафорез). Но по тем временам это был большой прогресс по сравнению с грунтованием обычным погружением в ванну - не говоря уже о нанесении грунтовки ручным распылением, как это делалось до середины пятидесятых годов. В результате анафорезного грунтования вся поверхность кузова, включая выступающие рёбра, внутренние полости и даже щели сварных швов, покрывалась равномерным по толщине слоем грунта. Дополнительным плюсом электроосаждения, очень важным в заводских условиях, была пожарная безопасность, что что достигалось благодаря использованию в этом процессе водной эмульсии, а не грунта, разбавленного горючим растворителем, как при грунтовании погружением.
Затем на кузов наносился слой финишной грунтовки, который также подвергался горячей сушке и очень тщательно шлифовался, при необходимости - с ручной шпаклёвкой отдельных мест. После этого кузов считался готовым к окрашиванию.
Цвет, в который окрашивался кузов, зависел от времени его выпуска - расцветки эмали ротировались раз в неделю в соответствии с утвержденным графиком. В первую очередь старались окрасить чёрные кузова, поскольку они требовали особой чистоты оборудования и отсутствия запылённости на участке, чего можно было достичь только сразу после профилактики окрасочной линии. Причём под окраску в чёрный цвет часто шли лучшие из кузовов, потому что на чёрном цвете хорошо видны все недоработки, допущенные при подготовке к окраске. Из-за использования данной системы как правило получалось так, что автомобили каждой партии были одного и того же цвета. Иногда это было плюсом, например - для поставок автомобилей в такси.
После окраски на поверхность днища и колёсных арок наносилась мастика №579 или №213 - вручную или пневматическим распылением. Изнутри на пол производилась наклейка матов вибродемпфирующей мастики. Наружные панели дверей и переднего щита шумоизолировались вафельным картоном, а крыша - вспененным полиуретаном. Впоследствии были внедрены шумовиброзащитные материалы на основе битумных матов. Багажник изнутри ещё до окрашивания кузова покрывался мастикой.
При сборке автомобиля кузов в сборе опускали на установленные в кондукторах конвейера агрегаты шасси - подвеску, силовой агрегат и задний мост. Фото ТАСС.
При сборке автомобиля кузов в сборе опускали на установленные в кондукторах конвейера агрегаты шасси - подвеску, силовой агрегат и задний мост. Фото ТАСС.
С середины 1980-х годов внутренние полости кузова обрабатывались на заводе антикоррозионными препаратами группы МЛ-2 — НГМ-МЛ, Мольвин, Мольвин-МЛ.
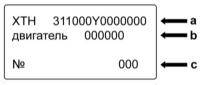
a – места нанесения маркировки идентификационного номера автомобиля;
b – модель (индекс) двигателя;
c – номер комплектации автомобиля.
Идентификационный номер автомобиля содержит следующую информацию:
ХТН – международный идентификационный код изготовителя,
311000 – модель автомобиля,
Y – код года выпуска (Y – 2000 г.),
0000000 – указательная часть идентификационного номера автомобиля.
Идентификационный номер двигателя
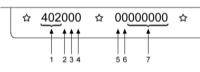
1 – базовая модель двигателя,
2 – индекс модификации двигателя,
3 – индекс климатического исполнения двигателя,
4 – код комплектации двигателя,
5 – код года изготовления,
6 – код изготовителя двигателя,
7 – порядковый номер двигателя.
Идентификационный номер блока цилиндров выбит над идентификационным номером двигателя (ЗМЗ-406) или на наклонной площадке под фланец крепления масляного фильтра (ЗМЗ-402).
Copyright © 2007-2022 Все права защищены. Все торговые марки являются собственностью их владельцев.
В ТТС-ке номер есть, а в реальности найти не могу. Как и где его можно найти и сколько стоит экспертиза?
В ТТС-ке номер есть, а в реальности найти не могу. Как и где его можно найти и сколько стоит экспертиза?
хотя и поздно наверное но подскажу.
для начало бы знать год выпуска.
У старых моделей так:
обычно номер шасси выбивается на канавке, куда ложится край переднего капота, в задней части где переднее ветровое стекло. Обычно они выбиватся так: на одной стороне № кузова, на другой № шасси.
Есть ещё на маркировочной табличке , который прикреплён на переднем правом лонжероне
Номер шасси на передней поперечной балке кузова (над радиатором) отсутствует.
На некоторых модификациях автомобиля номера шасси и двигателя продублированы на табличке, которая прикреплена к переднему щиту кузова.
На других модификациях автомобиля табличка с номером шасси находится на передней поперечине кузова (над радиатором).
Некоторые варианты исполнения автомобиля предусматривают расположение сертификационной таблички на заднем торце водительской двери.
АВТОМОБИЛИ С 5 ДВЕРНЫМ КУЗОВОМ ХЭТЧБЭК
Сертификационная табличка на торце водительской двери отсутствует.
Идентификационный номер автомобиля (VIN)
Данный крайне важный номер выбит на задней переборке двигательного отсека, а также на шильде, закрепленной на панели приборов под ветровым стеклом с водительской стороны автомобиля. VIN также заносится в ПТС и техпаспорт. В номер зашифрована информация о дате/месте выпуска и типе кузова автомобиля (см. сопроводительную иллюстрацию).
Код двигателя и год выпуска модели
Двумя главными составными частями VIN являются код года выпуска модели и код линии сборки/кузова/двигателя.
Считая слева направо, к коду линии сборки/кузова/двигателя относятся 4-я, 5-я и 6-я позиции номера. Так, модели Civic определяются следующими комбинациями:
EJ6 = 3-дверный/D16Y7
EJ7 = 2-дверный/D16Y5
EJ8 = 4-дверный/D16Y8
Для моделей Integra характерны комбинации:
DВ7 = 4-дверный/В18В1
DВ8 = 4-дверный/В18С1
DС2 = 3-дверный/В18С1, В18С5
DС4 = 3-дверный/В18В1
Десятая позиция VIN определяет год выпуска модели:
R = 1994
S = 1995
Т = 1996
V = 1997
W = 1998
Номер двигателя, без которого невозможно обойтись при заказе запчастей для силового агрегата расположен справа (с пассажирской стороны автомобиля) на блоке, рядом с выпускным коллектором. Первые пять позиций номера определяют код двигателя. В настоящем Руководстве рассматриваются модели, оборудованные двигателями следующих четырех типов:
D16Y5 = 1.6 л, SOHC, 16-клапанный, VTEC-Е
D16Y7 = 1.6 л, SOHC, 16-клапанный
D16Y7 = 1.6 л, SOHC, 16-клапанный, VTEC
В18В1 = 1.8 л, DOHC, 16-клапанный
В18С1 = 1.8 л, SOHC, 16-клапанный, VTEC
В18С5 = 1.8 л, DOHC, 16-клапанный, VTEC
Данный номер требуется при заказе запчастей для ремонта трансмиссионной линии. На оборудованных РКПП моделях номер трансмиссии выбит на куполе сцепления, рядом со стартером. На моделях с АТ номер расположен справа в передней части картера трансмиссии, возле измерительного щупа. На моделях, оборудованных CVT, номер находится на вертикальной площадке, также вблизи измерительного щупа.
Читайте также: