
Пневматическая винтовка иж 60 тюнинг
Пневматическая винтовка пружинно-поршневого типа ИЖ-60 пользуется достаточно большой популярностью. Данная вариация оружия позиционируется в качестве ружья, предназначенного для начального обучения стрельбе. Также ИЖ-60 может эксплуатироваться с целью освоения навыков обращения с пневматическим оружием.
Отечественная винтовка пользуется большим спросом за рубежом. На общем фоне такое изделие выделяется уникальным дизайном, максимальной компактностью, высокими показателями эргономики и доступной ценой покупки.
Обзор пневматической винтовки ИЖ-60
Винтовка обладает высокой точностью и кучностью стрельбы. Однозарядное оружие оснащается нарезной вариацией ствола из стали. При общей длине 790 мм размер данного элемента эквивалентен 450 мм.
Небольшая общая длина оружия обусловлена его определёнными конструктивными особенностями. В некоторой степени такой компактности удалось добиться благодаря расположению рабочего цилиндра в прикладе винтовки.
Взведение осуществляется посредством использования бокового рычага, расположенного в правой части оружия. Для разрешения этого вопроса необходимо выполнить движение назад-вперёд.
Ход и усилие спускового крючка можно регулировать. За повышение безопасности при эксплуатации оружия отвечает специальный механизм блокировки рычага взведения. Предохранительный механизм исключает вероятность случайного выстрела.
Стандартные прицельные приспособления в этом случае представлены регулируемой прицельной планкой и традиционной мушкой. Последняя имеет закрытое исполнение. Данный элемент установлен неподвижно.
Видео-обзор пневматической винтовки ИЖ-60:
Целик может регулироваться в вертикальном направлении микрометрическим винтом, а в горизонтальном — специальным затяжным винтов. В случае необходимости можно прибегнуть к установке коллиматорного или оптического прицельного приспособления.
Технические характеристики
| Характеристики | Показатели |
|---|---|
| Калибр (мм) | 4.5 |
| Скорость выстрела (м/с) | 110 |
| Ёмкость магазина | 1 |
| Вес (кг) | 2.7 |
| Размер (мм) | 790 |
| Источник энергии | Пружина |
| Пули | Свинцовые |
| Материал | Металл, пластик |
| Мощность (Дж) | 7.5 |
| Тип ствола | Стальной, нарезной |
| Тип спуска | Регулируемый |
| Предохранитель | Автоматический |
| Прицельные приспособления | Мушка и регулируемая прицельная планка |
| Производитель | Россия |
| Приблизительная цена, рублей | 3500 |
Комплектация
В базовое оснащение пневматической винтовки пружинно-поршневого типа обязательно входит технический паспорт оружия и сертификат качества, который подтверждает возможность эксплуатации изделия на протяжении большого временного промежутка. Покупатель должен требовать в любой точке продаже гарантийный талон, наличие которого позволит разрешить проблему устранения заводского брака.
Кроме этого, в базовую комплектацию могут входить некоторые запасные детали. Так, можно рассчитывать на наличие запасного манжета.
Конструктивные особенности
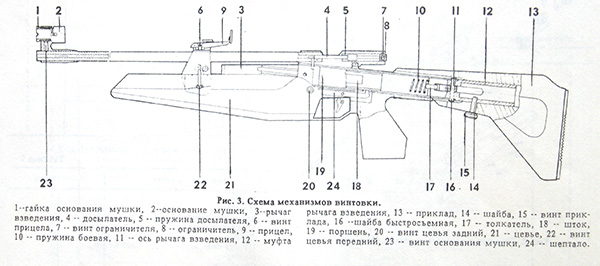
Схема пневматической винтовки ИЖ-60
Уникальная внешность данной вариации оружия во многом обусловлена определёнными конструктивными особенностями винтовки. На формирование оригинального дизайнерского рисунка оказывает непосредственное влияние использование бокового рычага взведения, а также наличие рабочего цилиндра, расположенного в прикладе. Конструктивные особенности изделия также определяются наличием досылателя пули и большим количеством регулировочных приспособлений.
Ввиду использования бокового рычага, производители отказались от реализации подвижного ствола. В этом случае нет необходимости в переламывании данного элемента с целью перезарядки.
Конструкторам удалось добиться максимальной компактности путём перенесения пневматического механизма в приклад. Более того, он располагается под определённым углом, что позволило свести к минимуму показатели общей длины изделия. Такое конструктивно решение позволило свести весовой баланс в направлении приклада.
Минимальные весовые показатели оружия обусловлены полным отказом от использования дерева при создании винтовка. В качестве альтернативы при этом выступает пластик. По этой причине эксплуатация винтовки даже самыми маленькими стрелками не будет сопрягаться с особыми трудностями.
Перед совершением выстрела свинцовый заряд транспортируется в позицию готовности продольным скольжением специальным досылателем. Мягкий и комфортный спуск позволяет получить максимальное удовольствие от стрельбы.

Однозарядная пружинно-поршневая пневматическая винтовка ИЖ 38 оснащена нарезным стволом из стали. Такое оружие предназначено для ведения стрельбы при использовании свинцовых пуль и до сих пор используется в тирах.
Видео-обзор, стрельбы и апгрейд пневматической винтовки ИЖ 61 можно посмотреть по этой ссылке. Основные особенности винтовки, комплектация и ремонт.
Применение
Производителями такая винтовка позиционируется в качестве спортивного пневматического оружия, предназначенного для начального обучения стрельбе, а также освоения навыков эксплуатации. В некоторых случаях данная вариация оружия может использоваться для обычной развлекательной стрельбы или плинка.
Учитывая небольшие показатели мощности, ИЖ-60 практически не используется для охоты. После проведения определённой модернизации посредством применения такого оружия можно охотиться на мелкую дичь. При этом расстояние до потенциальной цели должно быть минимальным.
Сборка и разборка

Разобранная винтовка ИЖ-60
На первоначальном этапе разборки ИЖ-60 следует разрешить вопрос, касающийся демонтажа приклада. Для этого необходимо предварительно открутить крепёжные винты. После этого удаляются задние винты, которые отвечают за крепление цевья.
Следующим этапом при разборке пневматической винтовки будет демонтаж стандартных прицельных приспособлений. Для разрешения этого вопроса необходимо открутить гайку основания мушки и ослабить винт основания прицела. После выполнения этих действий снимается фиксатор оси рычага взвода и сам рычаг. При этом следует следить за положением фиксатора задней пробки — он не должен находиться в выемке трубы компрессора.
Затем из трубы компрессора пружина толкателя, шток и поршень. После этого выбивается штифт, а также производится демонтаж шептала и спускового крючка. Сборка пневматической винтовки осуществляется в обратном порядке.
Ремонт винтовки
Потребность в проведении ремонтных работ возникает при условии, когда какая-либо деталь выходит из строя. В этом случае целесообразнее всего обратиться за консультацией специалиста. При условии самостоятельного разрешения проблемы следует быть максимально осторожным.
Все советы по ремонту модели ИЖ-61, как и в случае с ИЖ-60 лишаются своей актуальности. Такая тенденция обусловлена особенностями конструкции пневматической винтовки.
Следует акцентировать внимание на необходимости проверки уплотнения передней пробки компрессора после приобретения новой модели. Неаккуратная заводская сборка может привести к надрыву резинки, которую затем придётся заменить.
Довольно часто при ремонте ИЖ-60 прибегают к удалению детали, отвечающей за блокирование рычага взведения. Вследствие этого увеличивается место, куда упирается боевая пружина. Всё это достаточно положительно сказывается на повышении начальной скорости полёта пули.
В этом видео-обзоре возвращаем к жизни старую винтовку ИЖ-60 (чистка, смазка, разборка, сборка):
Иногда может возникать необходимость в уплотнении досылателя. Для этих целей прибегают к использованию прорезиненной изоляции.
Возможный тюнинг
Проведённый апгрейд оружия очень положительно сказывается на эксплуатационных характеристиках винтовки ИЖ. В случае с ИЖ-60 можно добиться увеличения хода поршня, в результате чего повысится начальная скорость пули.
Для решения этого вопроса можно подложить в поршень дополнительную металлическую вкладку. Данный элемент должен располагаться таким образом, чтобы шептало упиралось не в торцовую часть поршня, а в его пластину.
Для этого рекомендуется предварительно согнуть используемую деталь, а углы на изгибе тщательно обработать напильником. Такая процедура выполняется для того, чтобы избежать случайного повреждения рабочей зоны цилиндра. Установленная пластина ни к чему не крепится. В этом нет никакой необходимости, так как она плотно прижимается пружиной.
Альтернативный способ разрешения этого вопроса заключается в установке дополнительного элемента, который является продолжением поршня. Соединение отдельных деталей должно быть максимально прочным. Учитывая, что винты здесь использовать не совсем удобно, то можно прибегнуть к использованию пайки.
Преимущества и недостатки
ИЖ-60 имеет множество особенностей. Учитывая, что такое оружие является идеальным вариантом для начинающих стрелков, то невысокий уровень мощности можно рассматривать в качестве преимущества, так как минимизируется вероятность получения травмы.
Такая винтовка максимально практична и удобна в использовании. Минимальные весовые показатели, обусловленные полным отказом от применения деревянных деталей, существенно облегчают процедуру транспортировки изделия. К преимуществам также можно отнести доступную цену продукта.
Если говорить о недостатках, то они также имеют место в данном случае. В первую очередь следует акцентировать внимание на низком качестве сборки. По этой причине становится актуальной проблема герметичности соединений, которая приводит к снижению качества стрельбы. Здесь же важно отметить, что такой вопрос можно разрешить путём проведения тюнинга.

В последнее время в России пневматическое оружие приобретает все большую популярность. Это связано как с значительно более жёстким, чем на Западе, оружейным законодательством (вернее его было бы назвать антиоружейным), так и с удобством и относительной дешевизной пневматического оружия, в особенности текущих расходов на боеприпасы. Также привлекает отсутствие хлопот с милицией вообще и разрешительным отделом в частности:
пневматическое оружие с дульной энергией не более 7,5 Дж и калибра до 4,5мм включительно регистрации не подлежат, и граждане Российской Федерации имеют право приобретать их без получения лицензии © Закон РФ “Об оружии”
В продаже можно встретить несколько моделей отечественной пневматики и огромное количество импортных. Импортные модели значительно дороже, и хотя они обычно лучше и мощнее отечественных, мы остановили свой выбор на отечественной пружинно-поршневой винтовке ИЖ-60. Винтовка обладает всеми качествами спортивного оружия, прежде всего – она не “переломка”, то есть при заряжании ствол не смещается относительно остальных частей винтовки, что обеспечивает хорошую кучность. Винтовка имеет регулируемый и очень мягкий спуск, регулируемая длина приклада позволяет применть её для обучения стрельбе детей (это оценили даже американцы, хотя у них явно недостатка моделей не наблюдается) и вообще ИЖ-60 (а также подобные ей ИЖ-61 и ИЖ-62) имеет превосходный дизайн и весьма удачную конструкцию. Если Вы собираетесь купить такую винтовку или уже ее купили, то мы рекомендуем внимательно прочитать эту страничку, ибо здесь собраны все лучшие советы и главное – проверенные лично.
Хотя винтовка весьма неплоха, в конструкции её имеются некоторые недочёты и неиспользованные резервы, позволяющие довольно заметно улучшить ТТХ Вашей винтовки, если вы готовы приложить к этому руки:
1. Самое первое, что нужно сделать после покупки, это снять цевье и приклад, после чего хорошей отверткой тщательно протянуть все винты на Вашей винтовке и протереть ее ветошью от консервационной смазки.
2. На ограничитель досылателя можно наклеить кусочек резины или кожи толщиной примерно 1-1.5 мм, чтобы досылатель при возврате не так сильно бился об ограничитель. Это уменьшит металлический звук при отбросе досылателя его пружиной.
3. Для уменьшения утечки воздуха через плохо притертый досылатель его можно герметизировать, после чего потерь воздуха через досылатель не наблюдается.
Вы наверное заметили, что при стрельбе из винтовки в лицо дует воздух. Это неприятное явление на самом деле в огромной степени сказывается на мощности винтовки из-за потерь воздуха при выстреле через досылатель.
Для устранения этой проблемы нужно выполнить следующие действия:
3.1. Открутив болт, закрученный в ограничитель досылателя, вытаскиваем сам досылатель из казенника и пружину. Если досылатель изначально имеет не гладкую поверхность, то следует его немного обработать мелкой наждачной бумагой.
3.2. За тонкую часть зажимаем досылатель в патрон дрели и на расстоянии примерно 1.5-2 мм от начала толстой его части протачиваем канавку глубиной примерно 0.5-0.6 мм. Более надежно будет, если таких проточек будет несколько, в данном случае три. Расстояние между проточками должно быть 1.5-2 мм. главное, чтобы все проточки при закрытом досылателе целиком входили в патронник.
3.2.1 Проточки (канавки) в досылателе делаются с помощью надфиля, пнедварительно сточеного на точиле до толщины ~1 мм или с помощью полотна от ножовки по металлу. Сначала делаем на дрели малые обороты, чтобы наметить проточку, а потом на более высоких оборотах делаем проточку до нужной глубины см. рис.1. Не излишне будет особенно не увлекаться и через небольшие промежутки времени замерять глубину проточки!
Схема проточки досылателя. (рис.1)
3.3. В проточку идеально подходят резиновые колечки из клапанов одноразовых-прозрачных зажигалок китайского производства. Обратите внимание, что резиновые кольца бывают разными по толщине, но это в данном случае не критично, наоборот, если колечко более толстое, то на наш взгляд это лучше. Чтобы легче одеть колечки на досылатель и не порвать их, досылатель предватительно нужно немного смазать маслом или какой-либо другой смазкой, главное чтобы колечко хорошо скользило.
3.4. После того как досылатель готов, не спешите его сразу вставлять на место. Потому, что острые края казенника срежут резину и все. уплотнение испортится. Чтобы этого не случилось казенник надо предварительно обработать круглым надфилем. Для этого, в ствол со стороны казенника вставить кусок ваты или ветоши, чтобы опилки не попали в ствол и цилиндр. С помощью круглого надфиля сначала растачиваем то место откуда досылатель входит в патронник, то есть место где находится пружина досылателя. Растачивать нужно до такой степени, чтобы досылатель свободно входил, а главное свободно уходил на свое прежнее место, как и было до герметизации. В противном же случае остается очень мало места для зарядки пули. Стоит обратить внимание на канал по которому ходит досылатель. Он имеет острые края, которые также срезают резину, все эти острые края нужно обработать.
Подробнее о местах обработки смотрите рис.2
Схема обработки канала досылателя. (рис.2)
3.5. После доработки, нужно убедиться, что через досылатель теперь не травит воздух. Для этого при закрытом досылателе (досылатель нужно придерживать) и взведённом на 1/3 рычаге, подуть в ствол – продуваться не должно. Если воздух больше не травит, то можно поздравить Вас с успешной герметизацией досылателя.
3.6. После герметизации стандартная пружина может автоматически не выталкивать досылатель при взведении. Если такая проблема существует, то решается она установкой более мощной пружиной или вставкой еще одной такого же диаметра. Длину надставляемой пружины подбираем опытным путем.
4. Также можно поставить пружину от винтовки ИЖ-38 или другую более жесткую, благодаря чему увеличивается начальная скорость, пробивная способность и дальность полета пули.
ЗАМЕНА СТАНДАРТНОЙ ПРУЖИНЫ НА БОЛЕЕ МОЩНУЮ.
Одним из важных действий по апгрейду винтовки и усилению ее мощности, является замена стандартной пружины на более мощную пружину, например на пружину от винтовки ИЖ-38.

Покупаем пружину от винтовки ИЖ-38, отсчитываем 11 витков и отрезаем их. Все это легко делается в домашних условиях с помощью надфиля. Пружина надпиливается надфилем по кругу и с помощью плоскогубцев отламывается.
Теперь новую пружину остается поставить в винтовку. Для этого разбираем винтовку. Разборку надо производить в следующем порядке:
4.1. Откручиваем винты и отделяем цевье от казенника. Обратите особое внимание на передний винт, который вкручен в стойку, держащую ствол. Если он выскочит и провалится внутрь цевья, то придётся его очень долго вытряхивать. Чтобы этого не случилось, вырезаем из резины от велосипедной камеры или какой другой ~1 мм толщиной кружок по диаметру отверстия в цевье и по центру шилом прокалываем отверстие. Придерживая болт отверткой, одеваем резину на болт. После этой несложной операции, можно не беспокоиться, что болт при следующей разборке винтовки провалится внутрь цевья.
Если болт все-таки провалился при первой разборке и не хочется его долго вытрясать, можно отверткой аккуратно отклеить торец цевья и приподняв его немного той же отверткой, вытряхнуть болт. После чего торец смазать клеем и вернуть в исходное положение. Но лучше все-таки сделать шайбочку из резины.
4.2. Снимаем приклад. Для этого откручиваем винт приклада и вместе с шайбой его вынимаем. С помощью отвертки снимаем шайбу со шплинта рычага взведения и выбиваем сам шплинт. После этого снимаем рычаг взведения. Обоприте надежно винтовку задним торцом муфты рычага взведения и осторожно поверните ее, чтобы фиксирующий штифт на муфте вышел из гнезда цилиндра. Отделите муфту рычага взведения с толкателем, оказывая сопротивление действию пружины. Извлеките пружину и шток.
4.3. После этого вставляем отрезанную пружину от ИЖ-38, собираем винтовку в обратной последовательности и получаем заметное увеличение мощности примерно на 30%.
5. Увеличить эффективность поршня можно заменив стандартную жесткую манжету на более мягкую (полупрозрачную). Чтобы манжета еще более плотно прижималась к стенкам цилиндра в нее можно вклеить проволоку или кембрик. В качестве смазки рекомендуется использовать смазки с содержанием MoS2, например ШРУС-4.
6. После замены стандартной пружины на пружину от ИЖ-38 на некоторых винтовках не выдерживает нагрузки шатун, который сделан из стали толщиной 0.7 мм. Его можно заменить на такой же, сделаиз листовой из стали толщиной 1-1.2 мм. Это позволяет использовать еще более мощные пружины – от испанской винтовки Gamo Hunter 440, от передней вилки мопеда “Карпаты”, изготовленные на заказ из 3 мм проволоки (встречалось упоминание даже об использовании возвратной пружины от крупнокалиберного пулемёта – народ наш щедр на выдумку), или использования двойной пружины, когда внутри основной устанавливается более тонкая пружина с обратным направлением навивки. Так сделано в ИЖ-62, но она, к сожалению, больше не производится. Если же дальнейшее усиление пружины Вами не планируется, можно не менять шатун, а немного доработать, зажав его в тисках и придав “усам” более чёткую форму с помощью молотка.
7. Нередко для взрослого человека не хватает стандартной длины приклада. Чтобы увеличить длину приклада достаточно проделать несколько нехитрых действий.
Обычно для взрослого человека не хватает стандартной длины приклада. Чтобы увеличить длину приклада достаточно проделать несколько нехитрых действий.
7.1. Снять приклад с винтовки, круглым напильником подходящего диаметра проточить паз примерно на 10-15 мм. Можно сделать то же самое используя дрель и сверло диаметром 6 мм.
7.2. Снять приклад с винтовки и в муфте рычага взведения просверлить еще одно отверстие диаметром 4 мм и нарезать резьбу метчиком М5. Теперь длину приклада можно увеличить на более значительное расстояние.
8. После того как ваша винтовка доработана, все чаще приходит в голову мысль об установке на винтовку оптического прицела. По общему мнению подписчиков эхи RU.WEAPON и по нашему личному, для пневматической винтовки вполне достаточно четырехкратного оптического прицела.
ОПТИЧЕСКИЙ ПРИЦЕЛ НА ПНЕВМАТИЧЕСКОЙ ВИНТОВКЕ ИЖ-60.
После того как ваша винтовка доработана, все чаще приходит в голову мысль об установке на винтовку оптического прицела. По общему мнению подписчиков эхи RU.WEAPON и по нашему личному, для пневматической винтовки вполне достаточно будет иметь четырех кратный оптический прицел. В магазинах можно увидеть огромное количество прицелов разных производителей и по разным ценам. Вообще-то, как говорится – хорошая оптика стоит дороже самой винтовки, так что не стоит покупать дешевую оптику неизвестного производителя, хотя вы должны все решать сами. Когда перед нами стояла задача выбора оптического прицела, по совету подписчиков эхи RU.WEAPON мы выбрали оптический прицел Красногорского завода “Зенит”. Посмотреть его внешний вид и ознакомиться с его характеристиками можно чуть ниже.
Прицел оптический ОП 4 Х 20 ШУ предназначен для прицельной наводки при стрельбе и устанавливается на пневматическое и малокалиберное оружие.

Оптический прицел обеспечивает точное прицеливание и уменьшает утомление глаз вследствие того, что мишень увелицена и в то же время отчетливо видна прицельная сетка.

1. Шкала механизма боковых поправок.
2. Крышка механизма углов прицеливания.
3. Окуляр.
4. Стопорное кольцо.
5. Регулировочные винты.
Установка прицела на оружие.
Прицел следует установить на оружие с помощью специального кронштейна. Перемещая прицел вперед или назад по стволу оружия, установите его на таком расстоянии от глаза, чтобы совместить зрачок с выходным зрачком прицела. При правильном совмещении видно все поле зрения и по его краям отсутствуют тени.
Фокусировка.
Ослабьте стопорное кольцо 4. Глядя через оптический прицел и вращая оправу окуляра 3, добейтесь резкого изображения наблюдаемого объекта. После чего надежно закрепите окуляр стопорным кольцом.
Пристрелка оружия с прицелом.
Сделайте пробный выстрел по контрольной мишени, наблюдая ее через прицел. Вращением регулировочных винтов 5 добейтесь того, чтобы отклонение точки прицеливания от точки попадания было минимальным. Следует учитывать, что при вращении регулировочных винтов в направлении стрелки, точка попадания смещается вверх и влево.
Техническое обслуживание.
Необходимо предохранять прицел от ударов и падений.
После точной регулировки прицела заверните до упора защитные колпачки на регулировочных винтах.
Никогда не оставляйте незажатым стопорное кольцо окуляра после его фокусировки.
Никогда не оставляйте влагу на линзах. Предохраняйте прицел в дождливую погоду от попадания на него воды.
Доработка оптического прицела.
После покупки двух оптических прицелов и установки их на винтовки, сразу появились проблемы, которые мы советуем устранить сразу, до их появления.
8.1. Перекрестье на прицельной марке сделано из толстоватой проволоки, по этому при прицеливании в очень мелкие и тонкие предметы, из-за перекрестья этих предметов вообще не видно. Чтобы переделать перекрестье, рекомендуется вывернуть прицельную марку из прицела, отпаять или откусить кусачками старое перекрестье, а новое сделать из оплетки третьей гитарной струны.
8.2. После установки прицела на винтовку, обнаружилось, что монолитный крепеж прицела находится очень низко по отношению к казеннику и процесс закладки пули в патронник становится затруднительным. Чтобы от этого избавиться, мы отрезали перегородки между двумя креплениями, которые держат прицел. Теперь вставлять пулю стало намного проще и удобнее.
8.3. После некоторого настрела, мы столкнулись с еще одной неприятностью. От сильной отдачи в прицеле отвернулись некоторые гайки, прижимающие линзы и сама прицельная марка начала крутиться после каждого выстрела. Эту проблему решили очень просто, затянув гайки и смазав их клеем “Момент”. После 1500 выстрелов гайки с места не сдвинулись.
8.4. Крышки, которые закрывают на прицеле линзы, очень хорошо соскакивают при транспортировке винтовки и их очень легко потерять. Чтобы этого избежать, достаточно обмотать изолентой места посадки этих колец на самом прицеле. Теперь крышки снимаются туго, но потерять их уже невозможно.
9. Если вы желаете повысить кучность Вашей винтовки или у вас повреждена фаска на дульном срезе, то можно попробовать метод, который принес пользу многим винтовкам. Правда, в большинстве случаев качество ствола ИЖ-60 весьма приличное и обрабатывать фаску на дульном срезе попросту не нужно, но если фаска повреждена, то этот метод может помочь. В отдельных случаях приходится прибегать к более трудоёмким операциям – засверливанию или отпиливанию части ствола, но это лишь в случае явного заводского брака или повреждения ствола в результате ненадлежащего обращения. В этом случае полировка бессильна. Но если достаточно выровнять лишь поверхность фаски,
то можно приступать.
– Необходимо иметь медный или латунный винт с полукруглой головкой диаметром 4-6 мм, а если есть доступ к токарному станку, то лучше сделать специальные оправки. Также надо иметь абразивную пасту (например ГОИ, можно и зубную пасту), и электродрель с регулируемой скорость вращения.
– Перед началом процедуры вставляем в ствол со стороны дула на глубину в несколько мм пульку или плотный комок ветоши, чтобы частицы абразива не попали вглубь. Медный винт или оправку зажимаем в патрон дрели и выставляем самые низкие обороты. На головку винта или оправки наносим абразивную пасту и, немного покачивая дрель, обрабатываем фаску ствола до появления небольшого углубления вместо фаски. Углубление должно иметь сферическую форму.
– Эту операцию надо проводить до тех пор, пока у Вас не появится четкая граница новой фаски с каждым нарезом. После этого затычку надо извлечь из ствола, ствол продуть, и тщательно прочистить ветошью, смоченной в керосине.
10. На многих сайтах, посвященных поршневой пневматике, рекомендуют еще одну операцию – хонингование цилиндра, или его полировку. Однако после того, как мы разобрали одну из винтовок ИЖ-60 и выбили цилиндр, мы убедились, что его внутренняя поверхность не требует никакой обработки, так как она уже идеально гладкая и зеркальная. Единственное, что следует сделать после покупки, это промыть цилиндр изнутри керосином. Бывает, что внутри есть немного металлической стружки и ржавчины. Разумеется, хонинговать цилиндр или нет – решать Вам, мы же рассудили, что этого делать попросту не нужно. Лучше смазать графитовой смазкой манжету, которая стоит в винтовке, и пострелять побольше – манжета сама приработает поверхность цилиндра, а после тысячи-полутора выстрелов цилиндр снова промыть, изношенную манжету заменить на новую, мягкую, и смазать её ШРУС-4.
по материалам сайта Tula 2000 из вебархива 2002 года
Базовый апгрейд
состоит из двух этапов (выполняемых в любой последовательности):
Герметизация досылателя

Досылатель снимается, зажимается за тонкую часть в патрон дрели (ручной или электро с регулируемыми оборотами) и на расстоянии примерно полутора-двух миллиметров от начала цилиндрической части протачивается канавка (лучше несколько через те же 1.5-2мм) глубиной около полумиллиметра (надфилем или ножовочным полотном). dosil.jpg (43K) В канавку ставятся резиновые колечки (исключительно подходящие можно добыть из клапанов одноразовых зажигалок). Канал досылателя нужно слегка облагородить круглым надфилем. После доработки при закрытом досылателе и взведённом на 1/3 рычаге (он фиксируется) подуть в ствол – продуваться не должно. Естественно, перед работами “зарядить” винтовку куском ваты или ветоши, который после окончания работ вытолкнуть шомполом обратно – дабы опилки в ствол и цилиндр не попали.
Замена пружины
Покупается пружина для ИЖ-38 (или МП-512), отсчитывается 11 (6 для МП-512) витков с любого края, надпиливается надфилем и отламывается. Это лишние. Отпиленная пружина Получившийся торец опиливается так, чтобы получить максимальный размер поверхности, перпендикулярной оси. Пружина устанавливается опиленным торцем в сторону поршня – с этой же стороны в неё вставляется утяжелитель- направляющая.
Несмотря на стильный, даже немного футуристический внешний вид, данная винтовка уже давно и по праву считается классикой пневматического оружия.
Каждый, кто хотя бы раз ощутил в руках приятную тяжесть этой двухкилограммовой винтовки, упирался плечом в регулируемый приклад, и, наконец, нажимал на регулируемый спусковой крючок, остался пленником того неповторимого сочетания леденящего спокойствия и адреналина, которое может подарить стрелку это удивительное оружие.
Основной особенностью Иж-60 является использование пружинно-поршневой механики, приводимой в действие боковым рычагом. Пружинно-поршневой механизм практически полностью располагается в прикладе винтовки. Данная конструкция позволяет сохранять полную неподвижность ствола, что выгодно сказывается на кучности стрельбы.
Чтобы полностью раскрыть весь богатый потенциал Иж-60, можно проделать с ним ряд несложных манипуляций:
1 – Ижевские изделия редко имеют низкое качество сборки. Тем не менее, рекомендуется разобрать винтовку, благо простота конструкции позволяет сделать это очень легко:
откручиваются три винта, в области приклада (19), досылателя (22) и цевья (24) соответственно. После разборки следует проверить места крепления деталей и, при необходимости, затянуть вручную все винты.
Также рекомендуется слегка модернизировать ограничитель (13), прикрепив к торцу резиновую или кожаную подкладку, для продления срока службы.
Как правило, стандартную манжету поршня также меняют на более мягкую кожаную.
2 - Для дополнительного увеличения точности стрельбы, на Иж-60 можно установить коллиматорный или оптический прицел.
Делается это вручную, без применения каких-либо инструментов: стандартная прицельная планка (5) откручивается, а на ее место ставится новое приспособление.
Коллиматорный прицел питается от двух универсальных зарядных устройств СЦ-21. Время непрерывной работы – 50 часов. Прицельная дальность стрельбы потенциально может быть увеличена с 10 до 20-25 метров, приближаясь собственно к максимальной эффективной дальности.
3 – Имеется возможность увеличить мощность винтовки двумя способами: за счет увеличения хода поршня (10) и замены стандартной пружины на более жесткую.
Дело в том, что конструкция имеет некоторый запас хода поршня (порядка 5-7 мм). Если добавить в поршень дополнительную пластину, толщиной чуть больше одного миллиметра. Таким образом, при взводе винтовки, шептало (21) будет упираться в эту пластину, поджимая пружину и увеличивая тем самым ход поршня на 3-5 мм. Начальная скорость пули при этом может достигать 180 м/с. Возможным неприятным последствием может стать снижение ресурса.
Замена пружины – процесс еще более сложный (существует опасность сломать рычаг взведения и досылатель). Можно использовать пружину от МР 38, МР 145 или обрезать МР 137, МР 512, ГХ 155, ГХ 440. Вариантов очень много, но вряд ли удастся добиться скорости, выше 180 м/с.
Также незначительному увеличению мощности способствует герметизация досылателя (8), т.к. при этом снижается утечка воздуха.
4 – Существует теоретическая возможность перевода Иж 60 в новый класс – пневмобаллонной пневматики (РСР). На практике же, перспектива крепления к изящному корпусу винтовки массивного баллона СО2, не радует даже самых отъявленных любителей апгрейда.

Вывод: Иж 60 является одной из наиболее простых и надежных пневматических винтовок. При этом, заложенный потенциал и возможность модернизации, позволяют повысить основные характеристики оружия на порядок. Конструкция подразумевает быструю замену поврежденных деталей. Их можно приобрести, а в некоторых случаях даже изготовить самому. Как правило, ремонт сводится к разборке, выявлению проблемы и замене испорченных деталей.

Легкие винтовки типа Иж-60 по прежнему продолжают волновать, как вновь вступающих на скользкий путь 'пневматутости', так и уважаемых аирганнеров. Некоторые почитают за честь, иметь в арсенале 'металл' с которого не так уж стыдно пострелять с друзьями по бумаге метров этак на 25. Однако, с чем последняя категория справляется легко в части доводок личного оружия, для новичков является еще нераскрытыми страницами. И здесь мне хотелось помочь им, чтобы, при модернизации своего первого девайса, ими было сделано минимум напрасных движений. И при максимуме полученного удовлетворения от дел рук своих.
Итак, мы хотим увеличить ход поршня в Иж-60,61. К этому моменту уже поняли, что пружинка МР-512 или Иж-38 здесь является оптимальной, а тягу рычага взведения надо либо менять, либо пошаманить с ее зацеплением за поршень. Если это шаманство было отложено вами пока - оно и к лучшему. Увеличение хода поршня - не просто увеличение рабочего объема компрессора, это еще увеличение энергии сжатой пружины при взводе, то есть комплекс, который надо использовать с максимальной выгодой. Будем с вами бороться за каждый миллиметр, но без кардинальных переносов осей вращения и изменения базовых размеров цилиндро-поршневой группы. Хотя их посадочные места будем где-то убирать, а где-то наращивать, используя напильники, сварку, и легкую токарную работу. В данном топике я взял за основу витую пружину, поэтому не удержусь также и от демонстрации шумо-защитных направляющих. Хотя 'правильная' ГП производства Петрухи, являясь длинноходовой (65 мм), устанавливается на это же место. Увеличить ход можно двумя способами - 1. дать более глубокую посадку впереди при рабочем ходе поршня и 2. увеличить величину перемещения назад при взводе поршня. Используем обе представленные возможности.
1. Прежде всего, расстанемся с родной манжетой, имеющую неоправданно большую высоту 8 мм. Ставим манжету от Гамо, с высотой менее 5 мм. Кроме того, после срезания ступенчатого родного грибка на поршне его торец дополнительно отторцовывается на 1,5 мм. Здесь важно сохранить опорную площадку под плоскость манжеты, которая в самом тонком месте (у впадины под зацеп) не должна быть тоньше, чем 1,4-1,3 мм. Одновременно поршень засверливается, а в отверстии нарезается резьба М8х1,25. В эту резьбу изнутри заворачивается новый утяжелитель с ф 10 с полной длиной 112-113 мм. Такая длина предполагает установку длинной пружины и расточенного на дополнительную глубину 19 мм (всего 25мм) задника.
Рис.1. Фото поршней в процессе доработки. Справа- стандарт, в середине торцованный поршень с грибком под Гамо-манжету. Слева - поршень в сборе с переделанным зацепом. О нем - ниже. Отдельно - типичный используемый мной утяжелитель.

Ну уж, если по максимуму, - то по максимуму. Хотя кто-то может ограничиться длиной 95 мм и не растачивать задник, обрезая пружину. На резьбовой кончик утяжелителя, выступающий на 4,5 мм над торцом, навертываем грибок ф13 - ф15 под манжету. С установленной манжетой грибок должен быть утоплен на 0,6-0,7 мм, а затем закернен по резьбе. Но пока манжету не ставим, так как нам предстоит неоднократно промерять остальные размеры, помещая поршень в цилиндр.
Ввернутый утяжелитель должен быть затянут до отказа, для этого используется либо шлиц, пропиленный в его торце, либо патрон, в который зажимают торчащий хвост стержня. После этого стержень утяжелителя при необходимости отцентровывается внутри поршня (отгибается в центр, если это нужно) и затягивается повторно.
Направляющие утяжелителя и пружины у меня (на последнем снимке рис.3) из нержавеющей трубки ф14х2. Наличие направляющей (под пружины МР или Иж-38 проточить до ф 13,5-13,6) убирает всякий шум, а на скорость не влияет (+-2 м/с, проверено экспериментально). Видимо, доп. трение смазанной жидким маслом компенсируется более упорядоченным, правильным расположением упругого элемента.
2. Увеличение величины взвода заставляет нас сделать выбор одного из доступных вариантов. Один из них (лучший) - это наварка пластинки в паз зацепа поршня. Пластинка-сегмент вырезается из старого или лишнего поршня, тщательно подгоняется по высоте и приваривается аргонно-дуговой сваркой. Никакой последующей термообработки не требуется, вставка подкаливается в процессе остывания в струе аргона. В этом вы убедитесь сами, пытаясь в дальнейшем расширить паз зацепа для зуба шептала. С трудом, и помощью хорошего нового надфиля (а то и 2-х), выполняется подгонка наклонной поверхности этой вставки для свободного размещения зуба зацепления. Зазор продольный при полностью утопленном зубе достаточно обеспечить 0,4-0,5 мм. Сварной шов по цилиндрической поверхности запиливается также надфилем или новым напильником с мелкой насечкой.
Что мы выиграли в величине хода? Это видно на приведенной фотографии, но достижение 64 мм вместо 57 мм я гарантирую, а то и на 1 мм больше.
У кого возникнут большие проблемы со сваркой под аргоном, можно использовать другой вариант изменения места зацепа- увеличение длины шептала. Шептало можно вырезать новое, например, из обломка диска фрезы, с толщиной 6 мм. Только прежде, чем брать в руки болгарку, проверьте, сможете ли вы его засверлить новым сверлом, для начала, хотя бы 2 мм. Не получится, - отпустите на газовой плите до темно-синего цвета, далее очень медленно отодвигайте от огня. Тогда выйдет! Если и это труднодоступно, тогда сделайте так, как я поступил однажды, будучи на даче. Ну не терпелось проверить в первый раз, тогда я взял сверло 5 мм, приложил его хвостовик к зубу шептала с внешней стороны и приварил обычной электросваркой (2 мм, капельный шов-плевок). Потом лишнее обработал на наждаке. И плюсовых 3 мм были моих! Твердость наращенного зуба при таком способе тоже более чем достаточна.
Рекомендуемые в ряде случаев на форуме подкладки-скобки в дно поршня под пружины очень не рекомендую. Ибо зафиксировать сложно, а их естественная болтанка нарушает однообразие спуска. Наивно думать, что пружина их постоянно прижимает к донышку!
Если вы подумали, что все основные проблемы решены, вы почти правы. Однако при монтаже деталей в устройство определенно выяснится, что некоторые сопряжения деталей надо доработать. На следующей схеме они показаны. Не обладая подробной картиной кинематики, на первом изделии я потерял на последовательную доработку всех деталей едва ли меньше времени, чем на описанную выше работу. Не зря я не касался вопроса о тяге взвода, пока не были подготовлены все детали.
Рис. 2 Кинематическая схема взвода

Собираем детали без пружины. Поршень (пока без манжеты, но с грибком) цилиндр, рычаг и тяга. Тягу предварительно лучше снять с рычага, выбив оську. Заменяем ее временно коротким болтиком М4 с потайной головкой. Тогда это сочленение легко разбирается и проходит в паз задника, где и оказывается при полном взведении. Используем пока стандартную тягу, без изменений. Теперь, двигая рычаг и поршень, следим за выделенными на схеме местами.
Место 1. Послали поршень вперед дополнительно на 4 мм, надо обеспечить зазор между тягой взвода и перемычкой юбки поршня. Минимум нужно 1 мм, гарантирующий, что при ударе поршня о переднюю стенку (вдруг сорвете без пульки!) вам не погнет оськи или рычаг.
Место 2. При посылке назад до постановки на взвод, проверьте, достаточен ли продольный вырез для тяги в цилиндре, или его надо продолжить на 1-2 мм. Также поршень, вероятно, упрется в закраину задника (голубой цвет), так что напильник в руки. Убираем, сколько надо для постановки на взвод.
Место 3. Откидыванию рычага назад может помешать уход оси тяги к оси цилиндра, ближе, чем в исходном состоянии перед взводом. Подпиливать сторону тяги, обращенную к цилиндру примерно в 25 мм от зацепа тяги (темно синий зацеп).
Место 4. Рычаг упирается в край выбранного на заводе паза задника. Не всегда это бывает, но при этом случае выручит круглый напильник. Пилить с некоторым запасом до появления зазора 1,5 мм.
Место 5. Наиболее сложное место. Длина паза в поршне ограничена 74 мм. Этого мало, чтобы в нем двигался поводок тяги поршня, и были обеспечены зазоры. Закрываете рычаг и чувствуете, что это не удается. Тяга упирается в переднее окончание паза. Лучший выход- фрезеровка паза вперед на 3 мм, или местная выборка ручной шлифмашинкой (См. на следующем фото).
Рис.3 Фото поршня со стороны паза взвода. Видна фрезеровка, край которой заходит за дно поршня. Заготовки тяги.
Плохой, но приемлимый выход из ситуации - обрезание пятачка - поводка от кругляшка до фигуры типа '()'. Может быть и хуже, чем показано в кавычках в строке.
А теперь, после того, как вы только промерили эти узкие места и уже знаете, чего и насколько следует изменить, надо принять решение: либо насиловать дальше измордованную заводом 30-рублевую хлипкую железячку, либо изготовить новую.
Заготовки я показал на фото, это с приваренными пятачками. Обрабатываются напильником до ф 9-9,5 мм. А по высоте до 2 мм в части, контактирующей с задней перемычкой поршня и до 1,4 мм по переднему краю. Скос по поверхности, обращенной к оси цилиндра. Окончательная обработка 'по месту'. И последняя операция - сверление дырочки под ось соединения с рычагом. Если вы выполнили все примерки со старой тягой, у вас не должно быть здесь никаких вопросов.
К сожалению, по иж-меховским ТУ разброс размеров деталей (+- 1,5 мм) таков, что прописать точно размеры тяги я не в состоянии. А давать их с упомянутым допуском - это означает 'украсть' у вас, по крайней мере, 2 мм хода поршня из 8 мм добытых, давшихся нам с вами, хоть и не тяжелой, но достаточно скрупулезной работой.
Наши работы завершены, осталось зачистить тягу, заворонить ее и заклепать вместе со старой оськой в рычаге.
Пытливые спросят, а может еще выжмем 2-3 мм хода? Да, это вполне возможно, так как для хода кромки манжеты в цилиндре эти миллиметры есть. Однако для этого уже надо смещать расположение осей сочленений. Пример: замена оськи ф4 на ф5 в соединении тяги и рычага взвода со смещением центра на 0,5 мм вперед, даст еще 1 мм. Возможна рассверловка отверстия оси вращения рычага взвода с запрессовкой эксцентриковой втулки. Выиграем еще 2 мм. Но это, похоже, уже все, если не переделывать . А мне кажется, что тупо двигаться дальше в этом направлении уже не надо. 170 м/с (в пластике) и 180-185 м/с ( в металле) для этой винтовки вполне достаточно, чтобы она радовала много лет, как владельца, так и членов его семьи.
Зачотище.
Уже в "Навигаторе".
2 b-rom,
Проверка на герметичность. 1-й простой способ: Закрываете досылатель, ставите приклад между коленями, сидя на кресле. Взводите не до конца (трещетки не д.б.), держа другой рукой за ствол у среза. Затыкаете пальцем выход ствола. Плавно отпускаете рычаг в исходное положение. Пшик из под пальца -затычки, значит не все плохо.
2-й. Выходите во двор. Из багажника автомобиля достаете ножной насос. Он с манометром, конечно. Далее все, наверное понятно. Я использую второй способ, так как в этом случае можно легко ответить на вопрос "откуда". Но переходник на ствол надо сделать заранее.
Пружину ГХ, конечно можно использовать. Но не надо. У поршня должна быть величина энергии, недостаточная, чтобы "пробить" до стенки газовую подушку при его первом движении вперед. Добившись этого с ГХ пружиной, можно убедиться в следующем. Хотя максимальное усилие взвода очень велико по сравнению с пр. Иж-38, усилие предсжатия будет меньше, чем у Ижевской. Характеристика более крутая, а работа по ее взводу будет практически идентична. Расплата только одна большая макс. механическая нагрузка. Минус.
Пасиб.
Тогда у меня пружина севшая. При всех доработках около 160мс. Пружина резанная от крокодила, якобы такая же как в иж38. Взводится не туго, не смотря на неправильно большое плечо(не оч правильно рассчитал кинематику взвода). Значит мурловскую буду пробовать.
Надо еще попробовать Петрухину манжету на обычную поменять. Почему-то у меня ощущение что она дает прирост на бОльшей энергетике, нежели может выжать ежовый поршень. а так как минимум ничего не дает, а может и хуже делает.
Настоящий набор (далее по тексту кИт - от английского kit) создавался в рамках развития концепции 'безопасное РСРстроение - в массы'.
начну с грустного
ВНИМАНИЕ!
1. Любая механическая доработка кИта в зоне высокого давления (кроме предусмотренного типовой процедурой установки) влечет однозначное снятие с гарантии - как по герметичности, так и безопасности.
2. использование кИта на повышенных относительно названных мной мощностях - это выход на нерасчетные нагрузки конструкции. нерасчетные же нагрузки - это мЕьшая безопасность и мЕньший ресурс.
оно вам надо?
Набор предназначен для получения РСР-карабина (с мощностью до 16 Дж - решение о мощности принимает сам пользователь) на базе ППП-винтовки Иж-60 или Иж-61 с пластиковой коробкой и рассчитан на его установку человеком, умеющем довольно уверенно обращаться с дрелью, метчиком и гаечным ключом. И главное - желающим покопаться с РСР, понастраивать, посверлить, покунать кит в воду, посмотреть на выходящие пузырьки, обжечься при осаживании термоусадки и т.п.
Комплектация набора подразумевает, что основной инструмент у пользователя есть, специфическим (конкретные сверла, метчик и т.д.) инструментом и расходниками набор комплектуется (комплектовался до 2009 года).
Совершенно сурово обращаю ваше внимание на следующее
1. Я запрещаю использовать кИт в прямоточном варианте на давлениях выше 200 атм.
2. Эта тема - чисто техническая. Все вопросы по купле-продаже будут в отдельной теме.
3. Это - набор, а не готовое изделие. Что вы из него сделаете - зависит от вас, а не от меня. Я только гарантирую герметичность при поставке и безопасность кИта при отсутствии варварского отношения и отсутствия механических доработок (кроме доработки БК в части его установки)
Гарантии.
Вот тут я задумался.
Набор создавался именно для того, чтобы на нем аирганнеры учились работать с РСР и воздухом высокого давлении.
И какие, например, могут быть гарантии на герметичность резервуара после неоднократного снятия и установки пробок, при которых были изрезаны уплотняющие резинки?
Или какие могут быть гарантии по безопасности, если человек задует резервуар, в котором винты крепления пробок лишь чуть наживлены?
Не знаю.
кроме того - использование кИта на повышенных относительно названных мной мощностях - это выход на нерасчетные нагрузки конструкции.
а нерасчетные нагрузки - это нерасчетная безопасность. :-(
Гарантирую герметичность изделия в момент поставки и безопасность при грамотном использовании (давление не превышено, все винты затянуты, резервуар ножовкой не подпиливался и т.д.).
Если есть иные мнения - выслушаю точно и учту (может быть).
Сервисное же обслуживание и ремонт - всецело на ваших плечах. Для этого в ЗИПе есть всё необходимое.
Консультации и поддержка - по герметичности и т.д. - обеспечу.
По вопросам 'какой перепуск сверлить?' - тут уж сами.
Описание набора
(на фото некоторые детали не анодированы или не оксидированы или подсобраны технологически - это чисто для наглядности).
Резервуар
Tруба ОТ-4 32х1,5мм, рабочее давление 200 атм., некрашенная
Опрессована с технологическими (это те же штатные, только неанодированные и используются именно для опрессовки) пробками 400 атм. На внешней поверхности трубы есть следы от инструмента, но их бояться не надо, от них никуда не деться, если не протачивать - так это только ослабит трубу.
Пробки - Д16Т, ан.окс. черный, опрессованы в составе кИта 320 атм.
В задней пробке 2 порта для капиллярной трубки, М6 Задняя пробка несколько заглублена в трубу резервуара - для меньшего выступания креплений капиллярных трубок
Крепление пробок - 4 поперечных винта М5 DIN912 (диаметр головки 8мм). Винты выступают над поверхностью трубы примерно на 0,6мм. Не надо пытаться завинтить их заподлицо.
Обратный клапан (заправочный) - ниппель, винт М4.
Заправочный порт - в передней пробке. поперечный, д9мм
Длина резервуара - около 225мм. Длина выбиралась спе-ци-аль-но - чтобы резервуар полностью был в цевье.
Масса в сборе - около 250г
Объем - около 110 куб.см
В комплекте отрезок термоусадки. Рекомендую её одевать только после полного монтажа кита и проверки его работоспособности, герметичности и т.д.
Если раздражает голый титан - на этапе наладки можно обмотать резервуар черной хлорвиниловой изолентой. Да и на этапе эксплуатации - тоже.
Корпус боевого клапана
Материал - Д16Т ан.окс. черный, рабочее давление 200 атм., опрессовка 400 атм. в сборе с технологическим боевым клапаном.
Боевой клапан - капролон, плоскость по плоскости
Шток - сталь, д3.5мм, выступание около 6мм (специально побольше, ибо отпилить проще, чем надставить)
Обратная пружина боевого клапана - нерж сталь, имеется возможность регулирования поджима этой пружины.
Присоединительный порт - под капиллярную трубку, крепление - М6
Максимальный диаметр - 29,5мм
Длина (без выступающего штока) - около 80мм
Посадочный диаметр тела клапана (в цилиндр) - 25мм
Глубина посадки в цилиндр - 36мм
Масса в сборе - около 90г
Внутренний объем - около 10 куб.см
На теле крышки корпуса есть лыска - чтобы обеспечить необходимый зазор между стволом и крышкой. При установке ориентировать лыской вверх.
Учитывая, что внутренний диаметр цилиндра на разных экземплярах Ижей разный, посадочный диаметр тела клапана был выбран средним - чтобы не очень болтался в большом цилиндре.
В случае цилиндра меньшего диаметра эту часть можно просто обточить напильником - конструктив сделан так, что в районе начала упорного буртика имеется проточка - при обтачивании на ней остается анокс черный и внешний вид выступающей из цилиндра части не страдает.
Модуль манометра
Корпус - Д16Т, ан.окс черный, два порта М6, крепежное отверстие д3,2мм (при желании можно нарезать резьбу М4)
Манометр - пейнтбольный, оцифровка 400 атм, G1/8' , уплотнение - по торцу фторопластовой прокладкой.
Масса в сборе - 55г
Длина - около 36мм
Диаметр тела модуля - 25мм
Два порта дают возможность собрать кит двумя способами (по присоединению капиллярных трубок)
- резервуар-боевой клапан + резервуар-модуль манометра
- резервуар-модульманометра + модуль манометра-боевой клапан.
Модуль манометра можно крепить на цевье сверху или спереди или в рукоятке.
Мини-заправочная станция.
Тело станции - анодированный Д16Т
Диаметр тела - около 24мм
Полная длинна со штуцером - около 95мм
Масса в сборе - около 100г
Присоединительная резьба - G5/8'
Стравливающий винт-барашек (уплотнение - шарик), ограничитель скорости заправки (дроссельный винт в канале)
Заправочный штуцер - диаметр 9мм.
Резьба между штуцером и телом - G1/8', можно использовать шланг от насоса Хилл.
Для экстремалов возможно изготовление данной резьбы под гидравлический шланг от тормозной системы Жигулей (решение о использовании такого шланга принимает сам владелец).
Уплотнение тело-штуцер - по торцу, фторопластовая прокладка.
Модератор
Эффективность средняя, рассчитан на энергии порядка 16 дж, естественно, при хорошей настройке винтовки.
Трубка Д16Т 25х1,5, длина около 200мм, ан.окс. черный
Модератор полуинтегрированный, четырехкамерный, крепление всех вставок - эпоксидный клей.
Масса варианта 200мм без термоусадки - 90г.
Посадка на ствол - скользящая, крепление поперечным винтом. Глубина посадки - порядка 90мм. Подразумевается установка на обрезанный до 300-350мм ствол. Если будет ставиться на штатный - то придется (кроме изготовления нормальной фаски) еще и опилить ствол в районе накатки резьбы до диаметра 13мм (сейчас там побольше).
В задней пробке - резиновое уплотнительное кольцо (чтобы на юзера не дуло).
Окраска в сборе черной матовой эмалью.
В комплекте - отрезок черной термоусадки для самостоятельного обтягивания.
Возможно изготовление модератора из трубки длиной 250мм.
Учитывая, что почти все стволы разные по диаметру, запросто может получиться, что на какой-то конкретный ствол он не полезет, модератор же в сборе по части посадки доработать сложно.
Поэтому возможен вариант поставки модератора не собраным, а комплекта - трубка, задняя пробка, опора, передняя пробка, дроссели.
Для такого варианта вместо двух дросселей (как в штатной поставке) дается как бонус третий. Это повышает эффективность модератора.
Капиллярные трубки
Медь, д2.2мм (могут быть и другие)
Учитывая, что компоновка может меняться юзером, в комплекте идут три полуготовых трубки (одна запасная) - бОльшей, чем надо длины и с одним упорным колечком.
Юзеру надо будет выбрать компоновку, померять необходимую длину трубки, обрезать трубку в размер, одеть на нее прижим и припаять упорное колечко. Припаять просто - там всякая герметичность не нужна. Можно сделать и на зажигалке.
Плюс разная мелочь - сверла 3,2 и 5мм, метчик М6, винты крепления модуля манометра и тела боевого клапана, фторопластовые шайбы и колечки, масса резинок и т.д.
Качество изготовления.
Основной принцип - разумная достаточность. Что-то сделано на ЧПУ, что-то - в тисках напильником и кувалдой. Т.ч. если юзер забьется в истерике, что винты крепления пробок укорочены на наждаке или что промежуточная опора модератора (крестик) отфрезерована несимметрично - я от этого не покраснею. Но и юзера пойму - сам люблю красиво жить. :-)
Как честный человек, я должен отметить, что этот кит появился на свет благодаря Барону Мюнхаузену - в какой-то из тем я его чем-то пуганУл (уж и не помню, по какому поводу) и сказал, что если он не испугается, то я сделаю десяток кИтов. Он не испугался. А может, просто меня не понял. :-)
И большое спасибо BDA и r3292c, которые прознали, что я делаю кит и почти полгода меня своими вопросами подгоняли. :-)
1. при заправке вставляйте штуцер в заправочный порт не до упора - а так, чтобы резинки стали примерно симметрично относительно оси резервуара.
2. после определения компоновки и выбора длины трубочек перед окончательным монтажем полностью соберите комплект без винтовки - для проверки на герметичность. на винтовке проверять затруднительно.
3. первоначальную настройку по скорости можно проводить и без ложа - просто примотайте резервуар изолентой к стволу (можно и на стол положить, но это - риск для трубочек).
4. модератор собирать на эпоксидке, которая полимеризуется долго. никаких пятиминуток и двухчасовых. застынет на половине сборки - и хана модератору.
дроссели в трубку корпус входят туго. сначала надо их просто примерять без эпоксидки - чтобы понять,как будет собираться. и сделать приспособление для их пропихивания (отрезок палочки или пластиковой трубы.
для установки дросселей на определенном расстоянии на этом приспособлении сделать отметку на нужную длину.
Originally posted by Valent 4-6-2007 13:08:
На сколько я знаю у всех ИЖей на конце ствола есть резьба. Почему не закрепить модет именно на ней? Тогда можно будет несколько доработать заднюю пробку - ввести в конструкцию проточку и положить туда резиновое колечко, а само отверстие задней пробки сделать заведомо больше диаметра ствола. Смело на 0,5 мм. Тогда все модеры гарантированно станут.
проточка с колечком и так уже есть.
но дело в том, что резьба на стволе криво нарезана, причем часто настолько криво, что это видно невооруженным взглядом. модератор встает с перекосом, и зазор сзади в 0,5мм даст уход от оси на 1-1.5 по переднему торцу.
только поэтому - скользящая посадка.
опять-таки я рассчитываю на установку кИта на Иж с укороченным стволом, где резьбы уже нет.
Концепция очень радует. Модульная, безопасная система для отладки навыков ПСП строения юзеру - гарантирована.
Пока смущает только одно - 1,5мм стенка резервуара. Понятно, что при таких параметрах резервура, рабочее давление до 300 атм. Но чисто психологически мало, надо привыкнуть.
А так, Кайныну - респект и уважуха, как говориться. Чуть-ли не единственный мастер, ратующий за некустарное развитие.
Originally posted by Archer_snp:
Понятно, что при таких параметрах резервура, рабочее давление до 300 атм.
2 Danila1377: Вы прочитали в неверном контексте. 200 - рекомендация производителя. 300 - рабочее для этих размеров и материала трубы. По моим расчетам.
Но будь у меня данный кит, забивал бы 200. Тем более редуктора нет.
2 Кайнын: Кстати, а редуктор "модульный" не планируете изготовить?
а в чем смысл редуктора в таком малом объеме?
дык кит - он же именно КИТ. То бишь конструктор, из которого можно чтохочешь собрать. Хошь ставь манометр хошь не ставь, располагай резик как угодно, хоть сверху ствола, соответсвенно для пущей интересности копания с конструктором редуктырь самое то. Опять же, думаю резерватив большей йомкости достать не будет проблеммой.
не уверен. дело в том, что корпус боевого клапана для получения приемлемого объема при необходимой прочности получился длинный и большого диаметра.
настолько, что на нем пришлось даже лыску делать, чтобы в ствол не упирался.
и тут всё зависит от внутреннего диаметра цилиндра конкретного Ижа- если он побольше, то встанет. если же тугой или даже придется пилить корпус - то без снятия ствола не встанет.
в пластике ствол выкручивается элегантным движением руки, поэтому установку на пластик я гарантирую.
а на металл - как пойдёт. я примерял на один металлический и три пластиковых. снятие ствола потребовалось только на одном из пластиковых.
Можно подробнее про крепление модуля манометра в рукоятке ?
Желательно хоть с приблизительными фотками.
Описание Антилопы прочитал, вопрос: реально ли получить 280-290 м/с с серийного кита ?
Originally posted by Ипр88:
А можно подробности по потрошкам клапана? Герметизация проходит по металлической кромке? Материал уплотнителя- капралон? а почему выбрана такая форма и как он крепится- просто посадкой? и пружинки откудова?
.
в теме уже есть даже правильное название материала тела клапана - капролон, и назван вариант уплотнения - плоскость по плоскости. я ответил?
такая форма тела клапана выбрана просто "потому".
что это за "он крепится" и куда "он крепится"? если тело клапана на шток - на штоке кольцевые риски сделаны, а тело клапана на шток в этом месте просто напрессовано (шток д3.5, отверстие в теле клапана - 3.2мм)
а пружинки заказные.
1. оторвать заглушку рукоятки, засунуть в рукоятку и закрепить модуль манометра. вырезать в заглушке отверстие, вклеить заглушку.
фото нет. я такого не делал.
2. я такие скорости получал. но и я же писал - "рассчитан на 16 дж".
3. а что непонятно по установке кИта в описании Антилопы? что надо - я добавлю или исправлю.
===========
про редуктор. не буду делать - дорого получается для такого кИта. да и неохота на изломание редукторы давать - потом чинить их замучаюсь.
Читайте также: