
Зазор при расточке блока ваз
Как известно, во время работы двигателя максимальную нагрузку испытывают на себе блок цилиндров и поршни двигателей. Это обусловлено тем, что эти детали работают в жестких условиях повышенной температуры и давления, даже если кажется, что двигатель автомобиля работает плавно и тихо. В процессе такой жесткой эксплуатации происходит износ этих деталей – поршни трутся об стенки цилиндров.
В итоге они приобретают конусовидную форму, что может негативно повлиять на безопасную работу двигателя. Пусть эти изменения не заметны для не вооруженного глаза, но это не значит, что их нет. Итак, расточка блока цилиндров нужна для создания/восстановления этого элемента двигателя автомобиля. Давайте разберемся детальнее, что такое расточка и хонингование блока цилиндров, и для чего они нужны?
Как произвести капитальную обработку
Представим теперь, что у автолюбителя имеются тот или иной станок и определенные навыки. Тогда в какой последовательности осуществляется расточка двигателя своими руками, например, у ВАЗ 2106?

Разберемся в этом далее. А для работы нужно приготовить некоторые инструменты и принадлежности:
- большой набор ключей;
- много головок и воротков;
- молотки разной тяжести;
- втулки;
- микрометрический инструмент;
- станки, о типе которых еще поговорим.
Также узнайте как поменять контактную группу замка зажигания и про замену сальника переднего коленвала уаза.

Делается все так.
Какие моторы можно точить, а какие нельзя?
Как известно, блок цилиндров может быть изготовлен из чугуна либо алюминия. Первый вариант, несмотря на некоторые минусы, к которым относятся высокая масса и низкий теплоотвод, обладает хорошей прочностью и идеально поддается проточке. Алюминиевый блок, наоборот, намного легче и эффективнее отводит тепло.
Однако стенки его цилиндров покрывают специальным износостойким составом, из-за чего протачивать их не рекомендуется. Эта процедура попросту удалит покрытие со стенок, в результате чего цилиндры потеряют свою прочность и прослужат недолго.
Признаки и причины поломки
Первый признак износа коленчатого вала, это появление сизого дымка из выхлопной трубы, падение давления и увеличение расхода масла. В таких случаях разборка двигателя неизбежна.
Основными причинами износа являются:
- Низкий уровень масла в картере.
- Перегрев двигателя.
- Грязный масляный фильтр.
- Некачественное масло.
Все это приводит к износу шатунных и коренных шеек коленвала и появлению царапин на нем. Для того чтобы устранить данный износ, необходимо полностью разобрать двигатель, провести дефектовку и расточить (отшлифовать) коленчатый вал, в крайних случаях, приобретают и устанавливают новый. После того, как выполнится расточка — подбираются по размеру и устанавливаются ремонтные вкладыши.
Блок цилиндров также подвергается дефектовке. Если он гильзованный, то можно просто заменить старые гильзы на новые, но в случае, когда конструкция не разборная — производится расточка блока цилиндров и устанавливаются ремонтные кольца на поршня.
Порядок затяжки болтов и сборка двигателя ВАЗ 2114
- Устанавливаем на блок новую прокладку головки, по установочным втулкам так, чтобы отверстие с медной окантовкой для прохода масла в прокладке находилось между третьим и четвёртым цилиндрами, прокладка должна быть сухой и чистой.
- Затем устанавливаем головку на блок, предварительно убедившись, что коленчатый и распределительный валы находятся в положении ВМТ, также оба клапана 1-го цилиндра должны быть закрыты.
- Приступаем к затягиванию болтов крепления головки в указанной последовательности см. фото 18 в четыре этапа. Закручивать болты от центра, постепенно равноудаляясь к краям блока цилиндров, как показано на схеме.
Болты крепления головки блока цилиндров вытягиваются при многократном использовании. Замените на новые болты, длина которых превышает 135,5 мм. Перед установкой головки блока смажьте болты тонким слоем моторного масла.
Первый цикл затяжки делаем с моментом 20 Н м (2 кгс м), второй с моментом 69,4–85,7 Н м (7,1–8,7 кгс м), второй и третий окончательно доводим болты на 90°.
Обратите внимание на то, что на топливных трубках установлены уплотнительные кольца. После отсоединения каждого шланга снимите уплотнительное кольцо с трубки. Сильно обжатые или надорванные кольца замените.
Этапы разборки и сборки головки лада 2113, ремонт головки цилиндров. Привод клапанов лада 2114, замена деталей головки цилиндров лада 2115. Устройство головки цилиндров ваз 2113, ваз 2115, ваз 2114.
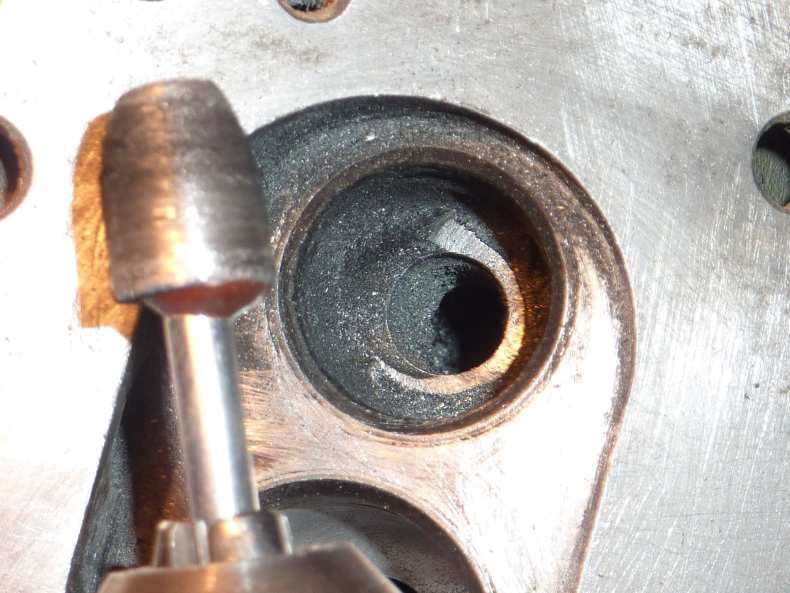
Зачем растачивать каналы в ГБЦ?
Процедура расточки каналов выполняется с целью повышения параметра мощности силового агрегата на повышенных оборотах. При необходимости проведения тюнинга процедура выполняется так же, только владельцу машины надо выбрать величину стачивания цилиндров. В данном случае необходимости удалить овальные формы на ГБЦ нет. После расточки и монтажа поршней больших габаритов можно достичь увеличения параметра мощности.
Чем больше будет размер поршня, тем больше горючей смеси может попасть в мотор. Соответственно, чем больше горючего сгорит при функционировании ДВС, тем большей будет величина давления при возгорании смеси. Это становится причиной повышения параметра мощности.
Способы самостоятельной расточки блока
Выполнить эту процедуру в домашних условиях можно двумя способами, которые практически ничем не отличаются друг от друга. Заранее предупреждаем, что процесс самостоятельной расточки довольно трудоемкий, и после его проведения нельзя гарантировать идеальный результат.
Для выполнения первого способа расточки потребуется высокооборотистая электродрель, старый поршень и набор наждачной бумаги различной зернистости на влагостойкой, тканевой основе. Сам процесс можно описать так:
Зачем растачивать блок цилиндров?
Расточка блока представляет собой специальный процесс, посредством которого можно восстановить геометрию цилиндров двигателя машины.
Растачивать блок цилиндров необходимо по ряду причин:
- Благодаря выполнению этой процедуры восстанавливается естественное положение сопряженных компонентов силового агрегата относительно друг друга.
- Для возобновления оптимальной сносности и правильного расположения компонентов относительно поверхности одной только геометрии цилиндра недостаточно. Последние будут так же разбиваться при функционировании силового агрегата.
- В результате повышенного трения и напряжения, которое появляется при недостатке сносности, прочие зависимые узлы продолжат разрушаться. Это приведет к образованию дополнительных нагрузок на все движущиеся детали ДВС, участвующие в работе агрегата. В итоге на устройствах образуются трещины и изгибы, агрегат будет деформирован.
- Также процедура расточки или хонингования часто выполняется для увеличения параметра мощности мотора. Хотя стенки цилиндров ДВС изготовляются из высокопрочной стали, этот материал имеет свойство износа при функционировании поршней. Форма цилиндров в итоге становится более овальной, чем круглой, что приводит к прилеганию колец поршней.
- В результате из-за детонации горючей смеси отработанные газы поступают в картер двигателя вместе со смесью. Это приводит к снижению общего параметра мощности ДВС и силовой агрегат начинает потреблять моторную жидкость.
Интервал проведения расточки
Тот факт, что в последнее время процедура расточки выполняется реже, чем 30 лет назад, состоит в высоких технологиях. В то время было проблематично найти качественное масло или антифриз для двигателя. Поэтому процедура капитального ремонта агрегата и расточки могла выполняться уже через 50-60 тысяч км пробега.
Сегодня, благодаря использованию присадок и добавок в жидкостях различными производителями износ агрегата может произойти через 200 тысяч км пробега. Сама процедура хонингования с целью тюнинга либо ремонта выполняется на специальных станках, где устройства стачиваются. Затем на силовой агрегат монтируются новые поршни, обладающие большим размером, что позволяет увеличить ресурс эксплуатации ДВС.
Артем Крупин подробно рассказал о целях, которые преследует распил каналов головки БЦ мотора.
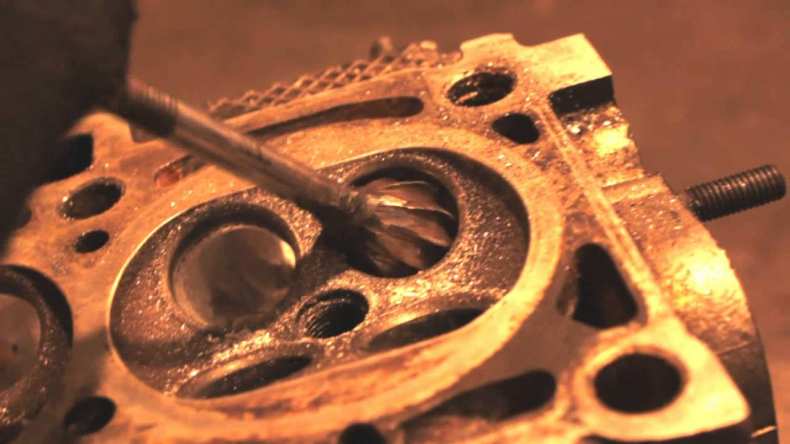
Процесс растачивания каналов головки
Для выполнения задачи по расточке каналов потребуется шаровой фрез. Диаметр фрезы должен соответствовать необходимому размеру расточки. Это может быть 29, 31 либо 32 мм. Перед созданием геометрии каналов учтите, что в итоге она должна соответствовать геометрии обработанных коллекторов. Для соблюдения этого условия важно состыковать трубопровод с головкой и в соответствии с полученными следами задать нужную геометрию методом расточки. Чтобы добиться отчетливой метки применяется пластилин либо солидол, этими веществами выполняется обработка торцевой части головки.


О самостоятельной расточке блока цилиндров задумываются экономичные автолюбители, либо те, кто привык все ремонтные манипуляции выполнять своими руками. По этому поводу у большинства водителей сразу возникает вопрос: насколько целесообразно проводить подобную процедуру, которую никак нельзя назвать легкой, в условиях гаражного бокса? Ведь выполнять шлифовку блока, не имея специального оборудования и определенных навыков довольно проблематично. Помимо этого, невозможно до конца быть уверенным в точности проведения этой процедуры, но все же многие автовладельцы берутся за расточку блока цилиндров в домашних условиях.
Заметим, что опытные мотористы не одобряют проведение подобной процедуры. Хотя она может быть использована как крайняя мера для восстановления работоспособности мотоциклетных либо мопедных двигателей. Расточить блок цилиндров автомобильного силового агрегата можно несколькими способами, каждый из которых требует определенных усилий и затрат. Все же лучше всего выполнить эту процедуру на специальном расточном станке, поскольку в этом случае риск повредить блок сведен к минимуму. На станке можно получить идеальную расточку цилиндра (в случае если она будет сделана профессионалом), а вот при ручном исполнении таких результатов вряд ли удастся достичь.
Для чего делается
Как я писал раньше (лет так 20 – 30 назад), основная задача это был ремонт. Стоит отметить, что силовой агрегат и все его основные части испытывают постоянные нагрузки, это – цилиндры, поршни, кольца, коленвал, распределительный вал (валы), клапана, вкладыши и т.д.

Справедливости ради, иногда залегают компрессионные кольца, тут также упадет компрессия и повалит дым, однозначно нужно будет вскрывать мотор и разбираться

Сейчас технологии шагнули ДАЛЕКО вперед. Есть различные полусинтетические или синтетические составы, не только масел, но и охлаждающих жидкостей. Поэтому сейчас двигатель ходит долго! Ресурс от ремонтов увеличился в разы, если не в десятки раз.
Конечно через 250 000 (в среднем) километров все равно предстоит ремонт, но просто вдумайтесь какой это пробег! В средних городах редко когда наезжают 15 000 в год, таким образом 250 000 хватит примерно на 15 лет.
Первая причина – как вы догадались ремонт, если есть возможность (про это чуть ниже) овальную форму или задиры внутри цилиндра убирают путем расточки, ставят больше поршни и мотор живет еще долгие тысячи километров.




Причины выхода из строя цилиндра
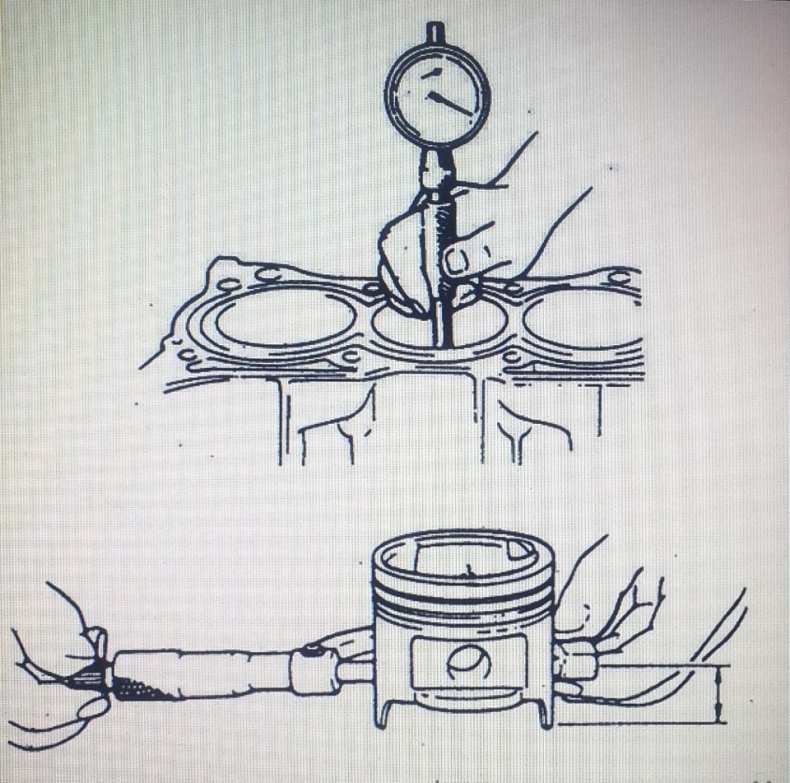
Поршни, опускаясь и поднимаясь внутри цилиндра, находятся в постоянном трении со стенками цилиндра, тем самым приводя к его износу. Стоит отметить, что изнашиваться цилиндр мотоцикла может совсем неравномерно, в связи с чем, цилиндр деформируется, теряя свою исходную форму. К сожалению, невооруженным глазом этот дефект становится заметным далеко не сразу. Однако, о том, что форма цилиндра подверглась изменениям, можно узнать при помощи специальных измерительных инструментов.
Следует помнить, что поршень осуществляет движения внутри цилиндра по правильной траектории только теоритически, на практике это происходит немного по-другому. Угол отклонения от траектории влияет на скорость изнашивания деталей. Таким образом, чем угол больше, тем быстрее изнашиваются мото цилиндры.
Движение поршней в цилиндрах по неправильной траектории обусловлено несколькими факторами, одним из которых выступает характер конструкции (отсутствие осности или перпендикулярности положения деталей, которые сопрягаются).
Кроме этого, также скорому износу поршней и цилиндров способствуют очень большие допуски в размерах, в связи с наличием которых поршень двигается не только параллельно оси цилиндра, но и с определенным отклонением от горизонтали.
Еще стоит учитывать и температурный режим, при котором все это происходит, а также продукты выработки. Все это разрушительно влияет на стенки цилиндра и поршневую поверхность. Таким образом, в результате можем иметь не круглый цилиндр, а эллипсовидный.
Алюминий и чугун
Прежде чем вам рассказывать про сам процесс, стоит упомянуть — есть различные материалы для изготовления блоков. Это чугун (он появился первым) и алюминий. Про них у меня будет отдельная статья, сегодня же я просто расскажу какие можно ТОЧИТЬ, А КАКИЕ НЕТ!
Чугун – практически идеальный вариант, дешевый, надежный, долговечный. Ходят долго, причем зачастую поддаются проточке. Снимаем нужный размер, ставим новые ремонтные поршни, и мотор опять в строю. Однако они имеют и существенные минусы – это вес (он в три раза тяжелее, чем алюминий), теплоотвод (нужно больше ходов и каналов, чтобы эффективно его охлаждать), и коррозия (от длительного простоя стенки могут ржаветь).

Алюминий – он легкий, лучший теплоотвод, не подвержен коррозии. Большой плюс это его вес, сейчас многие производители гонятся за понижением веса своих авто, алюминиевый вариант дает им большую экономию, а значит и меньший расход топлива автомобиля. НО этот металл мягкий и недолговечный по сравнению с чугуном. Для лучшей износоустойчивости внутренние стенки покрываются специальным налетом с большим содержанием кремния. ТОГДА и только тогда моторы могут работать достаточно длительное время.

ПОЭТОМУ алюминиевые моторы – зачастую не протачиваются, многие мастера их называют одноразовыми! Потому что нельзя снимать прочный верхний слой в цилиндрах
Какие моторы можно точить, а какие нельзя?

Как известно, блок цилиндров может быть изготовлен из чугуна либо алюминия. Первый вариант, несмотря на некоторые минусы, к которым относятся высокая масса и низкий теплоотвод, обладает хорошей прочностью и идеально поддается проточке. Алюминиевый блок, наоборот, намного легче и эффективнее отводит тепло.
Однако стенки его цилиндров покрывают специальным износостойким составом, из-за чего протачивать их не рекомендуется. Эта процедура попросту удалит покрытие со стенок, в результате чего цилиндры потеряют свою прочность и прослужат недолго.
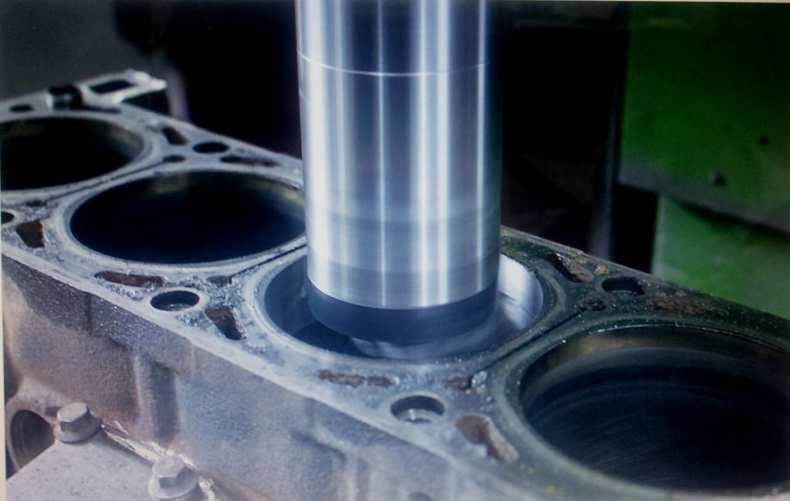
Как происходит процесс растачивания
Он проще, чем кажется на первый взгляд. ОДНАКО своими руками сделать у вас вряд ли что-то получится. Двигатель разбирается полностью, РАСТАЧИВАТЬ на машине не получится. Блок снимается и крепится на станину специального станка, причем крепят его по уровню!

Далее на вертикально – расточном станке выполняются работы. ЗАПОМНИТЕ НУЖНО ИСКАТЬ высококвалифицированного мастера с хорошим оборудованием, а не которое разваливается на части и не может держать нужный ТОЧНЫЙ размер.

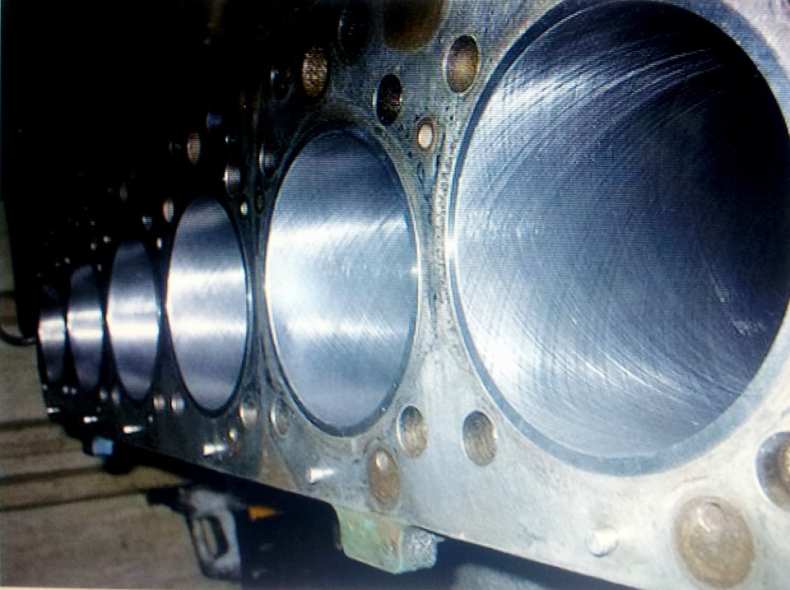
Далее мастер набивает — либо зеркало внутри цилиндра, либо делает хонингование (это финишная обработка стенок, чтобы убрать все риски и задиры, для того чтобы стенки и кольца быстрее притерлись друг к другу), делается сначала крупным абразивом, затем мелким. И у того и у другого метода есть свои поклонники, какой из них выбрать дело каждого, споры не утихают до сих пор.

И заключительный этап это сборка. Уже под ремонтные размеры покупаются запчасти, а именно поршни, кольца все это в последующем устанавливается, подсоединяется к коленчатому валу и собирается двигатель целиком.
Все так просто когда нет необходимости гильзования, а вот тут то не все так просто.




Расточка с хонингованием

Расточка блока цилиндров своими руками вряд ли возможна. Тем более если речь идет и о нанесении хонинговки. Эта процедура под силу опытным токарям, у которых рука набита. Ведь лучше сделает работу тот, кто сталкивается с подобными проблемами чаще. Нанесение сетки позволяет достичь более высокого КПД, съем масла с поверхности гильзы становится значительно лучше, но вся эта резвость мотора вряд ли сможет вас радовать долго.
Гильзы как способ ремонта

Они запрессоваются в блок мотора под температурой и прочно сидят на своем месте. Основное назначение сделать мотор прочнее (в случае с алюминиевым вариантом), придать конструкции ремонтопригодность, увеличить ресурс. Гильзы могут быть из высокопрочного легированного серого чугуна, а также из обычного (стоит отметить варианты с тонкими стальными гильзами такое тоже есть, пример — машины фирмы ISUZU), есть и алюминиевые варианты, но они не так часто распространены.

Большим плюсом является то — что при износе гильзы, она как бы берет весь удар на себя. Вы ее просто вытаскиваете (вытачиваете), ставите ремонтную, или даже такую же по размерам. Меняете поршни и кольца (скорее всего, нужен будет ремонт). И мотор опять работает в штатном режиме.



Несколько слов о хонинговании
Некоторые владельцы авто, разбирающиеся в свойствах металла, после расточки и шлифовки выполняют хонингование внутренней поверхности. Этот вид обработки включает прохождение по внутренней поверхности цилиндров специальным роликом, который уплотняет поверхность и оставляет сетчатый след. Благодаря такой обработке повышается механическая износостойкость металла, а соответственно – увеличивается ресурс мотора.
ВНИМАНИЕ! Оборудование для выполнения такой работы может быть не у всех расточников. Поэтому для хонингования часто требуется дополнительная транспортировка блока в другую мастерскую.
Современные мастерские предлагают в качестве ремонтных услуг такие методики обработки, как дохонингование, платохонингование, которые выравнивают профиль существующей сетки, что влечёт за собой уменьшение периода обкатки.
Такие работы, как расточка, шлифовка и хонингование требуют квалифицированного подхода, а также использования профессионального оборудования. Поэтому, если возникает потребность в проведении этих работ, нужно обращаться только в специализированные мастерские, а не пытаться самостоятельно увеличить размер цилиндров, а затем шлифовать их, используя нестандартные методы обработки.
Алюминиевый блок и гильзы
Ребята это ОЧЕНЬ обширная тема, возможно, я напишу про нее чуть позже. А пока дам вам понять несколько основных постулатов.
Алюминиевые варианты, действительно зачастую не рекомендуется растачивать (хотя не все) и дело тут вот в чем. Для начала разберем технологию изготовления современных блоков:

- Цельноалюминиевые моноблоки по технологии SILUMAL (разработана фирмой MAHLE). Здесь идет литой алюминиевый корпус, но стенки изнутри подвергаются сложной химико-термической обработке, после которой на стенках образуется высокая концентрация кремния, этот материал не дает кольцам и поршням быстро изнашивать стенки и ресурс вырастает до 150 – 200 000 км. Слой достаточно толстый и его также можно НЕМНОГО растачивать, для таких моторов выпускается ремонтные комплекты с увеличение размера цилиндра на 0,5 – 1мм. Такие варианты устанавливаются на многие модели Mercedes, BMW, AUDI, PORSCHE и некоторые другие авто.

- Моноблочная технология NICASIL. Здесь также на поверхность стенок цилиндра наносится прочное покрытие только из смеси никеля и карбида кремния. Оно намного тоньше, чем предшественник, а поэтому не ремонтируется! Производитель не заложил ремонтных возможностей, также не предоставляет ремкомплектов. Устанавливаются на некоторые модели BMW и другие.

NICASIL – восстановить фактически не возможно! То есть как заверяет производитель это фактически одноразовый мотор. Как писал — выше у него нет одобренных заводом-изготовителем запчастей. Но в какой стане мы живем, есть куча компаний которая делает именно для Nicasil гильзы, причем чугунные с малой стенкой (2 – 3 мм), есть и мастера которые могут все это дело совместить! Правда при этом нужно помнить о тепловых расширениях и различных металлах. Скорее всего, дядя Вася в гараже сделать качественно, это не сможет. Однако цены на новые блоки, если взять топовые BMW могут доходить до 5000 – 7000 ЕВРО, заставляют искать таких мастеров.
Вот такой вот большой материал, если сложно читать, то посмотрите видео версию, в ней более подробно и просто.
О том, что блок цилиндров можно расточить и тем самым продлить срок его службы, одновременно повысив мощность машины, большинство автолюбителей знает только понаслышке.

Как правило, не имевшие дела с данной процедурой водители даже понятия не имеют о том, что станкостроительная промышленность давно освоила выпуск устройств, позволяющих с помощью особой фрезы быстро привести в порядок сильно изношенный и деформированный БЦ.

Содержание
Бесспорная экономическая выгода
В то же время стоимость расточки делает ее намного выгодней, чем приобретение нового аналогичного блока. Большой необходимости в расширении цилиндров нет лишь для обладателя советской машины 1980-х и 1990-х годов выпуска, любые запчасти для которой можно подыскать чуть ли не бесплатно.



Что лучше — купить контрактный мотор или сделать расточку блока
Если же автолюбитель обзавелся далеко не старым Мерседесом, то новый БЦ для него обойдется очень и очень дорого.

Предлагаемая в таких случаях покупка контрактного узла не позволит добиться существенной экономии.

Когда делают расточку двигателя
Чаще всего расточку цилиндров производят в ходе осуществления следующих воздействий:
- Тюнинга двигателя;
- Его планового капитального ремонта.

Реальная возможность увеличения мощности
Эффективное форсирование мотора требует долгих инженерных расчетов и точнейшего воплощения составленного проекта. При этом важно отдавать себе отчет в том, что далеко не все разновидности двигателей допускают какую бы то ни было прокачку.

Ощутимые перемены в динамике машины появятся даже при расширении диаметра цилиндров всего на 2 мм. Этого будет вполне достаточно, чтобы усилился нажим газов на поршни.

Некоторые сложности моторного тюнинга
Правда, ради обеспечения данного результата придется вмешаться в устройство воздушных и газовых магистралей, переделать топливный и выхлопной механизмы.

В самом легком случае тюнинга удается просто заменить шатуны на более длинные и установить ремонтные предварительно расточенные до нужных параметров гильзы.











Зачем делать расточку блока цилиндров
Нередко тюнинг делают, когда обнаруживается необходимость в основательном восстановлении цилиндров. Чаще всего приятное повышение тяги совмещают с полезным ремонтом, если диагностика БЦ выявляет:
- Сильное искажение первоначальной конфигурации;
- Отклонения в значении диаметра;
- Критическое накопление дефектов, в том числе задиров и царапин.

Стирание цилиндра поршневыми кольцами
Типичной причиной искажения заводской геометрии на определенном этапе пробега является трение колец о стакан. Под воздействием поршней он приобретает овальные или конусные очертания.

Данный дефект невозможно обнаружить воочию, однако его способен выявить высокоточный инструментальный замер.

Косвенные признаки появления эллипса
В целом ряде случаев о том, что цилиндр больше не круглый, можно догадаться по следующим отклонениям от штатных параметров:
- Снижению компрессии;
- Перерасходу машинного масла;
- Масляному засорению свечей зажигания;
- Приобретению выхлопами синеватого оттенка.







Пути устранения деформаций и дефектов
Для исправления данной ситуации применяют расточку БЦ и монтаж на поршни колец ремонтного калибра. Эти меры позволяют решить проблему значительного расширения стакана. В некоторых случаях сначала растачивают блок до нужного диаметра, а потом устанавливают в него сменные гильзы.
- По той причине, что в цилиндре постоянно происходит движение поршня, гладкая поверхность стакана со временем покрывается широким рядом разного рода изъянов. Как правило, они имеют вид заусениц и царапин.
- Подобные повреждения характерны также для поршней и их комплектующих. Для исправления таких деформаций стакан не только растачивают, но и хонингуют, то есть подвергают полировке с помощью абразивных веществ.

Поиск хорошо оборудованной мастерской
Расточку блока цилиндров лучше поручать не простому любителю повозиться с машинами в гараже и даже не местному прославленному кулибину, а профессионалу, специализирующемуся в данной сфере автосервиса. Правда, такого мастера придется хорошенько поискать.

Даже найдя его, нужно обязательно поинтересоваться, каким именно оборудованием он намерен воспользоваться.

Оно должно быть не только в хорошем состоянии, но и новым, отвечающим сложившимся на сегодня стандартам точности обработки, скорости проведения процесса, автоматизации управления фрезой и ее охлаждения.

Специализированные и комбинированные станки
Для хонингования выпускаются особые станки, встречаются также и комбинированные модели. На таких установках хонинговка сменяется расточкой путем фиксации соответствующей рабочей насадки. Чаще всего хонингование производится следом за расточкой или полностью ее заменяет.

Разновидности хонинговочных станков
Для сервисных работ такого рода выпускаются станки трех типов:
- Вертикально-расточные, получившие наиболее широкое распространение;
- Координатно-расточные, позволяющие задать особо точное расположение фрезы и безошибочно отследить рабочий процесс. Станки данного типа стоят довольно дорого и потому найти их можно лишь в крупных автосервисах;
- Горизонтально-расточные, представляющие собой видоизмененные фрезерные станки. Такое оборудование сегодня почти не применяется, так как работает с крупными погрешностями.

Тщательный контрольный замер
Перед началом работы слесарь-расточник руками или на специальной станине измеряет параметры стакана. Данный момент является наиболее ответственным во всей расточной процедуре и потому должен проводиться с особой тщательностью.

Если мастер верно зафиксирует блок цилиндров на станине, то замеры будут сделаны безупречно.





Если же при этом будут допущены неточности, то нарушится принцип соосности, при замере не будет обеспечен прямой угол, и проведенный затем тюнинг приведет к ускоренному износу автомобильного мотора.

Расточка, полировка, хонингование
Затем мастер сам или в процессе переговоров с клиентом решает, какие именно ремонтные воздействия следует произвести. Важнейшей задачей автослесаря на данном этапе является точное соблюдение размеров расточки.

Сама она при этом не отнимает много времени, особенно, если проводится автоматически под полным контролем компьютера.

Далее производятся шлифование до зеркальной гладкости или хонингование. При том, что на зеркальной поверхности стакана не будет даже малейших отклонений от идеального цилиндра, практика показывает, что стандартное хонингование создает предпосылки для более успешного притирания поршневых колец к стаканам.

Расточку мотора широко применяют при проведении капитальных работ по двигателю. Так, для установки ремонтного комплекта поршневой группы понадобиться расточить внутренние поверхности цилиндров. Что же касается тюнинга, то этот процесс выполняется — для все того же увеличения диаметра цилиндров, чтобы установить необходимые поршни.
Процесс расточки двигателей, а точнее блоков цилиндров выполняется на специальном оборудовании. Существует несколько видов проточки мотора, которые по принципу мало чем отличаются друг от друга, но имеют разные технологические процессы. Также, в операцию расточки входит хонинговка цилиндров. Эти два понятия не стоит разделять между собой.
Само технологическое назначение расточки достаточно простое. Вследствие эксплуатации мотор подвергается износу, а цилиндры блока подвержены постоянным тяжелым нагрузкам, особенно температурным. Так, в процессе эксплуатации появляется много изъянов, таких как царапины, раковины и прочие повреждения. Именно при процессе расточки можно убрать все эти недочеты и восстановить поверхность до рабочего состояния.

Что такое расточка блока цилиндров и для чего она нужна
При помощи чего проводится расточка
Расточка и хонинговка проводятся при помощи разных станков. Для каждого такого спецоборудования требуется свой специалист, который научен, проводить расточку моторов. Итак, рассмотрим несколько вариантов расточных механизмов для автомобильных блоков цилиндров.
Пожалуй, самые распространенными являются вертикально-расточные станки для расточки блока цилиндров. Популярными они сталь, за счет того, что простые в работе и обслуживании, а также стоимость относительно других довольно низкая. Для примера приведем станок 2Е78П и его конструкцию.

- Шпиндель 0,48 мм — 2Е78П.71.000
- Шпиндель 0,78 мм — 2Е78П.72.000
- Шпиндель 0,120 мм — 2Е78П.73.000
- Шпиндель универсальный — 2Е78П.74.000
- Шпиндель специальный — 2Е78П.75.000
- Пульт управления — 2Е78П.83.000
- Электроаппаратура панели — 2Е78П.81.000
- Колонна — 2Е78П.30.000
- Стол — 2Е78П.40.000
- Основание 2Е78П.10.000
- Отсчетное устройство — 2Е78П.40.020
- Коробка скоростей и подач — 2Е78П.50.000
- Шпиндельная бабка — 2Е78П.23.000
- Электрооборудование сценка — 2Е78П.80.000
- Панель пульта — 2Е78П.82.000
- Пульт управления — 2Е78ПН.83.000
- Электроаппаратура панели — 2Е78ПН.81.000
- Основание — 2Е78ПН.10.000
- Электрооборудование станка — 2Е78ПН.80.000
- Панель пульта — 2Е78ПН.82.000
Следующим вариантом является — координатно-расточные станки. Эти стенды считаются точным оборудованием, что позволяет достаточно точно провести операции по растачиванию главного силового агрегата автомобиля.
Для наглядного примера возьмем стенд 2Л450АФ4.

- I — станина
- II — стойка
- III — блок направляющих
- IV — шпиндельная коробка
- V — шпиндель
- VI — пульт управления
- VII — стол и салазки
- VIII — механизм предварительного набора координат
- IX — привод перемещения стола
- X — привод перемещения салазок
- XI — коробка скоростей
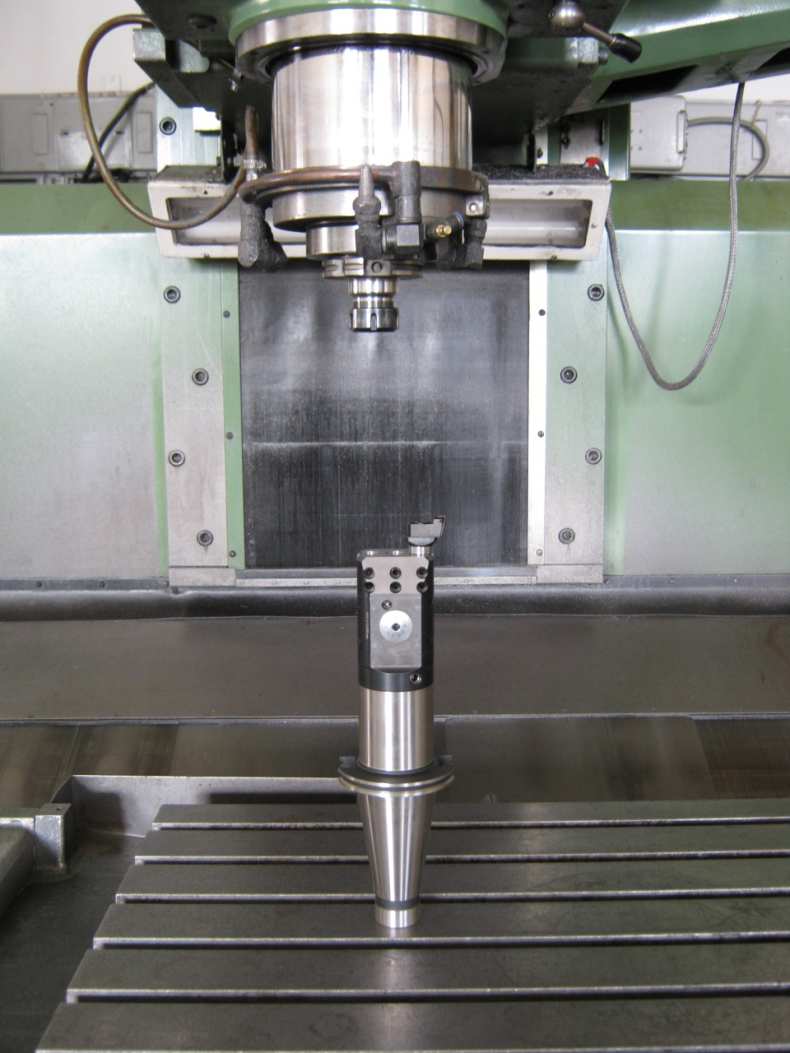
Последняя группа станков для расточки блока цилиндров — горизонтально-расточные. Это самый дорогой вариант, который представляет собой возможность растачивать двигатель не только горизонтально, но и вертикально. Так, В этом случае можно даже проводить процесс шлифовки поверхности блока. Ярким представителем данной категории является — AMC-SCHOU L 2500.

| ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ | Станок L 2500 V | |
| Максимальная длина блока | мм | 2540 |
| Максимальное расстояние от встроенных параллелей до борштанги | мм | 850 |
| Шпиндельные скорости | об/мин | 750 |
| Быстрая подача в обе стороны | мм/мин | 1000 |
| Переменная подача в обе стороны | мм/мин | 1000 |
| Скоростная подача в обе стороны | мм/мин | 1000 |
| Максимальный ход борштанги | мм | 680 |
| Двигатели станка | ||
| Шпиндельный двигатель | кВт | 1.5 |
| Двигатель подачи шпинделя | кВт | 0.37 |
| Размеры | ||
| Высота | мм | 2200 |
| Полная длина | мм | 5100 |
| Полная ширина | мм | 800 |
| Требуемое рабочее место | мм | 7600×800 |
| Вес NETTO приблизительно. | кг | 2700 |
| Вес с упаковкой приблизительно (деревянная паллета) | кг | 3140 |
| Объем упаковки | куб.м | 12.82 |


Плюсы и минусы расточки
Среди плюсов можно выделить следующее:
- Прибавка мощности
- Увеличение эксплуатационного ресурса
- Снижение потребления масла
- Увеличение компрессии
- Улучшение динамики работы агрегата
К минусам можно отнести:
- Снижение КПД двигателя
- Уменьшение размера стенок цилиндра, из-за чего мотор быстрее нагревается
- Нарушение заводских характеристик силового агрегата, которое может негативно отразится на прохождении ТО
Технологический процесс расточки
Как расточить двигатель? Этот вопрос задавали себе многие автолюбители. Технологический процесс расточки достаточной простой, но требует внимательности и понимания. Расточка внутренний части мотора, а точнее цилиндров, задача точная, поэтому такую работу желательно доверить профессионалам, которые разбираются. Рассмотрим основные позиции проведения расточки ДВС на аналоговом и цифровом оборудовании.
Аналоговая расточка требует постоянного вмешательства специалиста, поскольку именно он определяет, какой будет размер цилиндров после окончания проведения работ. Рассмотрим, последовательность действий:
- Блок цилиндров устанавливается на станину так, чтобы шпиндель размещался по центру цилиндра.
- В шпиндель устанавливается резец, которым собственно и будет проводиться расточка.
- Включается станок и шпиндель начинает опускаться, при этом режущим резцом растачивает цилиндр.
- Таким самым способом проводится расточка остальных цилиндров.
- После проведения процесса расточки, расточенной мотор, нужно будет хонинговать, а именно доведение поверхности до зеркального состояния.

Стоит учитывать, что при неправильно проведенном процессе, описанном в пункте 1, цилиндр расточиться не правильно и двигатель можно будет, попросту, выкинуть. Поэтому растачивать блоки стоит доверять профессионалам.
Цифровая расточка — это расточка при помощи электроники, а именно ЧПУ. Так, специалисту необходимо ровно установить на станину, чтобы цилиндры стоили в один ряд, а первый был посредине станины. Далее задается необходимая программа, и стенд все делает самостоятельно, под четким руководством специалиста.
В современных развитых странах можно найти стенды с умной электроникой, которые имеют в своем арсенале сканер. Именно он позволяется точно и четко попасть в цилиндр, а также провести расточку с точностью до микрона. К сожалению, такие стенды на территории СНГ недоступны, так как стоимость данных агрегатов начинается от 100 000 евро, и автосервисы не могут себе позволить такой станок.
Технология процесса
О том, как осуществить этот процесс по расточке головки своими руками в домашних условиях, вы сможете узнать далее. Нужно предупредить, что процедура является довольно кропотливым и долгим занятием, это необходимо учесть. Чтобы сделать расточку головки своими руками, есть несколько способов, каждый из них мы рассмотрим подробно с фото и видео.
При помощи дрели
- Вам потребуется обычная строительная дрель. Необходимо, чтобы она была достаточно мощной и могла работать на маленьких оборотах. Также вам потребуется старый (изношенный) поршень в гильзе. Помимо это нужно подготовить шпильку цилиндра и несколько кусочков наждачной бумаги разной зернистости.
- Возьмите старый поршень, который вы подготовили, и в самом центре нужно просверлить дырку для шпильки, на которую следует накрутить гайку. Шпильку следует установить так, чтобы она была направлена вверх, а само крепление следует затянуть, как можно сильнее.
- Далее, на поршне следует пропилить разрез (используйте ножовку), в который затем необходимо вставить наждачную бумагу. Наждачка оборачивается вокруг всей конструкции. Затем получившуюся конструкцию нужно вставить в гнездо дрели, закрутить необходимо как можно более плотно.
- Цилиндр следует максимально закрутить, а сама насадка должна насквозь проходить через гильзу.
- Теперь, собственно, приступаем к процессу расточки каналов. Нужно включить дрель на небольшие обороты. Проводите дрелью вверх и вниз, при этом смотрите за тем, чтобы наждачка всегда контактировала с внутренней стороны гильзы. Для начала рекомендуется использовать более крупную наждачку, пока новый поршень не будет заходить в канал хотя бы на половину (лучше на 60-65%). После этого вставляйте мелкую наждачку и растачивайте канал до необходимого размера.
- По итогу поверхность канала необходимо зашлифовать нулевкой. Можно использовать масло, чтобы стачивать было легче. Подробней о расточке смотрите на видео.
Используя деревянную оправку
Еще один способ, при помощи которого можно осуществить расточку головки в домашних условиях своими руками представлен ниже.
- Вам потребуется специальная деревянная оправка для выполнения работ, как видно на фото и видео. Для этого можно обратиться к специалисту, чтобы он ее сделал, но можно попробовать соорудить такой брусок самому. Его размер будет зависеть от того, сколько вам нужно растачивать. К примеру, если цилиндр следует расточить до 76 мм, то диаметр бруска должен составлять 74 мм. Что касается ее длины, то она не должна превышать 20 см.
- Далее, непосредственно в оправке следует высверлить дырочку для воротка. Затем, необходимо вдоль пропилить разрез, в который будет вставляться наждачка для осуществления расточки. Сколько должна быть глубина разреза? Желательно, чтобы она не превышала 1 см. К слову, наждачка у вас должна быть как крупной, так и мелкой зернистости.
- Теперь своими руками следует вставить наждачную бумагу в разрез на деревянной оправке, саму оправку обмотайте наждаком. Для начала используйте наждачку крупной зернистости. Бумагу следует смазать смазкой, после чего можно приступать к процессу расточки своими руками в домашних условиях. Оправку надо вращать внутри канала до того момента, как она не будет перемещаться свободно. Когда оправка вращается свободно, под наждачку следует подложить кусок картона.
Показания и противопоказания к расточке
К показаниям к проведению расточки являются:
- Износ внутренней части цилиндров, наличие раковин и царапин.
- Возможность восстановления.
- Отсутствие трещин и других похожих повреждений.
- Возможность установки ремонтного комплекта поршневой группы.
- Проведение точных операций по расточке.

А вот к противопоказаниям можно отнести:
- Невозможность восстановить поверхность цилиндров.
- Отсутствие возможности расточки под ремонтный размер (случаи с гильзовкой блока).
- Другие факторы, в которых растачивать блок не целесообразно.
Алюминий и чугун
Прежде чем вам рассказывать про сам процесс, стоит упомянуть — есть различные материалы для изготовления блоков. Это чугун (он появился первым) и алюминий. Про них у меня будет отдельная статья, сегодня же я просто расскажу какие можно ТОЧИТЬ, А КАКИЕ НЕТ!
Чугун – практически идеальный вариант, дешевый, надежный, долговечный. Ходят долго, причем зачастую поддаются проточке. Снимаем нужный размер, ставим новые ремонтные поршни, и мотор опять в строю. Однако они имеют и существенные минусы – это вес (он в три раза тяжелее, чем алюминий), теплоотвод (нужно больше ходов и каналов, чтобы эффективно его охлаждать), и коррозия (от длительного простоя стенки могут ржаветь).
Вывод
Расточить двигатель, а точнее блок цилиндров, в большинстве случаев возможно, но автомобилисту рекомендуется обращаться к профессионалам, которые обладают достаточными знаниями и умениями, чтобы сделать все верно. Процесс расточки достаточно простой, но может выполняться как на аналоговом, так и цифровом оборудовании.
Поэтому, не стоит придумывать велосипед, и для проведения процесса рекомендуется обратиться к специалистам, а в противном случае, можно лишиться одного из главных узлов двигателя внутреннего сгорания.



Растачивание на токарных станках, как правило, производится в следующих случаях:
- если сверление, зенкерование или рассверливание не обеспечивают необходимой точности размеров отверстия;
- если есть необходимость обеспечения прямолинейности оси отверстия и точности её положения;
- если нет сверла или зенкера необходимого размера;
- если необходимо обработать отверстие, диаметр которого превышает наибольшие стандартные диаметры свёрл и зенкеров;
- при небольшой длине отверстия.
Расточный резец — это технологическое приспособление, состоящее из трёх основных частей:
- сменная неперетачиваемая пластина;
- тело расточной оправки;
- хвостовик.
расточка в словаре кроссвордиста
Алюминиевый блок и гильзы
Ребята это ОЧЕНЬ обширная тема, возможно, я напишу про нее чуть позже. А пока дам вам понять несколько основных постулатов.
Алюминиевые варианты, действительно зачастую не рекомендуется растачивать (хотя не все) и дело тут вот в чем. Для начала разберем технологию изготовления современных блоков:
Читайте также: