
Ремонт постели блока камаз
При ремонте двигателя пользуйтесь следующими рекомендациями:
— до истечения гарантийного срока не разбирайте двигатель (не снимайте головки цилиндров, масляный картер, не нарушайте пломбы топливного насоса высокого давления и не разбирайте его), в противном случае утрачивается право на гарантийный ремонт двигателя. При необходимости допускается заменять топливопроводы высокого и низкого давления, шланги, фильтры очистки масла, топлива, и воздуха, водяной насос, вентилятор, выключатель
гидромуфты, внешние крепежные детали, впускные воздухопроводы и допускные коллекторы, водосборные трубы, форсунки, штанги толкателей, турбокомпрессоры;
— разберите двигатель на поворотном стенде Р-770 (рис. 76). Перед установкой двигателя на стенд снимите полнопоточный фильтр очистки масла, вентилятор, выпускные коллекторы в сборе с патрубками, кронштейны передних опор, стартер. Для установки двигателя на стенд в отверстия для трубопроводов предпускового подогревателя в блоке цилиндров установите и закрепите кронштейны, после этого вверните пальцы 7 до упора. Вокруг горизонтальной оси стенда двигатель поворачивайте вращением рукоятки червячного редуктора. Перед поворотом двигателя вокруг вертикальной оси стенда нажмите на педаль 3 фиксатора;
— трущиеся поверхности деталей, кроме оговоренных особо, при сборке смазывайте моторным маслом;
— при креплении деталей посредством резьбовых соединений, кроме указанных в тексте особо, обеспечьте момент затяжки согласно табл. 6;
— уменьшайте моменты затяжки на 10%, если
моторное масло применяется в качестве смазочного
материала;
— неметаллические прокладки для удобства сборки, при необходимости, вставьте с нанесением на одну из сопрягаемых деталей консистентной смазки. Следите, чтобы прокладки равномерно прилегали к сопрягаемым поверхностям, были плотно зажаты и не выступали за контур сопряженных поверхностей;
— при установке резиновые уплотнительные кольца и заходные фаски сопрягаемых деталей смазывайте консистентной смазкой;
— не подгибайте шпильки при надевании на них деталей;
— после ремонта сборочных единиц и замены их обкатайте двигатель на стенде, укомплектованном согласно требованиям ГОСТ 14846—69, в одном из приведенных ниже режимов в зависимости от замененных деталей:
Выбрасывание и подтекание воды и топлива, а также прорыв газов в местах соединений не допускаются.
3. После замены головки цилиндра или других деталей, замена которых требует снятия головки, после снятия ее для осмотра деталей цилиндро-поршневой группы, а также замены масляного, водяного или топливного насосов, привода топливного насоса, шестерен распределения, манжет коленчатого вала, картера маховика, передней крышки блока проведите приработку двигателя в режиме, указанном в табл. 9.
4. После переборки без замены агрегатов, сборочных единиц, деталей проведите приработку двигателя в режиме согласно п. 3.
Для снятия шестерни привода топливного насоса в сборе с валом:
— выверните четыре болта 4 (рис. 77) крепления компрессора и снимите компрессор; выверните три болта 3 крепления насоса гидроусилителя руля и снимите насос
— выверните два болта 4 (рис. 78) и два болта 1 крепления задних пластин, ослабьте затяжку стяжного болта 8 и снимите ведущую полумуфту 9 в сборе с фланцем 7 и передними пластинами 6, выверните два болта 3 и снимите задние пластины 11;

Рис. 78. Привод топливного насоса высокого давления: 1-болты крепления задних пластин; 2 - фланец задний ведущей полумуфты; 3, 4 - болты; 5 - болты крепления передних пластин; 6 - пластины передние; 7 - фланец передний полумуфты; 8 - болт стяжной; 9 - полумуфта ведущая; 10 - гайка; 11 - пластины задние
— отверните гайку 10 (см. рис. 78) и съемником 2 (рис. 79) снимите фланец 1 ведущей полумуфты 9 (см. рис. 78); — снимите корпус 1 (см. рис. 77) заднего подшипника в сборе с манжетой;
— снимите шестерню привода топливного насоса высокого давления в сборе с валом (рис. 80).

Рис. 79. Снятие фланца ведущей полумуфты съемником: 1 - фланец ведущей полумуфты; 2 - съемник

Рис. 81. Снятие гильзы цилиндра съемником И801.05.000: 1 - винт; 2 -рукоятка; 3 - корпус; 4 -опора; 5 - гильза; 6 - захват
При сборке совместите метки на торцах шестерни привода и шестерни распределительного вала. Стяжной болт 8 (см. рис. 78) затяните после установки сборочной единицы на двигатель.
Для снятия гильзы цилиндра съемником И80 1.05.000 (рис. 81) сложите захват 6 вдоль винта 1 и в таком виде вставьте его внутрь гильзы.
Зацепив захват за нижний торец гильзы 5, установите его перпендикулярно винту, после этого установите опоры 4 в отверстие на привалочной плоскости блока и, вращая рукоятку 2, выверните винт до полного снятия гильзы.
Для снятия картера маховика:
— снимите компрессор (см. выше);
— снимите насос гидроусилителя руля (см. выше);
— выверните три болта 2 (см. рис. 77) и снимите рым задний; снимите скобы крепления трубки 5 отвода топлива от форсунок;
— выверните болт крепления масляного щупа; выверните болты крепления маховика и монтажными болтами с резьбой М8 (рис. 82) снимите маховик;
Ремонт коренного подшипника коленвала после проворота. В гараже, самостоятельно. 100% ⇐ H-1 Grand Starex. Двигатель
Ремонт постели коренного подшипника коленвала после проворота вкладыша.
Я долго думал, писать об этом или нет. Потому что обязательно найдутся "умные" люди, которые заплюют, обольют дерьмом, всё испоганят и в конце скажут - это невозможно, ходить мотор не будет, деньги на ветер и т.п.
Для таких хочу сказать - дальше не читайте, это не для вас.
Лично у меня всё получилось, работает и сэкономил на покупке нового или контрактного мотора.
Понадобится нутромер, с индикаторной головкой часового типа, с точностью 0,01 мм. Подшипник новый от ступицы тойоты и притирочная паста для клапанов.


Осматриваем коренной подшипник. Особенно его верхнюю часть, на блоке. Если там нет полос, задиров и т.п., то протираем тщательно поверхности и зажимаем бугель с моментом 133 НМ. И так все коренные. Далее производим измерение нутромером. Не спеша. Тщательно. Особое внимание уделяем размерам в горизонтальной и вертикальной плоскости, так чтобы одна опора нутромера скользила только по верхней части подшипника, а вторая по нижней. На самом стыке крышки не измеряем.

Как правило бугель вытягивает вниз на несколько сотых мм. А с боков соответственно происходит заужение. Тоже на несколько соток. В моем случае, вниз вытянуло на 0,04 мм. А с боков заузило на 0,03 мм.
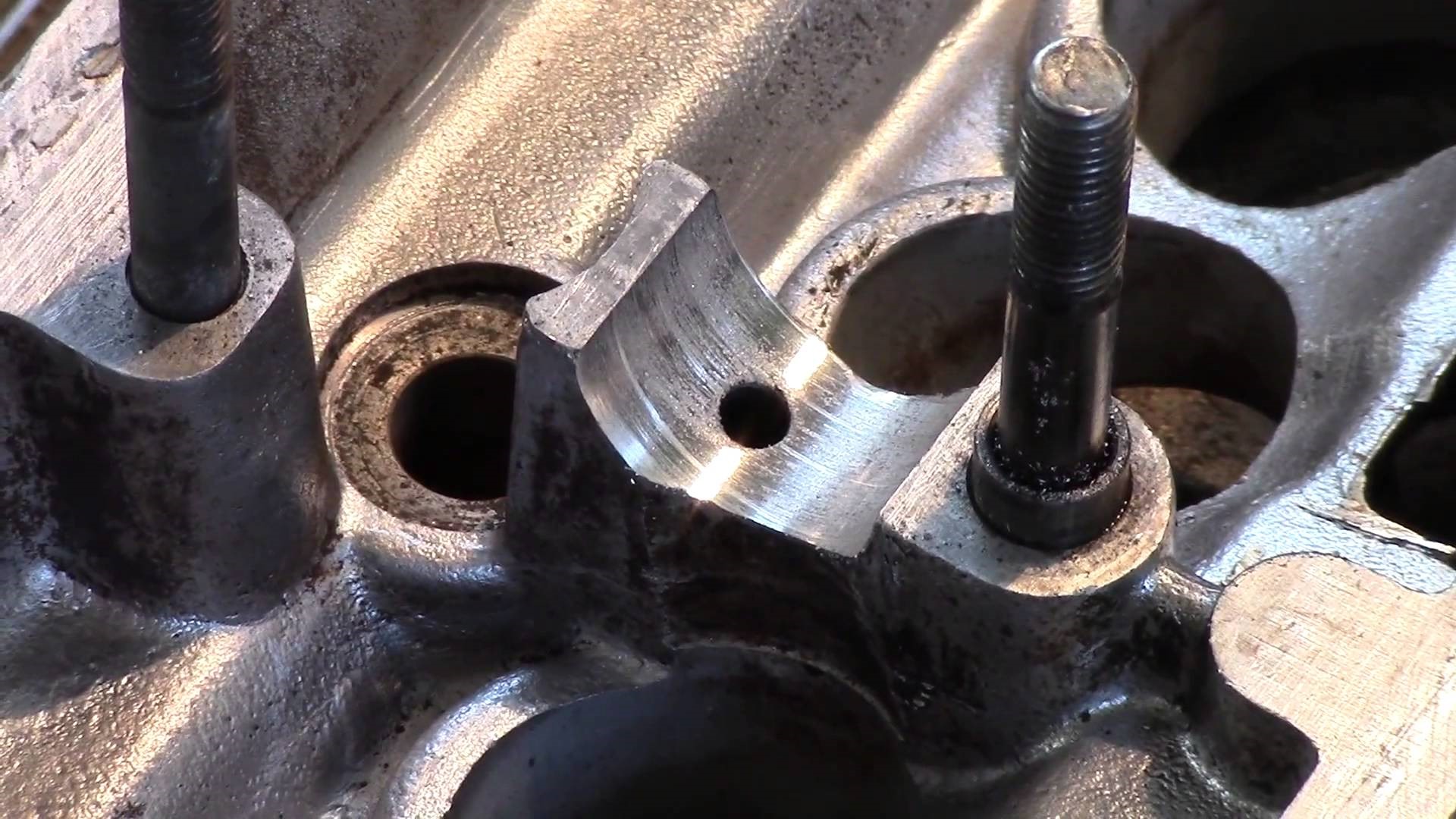
Так как постель у D4CB диаметром ровно 71 мм, я подобрал подшипник от ступицы тойоты тоже 71 мм и шириной обоймы 35 мм для удобства. И вот что было (на фото).

Подшипник не сел полностью на 4 мм из за заужения с боков на 0,03 мм. И задавить его туда не получилось.
А должен сесть вот так. Это посадка в непострадавшей постели. Без натяга и без зазора. Идеально!


Кстати, хороший способ проверить свою постель в коренных подшипниках, как говорится - "экспресс анализ" - приложив туда подшипник и посмотрев зазор на свет. Глаз видит зазор в 0,01 мм. Это если нет инструмента. Так что, кто ремонтируется, можете взять на вооружение.
Далее, зажимаем бугель в тисы, мажем края соприкасающиеся с подшипником от ступицы пастой для притирки клапанов и начинаем притирать подшипником поверхность, двигая подшипник дволь его оси (перпендикулярно бугелю) держа двумя руками и стараясь равномерно прижимать к обоим сторонам, чтобы не наточить перекос. Не спешим. И как можно чаще останавливаемся, протираем, зажимаем и промеряем. Пасту добавляем тоже часто, т.к. она быстро стирается и уходит. Так подшипник постепенно садится в бугель и точить становится тяжелее и всё медленнее.
Да, кстати, бугеля не меняются на блоке. Они обрабатываются на заводе зажатыми в блок и их даже нельзя путать между собой, тем более брать от другого блока. НЕ ПОДОЙДУТ. И так, точим, и промеряем. Точим и промеряем. Затягивая каждый раз с моментом 133 нм


Еще важная тонкость. Сразу, перед тем как начнете точить, пометьте маркером-краской верх на подшипнике и трите только одной стороной, т,к. подшипник тоже точится и его размеры меняются. Верхняя половина вам пригодится для доводки.
Так я точил весь день. Вручную, в гараже, в тисах. Без станков и спецов.
Постепенно подшипник сядет и выровнянет не только заужение, но и все задиры и неровности. Главное не спешить и чаще промерять. Не ленится.
ВД моторс предлагает современный высокотехнологичный ремонт постели коленвала блока для КАМАЗ и МТЗ на профессиональном оборудовании.
Проверка геометрии нового блока перед сборкой
При попкупке нового блока для МТЗ 240, 245, 260 (всегда) - ОБЯЗАТЕЛЬНО требуются промеры выступания гильз, постели коленвала и распредвала.
Хотите чтобы двигатель ходил дольше и обладал максимальным ресурсом? Обязательно промеряйте соответствие заводским размерам даже новых блоков , особенно МТЗ.
Когда блок КАМАЗа и МТЗ важно везти в ремонт?
Даже в ходе нормальной, но длительной работы двигателя геометрия правильной окружности отверстий коленвала постепенно приобретает форму эллипса. Вследствие этого возникают следующие проблемы:
Провернулся вкладыш
При сборке блока нашли брак
Нарушение соосности постелей коленвала
Лопнул коленвал
Клинит коленвал
Постель коленвала после услуги восстановления
пример работы восстановленной постели коленвала

+
Для восстановления правильной геометрии отверстий опор коленвала применяется хонингование (доведение геометрии до заводского размера с погрешностью 0,001. Процесс хонингования отображен на видео)
09.08.2018 Исправная постель коленвала – залог нормального вращения и безотказной работы мотора
Среди наиболее распространенных проблем, которые и подталкивают автовладельцев и механиков к ремонтным работам, выступают проблемы с постелью коленвала. По сути, постель коленвала – это сложнейшее изделие, обладающее округлой геометрической формой. Проблемами являются отклонения в формах поперечного сечения к поверхности окружности в цилиндрических частях двигателя.
Причины неисправностей
Такое явление специалисты именуют эллипсностью (вытягиванием окружности в эллипс), причинами его возникновения могут быть всевозможные механические воздействия и поломки двигателя.
Одной из наиболее распространенных является частое пользование двигателем и попросту его изнашивание. Даже в случае нормальной работы автомобиля (при регулярных диагностиках и проверках), происходит деформация коренных крышек, вследствие чего весь вал выходит из строя. Поэтому ремонт постели коленвала неизбежен. В этом случае эллипсность происходит в случае увеличения размера постелей и обычного трения между собой и с устройством, блокирующим крышки у корней устройства.
Также эллипсность может наблюдаться в результате чрезмерно малого пользования двигателем. В этом случае нарушается структура смазки коренных подшипников. Важную роль играет нагрев: в результате повышения температуры сначала выходят из строя болты и крышки опоры вала, а затем уже и сама постель. Страдают от эллипсности в первую очередь те двигатели, которые изготовлены из легкосплавных цилиндрических блоков.
Реконструкция постелей коленвала
Дабы восстановить работу двигателя, необходимо прибегнуть к починке коленчатого вала и любых изменений, которые необходимо устранять, дабы избежать полной поломки силового агрегата.

Постели коленвала – следы разрушения уже начинают быть видны
Все ремонтные работы такого типа предусматривают единую цель: они направлены на восстановление формы, размера и положения отверстий в опорах, дабы восстановить и наладить работу подшипников.
Восстановление постели коленвала в блоке цилиндров:
Есть несколько видов работ по восстановлению постели коленвала и зависят они от сложности и уровня повреждения:
- снижение высоты крышек у корня (хонингование либо растачивание);
- высокоточная сварка;
- замена.
При снижении высоты крышек у корня следует помнить, что данная методика обладает крайне низким диапазоном применения. При обработке постели смещается уровень нахождения коленчатого вала, это очень часто приводит к полному разрушению. Начинается все с нарушения работоспособности сальников и всевозможные нестыковки двигателя с КПП. Также смещение и нарушение оси вала пагубно влияет на работу деталей трансмиссии, на степень сжатия камеры сгорания и так далее.
При выборе методики устранения данной проблемы необходимо выбирать ту, которая будет менее пагубно влиять на положение оси приспособления коленвала и по минимуму расстраивать конструкцию двигателя. В случае возникновения затруднительных ситуаций необходимо пройти предварительную диагностику и консультацию у специалистов, дабы исключить ошибки в процессе починки постели коленвала.
Читайте также: