
Ремонт шатуна двигателя ваз
Поршень с шатуном. Разборка, дефектовка и сборка ВАЗ 2108
Поршень с шатуном:
1 - гайка шатунного болта
2 - шатунные вкладыши
3 - шатун
4 - поршневой палец
5 - канавка верхнего компрессионного кольца
6 - канавка нижнего компрессионного кольца
7 - канавка маслосъемного кольца
8 - поршень
9 - шатунный болт
10 - крышка шатуна
Для удобства подбора поршней по цилиндрам цилиндры и поршни в зависимости от диаметра делятся на пять размерных групп: A, B, C, D, E.
В качестве запасных частей поставляются поршни номинального размера трех классов: A, C, E и двух ремонтных размеров. Первый ремонтный размер увеличен на 0,4 мм, второй – на 0,8 мм.
По массе поршни делятся на три группы: нормальную, увеличенную на 5 г и уменьшенную на 5 г. На двигателе должны устанавливаться поршни одной группы.
Для поршней ремонтных размеров поставляются в качестве запасных частей кольца ремонтных размеров, увеличенные на 0,4 мм и на 0,8 мм. На кольцах первого ремонтного размера выбита цифра “40”, а второго – “80”.
Номинальные размеры цилиндров и поршней
Размерная группа
Модель двигателя ВАЗ-2108
Модель двигателя ВАЗ-21083
Диаметр цилиндра, мм
Диаметр поршня, мм
Диаметр цилиндра, мм
Диаметр поршня, мм
Для подбора поршней к цилиндрам вычислите зазор между ними. Зазор определяется как разность между замеренными диаметрами поршня и цилиндра. Номинальный зазор равен 0,025-0,045 мм, предельно допустимый – 0,15 мм. Если зазор не превышает 0,15 мм, можно подобрать поршни из последующих классов, чтобы зазор был как можно ближе к номинальному. Если зазор превышает 0,15 мм, расточите цилиндры под следующий ремонтный размер и установите поршни соответствующего ремонтного размера.
Примечание 1
Зазор между кольцами и канавками поршня, мм
верхнее компрессионное кольцо
нижнее компрессионное кольцо
Предельно допустимый зазор для всех колец
Примечание 2
Зазор в замках поршневых колец, мм:
Поршневые пальцы разбиты по диаметру на три класса (1-й, 2-й, 3-й) через 0,004 мм. Класс пальца маркируется на его торце краской.
Размерные классы поршневых пальцев и поршней
Диаметр пальца, мм
Диаметр отверстия в поршне, мм
Поршень на шатун устанавливается так, чтобы стрелка на днище поршня была направлена в противоположную сторону от номера детали, отлитого на шатуне. Если на нижней головке шатуна есть отверстие для выхода масла, стрелка на поршне должна быть направлена в сторону этого отверстия.
7. Проверьте посадку поршневого пальца в поршне. Для этого смажьте поршневой палец моторным маслом и вставьте его в поршень. Палец должен входить в поршень свободно от нажатия большим пальцем руки.
8. Переверните поршень так, чтобы палец встал вертикально, при этом он не должен выпадать из поршня под действием собственного веса. Если палец выпадает из поршня, возьмите палец следующего класса. Если из поршня выпадает палец третьего класса, замените поршень и палец.
9. Осмотрите шатунные вкладыши. Если на них имеются трещины, задиры, выкрашивание – замените вкладыши.
10. Осмотрите шатуны с крышками. Замените погнутые шатуны.
11. Наденьте поршневой палец 2 на валик 1 приспособления для установки поршневого пальца с надетым на него дистанционным кольцом 5. Затем оденьте направляющую втулку 3 и закрепите ее винтом 4, не затягивая винт. Размеры дистанционного кольца: наружный диаметр 22 мм, внутренний – 15 мм, толщина – 4 мм.
12. Нагрейте верхнюю головку шатуна до 240 °С в печи в течение 15 минут. Зажмите шатун в тисках, установите на него поршень (см. примечание), чтобы отверстия под палец совпали, и вставьте до упора приспособление с пальцем в отверстия поршня и шатуна. Для правильной установки пальца поршень должен прижиматься бобышкой к верхней головке шатуна в направлении запрессовки.
13. После охлаждения шатуна смажьте поршневой палец через отверстие в бабышках поршня.
Предупреждение
Шатуны обрабатываются совместно с крышками, поэтому их нельзя разукоплектовывать.
Если при сборке шатунно-поршневой группы устанавливаются новые детали, подберите поршни к цилиндрам по классу, группе и по массе. Поршневые пальцы и поршни также нужно подобрать по классу.
Сборку поршня с шатуном нужно производить как можно быстрее, так как шатун быстро охлаждается. После охлаждения шатуна изменить положение пальца будет невозможно.
Обозначение ремонтного размера:
1-й ремонтный – треугольник,
2-й ремонтный – квадрат.
Обозначение группы по массе:
нормальная – “Г”,
увеличенная на 5 грамм – “+”,
уменьшенная на 5 грамм – “-”.
14. Смажьте моторным маслом поршневые кольца и канавки на поршне. Наденьте съемником или вручную поршневые кольца соответственно соориентировав их. Проверьте легкость перемещения колец в канавках.
15. Если на кольце нанесена надпись “Верх”, “Top” или “ВАЗ”, установите кольцо надписью вверх, к днищу поршня.
18. Вставьте вкладыш в нижнюю головку шатуна, при этом фиксирующий выступ на вкладыше должен войти в паз головки шатуна.
19. Вставьте вкладыш в крышку шатуна так, чтобы фиксирующий выступ на вкладыше вошел в паз крышки шатуна.
Видео про "Поршень с шатуном. Разборка, дефектовка и сборка" для ВАЗ 2108
Сборка поршня с шатуном Ваз - самый быстрый и эффективный способ! Замена поршневой ВАЗ 21083, что это?? Установка поршней на шатуны в классике. ваз 2101-2121-2109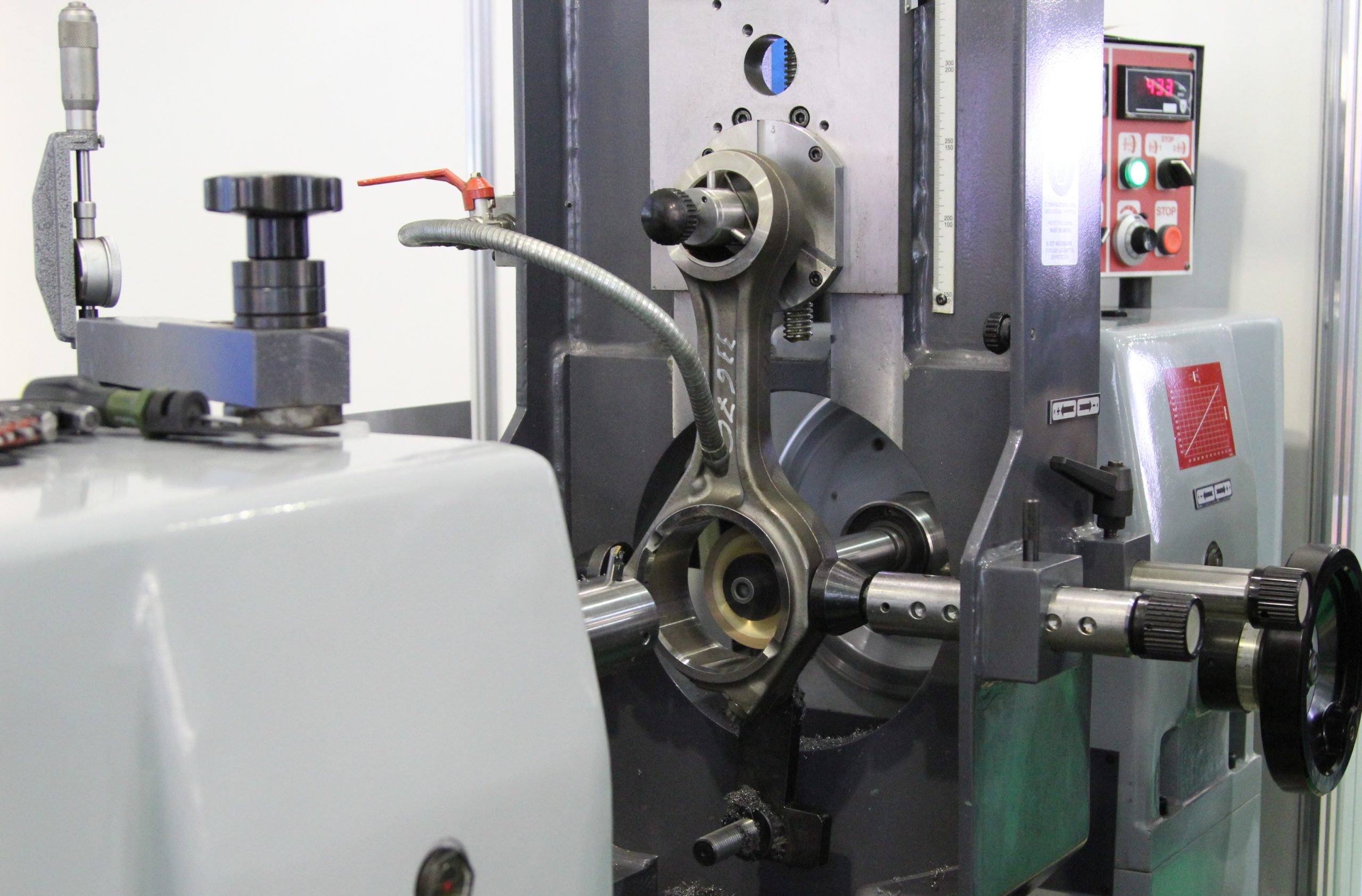
Необходим ремонт шатунов двигателя? С радостью поможем! Большой опыт, передовое оборудование и профессионализм персонала позволяет выполнить все необходимые работы в короткие сроки и по низкой стоимости. Обращайтесь!

Цены на Ремонт шатунов двигателя
| наименование | Стоимость за работу |
|---|---|
| Мойка шатуна | от 120 руб. |
| Замена втулок верхней головки шатуна с расточкой и хонинговкой | от 500 руб. |
| Расточка и хонинговка нижней головки шатуна | от 610 руб. |
Все работы в нашем сервисно-техническом центре производятся профессиональными специалистами на высококачественном современном станочном оборудовании. Высочайшая квалификация сотрудников сервисно-технического центра, позволяет выполнять даже самые сложные и нестандартные работы с гарантией качества.


С принципом работы кривошипно-шатунного механизма (КШМ) знакомят еще в школе, а теорию работы КШМ изучают сейчас в колледжах и университетах. Эффективное преобразование поступательного движения во вращательное занимает человечество практически уже более одной тысячи семьсот лет и столько же времени не меньший интерес вызывает у людей и разработка технологий ремонта КШМ, в частности, шатунов как одной из самой нагруженной детали.
О ремонте шатунов написано много монографий, книг и статей в СМИ. Компания Мотортехнология имеет большой и положительный опыт восстановления шатунов от различных двигателей и мы хотим познакомить наших будущих потенциальных заказчиков с технологиями и специальным оборудованием, которые применяются в нашем сервисном центре.

Ремонт или покупка нового шатуна?
При капитальном ремонте двигателя всегда встает вопрос об экономической целесообразности его проведения. Из мировой практики известно что, если стоимость капитального ремонта агрегата, узла и т.п. составляет 50…75% от стоимости нового изделия и при этом обеспечивается 100% ресурс работы от нового, то такой ремонт считается экономически рациональным. Однако, это общеизвестные постулаты, а конкретнее нужно смотреть фактические цифры….
В заключение, следует отметить, что наибольший экономический эффект получается при восстановлении шатунов от моторов большого литража как отечественного, так и импортного производства.
Перед тем как восстанавливать какую-либо деталь нужно знать не только технологию ее изготовления, допуски на размеры и отклонения от формы, но и условия ее работы в эксплуатации (действующие нагрузки).

Краткая небесполезная информация
Для серийного производства шатунов используют технологии:
— литье в кокиль (специальные высокопрочные чугуны) – позволяет получать шатуны сложной формы;
Для нормальной эксплуатации шатунов очень важное значение имеет точность размеров, формы и качество обработки сопрягаемых поверхностей, например, отверстий в ВГШ и нижней головки шатуна (НГШ), а также отклонения от параллельности их осей и т.п..
Дефектовка шатунов
Перед дефектовкой шатуны обязательно очищаются в автоматической мойке Magido L102. Шатуны разбираются, проверяется качество резьб на болтах и шатунах, состояние пазов под замки вкладышей, наличие загрязнений в масляных каналах и делается визуальный осмотр деталей на предмет наличия следов механических повреждений. Затем в специальном приспособлении (см. фото 1) с помощью динамометрического ключа производится сборка шатуна в соответствие с требованиями завода-изготовителя.
Следует отметить, что при чрезмерном износе отверстия в ВГШ использование поршневого пальца стандартного диаметра невозможно, так как люфт в сопряжении превышает допуск на отклонения осей. В таких случаях нам приходится выпрессовывать втулку и изготавливать фальшпалец для проведения корректного тестирования шатунов.
Для обеспечения 100% ресурса восстановленных деталей мы используем оригинальные запасные части
Процесс запрессовки втулок в ВГШ происходит быстро с использованием другой оснастки
Важно отметить, что при установке новых втулок необходимо очень тщательно их выставить относительно шатуна, чтобы обеспечить нормальные условия для подачи масла, например, в зону поршневого пальца.
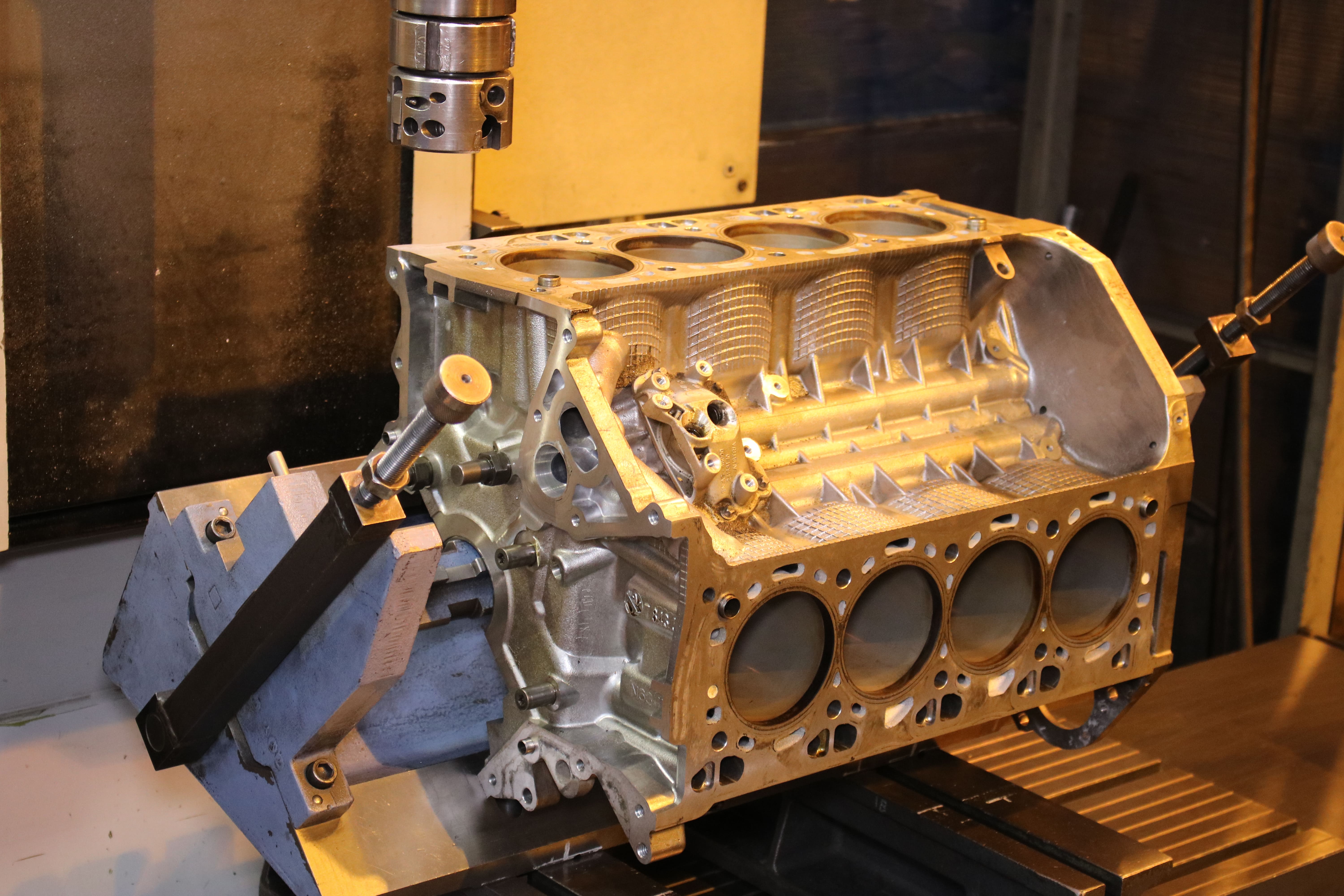
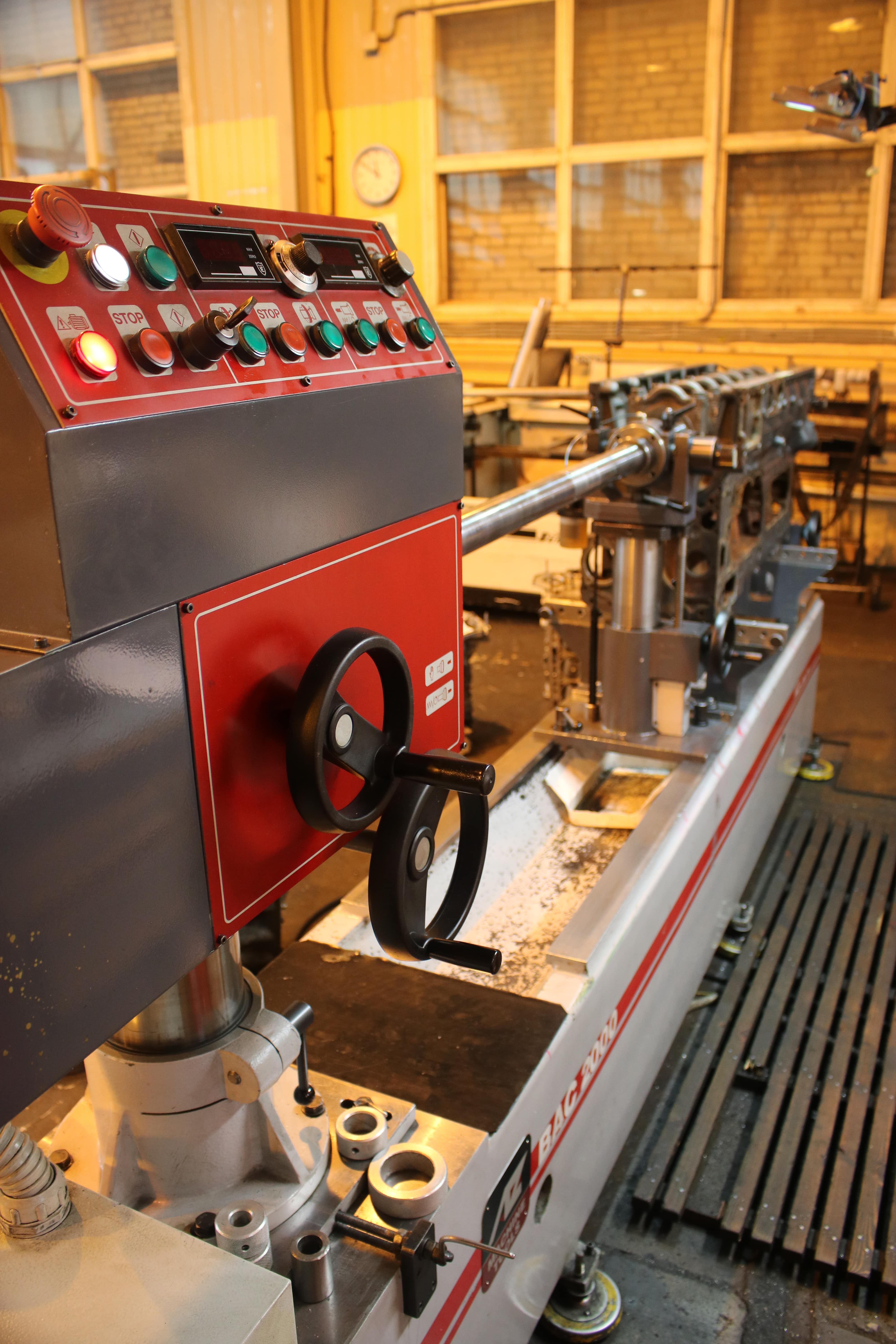
Для обработки отверстий в разных компаниях используются расточные станки, в том числе и специальные. Первое время мы использовали для решения этой задачи швейцарскую координатно-расточную машину Henri Hauser AG, которая позволяла обрабатывать шатуны с точностью до 0,01мм. В 2012 г. в станочном парке нашей компании появилась специальная машина BERCO AB651VS, которая позволяет обрабатывать отверстия в любых шатунах в диапозоне диаметров 13-150 мм и с межцентровым расстоянием между отверстиями от 55-650 мм.
Координатно-расточной станок Henri Hauser AG
Отличие этой модели от других зарубежных аналогов является наличие привода с электронным управлением, который обеспечивает плавное изменение частоты вращения шпинделя. Последнее обстоятельство крайне важно для обеспечения требуемой чистоты поверхности за счет бесступенчатого подбора режима резания.Следует иметь ввиду, что как при обработке антифрикционного слоя подшипника (сталебронзовые втулки) с толщиной слоя 0,3….0,5мм необходимо использовать резец с очень острой кромкой. На станке Henri Hauser AG с механическим приводом выбор режимов резания был все-таки ограничен и в результате чистота поверхности была несколько хуже, что, естественно, увеличивало время на выполнение следующей операции — финишное хонингование отверстия ВГШ. Кроме того, следует отметить, что если время цикла обработки одного шатуна на универсальном координатно расточном станке составляет примерно 10-15 мин, то на специальном станке цикл обработки проходит в 2-2.5 раза быстрее.
Фиксация, например, ВГШ производится с помощью плунжеров , которые зажимают головку и исключают возможность её перемещений при обработке отверстия. Установка межцентрового расстояния, базировка шатуна на станке BERCO AB651VS производится легко и четко.
До обработки ВГШ производится её крепление с помощью зажимов
После предварительного центрирования шпинделя относительно втулки в шатуне с помощью конусов, производится окончательная юстировка оси с использованием специального центроискателя с индикаторной головкой и по его окончании производится контрольные измерения диаметра отверстия с помощью нутромера с точностью +0,001мм. Расточка нижней головки шатуна производится по аналогичной технологии.
Хонингование отверстий в шатунах
Расточка цилиндров позволяет обеспечить точность обработки до 0,01мм, а на современных моторах уже действуют требования производить обработку в допуске 0,003мм. Выполнение этой задачи возможно только с использованием технологии хонингования.
Станок Sunnen LBB 1660 (США) является очень популярным в России и зарекомендовал себя как очень точный, удобный и неприхотливый в эксплуатации станок. Наш станок Sunnen LBB 1660 оснащен большим набором инструментальной оснастки, позволяющий решать все вопросы по хонингованию отверстий в шатунах двигателей автотракторной техники.
Кроме того, дополнительная опция в виде специального нутромера обеспечивает оперативный контроль отверстий с точностью до 0,0025мм.
Участок по ремонту шатунов в сервисно-техническом центре Мотортехнология
В сервисно-техническом центре компании Мотортехнология Вы можете получить более подробную информацию по ремонту шатунов или отдать шатуны в ремонт.
* Обращаем ваше внимание на то, что данный Интернет сайт носит исключительно информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437 Гражданского кодекса Российской Федерации. Для получения подробной информации о стоимости услуг, пожалуйста, обращайтесь к менеджерам.

В двигателях внутреннего сгорания применяется великое разнообразие шатунов

Шатуны могут различаться, как материалами изготовления, так и конструкциями. В формате этой небольшой статьи мы расскажем только о наиболее распространенных шатунах и методах их ремонта и восстановления.
Наибольшее распространение на сегодняшний день имеют шатуны, изготовленные из чугуна с плавающей посадкой поршневого пальца в верхней головке шатуна (ВГШ) и разъемной нижней головкой шатуна (НГШ). Не так часто, но встречаются шатуны с прессовой посадкой поршневого пальца (всем известные примеры – двигатели ВАЗ 2101 и ВАЗ21083). По НГШ шатуны различаются конструкцией разъема. Разъем может быть плоским или разрывным. Реже встречаются штифтовые, зубчатые или ступенчатые разъемы.
Для большинства шатунов различными производителями выпускаются втулки ВГШ

Ремонт шатуна не предусмотрен?
Ремонтные (увеличенные по наружному радиусу) шатунные вкладыши для подавляющего большинства двигателей не предусмотрены и промышленно не выпускаются. Поэтому ремонт НГШ производится следующим образом: Крышку шатуна занижают, обрабатывая плоскости разъема на плоскошлифовальном станке, затем шатун собирают, затянув крепежные гайки надлежащим моментом, и растачивают НГШ в заводской размер базируясь от ВГШ для обеспечения соосности и сохранения межосевого расстояния. Так это делается в случае НГШ с плоским разъемом.
Если разъем штифтовой, то перед занижением штифты необходимо удалить, а перед сборкой шатуна установить на место. При этом случается, что глубину отверстий под штифты необходимо увеличить на величину занижения крышки.
В случае с шатунами, имеющими зубчатый или ступенчатый разъем НГШ, занижение производится методом сложной фрезеровки с сохранением конфигурации поверхности разъема.
Особенности ремонта шатуна
А вот если шатун имеет разрывной разъем, что все чаще встречается в последние годы, то восстановить такой шатун без внесения изменений в конструкцию двигателя невозможно. Если шатун этого типа поврежден его следует заменить.
Перед началом ремонта шатунно-поршневой группы двигателей ВАЗ нужно снять поршневые кольца, а затем выпрессовать палец с помощью пресса или гидравлического домкрата, оправки и опоры с цилиндрической выемкой, в которую укладывается поршень. Далее следует удалить нагар с днищ поршней и из канавок для колец, а из масляных каналов шатунов и поршней — все отложения.
Ремонт шатунно-поршневой группы двигателей ВАЗ, контролируемые размеры и зазоры, подгон веса поршней и шатунов, параметры контроля массы поршней и шатунов, сборка поршня с шатуном, установка поршневых колец.
Трещины на поршнях, пальцах, шатунах и крышках требуют замены этих деталей. Если детали шатунно-поршневой группы изношены мало и не повреждены, они могут быть использованы снова. Поэтому при разборке их следует пометить, чтобы в дальнейшем не перепутать.
Выпрессовка и запрессовка поршневого пальца.

Поршень.
Поршень изготовлен из алюминиевого сплава и для улучшения прирабатываемости покрыт слоем олова. Его юбка в поперечном сечении овальная, а по высоте коническая, поэтому диаметр поршня измеряют в плоскости, перпендикулярной поршневому пальцу, и на определенном расстоянии от днища поршня.
Расчетный зазор между поршнем и цилиндром обеспечивается установкой поршней того же класса, что и цилиндры. По наружному диаметру поршни разбиты на пять классов (А, В, С, D, Е), различающихся размерами на 0,01 мм. А по диаметру отверстия под поршневой палец — на три категории через 0,004 мм.
На днище поршня клеймятся класс поршня (буква) и категория отверстия под поршневой палец (цифра). Там же маркируется и стрелка для ориентирования поршня в цилиндре. При сборке двигателя поршни следует устанавливать так, чтобы стрелка была направлена к передней части двигателя. В сторону привода распределительного вала.
Маркировка поршней и шатунов шатунно-поршневой группы двигателей ВАЗ.

В качестве запасных частей поставляются поршни только классов А, С и Е. Их достаточно для подбора поршня к любому цилиндру, так как поршни и цилиндры разбиты на классы с некоторым перекрытием размеров. Увеличение диаметра для ремонтных размеров поршней составляет 0,4 и 0,8 мм. На днищах ремонтных поршней ставится маркировка в виде квадрата или треугольника. Квадрат соответствует увеличению наружного диаметра на 0,8 мм, а треугольник — на 0,4 мм.

Поршни делятся по весу на три группы:
— Нормальные.
— Увеличенные на 5 г.
— Уменьшенные на 5 г.
Шатунно-поршневые группы одного двигателя ВАЗ не должны заметно отличаться по массе, чтобы при работе дисбаланс не приводил к вибрации и поломке двигателя. Равенство веса обеспечивают подбором поршней одной группы и шатунов одного класса. Для некоторых двигателей ВАЗ допускалась подгонка веса поршней или шатунов путем выборки металла в случаях, когда не удавалось найти детали одной весовой группы.
Когда допускается подгонка поршней, поршни одного двигателя не должны отличаться по массе более чем на 2,5 г. При подгонке массы съем металла должен ограничиваться указанными в таблице ниже пределами.
Параметры контроля массы поршней и шатунов шатунно-поршневой группы двигателей ВАЗ.

Контролируемые размеры при подгонке веса поршней и шатунов шатунно-поршневой группы двигателей ВАЗ.

Поршневой палец.
Поршневой палец всех двигателей ВАЗ, кроме ВАЗ-2110, 2111, 21213, 2130, запрессован в верхнюю головку шатуна и свободно вращается в бобышках поршня. У двигателей ВАЗ-2110, 2111, 21213, 2130 поршневой палец плавающего типа. То есть свободно вращается и в бобышках поршня, и во втулке шатуна. В отверстиях поршня палец фиксируется двумя пружинными стопорными кольцами.
По наружному диаметру пальцы подразделяются на три класса, через 0,004 мм. Класс маркируется краской на торце пальца:
— Синяя метка — первый класс.
— Зеленая — второй класс.
— Красная — третий класс.
Перед сборкой шатунно-поршневой группы подбирают палец к поршню и шатуну. У новых деталей класс отверстий под палец в шатуне и поршне должен быть идентичен классу пальца. Правильное сопряжение пальца с поршнем достигается, если поршневой палец входит в отверстие бобышки при нажатии большим пальцем руки и не выпадает. Если держать поршень с поршневым пальцем в вертикальном положении.
Проверка сопряжения пальца и поршня шатунно-поршневой группы двигателей ВАЗ.

Выпадающий из бобышки палец следует заменить пальцем следующей по размеру категории. Если был палец третьей категории, то приходится заменять и поршень, и палец.
Шатун.
Шатун обрабатывается вместе с крышкой нижней головки. Поэтому по отдельности они невзаимозаменяемые. Чтобы при сборке не перепутать крышки и шатуны, на них клеймят номер цилиндра, в который они устанавливаются. При сборке цифры на шатуне и крышке должны быть одинаковыми, находиться с одной стороны шатуна и двигателя.
В верхнюю головку шатуна двигателей ВАЗ-2110, 2111, 21213, 2130 запрессована сталебронзовая втулка. По диаметру отверстия этой втулки шатуны делятся на три класса — через 0,004 мм, как и поршни. Номер класса наносится на верхнюю головку шатуна.
В этих двигателях ВАЗ равенство масс шатунно-поршневой группы одного двигателя регулируется путем выборки при необходимости металла из шатунов. По массе верхней и нижней головок шатуны подразделяются на классы. Маркируемые либо буквой, либо краской на крышке шатуна. На двигатель должны устанавливаться шатуны одного класса по массе.
Классы шатунов шатунно-поршневой группы двигателей ВАЗ по массе верхней и нижней головок.

Подгонять массу шатунов можно удалением металла с бобышек верхней и нижней головок. Места, на которых допускается удалять металл при подгонке массы верхней и нижней головок шатуна, следующие:
— На двигателях ВАЗ-2110 и 2111 — боковины верхней головки и бобышка крышки нижней головки.
— На двигателях ВАЗ-21213, 2130 — бобышка верхней головки и бобышка крышки нижней головки.
Контрольные зазоры шатунно-поршневой группы двигателей ВАЗ.

Сборка поршня с шатуном.
Так как палец вставляется в верхнюю головку шатуна с натягом, необходимо нагреть шатун до 240 градусов для расширения его головки. Для этого шатуны на 15 минут помещают в электропечь, заранее нагретую до 240 градусов, направляя верхние головки шатунов внутрь печи. Применяют также паяльные лампы и промышленные фены, дающие горячий воздух с температурой около 300 градусов. Они применяются для пайки пластмасс и т. п.
Запрессовывать нужно скорее. Так как после охлаждения шатуна нельзя изменить положение пальца. Палец следует заранее приготовить к сборке, надев его на валик приспособления, установив на конце этого валика направляющую и неплотно закрепив ее винтом. Чтобы не произошло заклинивания при расширении пальца от контакта с нагретым шатуном.
Извлеченный из печи шатун нужно быстро зажать в тисках и надеть на него поршень. Совместив отверстие под палец с отверстием верхней головки шатуна. Палец необходимо протолкнуть в отверстие поршня и в верхнюю головку шатуна так, чтобы заплечик приспособления соприкасался с поршнем. При этом поршень должен прижиматься бобышкой к верхней головке шатуна в направлении запрессовки пальца.
После сборки шатуна с пальцем и поршнем следует проверить прочность запрессовки пальца с помощью динамометрического ключа и приспособления.
1. Зажать основание приспособления в тиски и установить на нем шатун с поршнем.
2. Опустить кронштейн индикатора, вставить в отверстие пальца резьбовой стержень. Продвинув его до упора головки стержня в торец пальца.
3. На конец стержня навернуть гайку и затянуть ее. Выбрав возможные зазоры.
4. Поднять кронштейн до горизонтального положения, закрепить его и установить штифт индикатора на головке стержня, вставленного в палец.
5. Установить индикатор на нулевую отметку.
6. Вставить в паз резьбового стержня упор, чтобы стержень не проворачивался.
7. Динамометрическим ключом приложить к гайке стержня усилие 12,7 Нм (1,3 кгсм), соответствующее осевой нагрузке 3,92 кН (400 кгс).
Испытание на выпрессовывание пальца на приспособлении А.95615 и проверка параллельности осей пальца и нижней головки шатуна.

Посадка пальца в шатуне верна, если после прекращения действия усилия и возвращения гайки в исходное положение стрелка индикатора вернется к нулю. В случае проскальзывания пальца в верхней головке шатуна необходимо заменить шатун новым.
Проверка параллельности осей шатунно-поршневой группы двигателей ВАЗ.
Следует проверить параллельность осей шатунно-поршневой группы специальным прибором. Для чего нижнюю головку шатуна без вкладышей центрировать на выдвижных ножах прибора, а на днище поршня установить калибр.
Щупом нужно проверить зазор между вертикальной плитой приспособления и вертикальной плоскостью калибра на расстоянии 125 мм от угла или верхнего конца калибра в зависимости от того, чем он касается плиты — углом или верхним концом. Зазор не должен превышать 0,4 мм. Если зазор больше, шатун следует заменить. После охлаждения шатуна нужно смазать моторным маслом палец через отверстия в бобышках поршня.
Установка поршневых колец.
Поршневые кольца изготовлены из чугуна. Наружная поверхность верхнего компрессионного кольца хромирована и имеет бочкообразную форму. Нижнее компрессионное кольцо — скребкового типа, с выточкой по наружной поверхности, фосфатированное. Маслосъемное кольцо имеет прорези для снимаемого с цилиндра масла и внутреннюю витую пружину-расширитель.
Форма поршневых колец шатунно-поршневой группы двигателей ВАЗ в поперечном сечении.

На кольцах ремонтных размеров ставится цифровая маркировка 40 или 80. Это соответствует увеличению наружного диаметра на 0,4 или 0,8 мм. Зазор по высоте между канавками и кольцами проверяют, вставляя кольцо в соответствующую канавку. Предельно допустимые зазоры при износе — 0,15 мм.
Зазор в замке поршневых колец проверяют набором щупов. Вставляя кольца в калибр, имеющий диаметр отверстия, равный номинальному диаметру кольца с допуском 0,003 мм, или в цилиндр. Зазор должен находиться в пределах 0,25-0,45 мм для всех колец. Если зазор недостаточный, нужно запилить стыковые поверхности, а если повышенный — заменить кольца.
Измерение зазоров между кольцом и канавкой, и в замке.

После установки необходимо сместить поршневые кольца так, чтобы:
— Замок верхнего компрессионного кольца располагался под углом 30-45 градусов к оси поршневого пальца.
— Замок нижнего компрессионного кольца — под углом около 120 градусов к замку верхнего компрессионного кольца.
— А замок маслосъемного кольца — под углом 30-45 градусов к оси поршневого пальца между замками компрессионных колец.
Расположение замков поршневых колец на поршне.

Кольца можно надеть на поршень руками. Держа большие пальцы в разрезе кольца, а средние пальцы — с противоположной стороны. Верхнее компрессионное и маслосъемное кольца редко ломаются, а второе компрессионное кольцо довольно жесткое и ломается при разводе концов кольца более чем на 2 мм. Чтобы не сломать это кольцо, для его установки пользуются полосками из жести.
Читайте также: