
Ремонт грм камаз 740
- Установите двигатель на стенд для сборки/разборки;
- Выверните рым-болт 16 (Рис. 1) передний, снимите регулировочные шайбы 15;Рис. 1. Блок цилиндров с передней крышкой, гильза цилиндра:
1, 45 — шпилька; 2 — сальник передней крышки; 3, 29, 31, 37, 40, 41, 49, 50 — болт; 4, 30, 48 — шайба пружинная; 5, 38, 46, 47 — шайба плоская; 6 — крышка блока передняя; 7, 8, 11, 32 — пробка; 9, 10, 35 — штифт установочный; 12 — заглушка отверстия распределительного вала; 13 — кольцо уплотнительное; 14 — втулка распределительного вала; 15 — шайба регулировочная рым-болта; 16 — рым-болт; 17 — втулка с уплотнительными кольцами в сборе; 18 — уплотнительное кольцо втулки; 19 — заглушка чашечная; 20 — блок цилиндров; 21 — цилиндрический установочный штифт; 22 — штифт направляющий; 23 — заглушка чашечная; 24 — гильза цилиндра; 25 — верхнее уплотнительное кольцо гильзы; 26 — уплотнительное кольцо гильзы; 27 — прокладка; 28 — трубка! сливная; 33 — заглушка водяной полости; 34 — прокладка заглушки; 36 — задняя крышка; коренного подшипника; 39 — крышка коренного подшипника; 42 — заглушка водяной полости; 43 — штифт цилиндрический; 44 — прокладка передней крышки блока 30. - Отверните болты 3 (Рис. 2) с шайбами 4 крепления корпуса 6 заднего подшипника в сборе с манжетой 5, снять корпус 6 и прокладку 7 корпуса заднего подшипника привода ТНВД;
Рис. 2. Шестерни привода агрегатов:1 — болт крепления роликоподшипника; 2 — шестерня промежуточная привода распределительного вала; 3, 18 — болт; 4, 17 — шайба; 5 — манжета; 6 — корпус заднего подшипника; 7 — прокладка; 8 — сухарь; 9 — вал шестерни привода топливного насоса высокого давления; 10 — шпонка; 11, 15 — шарикоподшипники; 12 — шестерня привода топливного насоса высокого давления; 13 — распределительный вал в сборе с шестерней; 14 — упорная шайба; 16 — ось ведущей шестерни; 19 — конический двухрядный роликоподшипник; 20 — шпонка; 21 — шестерня ведущая привода распределительного вала; 22 — упорное кольцо; 23 — стопорное кольцо; 24 — ведущая шестерня коленчатого вала; 25 — замковая шайба; 26 — упорная шайба; 27 — шестерня распределительного вала.Рис. 3. Снятие шестерни привода топливного
насоса высокого давления в сборе с валом:
Рис. 5. Выключатель гидромуфты:
1 — выключатель гидромуфты; 2 — шайба плоская; 3, 13 — шайба пружинная; 4, 5, 12 — болт; 6 — пружина; 7, 15 — шарик; 8 — седло термосилового клапана; 9 — корпус термосилового клапана; 10 — термосиловой датчик с поршнем; 11 — кольцо уплотнительное; 14 — крышка; 16 — пробка; 17 — рычаг пробки; 18 — корпус выключателя гидромуфты; 19 — прокладка

Рис. 6. Вал коленчатый и маховик:
1— вал коленчатый в сборе; 2 — противовес передний; 3 — шестерня привода масляного насоса; 4 ввертыш: 5, 19 — штифт; 6 — шпонка сегментная; 7 — вал коленчатый; 8 — втулка; 9 — заглушка.
шатунной шейки; 10 — шпонка сегментная; 11 — противовес задний; 12 — шестерня в сборе; 13 — шестерня; 14 — маслостражатель задний; 15 — верхний вкладыш подшипника; 16 не полукольцо подшипника; 17 — манжета в сборе; 18 — фиксатор маховика в сборе; 20 — корпус фиксатора; 21 — пружина; 22 — фиксатор; 23, 34, 41 — болт; 24 — маховик; 25 — втулка
установочная; 26 — кольцо пружинное упорное; 27 — обод зубчатый; 28 — маховик в сборе; 29 — вкладыш подшипника нижний; 30 — штифт установочный; 31 — шайба плоская; 32, 33 — болт стяжной; 35 — шайба; 36 — крышка подшипника; 37 — крышка подшипника передняя; 38 — полукольцо подшипника нижнее; 39 — полумуфта отбора мощности; 40 — шайба замковая; 42 — шайба носка; 43 — комплект вкладышей подшипников коленчатого вала.
Блок шестерен, расположенный на заднем торце блока двигателя, является приводом вала газораспределительного механизма, топливного насоса высокого давления, компрессора и насоса гидроусилителя рулевого управления автомобиля. Газораспределительный механизм приводится во вращение промежуточной шестерней 2, связанной с прямозубчатой шестерней 1, установленной с натягом на коленчатом валу. Блок промежуточных шестерен вращается на сдвоенном коническом роликоподшипнике. Ведомая шестерня 4 привода газораспределительного механизма установлена на шейку вала с натягом и находится в зацеплении с шестерней 5 привода топливного насоса. Сборка шестерен выполнена так, что метки находящихся в зацеплении шестерен (показано в кружочках) совмещены. Вал привода топливного насоса высокого давления — карданный, с, упругими элементами диафрагменного типа, компенсирующими несоосность установки вала топливного насоса и вала шестерни.
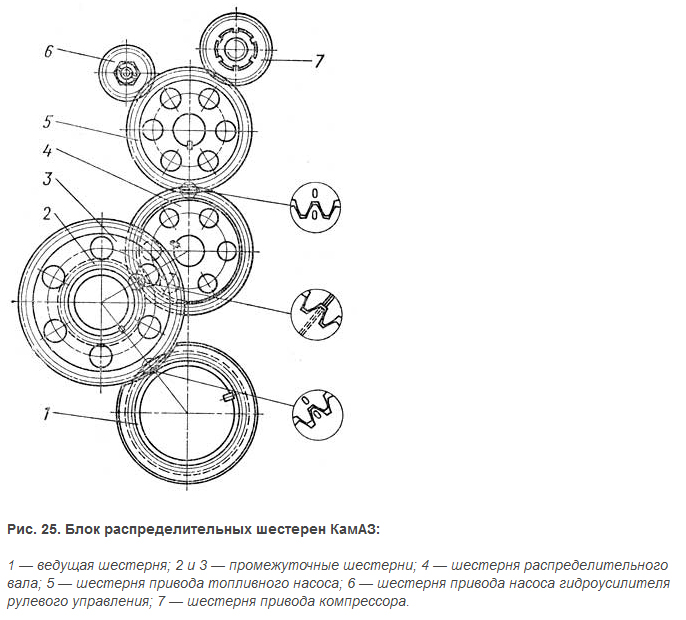
С шестерней 5 находятся в зацеплении установленные на валах шестерни 7 и 6 приводов компрессора и насоса гидроусилителя руля.
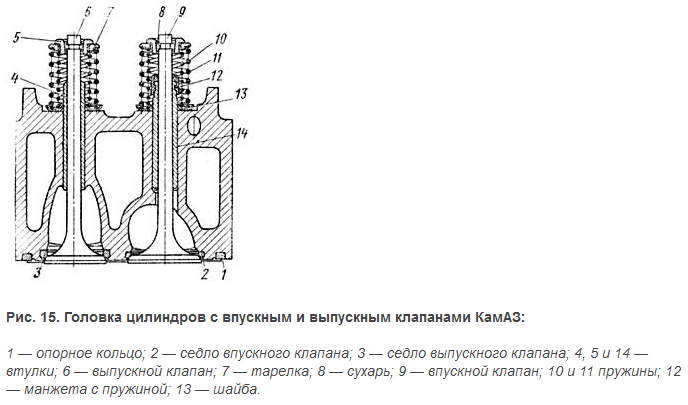
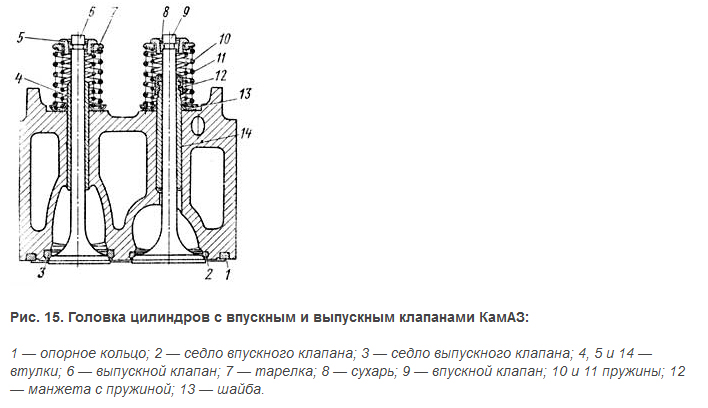
Клапаны изготовлены из жаропрочной стали. Каждый цилиндр имеет один впускной 9 и один выпускной 6 клапаны. Конструктивно исполнение впускного и выпускного клапанов одинаковое. Стержень клапана перед установкой графитируют. Угол рабочей фаски клапанов 91°. Диаметр тарелки впускного клапана 51,5 мм, выпускного 46,5 мм; высота подъема клапанов 13,5 мм.
Клапаны перемещаются в изготовленных из металлокерамики направляющих втулках 4. Для предотвращения попадания масла в цилиндр по зазору стержень — втулка на втулке впускного клапана установлена манжета 12.
Привод клапанов состоит из толкателей, штанг, коромысел. Клапаны при работе двигателя проворачиваются.
Коромысла клапанов КамАЗ
Коромысла клапанов стальные, штампованные двуплечие рычаги, у которых отношение большего плеча к меньшему составляет 1,55. Коромысла впускного и выпускного клапанов устанавливаются на общей стойке и фиксируются в осевом направлении пружинным фиксатором. Подшипниками коромысел служат бронзовые втулки.
Стойки коромысел фиксируют двумя штифтами и крепят на головке цилиндра двумя шпильками.

Пружины клапанов КамАЗ
Пружины клапанов винтовые (по две на каждый клапан) с различным направлением навивки. Диаметр проволоки: наружной пружины 4,8 мм, внутренней 3,5 мм. Предварительно устанавливаемое усилие пружин 36 кгс, суммарное рабочее — 83 кгс. Нижними концами пружины опираются через стальную шайбу 13 на головку блока, верхними — на тарелку 7 клапана. Тарелка в свою очередь опирается на стальную втулку 5, которая соединяется со стержнем клапана двумя конусными сухарями 8. Во время работы двигателя под действием вибрации клапан проворачивается относительно седла.
Распределительный вал КамАЗ
Распределительный вал стальной; поверхностный слой кулачков цементирован, а опорные шейки подвергнуты термообработке ТВЧ. Он установлен в развале блока цилиндров на пяти подшипниках скольжения, представляющих собой стальные залитые антифрикционным сплавом втулки.
Профиль кулачков безударный, неодинаковый для впускных и выпускных кулачков. На задний конец распределительного вала напрессована прямозубая шестерня 3. Распределительный вал приводится во вращение промежуточными шестернями, связанными с шестерней коленчатого вала. Шестерни имеют на торцах метки, которые используют при сборке для обеспечения заданных фаз газораспределения. Шестерни ,стальные, штампованные с термообработанными зубьями. Осевому перемещению вала препятствует корпус 2 подшипника задней опоры, который крепится к блоку цилиндров тремя болтами.
Толкатели, штанга толкателя КамАЗ
Толкатели тарельчатого типа с цилиндрической направляющей частью, изготовлены из стали с последующей наплавкой на поверхность тарелки отбеленного чугуна.
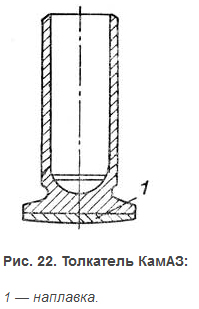
Направляющие толкателей, изготовленные из серого чугуна, съемные, что обеспечивает технологичность и ремонтоспособность блока. На двигатель устанавливают четыре направляющих, в которых размещены четыре толкателя. Каждая направляющая зафиксирована двумя штифтами и прикреплена к блоку двигателя двумя болтами. Болты зафиксированы стопорными шайбами.
Штанги толкателей стальные, пустотелые, со вставными наконечниками 1 и 3.
Газораспределительный механизм двигателя КамАЗ имеет ряд ключевых деталей. Рассмотрим типичные дефекты каждой и способы их устранения.
Восстановление клапанов и их притирка в гнездах головок цилиндров
Клапаны изготовлены из жаропрочной стали. Стержень клапана перед установкой графитизуется. Угол рабочей фаски клапана 45°; диаметр выпускного клапана 51,5 мм, впускного — 46,5 мм; высота подъема клапана 12,5 мм.
Характерными дефектами клапанов являются износ рабочих фасок, погнутость стержня, облом тарелки клапана.
Толкатели тарельчатого типа стальные, тарелки наплавляются при изготовлении отбеленным чугуном. Характерными дефектами толкателей являются износ тарелки, раковины на рабочей поверхности, износ стержня.
Изношенные тарелки и стержни толкателей восстанавливаются хромированием.
После восстановления клапаны притираются в седлах головок цилиндров.
Притирка клапанов начинается с приготовления пасты: паста приготавливается из 1,5 части (по объему) микропорошка карбида кремния зеленого, одной части дизельного масла и 0,5 части дизельного топлива. Перед употреблением притирочная паста перемешивается, чтобы микропорошок не осаждался. Затем на фаску седла клапана наносится тонкий равномерный слой пасты. Стержень клапана смазывается моторным маслом. Притирка производится возвратно-вращательным движением клапана дрелью с присоской или соответствующим приспособлением. Нажимая на клапан, необходимо повернуть его на 1/3 оборота по часовой стрелке, затем на 1/3 оборота в обратном направлении. Клапаны круговыми движениями не притираются. Притирка продолжается до появления на фасках клапанов седел пояска шириной не менее 1,5 мм матового цвета, как показано на рис. 51.
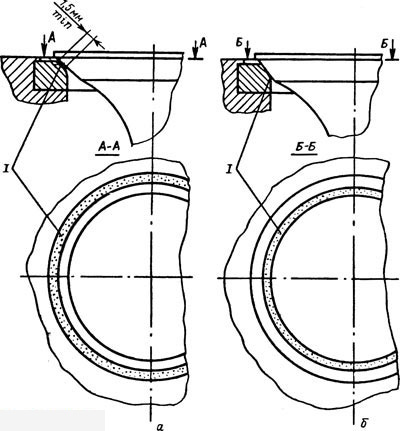
Рис. 51. Расположение притертых матовых поясков на седле и головке клапана при закрытом положении:
а — правильное; б — неправильное; I — положение пояска на седле и головке клапана
При правильной притирке матовый поясок на седле головки клапана должен начинаться у большего основания конуса седла.
После окончания притирки клапаны и головки цилиндров промываются керосином и обдуваются воздухом. Качество притирки клапанов определяется после сборки клапанного механизма проверкой его на герметичность. Для этого головка цилиндра устанавливается впускными и выпускными окнами вверх и в углубления клапанных гнезд заливается дизельное топливо. Хорошо притертые клапаны не должны пропускать топливо в местах уплотнения в течение 30 мин. При подтекании керосина производится постукивание резиновым молотком по торцу клапана. Если подтекание не устраняется, клапаны притираются повторно.
После контроля притирки клапанный механизм собирается и регулируется. Регулировка клапанов производится при четырех положениях коленчатого вала. Первое положение коленчатого вала определяется относительно начала впрыска топлива в первый цилиндр совмещением меток на муфте опережения впрыска и корпуса топливного насоса.
Дефекты распределительного вала
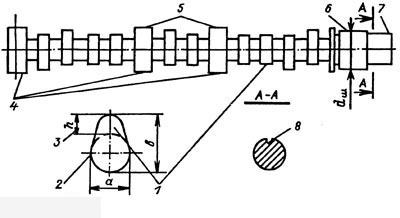
Распределительный вал изготовляется горячей штамповкой из стали 18ХГТ. Он устанавливается в развале блока на 5 опорных подшипниках. Поверхности опорных шеек и кулачков после цементации закаливаются токами высокой частоты. Поверхности шеек и кулачков проходят точную механическую обработку: шлифуются, полируются и затем фосфатируются. Биение поверхностей второй, третьей и четвертой шеек относительно оси крайних шеек допускается не более 0,025 мм. Нецилиндричность опорных шеек 0,005 мм, непараллельность образующих всех кулачков относительно поверхности крайних шеек не более 0,05 мм.
На задний конец распределительного вала напрессована стальная штампованная шестерня с прямыми зубьями. Зубья шестерни подвергаются термической обработке. Шестерня распределительного вала приводится во вращение через промежуточную шестерню шестерней коленчатого вала.
Характерными дефектами распределительных валов являются:
- трещины на валу, отколы по торцам вершин кулачков;
- погнутость вала;
- износ шпоночного паза;
- износ впускных и выпускных кулачков по высоте; износ передней, средней и задней опорных шеек.
Разборка клапанного механизма и возможные дефекты его деталей
В состав газораспределительного механизма, показанного на рис. 48, входят распределительный вал, толкатели с направляющими, штанги, прокладка крышки головки, коромысла с регулировочным винтом, клапаны с двумя клапанными пружинами, направляющая клапана и устройство крепления клапанов Клапанный механизм закрывается крышкой. Крышки крепятся болтами к головкам цилиндров.
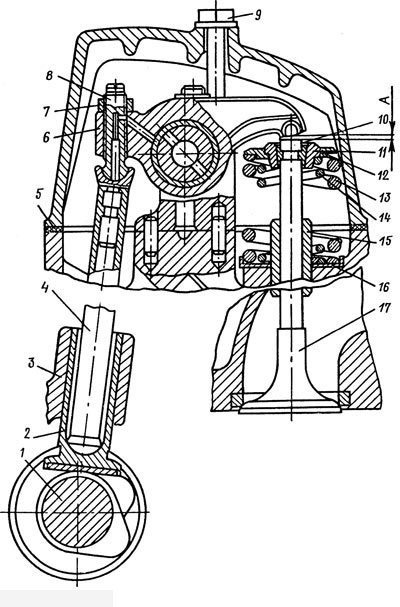
Рис. 48. Газораспределительный механизм двигателя КамАЗ-740:
1 — распределительный вал; 2 — толкатель; 3 — направляющая толкателей; 4 — штанга; 5 — прокладка крышки головки; 6 — коромысло; 7 — гайка; 8 — регулировочный винт; 9 — болт крепления крышки головки; 10 — сухарь; 11 — втулка тарелки; 12 — тарелка пружины; 13 — наружная пружина; 14 — внутренняя пружина, 15 — направляющая клапана; 16 — шайба; 17 — клапан; А — тепловой зазор между носком коромысла и стержнем клапана
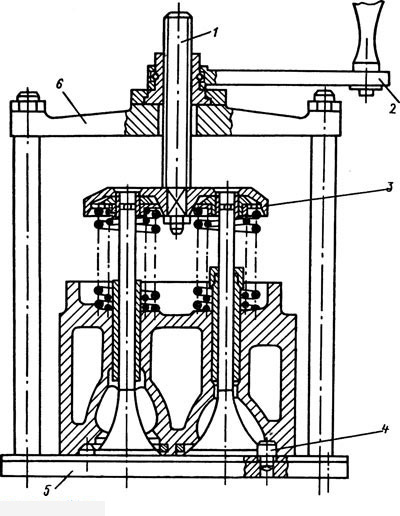
Рис. 49. Разборка клапанного механизма с использованием приспособления И-801.06.100:
1 — винт; 2 — рукоятка; 3 — тарелка; 4 — штифт; 5 — основание; 6 — траверса приспособления
Разборка клапанного механизма осуществляется с помощью приспособления И-801.06.100, показанного на рис. 49. Для разборки клапанного механизма необходимо:
- установить головку блока цилиндров на основание так, чтобы штифты приспособления вошли в отверстия под болты крепления головки;
- вращать вороток, вворачивать винт и тарелкой отжать пружины клапанов;
- снять сухари и втулки;
- вывернуть винт из траверсы, снять тарелку и пружины клапанов;
- вынуть впускной и выпускной клапаны.
Штанги толкателей стальные, пустотелые, со вставками, наконечниками. Характерный дефект штанг: ослабление посадки наконечников и погнутость стержня штанги.
На каждый клапан устанавливаются по две пружины. В соответствии с требованиями технических условий на контроль, сортировку и восстановление пружин предварительно устанавливаемое усилие пружин должно составлять 360 Н, а суммарное их рабочее (в сжатом состоянии) усилие — 830 Н. При дефектации пружин около 10 % от общего количества выбраковывается. Вместо выбракованных пружин на сборку газораспределительного механизма поступают новые.
Технические условия на контроль, сортировку и восстановление распределительных валов
Контроль размеров кулачков и опорных шеек распределительного вала осуществляется с помощью приспособления, показанного на рис. 50, а размеры кулачков указаны в табл. 28.
Технологические условия на контроль, сортировку и восстановление распределительных валов представлены в табл. 29.
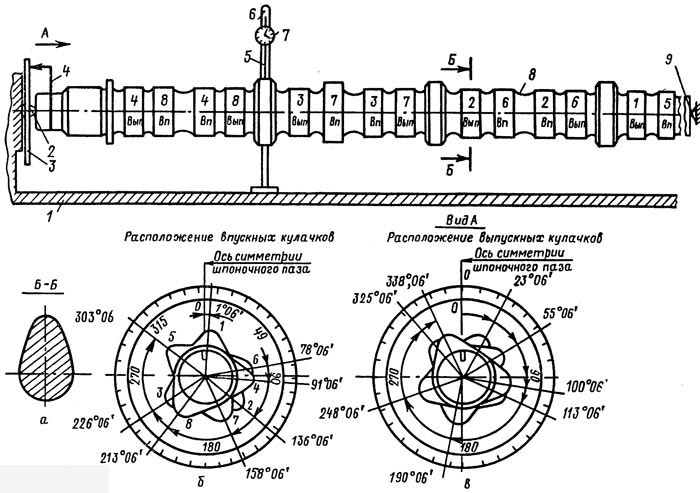
Рис. 50. Приспособление для контроля профиля кулачков и опорных шеек распределительного вала:
а — профиль кулачка, б — расположение впускных кулачков; в — расположение выпускных кулачков; Вп — впускной кулачок; Вып — выпускной кулачок; 1 — основание приспособления; 2,9 — центры; 3 — диск с градуировкой, град; 4 — указательная стрелка, закрепленная на шейке распределительного вала; 5 — ножка индикатора; 6 — стойка индикатора; 7 — индикатор, 8 — распределительны вал
Последовательность контроля распределительного вала следующая:
- проверить вал на отсутствие трещин и отколов кулачков;
- радиальное биение средних опорных шеек относительно передней и задней опорных шеек; проверить износ шейки под шестерни;
- кулачков по высоте;
- цилиндрической части кулачков;
- передней и средней шеек;
- задней шейки.
28. Размеры кулачков распределительного вала КамАЗ-740
Примечание: а — угол поворота кулачка; h — высота подъема профиля кулачка.
- Сделать заключение о годности распределительного вала и о способе восстановления распределительного вала.
Распределительные валы, не удовлетворяющие требованиям технических условий, подвергаются восстановлению.
Материал: сталь 18ХГТ
Твердость опорных шеек, кулачков и торца распределительного вала: HRC 58—63
29. Технические условия на контроль, сортировку и восстановление распределительного вала
Технологический процесс восстановления распределительных валов
Технологический процесс восстановления распределительных валов включает следующие операции: мойку распределительного вала, снятие шестерни, правку и проверку биения распределительного вала, шлифовку шеек вала под ремонтный размер, контроль размеров шеек, шлифовку кулачков цилиндров, контроль профиля кулачков, изготовление паза под шпонку, установку шестерен, сдачу распределительного вала ОТК.
Восстановление опорных шеек распределительного вала производится шлифованием под ремонтный размер, а его кулачков — шлифованием по копиру с целью восстановления профиля кулачков на копировально-шлифовальных станках ЗА433 шлифовальным кругом ПП 600X20X305 марки Э46—60 СМ1—СМ2К. После шлифования шейки и кулачки распределительного вала полируются полировальной лентой ЭБ220 или пастой ГОИ № 10.
Режимы шлифования опорных шеек и кулачков распределительного вала приведены в табл. 30.
30. Режимы шлифования опорных шеек и кулачков распределительного вала
Коленчатый вал перед установкой в блок цилиндров балансируется динамически относительно оси крайних коренных шеек на балансировочной машине. Перед балансировкой на каждую шейку устанавливается груз массой (8525±1) г. Центры тяжести грузов должны совпадать с осями шатунных шеек. Допустимая несбалансированность не должна превышать 80 г. Дисбаланс устраняется удалением металла сверлением в противовесах, изготовленных за одно целое с валом.
- Непосредственно перед установкой коленчатого вала смажьте поверхность вкладышей коренных подшипников и коренные шейки вала чистым дизельным маслом.
- Установите упорные полукольца вала в выточку последней коренной опоры так, чтобы стороны с канавками прилегали к упорным торцам вала. Болты крепления крышек коренных подшипников предварительно затягиваются со стороны правого, а затем со стороны левого рядов цилиндров с моментом затяжки 90— 120 Н*м, а затем окончательно — с моментом затяжки 210— 235 Н*м.
Сборка и установка газораспределительного механизма
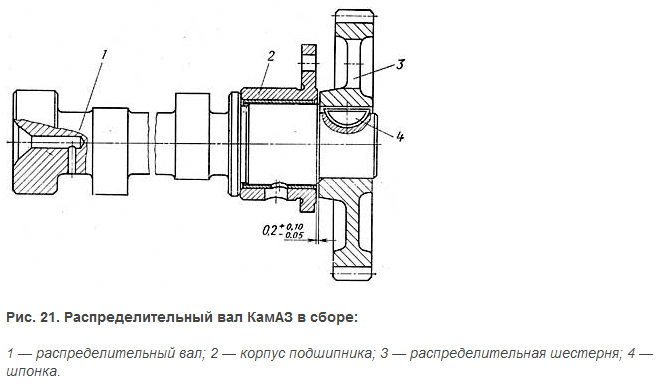
Перед установкой в блок цилиндров распределительный вал собирается с корпусом заднего подшипника и распределительной шестерней. Перед сборкой с корпусом подшипника опорная шейка вала и втулка корпуса протираются салфеткой и смазываются чистым дизельным маслом. Шестерня после предварительного нагрева до температуры (100+-10) °С напрессовывается на шейку вала до упора. Зазор между шестерней и корпусом подшипника должен быть 0,25—0,30 мм.

Рис. 64. Распределительный вал в сборе:
1 — распределительный вал; 2 — корпус подшипника; 3 — распределительная шестерня; 4 — шпонка; 5 — подшипник
Перед установкой распределительного вала в блок цилиндров внутренняя поверхность опорных втулок и опорные шейки распределительного вала смазываются чистым дизельным маслом. Распределительный вал устанавливается аккуратно без повреждения рабочих поверхностей втулок.
Установка деталей газораспределительного механизма, передающих усилия от распределительного вала к коромыслам. Направляющие толкателей в комплекте с толкателями устанавливаются на штифты блока цилиндров и крепятся к блоку болтами. Болты затягиваются моментом затяжки 70—90 Н*м.
Штанги перед установкой в блок цилиндров протираются, а наконечники смазываются чистым дизельным маслом. Стойка с коромыслами клапанов в сборе должна легко без ударов войти на установочные штифты и шпильки. Коромысла клапанов устанавливаются так, чтобы сфера регулировочного винта была совмещена с наконечником штанги. Регулировочные винты должны быть ввернуты в коромысло до упора.
Установка распределительных шестерен за задний торец блока цилиндров
становка распределительных шестерен на задний торец блока цилиндров
Распределительные шестерни устанавливаются по меткам, как показано на рис. 3.
Затяжка болтов, крепящих ось ведущей шестерни привода распределительного вала к блоку, производится в 2 приема (предварительно и окончательно) моментом затяжки 50—60 Н*м.
Болт крепления роликоподшипника ведущей шестерни распределительного вала затягивается моментом затяжки 90—100 Н*м.
Окружной зазор в зацеплении шестерен газораспределительного механизма при рабочем положении двигателя составляет 0,1—0,3 мм. Замер производится щупом в 3 точках.

Рис. 3. Размещение и установка шестерен привода агрегатов:
а — размещение распределительных шестерен в задней части двигателя; б — схема установки распределительных шестерен по меткам; 1 — болт М12Х1 крепления роликоподшипника; 2, 21 — промежуточные шестерни; 3 — болт; 4, 17 — шайбы; 5 — манжета; 6 — корпус заднего подшипника; 7 — прокладка; 8 — сухарь; 9 — вал шестерни привода топливного насоса высокого давления; 10 — шпонка; 11, 15 — шарикоподшипники; 12 — шестерня привода топливного насоса высокого давления; 13 — распределительный вал в сборе с шестерней; 14 — упорная шайба; 16 — ось; 18 — болт М10Х1; 19 — конический двухрядный роликоподшипник; 20 — шпонка; 22 — упорное кольцо; 23 — стопорное кольцо; 24 — ведущая шестерня коленчатого вала
Установка цилиндро-поршневой группы в блок цилиндров.
Установка гильз цилиндров в блок.
Перед установкой гильз цилиндров в блок на фаски наносится смазка типа ЦИАТИМ. Гильзы цилиндров вставляются в блок усилием руки осторожно, не допуская срезания выступающих из канавок уплотнительных колец. На верхнем торце каждой гильзы со стороны, обращенной к вентилятору, наносится номер цилиндра.
Подготовка и установка поршней в гильзы цилиндров в сборе с кольцами, пальцами и шатунами.
Поршень с пальцем и шатуном, показанный на рис. 4, собирается после нагрева поршня до температуры 80…100°С. Отверстия в шатуне под пальцем и сам палец предварительно обильно смазываются дизельным маслом. Палец устанавливается усилием большого пальца руки. Запрессовка пальца в поршень не допускается. Выточки на поршне и пазы под усы вкладышей на шатуне располагаются в одну сторону. Поршневые пальцы от осевого перемещения надежно фиксируются стопорными кольцами.
Поршневые кольца перед постановкой на поршень должны иметь определенные размеры. Зазор поршневых колец замеряется в калибре диаметром 120+0,03 мм. Размеры зазоров поршневых колец и допустимые зазоры в замках указаны в табл. 1

Рис. 4. Установка поршня с шатуном в сборе в гильзу цилиндров:
а — поршень с шатуном в сборе: А — выемки для клапанов; Б — уступ (выемка) для захода усика вкладыша; б — установка поршня с шатуном и кольцами в сборе в гильзу с помощью приспособления: 1 — поршень; 2 — обойма приспособления И-801.00.001; 3 — гильза цилиндров.
Компрессионные и маслосъемные кольца устанавливаются с помощью плунжерного расширителя маслосъемных колец. Он вставляется в канавку поршня и кольцо надевается так, чтобы стык расширителя находился под углом 180° к замку кольца. После этого устанавливаются компрессионное кольцо, покрытое молибденом, и компрессионное кольцо, покрытое хромом.
Замки смежных колец разводятся в разные стороны.
Подбор поршня производится по расстоянию от образующей шатунной шейки коленчатого вала в верхнем ее положении до упорного бурта гильзы таким образом, чтобы выход днища поршня над упорным буртом гильзы цилиндров находился в пределах 0,6—0,7 мм, как показано на рис. 5.
Размеры зазоров поршневых колец и допустимые зазоры в замках, мм
| Параметры | Зазор после восстановления | Допустимый зазор |
| Замок в компрессионных поршневых кольцах | 0,4—0,6 | 0,8 |
| Замок в маслосъемных поршневых кольцах | 0,30—0,45 | 0,7 |
| Торцовый зазор верхнего компрессионного кольца | 0,12—0,17 | 0,22 |
| Торцовый зазор нижнего компрессионного кольца | 0,09—0,14 | 0,19 |
| Торцовый зазор маслосъемного кольца | 0,07—0,11 | 0,2 |
| Зазор в сопряжении поршень — гильза (при замере на расстоянии 0,119—0,162 мм от днища поршня) | 0,12—0,16 | 0,22 |

Рис. 5. Выход днища поршня над упорным буртиком гильзы цилиндров и установка уплотнений гильзы и головки в блоке:
а — величина выхода днища поршня над упорным буртиком гильзы цилиндров; б — уплотнения гильзы и головки цилиндров в блоке; I — поршень; 2 — опорный бурт гильзы цилиндров; 3 — уплотнительное кольцо головки цилиндров; 4 — уплотнительное кольцо гильзы цилиндров; 5 — головка цилиндров; 6 — прокладка головки цилиндра; 7 — блок цилиндров; 8 — уплотнительное кольцо нижней части опорного бурта гильзы цилиндров; 9 — гильза цилиндров

Рис. 6. Подбор поршня для установки его в цилиндр по расстоянию от шейки коленчатого вала до верхнего края гильзы цилиндров:
А — расстояние от шейки коленчатого вала до верхнего края гильзы цилиндров; Б — расстояние от оси пальца до плоскости выхода поршня из цилиндра; 1 — шейка коленчатого вала; 2 — гильза цилиндров; 3 — поршень
Методика производства измерений расстояния от образующей шатунной шейки коленчатого вала в верхнем ее положении до уплотнительного бурта гильзы цилиндров показана на рис. 68, а данные для подбора поршня по гильзе представлены в табл. 33. После подбора поршней на заводе-изготовителе индексы варианта поршня 10, 20, 30 и 40 наносятся на днище поршня и на нерабочем выступе торца гильзы.
При сборке цилиндро-поршневой группы необходимо подбирать поршни по гильзам таким образом, чтобы индексы у них были одинаковыми.

Рис. 7. Схема нумерации цилиндров и порядок работы двигателя
При установке поршня в гильзу выточки под клапаны на поршне должны быть смещены ближе к оси коленчатого вала.
Суммарный зазор между торцами между нижних головок шатунов и щеками коленчатого вала должен быть не менее 0,15 мм.
| Индекс варианта исполнения поршня | Расстояние от образующей шатунной шейки до упорного бурта гильзы цилиндров, мм | Расстояние от плоскости разъема до центра кольца, мм |
| 10 | 260,12—260,24 | 75,67—75,71 |
| 20 | 260,24—260,35 | 75,78—75,82 |
| 30 | 260,35—260,46 | 75,89—75,93 |
| 40 | 260,46—260,57 | 76,00—76,04 |
Спаренность крышек с шатунами проверяется по меткам завода-изготовителя. На крышках шатунов выбивается порядковый номер цилиндра.
Комплекты шатунов с поршнями и кольцами в сборе устанавливаются на двигатель в соответствии с номерами цилиндров, выбитыми на крышке шатуна. Нумерация цилиндров двигателя показана на рис. 69.
Затяжка болтов крепления крышек шатунов производится удлинением болтов на 0,25—0,27 мм.
Сборка и установка головок цилиндров.
Стержни клапанов перед сборкой графитизируются, рабочие поверхности направляющих втулок клапанов и стержни клапанов смазываются чистым дизельным маслом. Посадка клапанов на седла должна быть герметичной. Проверка герметичности производится сухим воздухом при давлении 0,15 МПа. Допустимая утечка воздуха не должна превышать 3,6 см3/мин. Клапаны должны быть надежно зафиксированы сухарями.
Головка цилиндров перед установкой тщательно обдувается сжатым воздухом от компрессора. Стыки головки цилиндра и гильзы, головки и блока уплотняются прокладками, показанными на рис. 67, б. Кольца уплотнительного газового стыка после установки в головку обжимаются усилием 4500 Н. Выход (выступ) плоскости кольца из головки после обжатия не должен превышать 0,08 мм. Забоины и заусенцы на выступах не допускаются.

Рис. 8. Выход днища поршня над упорным буртиком гильзы цилиндров и установка уплотнений гильзы и головки в блоке:
а — величина выхода днища поршня над упорным буртиком гильзы цилиндров; б — уплотнения гильзы и головки цилиндров в блоке; I — поршень; 2 — опорный бурт гильзы цилиндров; 3 — уплотнительное кольцо головки цилиндров; 4 — уплотнительное кольцо гильзы цилиндров; 5 — головка цилиндров; 6 — прокладка головки цилиндра; 7 — блок цилиндров; 8 — уплотнительное кольцо нижней части опорного бурта гильзы цилиндров; 9 — гильза цилиндров.
Перед установкой головок цилиндров на блок цилиндров плоскости их сопряжений, а также прокладки обдуваются сжатым воздухом. Резиновые уплотнительные кольца головок цилиндров устанавливаются плоской стороной к блоку цилиндров. Каждая головка цилиндра должна свободно, без ударов, устанавливаться на штифты. Резьба болтов крепления головки цилиндров смазывается тонким слоем графитовой смазки. Затяжка 6олтое производится равномерно, в 3 приема, чтобы исключить возможные перекосы головок. Моменты затяжки должны быть при 1-м приеме 40—50 Н*м; при 2-м приеме 120—150 Н*м, при 3-м приеме — 190—210 Н*м (рис. 70).
Топливный насос высокого давления (ТНВД) устанавливается в развале блока цилиндров на специальные поверхности.

Рис. 9. Затяжка болтов головки блока:
1—2—3—4 — последовательность затяжки
Болты равномерно затягиваются в 2 приема в последовательности, указанной на рис. 71, а. Момент затяжки болтов при установке ТНВД составляет 40—80 Н*м.
Для установки ТНВД проворачивается коленчатый вал до такого положения, при котором фиксатор, расположенный на картере маховика, войдет в паз на маховике. При этом метка на заднем фланце ведущей полумуфты должна находиться сверху, что обеспечивает положение поршня первого цилиндра в конце такта сжатия. После этого устанавливается ТНВД. Для этого метки на корпусе насоса и муфте опережения впрыска совмещаются, как показано на рис. 71, б и корпус насоса закрепляется.
Вал ведомой шестерни привода топливного насоса собирается с подшипником и шестерней. В задний торец вала запрессовывается сухарь привода датчика электротахометра на глубину (7±0,2) мм. При напрессовке шестерни и подшипников на вал передача усилий через шарики не допускается. При установке собранного вала на двигатель метка на ведомой шестерне привода топливного насоса совмещается с меткой на шестерне распределительного вала, как показано на рис. 65, после чего в переднюю опору запрессовывается подшипник и устанавливается корпус заднего подшипника.
После установки топливного насоса затягиваются стяжные болты переднего фланца полумуфты ТНВД, подсоединяются масляные трубопроводы, устанавливаются форсунки, после чего подсоединяются топливопроводы низкого и высокого давления, производится окончательная регулировка впрыска топлива, устанавливается рукоятка фиксатора в мелкий паз на корпусе фиксатора для закрепления муфты на валу.
Клапанный механизм собирается и регулируется после притирки и контроля клапанов в клапанных гнездах. Регулировка клапанов производится при четырех положениях коленчатого вала. Первое положение коленчатого вала определяется относительно начала впрыска топлива в первом цилиндре. Последующие положения коленчатого вала определяются его поворотом на угол, указанный в табл. 34. При каждом положении регулируются зазоры клапанов одновременно двух цилиндров в порядке работы: 1—5—4—2—6—3—7—8.

а — порядок затяжки болтов крепления ТНВД; б — установка муфты ТНВД на впрыск топлива в первый цилиндр двигателя; I, III, IV, II — последовательность затяжки болтов крепления ТНВД при установке его на двигатель; 1 — корпус ТНВД; 2 — муфта опережения впрыска топлива; 3 — диск вала привода ТНВД с гребенкой; 4 — вал привода муфты опережения впрыска топлива; 5 — крышка; 6 — метки гребенки на диске вала привода ТНВД; 7 — метка на корпусе муфты опережения впрыска; 8 — метка на корпусе ТНВД; 9, 12, 13, 15 — болты крепления ТНВД; 10 — секция подачи топлива к форсункам; 11 — направление порядка затяжки болтов крепления ТНВД; 14 — динамометрический ключ для затяжки болтов
В состав газораспределительного механизма, показанного на рис. 1, входят распределительный вал, толкатели с направляющими, штанги, прокладка крышки головки, коромыслас регулировочным винтом, клапаны с двумя клапанными пружинами, направляющая клапана и устройство крепления клапанов.

Рис. 1. Газораспределительный механизм двигателя КамАЗ-740
1 — распределительный вал; 2 — толкатель; 3 — направляющая толкателей; 4 — штанга; 5 — про- кладка крышки головки; 6 — коромысло; 7 — гайка; 8 — регулировочный винт; 9 — болт крепления крышки головки; 10— сухарь; 11 — втулка тарелки; 12 — тарелка пружины; 13 — наружная пружина; 14 — внутренняя пружина; 15 — направляющая клапана; 16 — шайба; 17 — клапан; А — тепловой зазор между носком коромысла и стержнем клапана

Рис. 2. Разборка клапанного механизма с использованием приспособления
1 — винт, 2 — рукоятка; 3 — тарелка; 4 — штифт; 5 — основание; 6 — траверса приспособления
Клапанный механизм закрывается крышкой. Крышки крепятся болтами к головкам цилиндров. Разборка клапанного механизма осуществляется с помощью приспособления И 801.06.100, показанного на рис. 2. Для разборки клапанного механизма необходимо: установить головку блока цилиндров на основание так, чтобы штифты приспособления вошли в отверстия под болты крепления головки; вращать вороток, вворачивать винт и тарелкой отжать пружины клапанов; снять сухари и втулки; вывернуть винт из траверсы, снять тарелку и пружины клапанов; вынуть впускной и выпускной клапаны. Штанги толкателей стальные, пустотелые, со вставками, наконечниками. Характерный дефект штанг: ослабление посадки наконечников и погнутость стержня штанги. На каждый клапан устанавливаются по две пружины. В соответствии с требованиями технических условий на контроль, сортировку и восстановление пружин предварительно устанавливаемое усилие пружин должно составлять 360 Н, а суммарное их рабочее (в сжатом состоянии) усилие — 830 Н. При дефектации пружин около 10 % от общего количества выбраковывается. Вместо выбракованных пружин на сборку”.
Возможные дефекты распределительного вала
Распределительный вал изготовляется горячей штамповкой из стали 18ХГТ. Он устанавливается в развале блока на 5 опорных подшипниках. Поверхности опорных шеек и кулачков после цементации закаливаются токами высокой частоты. Поверхности шеек и кулачков проходят точную механическую обработку: шлифуются, полируются и затем фосфатируются. Биение поверхностей второй, третьей и четвертой шеек относительно оси крайних шеек допускается не более 0,025 мм. Нецилиндричность опорных шеек 0,005 мм, непараллельность образующих всех кулачков относительно поверхности крайних шеек не более 0,05 мм. На задний конец распределительного вала напрессована стальная штампованная шестерня с прямыми зубьями. Зубья шестерни подвергаются термической обработке. Шестерня распределительного вала приводится во вращение через промежуточную шестерню шестерней коленчатого вала.
Читайте также: