
Замена маховика газ 3110
Нельзя промывать в щелочных растворах детали, изготовленные из алюминиевых сплавов (блок и головку цилиндров, поршни и др.), так как эти растворы разъедают алюминий.
Для очистки деталей от нагара рекомендуются следующие растворы:
Для алюминиевых деталей:
Мыло (зеленое или хозяйственное) – 10,0 г
Жидкое стекло – 8,5 Г
Для стальных деталей:
Каустическая сода (NaOH) – 25,0 г
Мыло (зеленое или хозяйственное) – 8,5 г
Жидкое стекло – 1,5 г
При сборке двигателя соблюдать следующие условия:
— протереть все детали перед сборкой чистой салфеткой и продуть сжатым воздухом, а все трущиеся поверхности смазать чистым маслом;
— осмотреть детали перед постановкой на место (нет ли трещин, отколов, забоин в других дефектов), проверить надежность посадки запрессованных в нее деталей, дефектные детали подлежат ремонту или замене новыми;
— все резьбовые детали (шпильки, пробки, штуцера), если они вывертывались или были заменены в процессе ремонта, необходимо ставить на сурике или белилах, разведенных на натуральной олифе.
Все неразъемные соединения, например заглушки блока цилиндров и т. п., должны ставиться на нитролаке.
К постановке на двигатель не допускаются:
— шплинты, шплинтовочная проволока и стопорные пластины, бывшие в употреблении;
— пружинные шайбы, потерявшие упругость;
— детали, имеющие на резьбе более двух забитых или сорванных ниток;
— болты и шпильки с вытянутой резьбой; болты и гайки с изношенными гранями.
Болты и гайки должны быть соответствующим образом законтрены (шплинтами, шплинтовочной проволокой, пружинными и специальными шайбами и контргайками).
Сборку двигателя производить в следующем порядке:
— очистить все привалочные поверхности блока цилиндров от прилипших и порванных при разборке прокладок;
— закрепить блок цилиндров на стенде, вывернуть с заднего торца пробку масляного канала и продуть все масляные каналы сжатым воздухом. Завернуть пробку на свое место;
— если имеется необходимость в замене картера сцепления или он устанавливается на блок цилиндров после ремонта, необходимо из блока предварительно удалить два установочных штифта, затем картер крепить к блоку цилиндров шестью болтами.
В блок цилиндров на крайних подшипниках устанавливают коленчатый вал, к фланцу которого крепится стойка индикатора.
Вращая коленчатый вал, проверяют биение отверстии для центрирующего бурта коробки передач, а также перпендикулярность заднего торца картера сцепления относительно оси коленчатого вала, как показано на рис. 1 и рис. 2.

Биения отверстий картера и торца не должны превышать 0,08 мм.
Если биение отверстия превышает указанную величину, следует ослабить затяжку болтов, крепящих картер к блоку цилиндров, и легкими ударами по фланцу картера добиваться правильной его установки;
— после затяжки болтов отверстия для установочных штифтов в картере сцепления и блоке цилиндров развертывают до ремонтного размера. Диаметр отверстия должен быть таким, чтобы в развернутых отверстиях не оставалась чернота.
После этого в отверстия запрессовывают штифты, диаметр которых на 0,015—0,051 мм больше размера отверстий;
— биение торца картера устраняется шабровкой. Следует иметь в виду, что при вышеописанной проверке необходимо пользоваться неизношенными коленчатым валом и вкладышами. При изношенных деталях результаты будут неверными;
— снять коленчатый вал;
— заменить (при необходимости) гильзы цилиндров новыми следующим образом:
— с помощью съемника (рис. 3) вынуть старую гильзу из блока;

— тщательно очистить от накипи и коррозии посадочные поверхности и поверхности уплотнения на гильзе и в блоке цилиндров;
— вставить новую или отремонтированную гильзу с надетой на нее прокладкой из красной меди. Гильза должна входить в блок цилиндров свободно, без усилий;
— закрепить гильзу держателем от выпадания.
Примечание. При замене дефектных или изношенных гильз новыми или отремонтированными положение их в блоке цилиндров не ориентируется.
В остальных случаях, прежде чем вынуть гильзы из блока цилиндров, необходимо маркировать их порядковыми номерами (счет вести от водяного насоса и коробке передач), а также отметить их положение в блоке цилиндров чтобы при сборке обеспечить их установку в прежнее положение.

Снимать металл надо вровень с изношенной частью гильзы;
— отрезать от шнура две набивки сальника заднего коренного подшипника коленчатого вала (длиной 120 мм каждая), вложить их в блок и держатель сальника;
Произвести подсборку коленчатого вала:
— вывернуть все пробки грязеуловителей шатунных шеек и удалить из них отложения. Промыть и продуть масляные каналы и полости грязеуловителей сжатым воздухом, завернуть и закернить пробки;
— проверить состояние рабочих поверхностей вала. Забоины, надиры и другие наружные дефекты не допускаются;
— смазать тугоплавкой консистентной смазкой 1-13 и запрессовать в задний конец коленчатого вала подшипник ведущего вала коробки передач;
— привернуть маховик к коленчатому валу двигателя динамометрическим ключом (момент затяжки гаек 7,6—8,3 кгм); гайки зашплинтовать;
привернуть нажимной диск сцепления в сборе с кожухом к маховику, предварительно отцентровав ведомый диск с помощью оправки (можно использовать ведущий вал коробки передач) по отверстию в подшипнике в заднем торце коленчатого вала.
Коленчатый вал, маховик и сцепление балансируются в сборе, поэтому при замене одной из этих деталей следует произвести динамическую балансировку. Дисбаланс не должен превышать 70 Гсм.
При балансировке снятие лишнего веса с тяжелой стороны производится высверливанием металла маховика на радиусе 151 мм сверлом диаметром 10 мм на глубину не более 12 мм. Расстояние между центрами сверлений должно быть не менее 14 мм.
Балансировку узла не следует начинать, если начальный дисбаланс превышает 180 Гсм. В этом случае необходимо разукомплектовать узел и проверить балансировку каждой детали в отдельности;
— надеть на первую коренную шейку коленчатого вала заднюю упорную шайбу баббитовой стороной к щеке вала;
— обжать задний сальник вала. Для этого в отверстие заднего коренного подшипника поставить оправку (рис. 5), установить держатель сальника и затянуть гайки подшипника и держателя;
протереть чистой салфеткой вкладыши коренных подшипников в их постели вложить вкладыши в постели;
— смазать чистым маслом для двигателя вкладыши коренных подшипников и шейки коленчатого вала и уложить коленчатый вал в блок цилиндров;
— надеть крышки коренных подшипников на шпильки блока цилиндров так, чтобы фиксирующие выступы на верхнем и нижнем вкладышах каждой крышки были с одной стороны, а номера, выбитые на крышках, соответствовали номерам постелей, выбитым на блоке цилиндров около шпилек.
При установке крышки переднего подшипника усик задней шайбы упорного подшипника коленчатого вала должен войти в паз крышки. Торец крышки переднего подшипника должен быть в одной плоскости с торцом блока цилиндров;
— посадить крышки коренных подшипников на свои места легким постукиванием резиновым молотком; крышки должны войти в пазы постелей блока;
— навернуть гайки крепления крышек и равномерно затянуть их, предварительно поставив стопорную пластину. Окончательную затяжку необходимо производить динамометрическим ключом (момент 10—11 кГм), отогнуть усики стопорной пластины;
— установить в пазы держателя сальника резиновые прокладки и их боковую поверхность, выступающую из паза, обмазать мыльным раствором. Установить держатель сальника на место и затянуть гайки;
— провернуть коленчатый вал, который должен свободно вращаться при небольшом усилии.
Вращать коленчатый вал можно за маховик или с помощью приспособления, состоящего из ведущего вала коробки передач с приваренным к нему четырехгранником под ключ или ручкой с квадратным отверстием.
Приспособление может быть использовано также для центрирования при постановке ведомого и нажимного дисков сцепления;
— поставить переднюю шайбу упорного подшипника баббитовой стороной к валу так, чтобы штифты, запрессованные в блок цилиндров и крышку, входили в пазы шайбы;
— надеть стальную упорную шайбу коленчатого вала неизношенной поверхностью к покрытой баббитом поверхности передней шайбы упорного подшипника;
— напрессовать до упора шестерню коленчатого вала и проверить осевой зазор коленчатого вала.
Проверка производится следующим образом: заложить отвертку (вороток, рукоятку молотка и. т. п.) между первым кривошипом вала к передней стенкой блока цилиндров и, пользуясь ею как рычагом, отжать вал к заднему концу двигателя.
С помощью щупа определить зазор между торцом задней шайбы упорного подшипника и плоскостью бурта первой коренной шейки. Зазор должен быть в пределах 0,075—0,175 мм;
— произвести подсборку шатунно-поршневой группы:
очистить днища поршней и канавки для поршневых колец от нагара, как показано на рис. 6;
— в случае замены поршня, поршневого пальца или шатуна необходимо:
— вынуть с помощью плоскогубцев стопорные кольца поршневого пальца;
— на приспособлении вынуть поршневой палец (поршневые кольца перед этим должны быть сняты);
Установка маховика на 402 двигатель
вибрация после кап ремонта на змз402. Грешу на маховик так как я его ставил не по метке, может развернуть его? на 180гр | Автор темы: Наталья
Инна На сколько помню на 402 поставить маховик по другому нельзя.
Сборка 402 двигателя, Волга, Газель (часть 2). Сделай Сам!





разрушение 17 мифов:
1). 402 ведет родословную от Доджа 30-х годов!
section (Hanokh) 3.1) ЗМЗ-402 нельзя крутить выше 3500 об\м потому что:
section (Hanokh) 3.2). ЗМЗ-402 нельзя крутить выше 3500 об\м потому что:
Отнесите коленвал в механообработочную контору, промерить на призмах и, при необходимости, обеспечить полную соосность всех коренных шеек и посадок под сальники. Остальное уже дело техники: поставить немецкую набивку (не забыв правильно сориентировать по вращению), следить за кольцами и не допускать засорения вентиляции картера. И крутить сколько влезет.
section (Hanokh) 4.1) ЗМЗ-402 бесполезно тюнинговать, потому что:
section (Hanokh) 4.2) ЗМЗ-402 бесполезно тюнинговать, потому что:
— На заводе сидят люди не глупее нас: если они не смогли сделать движок мощнее, значит нам и пытаться нечего.
— Слабый блок не выдержит возросших нагрузок.
Для очень опасливых существует блок 4022 с верхней фиксацией гильз, в котором собирали форкамерные движки.
section (Hanokh) 7). ЗМЗ-402 не в меру прожорлив.
Он прожорлив как раз в меру, средний расход 12л на сотню для движка объемом 2.5 литра вполне нормален. Вопрос надо ставить по-другому: почему он не едет на свой расход? Ответ я уже приводил выше: потому что ему нечем дышать. Освободив дыхание, мы получаем требуемый прирост мощности, при этом расход остается на уровне тех же 12 литров. Совершенно серьезно.
8). Если из 402-го не течет масло, значит оно кончилось.
В отличие от изделий Ульяновского моторного, которые умеют течь прямо сквозь блок, наши все же не безнадежны: все течи можно локализовать и пофиксить, получив абсолютно сухой движок. Хотя это может потребовать его полной разборки. Сверху вниз:
— Крышка маслозаливной горловины. Течет в основном потому что кромка горловины неровная и не позволяет нормально прижиматься уплотняющей резинке. Снять клапанную крышку, выровнять кромку шкуркой на шлифке, наслаждаться сухостью. Масляные крышки подходят от 406-го движка, они более аккуратно сделаны.
— Прокладка клапанной крышки. Особенно любит незаметно течь с заднего торца: движок наклонен назад и там собирается масло, поднимаясь иногда выше уровня прокладки. Лечится комплексно: винты меняются на шпильки, обычные шайбы на фигурные (УМЗшные или подпиленные по месту жигулевские), прокладка ставится резинопробковая или пробковая. И никаких герметиков.
— Шпильки головы. Из блока по резьбе могут сочиться масло и тосол. Забить или придумать как уплотнить шпильки \ резьбу.
— Крышка толкателей. Если не гнутая, то обычно течет по шпилькам. Лечится уплотнением гаек герметиком или резиновыми шайбочками.
— Место крепления стакана \ переходника маслофильтра к блоку. Рекомендуется сажать на герметик. Гайки не перетягивать!
— Кран маслорадиатора. Выкинуть и заменить на шаровой \ клиновой, ибо случай клинический. Или на термоклапан.
— Фланец бензонасоса. Тут я пас, у меня там заглушка.
— Прокладка поддона. Сама она обычно проблем не доставляет (если не перетянута), а вот шпильки ее проходят сквозь стенку блока насквозь и вылезают в картер. Само собой, по ним сочится масло, повисая снизу каплями. Поэтому шпильки выкручивам и сажаем на резьбовой фиксатор, заодно можно три передних заменить болтами. Это чтобы можно было переднюю крышку блока снимать свободно. Также вместо прокладки не возбраняется посадить поддон на герметик.
Остальные случаи или очень редки или очевидны и не доставляют проблем в диагностике и лечении.
9). В 402-й нельзя лить синтетику, набивка ее не держит.
Набивке пофигу что держать, она или держит, или нет. К слову, моя машина ездит на синтетике. Другое дело что и на более дешевой полусинтетике, и даже на минералке движок себя чувствует ничуть не хуже.
section (Hanokh) 10.1) После капиталки 402-й живет не больше 50 тыс.км.
Капиталка капиталке рознь. Что обычно делает волговод, который не в теме? Отдает машину дяде Васе (а то и дяде Ашоту), идет в магазин и старается купить максимум нового. Новый коленвал, шлифованный без центров и с шейками НЕ закаленными током высокой частоты (что было обязательным в советские времена). Новые шатуны с разновесом граммов в 20 и криво развернутыми верхними втулками. Новые шатунные болты, перекаленные. Новую ось коромысел с сырыми регулировочными болтами и не совпадающими масляными каналами. Новые штанги, различающиеся по длине на 2-3 миллиметра. Новые гайки оси коромысел и головки блока, тоже сырые. Потом дядя Вася молотком выбьет из головы старые направляющие втулки, им же забьет новые, криво и на разную глубину прошарошит седла. На притирку клапанов забьет, ибо головняк, а клиент проверить не сможет. При затяжке ГБЦ сорвет пару сырых гаек и оставит, ничего не сказав хозяину. Несложно понять, что такой движок совершенно точно не проживет больше 50 тысяч, при этом чек из магазина заставит погрустнеть даже неисправимого оптимиста.
section (Hanokh) 10.2) После капиталки 402-й живет не больше 50 тыс.км.
Теперь о том, какие запчасти на данный момент (декабрь 2019-го) можно безопасно покупать в магазинах.
— Поршневые в комплекте, любого производителя (ЗМЗ или Кострома).
— Вкладыши и кольца.
— Распредвалы и толкатели, за штангами приходить с линейкой и выбирать по длине.
— Все по голове кроме оси коромысел, независимо от производителя: клапана, направляющие втулки, седла, пружины с тарелками и сухарями. Производителей хватает, можно повыбирать.
— Шестерни распредвала (половина проворачивается, но других взять просто негде).
— Все навесное.
section (Hanokh) 11). Если головку фрезернуть до высоты меньше 94мм ездить можно будет только на 98 бензине.
12). Для перевода 4021 \ 2401 на АИ-92 обязательно нужно фрезеровать голову, иначе прогорят клапана.
section (Hanokh) 15). После замены стакана маслофильтра на переходник нельзя использовать жигулевские фильтры, можно ставить только от ЗМЗ-406.
section (Hanokh) 16). Большинство иномарочных радиаторов не подходят для ЗМЗ-402 из за меньшего диаметра выводов: не хватит пропускной способности.
Ремонт маховика своими руками . Токарь больше не нужен !

Развалилось сцепление . На замену приобрёл универсальную лепестковую корзину к 402-406 двигателю и 406 диск . 406 диск на 12 мм больше чем 402 . У меня стоял ранее 402 диск от которого на маховике появилась выработка примерно 0,5 мм . Новый диск практически не прилегал к маховику из-за большего диаметра .
Хочешь-не хочешь , а маховик надо протачивать . На 6ти миллиметрах далеко не уедешь . Поиск в интернете категорично выдал проточку в токарном станке - альтернативы якобы нет .
Но что то мне неспокойно было от этой безальтернативности . Я же на Волге езжу , а значит по пустякам токарей беспокоить не буду . Повертел снятый маховик в руках , посмотрел на выработку - похоже как-будто маховик резцом продрали но не до конца . И тут до меня дошло , что зря я маховик снял . Двигатель - тот же токарный станок , а маховик на своём месте уже отцентрован отбалансирован - готов к проточке . Осталось только додуматься что применить вместо резца.
Да , резец - звучит как-то травмоопасно , в лоб отлетит мало не покажется . Полчаса голову ломал и понял что нужен абразивный камень . Но до конца не был уверен что получится . Притащил брусок для ножей, шлифкружок от болгарки , и обломок наждачного камня . Эксперимент начался .
Первое - надо выставить двигатель горизонтально , а то вентилятор начинает долбить по диффузору на радиаторе
Второе - протачиваем на повышенных оборотах - подсос вытянул и вперёд .
Третье - для проточки лучше всего подошел обломок наждачного камня средней зернистости диаметром 200-300мм чтобы было за что держаться .
Четвёртое - очки оденьте ,искры летят .
Проточил я маховик за 1 минуту , не ожидал что всё будет так просто . После наждака полирнул маховик наждачкой . Результатом доволен , уже месяц езжу . Патентовать не буду , пользуйтесь господа волговоды .
_________________
ГАЗ-24,1971
ГАЗ-24 1974
Делай ,что должен и будь, что будет.
Высокий профессионализм наших специалистов, а также использование качественных материалов, оригинальных запасных частей и современного оборудования – все это дает гарантию того, что для Вашего автомобиля будет проведена максимально точная и объективная диагностика и выполнен качественный ремонт.
Мы понимаем, насколько важно приехать в сервисный центр и, доверившись профессионалам, быть уверенными, что Ваш автомобиль находится действительно в надежных руках. Именно такого технического сервиса мы придерживаемся и стараемся улучшать его с каждым днем. Для этого тщательно отслеживается качество работы и создаются наиболее комфортные условия для всех автовладельцев. Наши специалисты сделают все необходимое, чтобы Вы действительно остались довольны нашим сервисным центром и порекомендовали его своим знакомым.
Коленвал двс ЗМЗ-406 автомобилей ГАЗ-3110 Волга, Газель-3302 отлит из высокопрочного чугуна, пятиопорный, имеет для лучшей разгрузки опор восемь противовесов.
Вал динамически сбалансирован: допустимый дисбаланс не более 18 гсм на каждом конце вала.
Диаметр коренных шеек 62 мм, шатунных - 56 мм. Коренные и шатунные шейки связаны отверстиями в щеках коленвала.
Полости в шатунных шейках закрыты резьбовыми пробками и предназначены для дополнительной очистки масла, поступающего на шатунные шейки.
Масло к коренным шейкам подводится по каналам в перегородках блока из масляной магистрали, к полостям шатунных шеек - по отверстиям в щеках вала из канавок в верхних вкладышах коренных шеек коленчатого вала.
Осевое перемещение коленвала мотора ЗМЗ-406 автомобилей ГАЗ-3110 Волга, Газель-3302 ограничивается двумя упорными сталеалюминиевыми шайбами 3 (рис. 10), расположенными по обе стороны среднего (третьего) коренного подшипника, каждая из упорных шайб состоит из двух полушайб: верхней и нижней.
Полушайбы антифрикционным слоем обращены к щекам коленчатого вала ЗМЗ-406. Полушайбы удерживаются от вращения за счет выступов на нижних полушайбах, входящих в пазы на торцах третьей крышки 4 коренного подшипника. Величина осевого зазора составляет 0,06-0,162 мм.
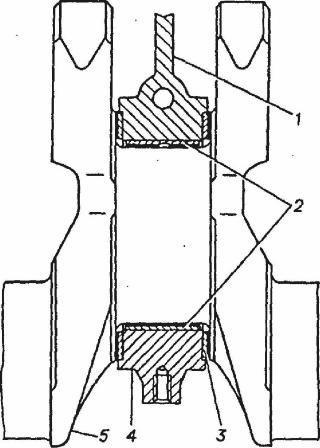
Рис.10. Средний (упорный) подшипник коленвала ЗМЗ-406 автомобилей ГАЗ-3110 Волга, Газель-3302
1 - блок цилиндров; 2 - вкладыши подшипника; 3 - упорная шайба; 4 - крышка подшипника; 5 - коленвал
На переднем конце коленчатого вала (рис. 11) на шпонках установлены ведущая звездочка 6 привода распределительных валов, втулка 5 и шкив-демпфер 2.
Все эти детали стянуты болтом 1, ввертываемым в передний торец коленчатого вала. Между звездочкой и втулкой установлено резиновое уплотнительное кольцо 12 круглого сечения.
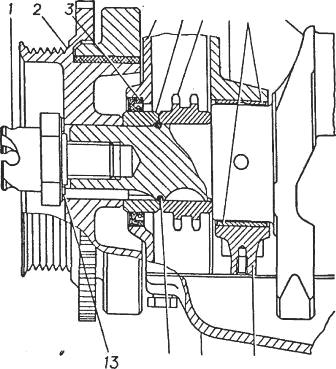
Рис.11. Передний конец коленвала ЗМЗ-406 автомобилей ГАЗ-3110 Волга, Газель-3302
1 - храповик (или болт); 2 - шкив-демпфер с диском синхронизации; 3 - манжета; 4 - крышка цепи; 5 - втулка; 6 - звездочка; 7 - блок цилиндров; 8 - вкладыш подшипника; 9 - коленчатый вал; 10 - крышка подшипника; 11 -масляный картер;12 - резиновое уплотнительное кольцо; 13-стопорная шайба
На цилиндрической поверхности шкива-демпфера коленчатого вала ЗМЗ-406 выполнена риска для определения ВМТ первого цилиндра при установке привода распределительных валов.
При совмещении, метки на шкиве-демпфере с ребром - указателем на крышке цепи, поршень первого цилиндра находится в ВМТ.
Кроме того, на шкиве-демпфере выполнен специальный зубчатый диск (диск синхронизации) с числом зубьев 60 минус 2 зуба, который обеспечивает работу датчика положения коленчатого вала КМСУД.
Передний конец коленвала мотора ЗМЗ-406 автомобилей ГАЗ-3110 Волга, Газель-3302 уплотнен резиновой манжетой 3, запрессованной в крышку цепи.
Надежная работа манжеты обеспечивается центровкой крышки цепи на двух штифтах-втулках, запрессованных в переднем торце блока цилиндров.
Задний конец коленчатого вала (рис. 12) также уплотнен резиновой манжетой 5, запрессованной в крышку 4, которая крепится к заднему торцу блока цилиндров.
Маховик двигателя ЗМЗ-406
Маховик ЗМЗ-406 автомобилей ГАЗ-3110 Волга, Газель-3302 отлит из серого чугуна, установлен на посадочный выступ и штифт фланца коленчатого вала и крепится к нему шестью болтами М8, имеющими самоконтрящуюся резьбу.
Для надежности крепления головки болтов прижимаются к стальной термообработанной шайбе. На маховик напрессован зубчатый обод для пуска двигателя стартером.
К заднему торцу маховика шестью болтами М8 прикреплено сцепление.
В центральное отверстие маховика устанавливаются распорная втулка 9 (см. рис. 12) и подшипник 8 первичного вала коробки передач.
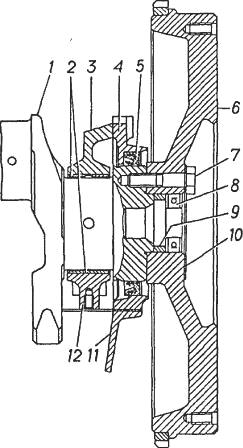
Рис.12. Задний конец коленвала ЗМЗ-406 автомобилей ГАЗ-3110 Волга, Газель-3302
1 - коленчатый вал; 2 - вкладыши подшипника; 3 - блок цилиндров; 4 - крышка; 5 - манжета; 6 - маховик; 7 - болт крепления маховика; 8 - подшипник; 9 - распорная втулка; 10 - шайба болтов маховика; 11 - масляный картер; 12 - крышка подшипника
Вкладыши коленвала ЗМЗ-406
На двигателе ЗМЗ-406 (ГАЗ-3110) коренные и шатунные подшипники коленчатого вала состоят из тонкостенных вкладышей, изготовленных из малоуглеродистой стальной ленты, залитой тонким слоем антифрикционного высокорловянистого алюминиевого сплава.
Толщина коренного вкладыша - 2,500-2,508 мм, шатунного -2,000-2,008 мм.
В каждом подшипнике установлены по два вкладыша. Осевому перемещению и проворачиванию вкладышей в постелях блока и в шатунах препятствуют фиксирующие выступы на вкладышах, входящих в соответствующие пазы в постелях блока или в шатунах.
Верхние вкладыши мотора ЗМЗ-406 автомобилей ГАЗ-3110 Волга, Газель-3302 коренных подшипников с канавками и отверстиями, нижние без канавок и отверстий.
Через отверстие верхнего вкладыша масло поступает к подшипникам из канала в постели блока, а через отверстия в коленчатом вале - к шатунным подшипникам.
Отверстие в шатунных вкладышах совпадают с отверстием в шатунах. Ширина коренных вкладышей - 28 мм, шатунных - 20,5 мм.
Диаметральный зазор между шейкой и вкладышами составляет 0,019-0,073 мм для коренных и 0,009-0,063 мм для шатунных подшипников.
При наличии трещин любого характера коленвал подлежит замене.
Для удаления продуктов износа в полостях шатунных шеек и в масляных каналах коленчатого вала необходимо вывернуть пробки шеек, промыть (раствором каустической соды, нагретом до 80°С и металлическим ершиком прочистить полости и каналы.
При повреждении резьбы в отверстиях до двух ниток ее восстанавливают метчиком под номинальный размер.
Если сорвано две и более ниток, то производят ремонт:
- резьба в отверстиях под болты крепления маховика ЗМЗ-406 - установкой резьбовых спиральных вставок;
- резьба в отверстии под храповик - нарезанием ремонтной резьбы;
- резьба в отверстиях под пробки - нарезанием ремонтной резьбы.
Шатунные и коренные шейки коленвала -3302, изношенные в пределах ремонтного размера, шлифуют под ближайший ремонтный размер (1-й, 2-й или 3-й) с допуском, установленным для шеек номинального размера (все шейки шлифуют под один ремонтный размер).
Острые кромки фасок масляных каналов притупляют конусным абразивным инструментом, а затем шейки подвергают полированию.
Читайте также: