
Замена ремня грм газель 402
Давненько я манальчиков не делал
Итак, готов мануал с фотками по замене грм на "крыске"
Инструмент необходимый: Головки (кому нравятся то ключи, но не все ими можно открутить, 15, например, только голова ) 7 8 10 12 13 14 15! 17 18. 19 молоточек и ГЛАВНОЕ Трех-лапый съёмник(фото 15) и плоский напильник, для доводки лап съемника если не помещяются (там узко) между шкивом и пластиковым кожухом!! Если съемника НЕТ, ЗАБУДЬТЕ про замену ГРМ, шкив коленвала не снимете !
Из основного скажу: меняйте помпу с ГРМ вместе, ибо это Вам не 406, там для замены помпы надо добавить еще часик времени.Если есть помошник, то вам повезло, в четыре руки гораздо удобнее!
Итак начнем.
1. Снимаем клеммы АКБ
2. Если помпу меняем, то сливаем ОЖ верхние патрубки радиатора и вентилятор. Если помпу не мееяем, то: Ослабиваем хомут верхний патрубок-Радиатор, Патрубок термостата-Труба, Приготавливаем проволочку(Веревочку). Разъединем трубу с патрубком термостата, левой рукой поднимаем трубу вверх (Предварительно сорвав патрубок на радиаторе чтоб проворачивался на радиаторе) и она, провернув патрубок на радиаторе встает как "дымоход радиатора". Правой рукой загибаем патрубок термостата к верху и подвязываем проволокой(Я к петле капота левой). При таком методе вытекает грамм 50-150 ож. Теперь скидываем вентилятор.
3. Генератор снимаем, Ну это просто )
4. Верхний пластик-Кожух валов грм.
5. Корпус воздушного фильтра.
6. Скидываем ролик натяжитель, Паразитный и кронштейн крепления компрессора. С компрессором поаккуратней, между ним и кронштейном вставлены проставки а ля трубки. См. фото 3 ).
7. Выкручиваем два передних болта крепления общей панели крепления навесного оборудования (далее "Панель", Я ее так назвал, А как эта железяка люминиевая называется правильно, в душе не знаю ). Далее откручиваем слева (по сути справа, здесь я стороны буду называть исходя из положения рук, Правая левая относительно положения тела при ремонте лицом к мотору чтоб не путались) болт крепления кронштейна корпуса возд.фильтра к "панели". Справа ТРИ болта (в книге которая была рядом написано один), см фото7. НО . сперва два верхних, потом сквозь отверстия шкива насоса гур выкручиваем три болта его крепления, поднимаем вверх и откручиваем нижний болт. На этом пока все.
8. А теперь самое интересное. Включаем 5-ую передачу, ручник (или помощник жмет тормоз) и откручиваем болт шкива коленвала на 1см примерно.. Резьба на нем обычная, правая. Берем съемник (фото 15) и цепляем за проточки на ступице шкива (фото 4) и упираем в болт колена. Вот здесь и пригодится напильник. Если съемник не влазит, по причине малого расстояния между шкивом и пластиковым кожухом, то лапки доработать напильником. Длины болта не хватит полностью стянуть шкив, но того остатка хватит, чтобы стянуть окончателно ударами молоточка. Все, переходим к пункту 9.
9. ПЕРЕКУР .
- Бог еды и плодородия у народов Крайнего Севера, восемь букв?
- Вертолёт

Не прошло и 4000, как дошли руки до регулировки ГРМ. Изначально на шестернях меток нет. Такое БЫВАЕТ. И всё устанавливалось немного на глаз, без должной точности. При ВМТ первого цилиндра кулачки распредвала под его клапанами должны болтаться снизу, практически с одинаковыми углами отстояния от вертикали, градусов шесть разница. Поставил, собрал, завёл с полоборота. Но нет мощности.
Практика показала простое решение проблемы отсутствия меток.
Основной вопрос — съёмник ступицы шкива коленвала и шестерни распредвала.
Сделал его из пластины прочной стали толщиной 8мм. Сверлется 2 отверстия, по размерам резьбовых отверстий на ступице шкива. Потом между ними ещё одно, по размеру резьбовых отверстий на шестерне распредвала. Всё, съёмник готов. У меня ушло на него 4 сверла…
Второй шаг — снять систему водяного охлаждения. Ну, тут всё очень просто.
Третий шаг — выкручивание свечей и регулировка клапанов. Не торопясь и качественно, пока душевных сил в избытке.
Снимаем ступицу шкива коленвала, снимаем переднюю крышку с движка. Замечу здесь, что у меня поддон прихвачен винтами, а не гайками на шпильки, поэтому для снятия передней крышки мне не нужно спускать масло из движка.
Я пару дней считал углы и вникал в какую сторону смещение, но ошибся. После установки шестерни распредвала машина перестала заводится. Потому, что компрессия стала 3 атмосферы. Кстати сказать, при компрессии 6 движок заводился на 92-м без проблем.
Четвёртый шаг. После замера компрессии (3), шестерня распредвала была смещена в другую сторону, безо всяких расчётов и прикидок на четыре деления сразу. С горя и ради теста. Снял + поставил + новый замер компрессии = 10 минут времени. Так как компрессия стала 9, то движок без дальнейших опытов был дособран тут же. Распредвал и ось коромысел не трогали — клапана регулировать не надо.
Пятый шаг. Сложнее дело с выставлением зажигания. В ВМТ первого цилиндра не получалось выставить шлицы привода трамблёра параллельно распредвалу (это тоже, как бы, знак правильности). Угол получался в лучшем положении градусов 10, как не пробуй. Но, подкручиванием трамблёра, зажигание удалось поставить на место.
Ещё кое-что замечу, по-поводу компрессии. Изначально после сборки движка, шестёрка на компрессометре набегала после двух циклов сжатия. После первого смещения ГРМ, тройка набиралась уже с пятого цикла сжатия. А при оставленном положении ГРМ, девятка появляется с первым же оборотом, и далее не меняется.
Что изменилось. Приёмистость машины удвоилась. Хотя, при старте машина на сильно низких (>1200) может заглохнуть, но это уже вопросы к карбюратору. На четвёртой при обгоне легковушки, успеваю разогнаться до 130, и делаю обгон втрое быстрее. На пятой появилось ускорение, которого раньше не было совсем. Верхний предел скорости не испытывал, потомучто правый шкворень разболтан и колесо имеет сантиметровый люфт (хотя это проявляется в самодоруливании машины при повороте влево).
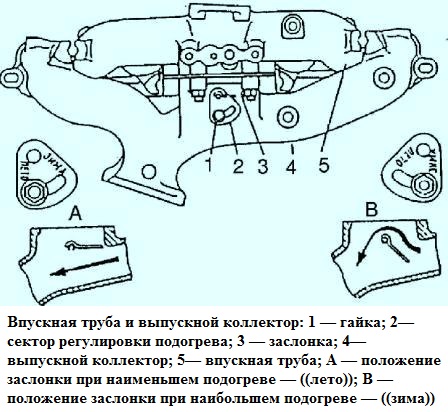
Впускная труба изготовлена из алюминиевого сплава, выпускной коллектор прилегающий к головке цилиндров обработан в сборе с неплоскостностью 0,2 мм, поэтому разборка узла без необходимости нежелательна
Средняя часть впускной трубы подогревается отработавшими газами, проходящими по выпускному коллектору
Степень подогрева можно регулировать вручную при помощи поворачивающейся заслонки 3 в зависимости от сезона.
При повороте сектора 2 в положение, при котором метка ((зима)) находится против стопорной шпильки, подогрев смеси наибольший; при повороте в положение метки лето подогрев наименьший.
Распределительный вал — чугунный, литой со стальной шестерней привода масляного насоса и датчика-распределителя зажигания; имеет пять опорных шеек разных диаметров (для удобства сборки):
- первая — 52 мм, вторая — 51 мм, третья — 50 мг четвертая — 49 мм, пятая — 48 мм.
Шейки опираются непосредственно на поверхность расточек в алюминиевом блоке цилиндров.
Рабочая поверхность кулачков и эксцентрика привода топливного насоса отбелена до высокой твердости при отливке распределительного вала.
Зубья шестерни привода масляного насоса закалены.
Профили впускного и выпускного кулачков одинаковы.
Кулачки по ширине шлифованы на конус.
Коническая поверхность кулачка в сочетании со сферическим торцом толкателя при работе двигателя сообщает толкателю вращательное движение. Вследствие этого износ направляющей толкателя и его торца делается равномерным и небольшим.
Впускная труба и выпускной коллектор 1-го и 4-го цилиндров соединены между собой в один узел через прокладку четырьмя болтами.
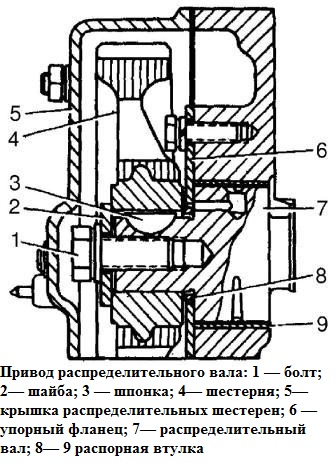
Распределительный вал 7 приводится во вращение от коленчатого вала косозубой шестерней 4. На коленчатом валу находится стальная шестерня с 28 зубьями, а на распределительном валу — текстолитовая шестерня с 56 зубьями.
Применение текстолита обеспечивает бесшумность работы шестерен.
Обе шестерни имеют по два отверстия с резьбой М8х1 25 для съемника.
Распределительный вал вращается в 2 раза медленнее коленчатого.
От осевых перемещений распределительный вал удерживается упорным стальным фланцем 6, который расположен между торцом шейки вала и ступицей шестерни с зазором 01—0,2 мм.
Осевой зазор обеспечивается распорным кольцом 8, зажатым между шестерней и шейкой вала. для улучшения приработки поверхности упорного фланца фосфатированы.
Шестерня закреплена на распределительном валу при помощи шайбы 2 и болта 1 с резьбой М12х1,25. Болт ввертывается в торец вала.
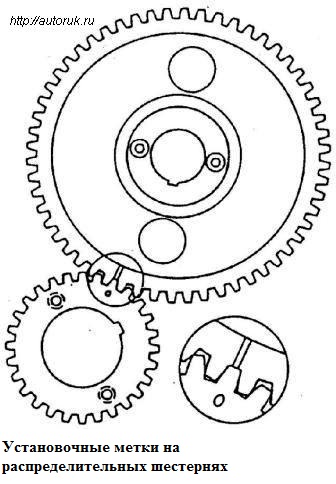
На шестерне коленчатого вала против одного из зубьев нанесена метка а против соответствующей впадины шестерни распределительного вала нанесена риска или засверловка.
При установке распределительного вала эти метки должны быть совмещены.
Распределительный вал обеспечивает следующие фазы газораспределения: впускной клапан открывается с опережением на 12° до прихода поршня в ВМТ, закрывается с запаздыванием на 60° после прихода поршня в НМТ, выпускной клапан открывается с опережением на 54° до прихода поршня в НМТ и закрывается с запаздыванием на 18° после прихода поршня в ВМТ.
Указанные фазы газораспределения действительны при зазоре между коромыслом и клапаном, равном 0,5 мм.
Коромысла клапанов 8 одинаковые для всех клапанов, стальные, литые
В отверстие ступицы коромысла запрессована втулка, свернутая из листовой оловянистой бронзы.
На внутренней поверхности втулки сделана канавка для равномерного распределения масла по всей поверхности и для подвода его к отверстию в коротком плече коромысла.
Длинное плечо коромысла заканчивается закаленной цилиндрической поверхностью, опирающейся на торец клапана 2, а короткое плечо — резьбовым отверстием для регулировочного винта.
Регулировочный винт 9 имеет шестигранную головку со сферическим углублением для штанги, а с верхнего конца — прорезь для отвертки.
Сферическое углубление соединено сверлеными каналами с проточкой на резьбовой части винта.
Проточка на винте находится напротив отверстия в плече коромысла, т. е. примерно посередине высоты резьбовой бобышки короткого плеча коромысла.
Масло в этом случае беспрепятственно проходит из канала коромысла в канал винта.
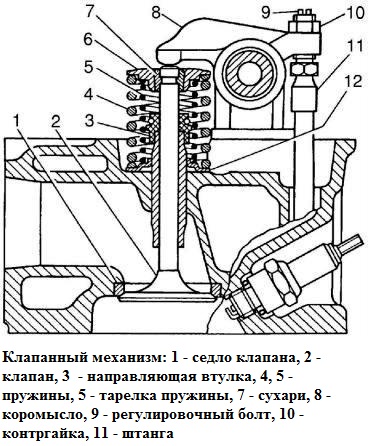
Регулировочный винт стопорится контргайкой 10.
Коромысла - установлены на полой стальной оси, которая закреплена на головке цилиндров при помощи четырех основных стоек из высокопрочного чугуна, двух дополнительных стоек из ковкого чугуна и шпилек, пропущенных через стойки.
Четвертая основная стойка на плоскости, прилегающей к головке цилиндров, имеет паз, через который подводится масло из канала в головке в полость оси коромысел.
Остальные стойки фрезерованного паза не имеют, поэтому их нельзя ставить на место четвертой стойки.
От осевого перемещения коромысла удерживаются распорными пружинами, прижимающими коромысла к стойкам.
Крайние коромысла находятся между дополнительными и основными стойками, для увеличения износостойкости наружная поверхность оси под коромыслами закалена.
Под каждым коромыслом в оси сделано отверстие для смазки.
Клапаны изготовлены из жаропрочных сталей: впускной клапан — из хромокремнистой, выпускной — из хромоникельмарганцовистой с присадкой азота.
На рабочую фаску выпускного клапана дополнительно наплавлен более жаростойкий хромоникелевый сплав. диаметр стержня клапанов — 9 мм.
Тарелка впускного клапана имеет диаметр 47 мм, а выпускного — 39 мм.
Угол рабочей фаски обоих клапанов — 45°.
На конце стержня клапанов выполнена выточка для сухариков тарелки пружины клапана.
Тарелки пружин клапанов 6 и сухарики 7 изготовлены из стали и подвергнуты поверхностному упрочнению.
На каждый клапан устанавливается по две пружины: наружная 4 с переменным шагом с левой навивкой и внутренняя 5 с правой навивкой.
Пружины изготовлены из термически обработанной высокопрочной проволоки и подвергнуты дробеструйной обработке.
Под пружины устанавливаются стальные шайбы 12.
Наружная пружина устанавливается вниз концом, имеющим меньший шаг витков.
Клапаны работают в металлокерамических направляющих втулках.
Втулки изготовлены прессованием с последующим спеканием из смеси железного, медного и графитового порошков с добавлением для повышения износостойкости дисульфида молибдена.
Внутреннее отверстие втулок окончательно обрабатывается после их запрессовки в головку.
Втулка впускного клапана снабжена стопорным кольцом, препятствующим самопроизвольному перемещению втулки в головке.
Для уменьшения количества масла, проникающего через зазоры между втулкой и стержнем клапана, на верхние концы всех втулок напрессованы маслоотражательные колпачки 3, изготовленные из маслостойкой резины.
Распределительный механизм закрыт сверху крышкой коромысел, штампованной из листовой стали, с закрепленным с внутренней стороны фильтрующим элементом системы вентиляции картера.
Крышка коромысел крепится через резиновую прокладку к головке цилиндров шестью винтами.
Толкатели — стальные, поршневого типа.
Торец толкателя наплавлен отбеленным чугуном и шлифован по сфере радиусом 750 мм (выпуклость середины торца равна 0,11 мм).
Внутри толкателя имеется сферическое углубление радиусом 8,73 мм для нижнего конца штанги.
Вблизи нижнего торца сделаны два отверстия для стока масла из внутренней полости толкателя.
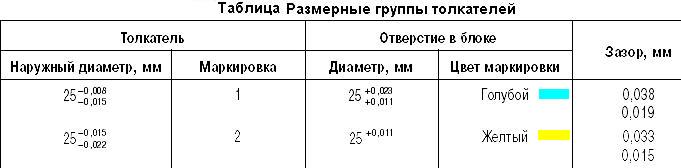
Толкатели по наружному диаметру и отверстия под толкатели в блоке цилиндров разбиты на две размерные группы.
При сборке толкатели определенной группы следует устанавливать в отверстия, отмеченные соответствующей краской.
Штанги толкателей. для обеспечения стабильности зазоров в клапанном механизме при нагревании и охлаждении двигателя штанги толкателей изготавливаются из дюралюминиевого прутка.
На концы штанг напрессованы стальные закаленные наконечники со сферическими торцами.
Нижний наконечник, сопрягающийся с толкателем, имеет торец с радиусом сферы 8,73 мм, а верхний, входящий в углубление в регулировочном винте коромысла, — 3,5 мм.

Всем привет!
в запале возни с запуском двигателя добрался я до шестерён ГРМ, так как одной из версий была их неправильная установка. Осмотр показал, что по меткам всё верно, а вот по зубьям, получается, распредвал отстаёт на один зуб. Я считал зубья от шпонки, с инфой с оллгаза не совпало на один зуб, распред вроде как должен приходить четвёртым промежутком, а метка на третьем.
Вопрос — я болван и всё правильно, или таки надо распред против часовой на один зуб сдвинуть?
Метки: змз-402, змз 402, метки грм, грм, фазы грм
Комментарии 100

Alex отпишись, чем дело закончилось? По ходу у меня такие же траблы(((((! Всё есть, а движок не работает! (((( Всё по меткам, искра есть, компрессия есть, бензин есть а двигло работает только на подсосе, холостого хода нет вААще! ((((


Где-то есть подсос воздуха, у меня тогда пропускала прокладка под коллекторами, также проверь на герметичность вакуумник, шланг к нему и всё шланги от карбюратора, а также прокладку под карбюратором

Я тут покумекал, и пришёл к выводу что бы правильно установить трамблёр в начальное положение и начальный угол нужно шестерню распределительного вала ставить не по меткам
Дело в том что пол оборота колена дают поворот распред вала 90 градусов чему и равняется поворот бегунка в трамблёре, если поставить по меткам или книге то зажигание получится позднее из за чего будет банально перерасход топлива а регулировки зажигания ограничены.
Я себе поставил шестерню между 3 и 4 зубом в итоге начальный угол зажигания по пластине октан корректора равен 8 градусов при этом машина расходует теперь меньше бензина.
Возможно я поставлю шестерню так как не написано в книге и будет толк.
Правильная метка на шестерне между 3 и 4 зубом, в магазине продают шестерни с неправильной меткой(текстолитовая, чёрная пластиковая) кладём на шпоночный паз и зуб линейку и от неё отсчитываем 4 зуба влево.

Не повезло тебе. знакомая ситуация. короче оборвало у меня на старушке газеле шестерню — все стояло ещё тогда заводское — машина летала горя не знал. купил новую заводскую(в магазине предложили три вида — заводскую из текстолита. белую из пластика и еще текталитовую кооперативную) поставили с мастерами (они волговские движки каждый день колупают- профи) и что вы думаете газель заводилась. работала ровно но не ехала. а если точнее ехала процентов на 40 от своей прежней мощности снова разбираем — всё стоит чётко на своих местах снова меняем уже на белую из пластика короче заеба… мы менять эти шестерни пока не переставили на один зуб машина сразу ожила но всё равно как раньше она не хочет ехать ни какие регулировки и т. д. не помогают. Повторяю была только замена этой шестерни. Вывод: на заборе тоже метки есть. ищи совдепию .Удачи p.s. если починишь отпиши причину
Читайте также: