
Замена прокладки гбц приора 16 клапанов
Замену прокладки головки блока цилиндров необходимо делать, как только обнаружатся признаки ее прогорания. Иначе это отрицательно отразится на работе двигателя. Поменять прокладку ГБЦ на Лада Приора не составляет труда. Для этого достаточно иметь необходимый инструментарий и следовать инструкции по выполнению замены.
Для чего и когда выполняется замена уплотнителя?
Прокладка выполняет роль уплотнителя, герметизируя
соединение между ГБЦ и блоком цилиндров. Она препятствует смешиванию рабочих
жидкостей. Поэтому к ней предъявляются высокие требования. Это одноразовая
деталь, которая подлежит замене в двух случаях:
- при любых ремонтных работах, сопровождаемых
демонтажем головки блока цилиндров; - если обнаружены признаки ее прогорания или
деформации.
Определить необходимость замены можно по характерным
признакам:
- В месте соединения видны подтеки от антифриза или моторной смазки. Причиной часто является перегрев двигателя, что ведет к деформации прокладки и ее прогоранию.

- При попадании ОЖ в масло на щупе остаются следы белесой жидкости.
- Из глушителя идет дым белого цвета, причиной которого является попадание антифриза в цилиндры.
- При попадании отработанных газов в систему охлаждения в расширителе или радиаторе видны пузырьки.
- В расширителе или радиаторе на поверхности появились масляные пятна. Они свидетельствуют о том, что в систему охлаждения проникла смазывающая жидкость.
Готовим инструменты и расходные материалы для замены
Из инструментов понадобится:
- комплект головок;
- отвертка с плоским лезвием;
- набор ключей;
- динамометрический ключ;
- шестигранный ключ;
- пассатижи.
При покупке прокладки ГБЦ следует обращать внимание, что она
рассчитана на момент затяжки крепежных болтов головки, который оговаривается в
мануале Лада Приора. Существует
несколько видов прокладок, отличающихся использованным материалом:
- С использованием асбеста.
- Безасбестовые.
- С применением металлических компонент.
Первые два вида обладают хорошей эластичностью, упругостью,
устойчивостью к высоким температурам. Металлические более эффективные и
качественные, распределяющими равномерно давление по всему периметру в месте
соприкосновения деталей. Не стоит экономить на уплотнителе, иначе придется чаще
его менять.
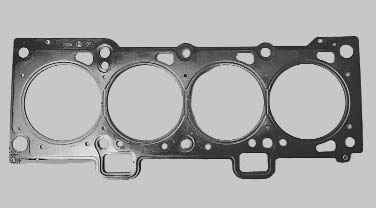
На силовой агрегат 21124 установлена безасбестовая, безусадочная прокладка, имеющая металлическую окантовку. На двигателе 21126 используется металлический уплотнитель с двумя слоями. На моторе 11194 ставится такая же прокладка, но с диаметром отверстий 76,5 мм. Уплотнители ГБЦ для силовых агрегатов 21124 и 21124 не взаимозаменяемы.

Пошаговая инструкция по замене уплотнителя ГБЦ
Технология замены прокладки ГБЦ на разных марках авто
похожа, может иметь небольшие отличия в зависимости от конструкции двигателя.
Для Лады Приора замена выполняется по следующему алгоритму:
- Обесточиваем авто, отключив отрицательную клемму на аккумуляторе.
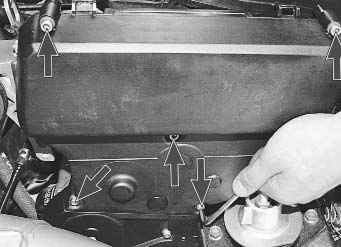
- Чтобы добраться до ГБЦ, необходимо демонтировать декоративную пластиковую защиту мотора. Для этого отсоединяем штекер с проводами от клапана продувки адсорбера. Отводим в сторону клапан со шлангами от мотора.

- Выкручиваем крышку на маслозаливной горловине, так как она не даст снять кожух. После снятия защиты ее нужно закрутить обратно, чтобы в мотор не попали посторонние предметы.

- Снимаем фиксаторы кожуха со шпилек, тянем его вверх и демонтируем с авто.

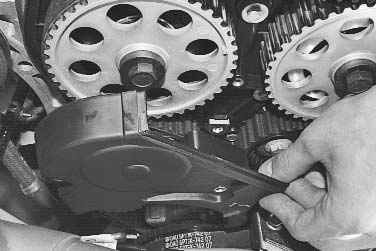
- Поршень 1-го цилиндра устанавливаем в положение ВМТ, чтобы не нарушить установку фаз газораспределения. Для этого совмещаем метки на шкивах валов, а также нужно совместить риску на маховике с треугольным вырезом на картере сцепления.

- Если процедура выполняется после поездки, сбрасываем давление в топливной системе.
- Далее сливаем антифриз из системы охлаждения. Для этого выкручиваем крышку с расширительного бачка, чтобы снизить давление. Затем переходим под днище авто и выкручиваем сливные пробки поочередно на блоке цилиндров и рубашке охлаждения, подставляя приготовленную тару. Ждем пока стечет вся жидкость, закручиваем пробки на место.
- Демонтируем воздухофильтр вместе с воздухоподводящим рукавом.

- Отсоединяем штекер с проводами ДПДЗ и РХХ.
- Отсоединяем от дроссельного узла рукав подвода воздуха.
- Снимаем трос привода дросселя с дроссельного узла.
- Ослабляем хомуты и отсоединяем все шланги, идущие к дроссельному узлу.
- Откручиваем крепеж дроссельного узла и отсоединяем его от шпилек коллектора впуска.
- Демонтируем дроссельный узел.

- Отключаем питание катушек зажигания, демонтируем их и выкручиваем свечи зажигания.
- Отсоединяем штекер с проводами от соответствующих датчиков.
- Ослабляем хомуты, удерживающие шланги охлаждающей системы. Отсоединяем 5 шлангов от термостата.


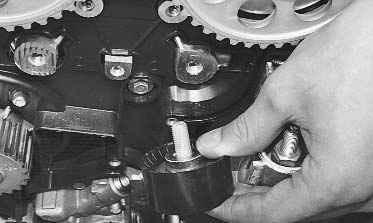
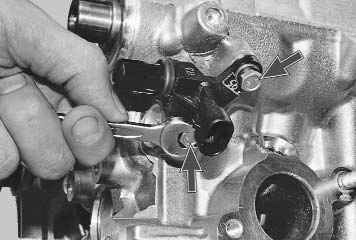
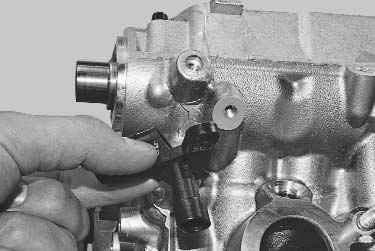
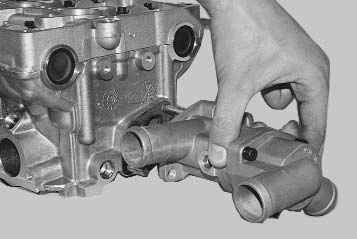
- Выкручиваем болт на прижимной пластине кронштейна, благодаря которому топливный провод крепится к ГБЦ. Снимаем пластину.


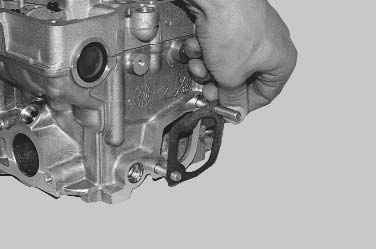
- Демонтируем впускной коллектор, открутив его крепеж к крышке клапанов и ГБЦ.

- Откручиваем крепежные болты крышки клапанов к ГБЦ и демонтируем ее.
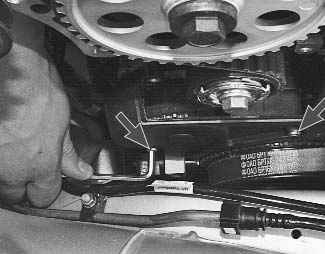
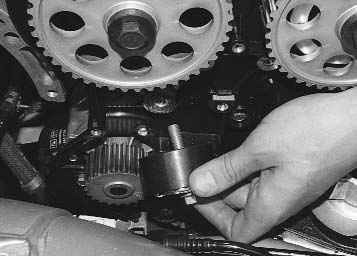
- Выкручиваем с помощью шестигранника крепеж передней защитной крышки привода ГРМ и снимаем ее.
- Затем выкручиваем крепеж нижней передней защитной крышки привода ГРМ.
- Ослабляем гайку натяжителя ременной передачи.


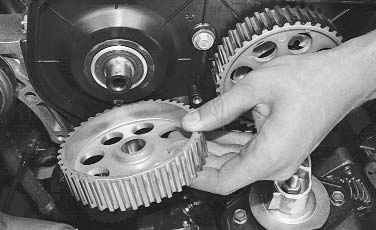
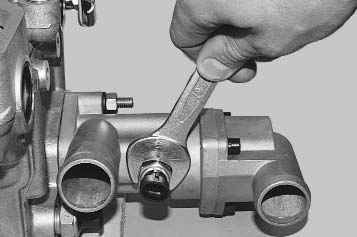
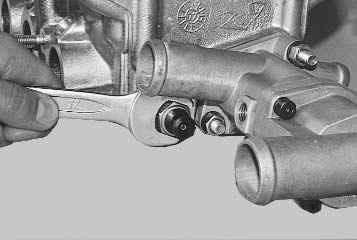
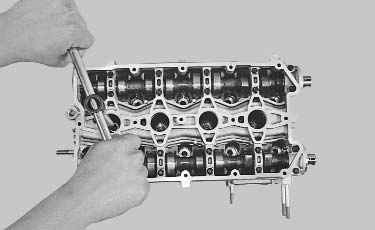
- Отворачиваем крепления звездочек распредвалов, удерживая их от проворачивания.
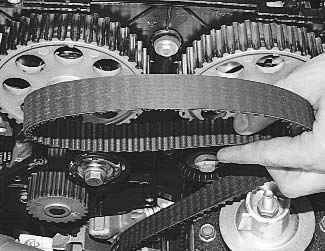
- Демонтируем шестеренки с валов.
- Вынимаем из пазов хвостовиков на вале шпонки.

- Демонтируем натяжной и опорный ролики.
- Снимаем защитную привода ГРМ сзади.
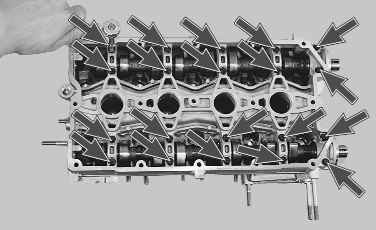
- Выкручиваем болты крепления ГБЦ. Порядок выкручивания обратен порядку затяжки.

- Замеряем их длину. Она не должна превышать 98 мм. При несоответствии заменяем болты.

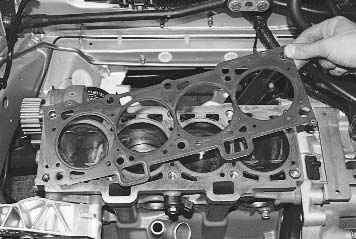
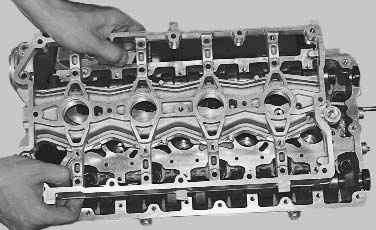
- Демонтируем ГБЦ вдвоем, так как она слишком тяжелая.
- Снимаем прокладку ГБЦ.
- Очищаем тщательно соприкасающиеся плоскости от загрязнений и масляных пятен, добиваясь их чистоты и сухости.
- Очищаем резьбовые отверстия для крепежных болтов в блоке от остатков масла.

- Перед тем как установить новый уплотнитель, проверяем, чтобы в гнездах присутствовали установочные втулки. Если они остались в ГБЦ, запрессовываем их в блок до упора.

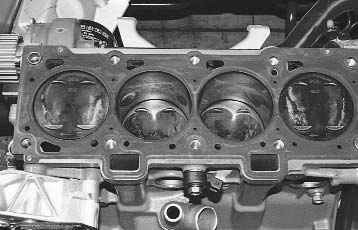
- Монтируем новы уплотнитель ГБЦ на блок цилиндров.
- Проверяем совпадение меток на валах.
- Монтируем ГБЦ на блок. Затягиваем крепежные болты согласно схеме, моментом который указан в мануале Лада Приора.

- Устанавливаем на двигатель все детали, которые сняли, присоединяем шланги, подсоединяем штекера с проводами.
- Выполняем регулировку приводного ремня ГРМ и генератора.
Процесс замены уплотнителя ГБЦ трудоемкий, но его вполне по
силам выполнить самостоятельно. Важно, строго соблюдать инструкцию и все
рекомендации.

Всем здоров! Давно тут не писал…)) Никак времени не находил. И так, случилась со мной все таки такая беда как прогар прокладки ГБЦ. До последнего не хотел в это верить))) но судьба решила все по своему.
Многие скажут, мол, зачем все это писать, все это и так есть в избытке в просторах инета. Отвечу им, что почти все записи в БЖ веду для себя)) Но поскольку воспитание не обошло и меня стороной, здороваюсь с гостями моей странички и стараюсь подробно объяснить все что проделывал.))
Предыстория
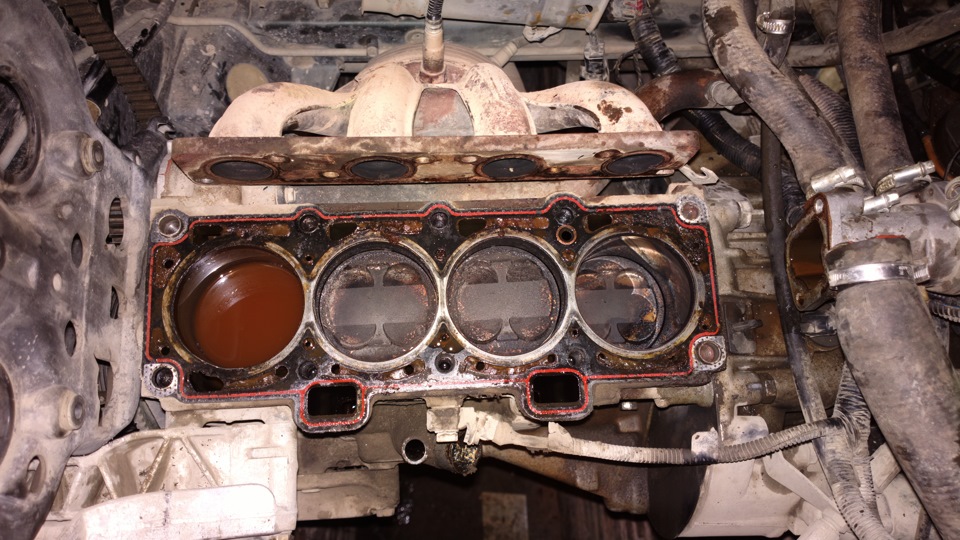
С чего все началось?)) Да все как у всех… )) Пар в глушителе, повышение температуры двигателя, газы в расширительном бочке ну и т.д. Правда на тот момент троить еще не начал.)) Было хуже! Утром при попытке завести двигатель, выяснилось, что в цилиндре вода! Да еще ее там столько, что поршню не удалось дойти до ВМТ. Ключ на старт, двигатель делает полоборота и встает как будто заклинило. Я сразу понял в чем дело и начал откручивать свечи и в первом же цилиндре обнаружил "Озеро"))). Ну что поделать))) Загнал в гараж и на разбор…
(В ходе ремонта по своей тупой глупости и из-за спешки сделать все быстро, пришлось снимать голову два раза со всеми вытекающими из этого финансовыми последствиями. Так что писать про все не буду. Напишу лишь обобщенный процесс ремонта).
И так, поехали…))
Как, где и что откручивать и снимать, я думаю писать смысла нет…


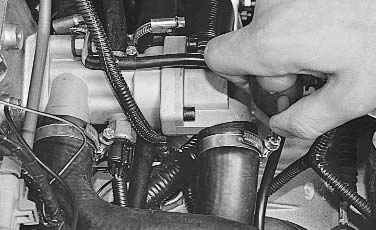
Самое нудное и не любимое занятие, это снять ресивер. И все потому, что для этого нужно делать кучу лишних движений, т.е. нужно снять генератор.(некоторые умудряются просто отодвинуть гену, но в моем случае это не прокатило).

Далее все по инструкции, снимаем клапанную крышку и начинаем отворачивать головку последовательности обратной затяжке ГБЦ.

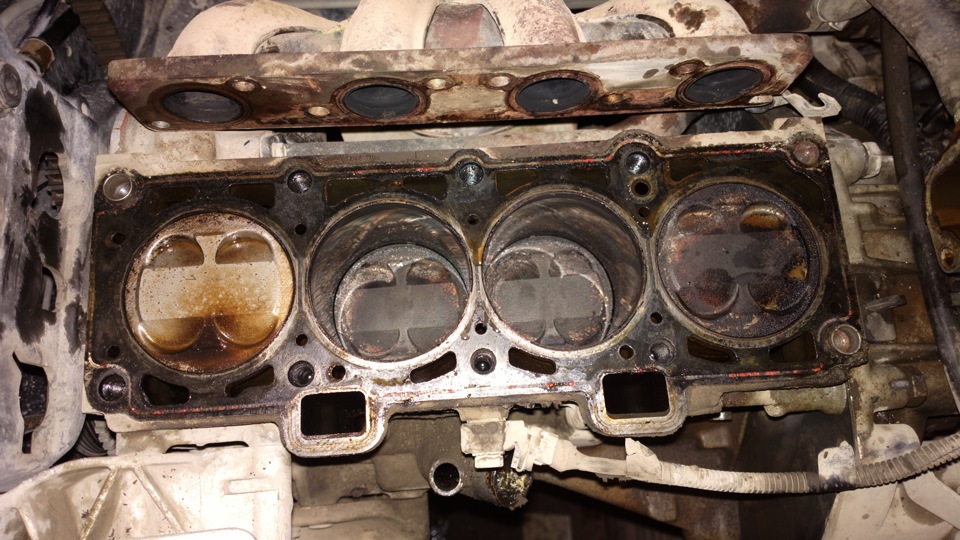
И вот наступает момент истины! Скидываем ГБЦ и перед нами открывается страшная картина…
После открывшейся картины прикупил ништяков для ремонта

Вобщем это был первый этап разборки-сборки, причем неудачный. Говорить о причине второй разборки здесь не буду))) Отчасти это была моя вина…
Вторая разборка сборка повлекла за собой дополнительные траты и обновки.
(Разборка головки)




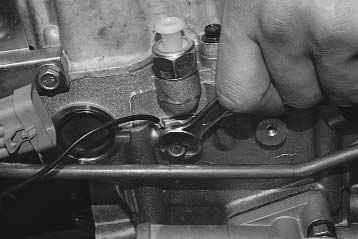
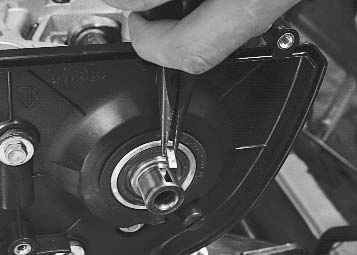
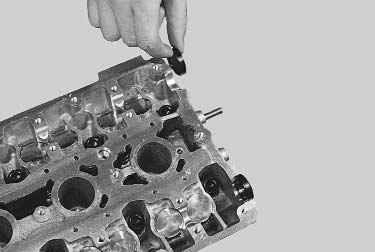
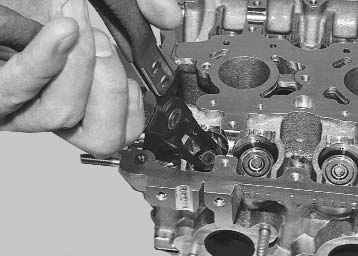
Одна из причин разборки ГБЦ была замена обратного клапана масляного канала. На него были подозрения поскольку жутко стучали гидрики. До разборки двигателя и замены масла такого не было. грешил, что возможно в этот клапан мог попасть какой-нибудь мусор.

Снимается он довольно интересно))) Закручивается саморез и вытягивается плоскогубцами.
Следующим шагом было — шлифовка ГБЦ. На этот раз было делать нечего, срочность сборки машины уже отпала, поэтому делалось все как надо.
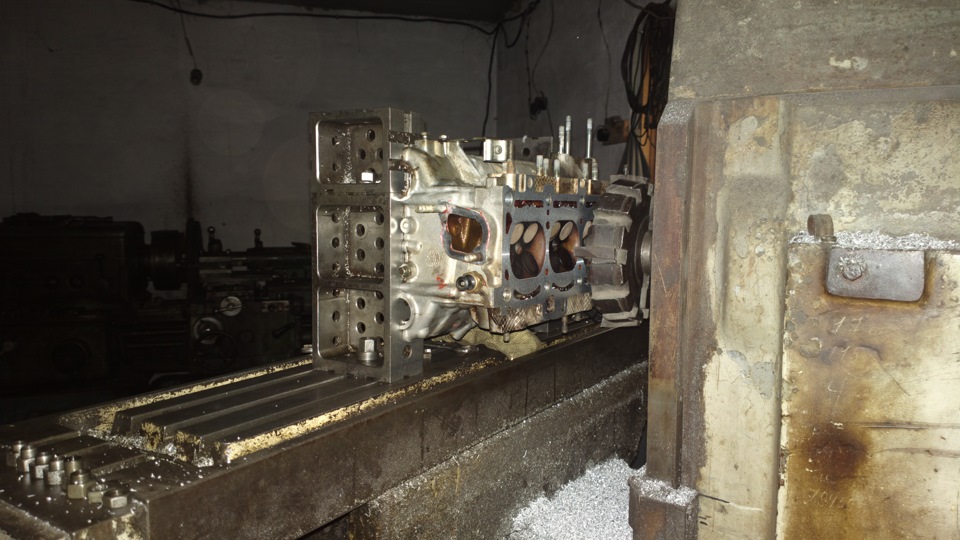
Опасения по поводу того, что голову повело не оправдались. Но все же мелкие недочеты были.
Сборка пошла))
При обнаружении течи моторного масла или охлаждающей жидкости в местах соединения головки с блоком цилиндров снимите головку и замените ее прокладку. Течь может возникнуть и вследствие коробления головки блока из-за перегрева.
Прокладка головки блока — однократного использования, поэтому при каждом снятии головки блока прокладку необходимо заменять.


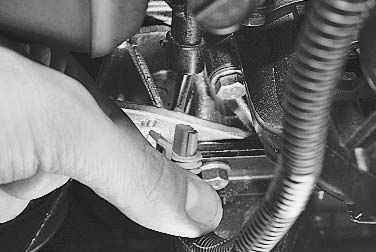


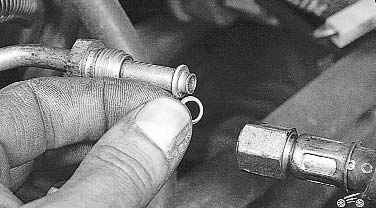
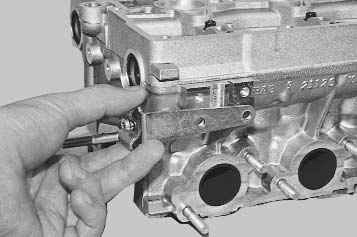
Наконечник трубки топливопровода уплотнен резиновым кольцом. Не потеряйте его при разборке. Сильно обжатое или надорванное уплотнительное кольцо замените.
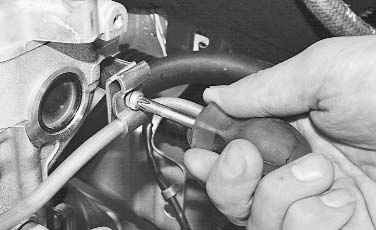
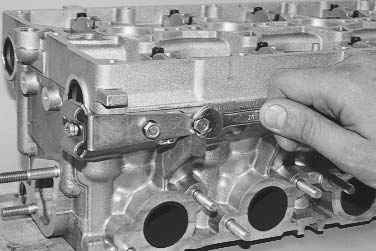
18. Выверните винт прижимной пластины кронштейна крепления топливопровода к головке блока цилиндров и снимите пластину.



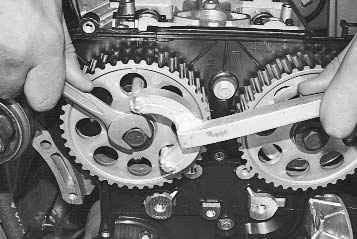
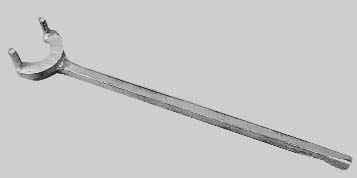
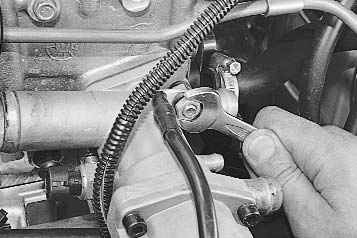
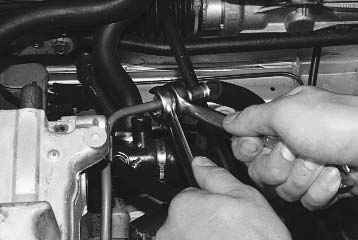
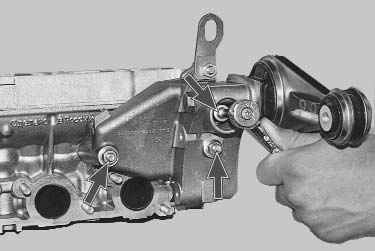
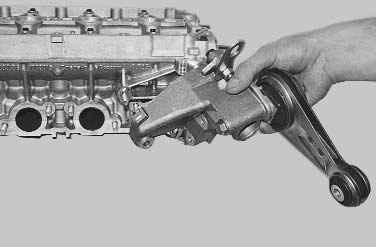
Для удерживания от проворачивания распределительных валов при выворачивании болтов крепления зубчатых шкивов распределительных валов рекомендуем пользоваться приспособлением, показанным на фото.
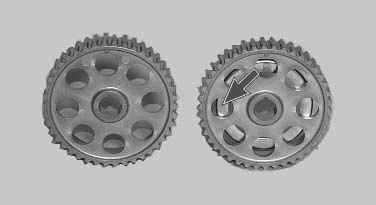
У шкивов впускного и выпускного распределительных валов одинаковые посадочные размеры, но на шкиве впускного распределительного вала закреплен диск, обеспечивающий работу датчика фаз.





Болты крепления головки блока цилиндров вытягиваются при многократном использовании. Болты, длина которых (без учета высоты головки) превышает 98 мм, замените новыми. Перед установкой головки блока смажьте болты тонким слоем моторного масла.
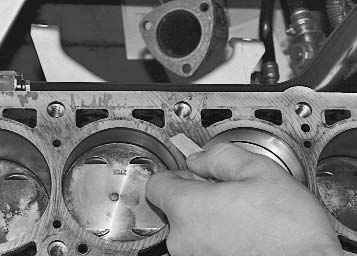
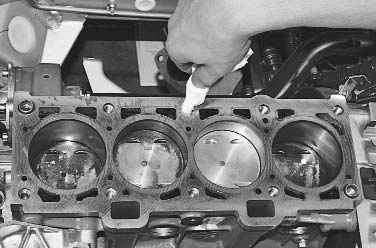
39. Очистите привалочные поверхности головки блока и блока цилиндров (они должны быть сухими и чистыми).
Если не удалить масло из резьбовых отверстий под болты крепления головки блока, при затяжке болтов в блоке цилиндров могут появиться трещины, так как масло не сжимается.

41. Проверьте наличие двух установочных втулок в гнездах крайних отверстий блока цилиндров под болты крепления головки. Если при снятии головки втулки остались в головке или вышли из гнезд блока, запрессуйте их в блок до упора.
42. Установите на блок новую прокладку головки. Использование бывшей в употреблении прокладки не допускается. Перед установкой прокладки необходимо удалить масло с привалочных поверхностей блока и его головки. Прокладка должна быть чистой и сухой. Попадание масла на поверхность прокладки не допускается.
43. Установите головку на блок, предварительно убедившись, что коленчатый и распределительные валы находятся в положении ВМТ (оба клапана 1-го цилиндра должны быть закрыты). Затяните болты крепления головки блока в последовательности, указанной на рис. 5.6, в четыре этапа:
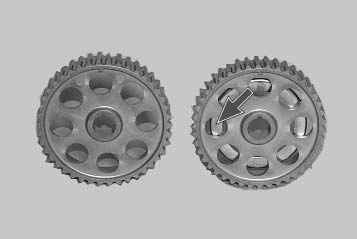
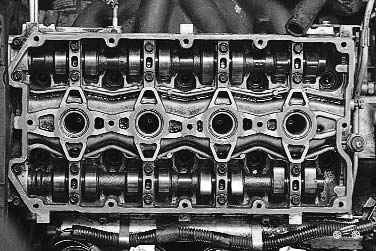
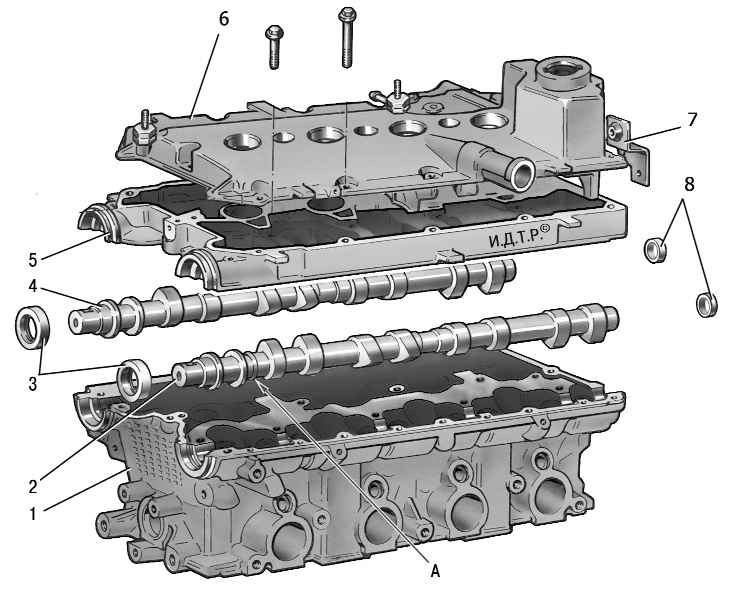
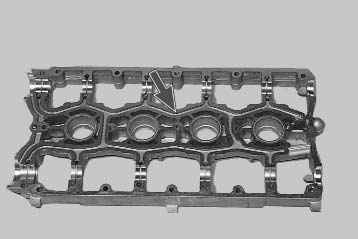
Рис. 5.9 . Детали головки блока цилиндров: 1 – головка блока; 2 – впускной распределительный вал; 3 – сальник; 4 – выпускной распределительный вал; 5 – корпус подшипников распределительных валов; 6 – крышка головки блока; 7 – кронштейн крепления жгута проводов; 8 – заглушки; А – отличительный поясок впускного распределительного вала
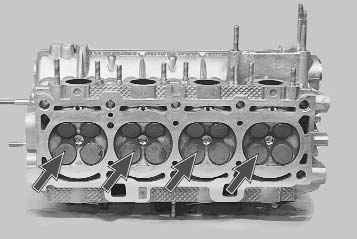
Головка 1 ( рис. 5.9) блока цилиндров общая для четырех цилиндров, отлита из алюминиевого сплава, с камерами сгорания шатровой формы. Впускные и выпускные каналы выведены на разные стороны головки блока. Клапаны расположены V-образно в два ряда: с одной стороны впускные, с другой — выпускные.
В головку запрессованы металлокерамические седла клапанов и латунные направляющие втулки клапанов. Внутренний диаметр направляющих втулок (7±0,015) мм, наружный (для втулок, поставляемых в запасные части) – 12,079–12,090 мм и 12,279–12,290 мм (втулка, увеличенная на 0,2 мм).
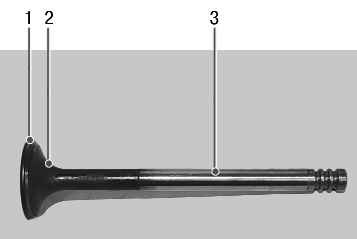
Диаметр тарелки впускного клапана 29 мм, выпускного – 25,5 мм. Диаметр стержня впускного клапана (6,975±0,007) мм, выпускного – (6,965±0,007) мм.
На каждый клапан установлено по одной пружине. Длина пружины в свободном состоянии 38,19 мм, под нагрузкой (240±9,6) Н [(24,5±0,98) кгс] должна быть 32 мм, а под нагрузкой (550±27,5) Н [(56,1±2,8) кгс] – 24 мм.
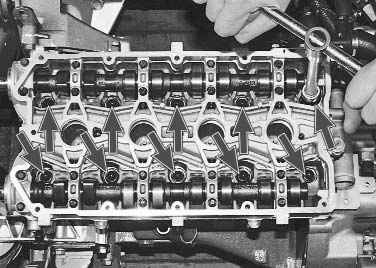
Клапаны приводятся в действие кулачками распределительных валов через цилиндрические гидротолкатели, расположенные в направляющих отверстиях головки блока цилиндров по оси отверстий под клапаны. Гидротолкатели автоматически устраняют зазор в клапанном механизме, поэтому при техническом обслуживании автомобиля проверять и регулировать зазор в клапанном механизме не требуется.
Масло для работы гидротолкателей подводится из системы смазки по вертикальному каналу в блоке цилиндров к каналу в головке блока цилиндров около 5-го болта крепления, а затем по верхним каналам, выполненным на нижней плоскости корпуса подшипников. По этим же каналам подводится масло и для смазки шеек распределительных валов. В вертикальном канале головки блока цилиндров расположен обратный шариковый клапан, не допускающий слива масла из верхних каналов после остановки двигателя.
Для привода клапанов служат два распределительных вала: впускной и выпускной. Валы отлиты из чугуна и снабжены пятью опорными шейками, которые вращаются в гнездах, выполненных в головке блока цилиндров и в одном общем корпусе подшипников распределительного вала. Для повышения износостойкости рабочие поверхности кулачков и шейка под сальник отбелены. Для того чтобы отличить впускной распределительный вал от выпускного, на впускном валу около первой опоры выполнен отличительный поясок А.
От осевых перемещений валы удерживаются упорными буртиками, расположенными по обе стороны от передней опоры. Передние концы распределительных валов уплотнены самоподжимными резиновыми сальниками. Задние отверстия, расположенные по оси валов в головке блока цилиндров и корпусе подшипников, закрыты обрезиненными колпачковыми заглушками.
2. Установите головку блока распределительными валами вверх, подложив под нее деревянные прокладки, чтобы не повредить клапаны.


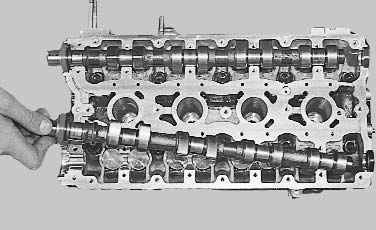
18. Выньте распределительные валы из опор головки блока цилиндров и снимите с их передних концов сальники.

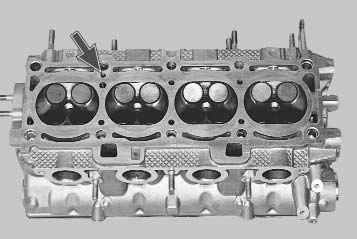
21. Очистите камеры сгорания от нагара. Осмотрите головку блока. Если на ней есть трещины или следы прогара в камерах сгорания, замените головку. Удалите заусенцы и забоины на плоскости головки блока.


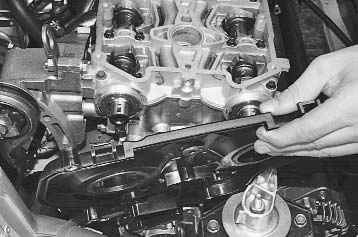
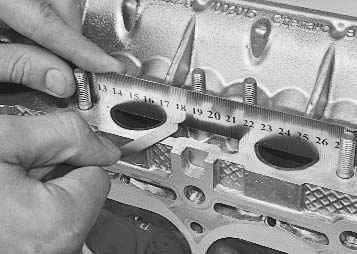
22. Проверьте плоскостность поверхности, прилегающей к блоку цилиндров. Для этого поставьте линейку ребром на поверхность головки сначала посередине вдоль, а затем по диагоналям и измерьте щупом зазор между поверхностью головки и линейкой. Если зазор больше 0,1 мм, можно прошлифовать привалочную поверхность. Для этого обратитесь в специализированную мастерскую.
23. Аналогично проверьте плоскостность привалочных поверхностей головки блока под впускной коллектор…
25. Для проверки герметичности головки блока заглушите отверстие в головке под гнездо термостата. Это можно сделать, например, установив глухую прокладку из плотного картона под гнездо и завернув гайки его крепления. Вверните на место датчик указателя температуры охлаждающей жидкости, если его выворачивали.
26. Залейте керосин в каналы водяной рубашки. Если уровень керосина при выдержке 15–20 мин понижается, значит, в головке есть трещины и ее надо заменить. После проверки не забудьте снять картонную прокладку и извлечь пробки.

28. …и корпусе подшипников. Если хотя бы на одной из них есть следы износа, задиры или глубокие риски, замените головку и корпус подшипников.
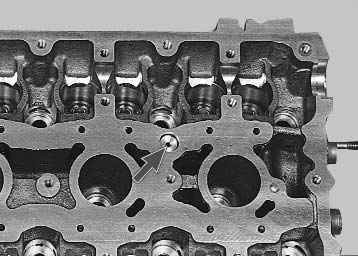
29. Промойте масляные каналы. Для этого заглушите вертикальный масляный канал со стороны камеры сгорания (канал находится между 3-м и 4-м цилиндрами).
31. …и корпуса подшипников распределительных валов и выдержите 15–20 мин. Вылейте бензин, выньте заглушку и окончательно промойте каналы бензином с помощью груши.
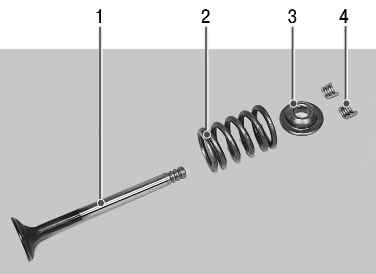
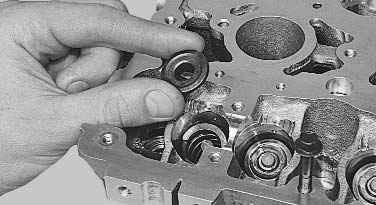
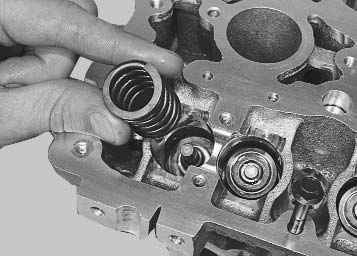
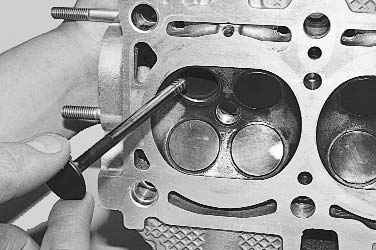
Для замены или притирки клапанов снимите с головки блока цилиндров следующие детали: 1 – клапан; 2 – пружина; 3 – тарелка; 4 – сухари.
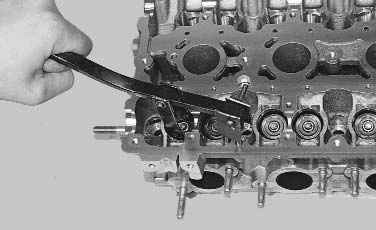
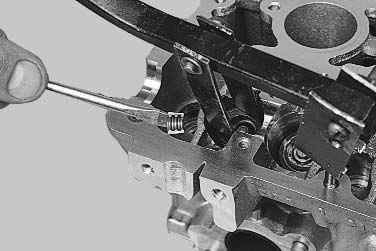
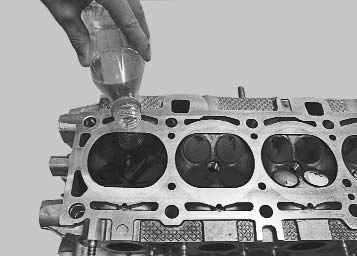
34. Установите приспособление для сжатия пружин клапанов, ввернув в одно из отверстий головки блока болт крепления крышки подшипника распределительного вала и зацепив приспособление за этот болт. Сожмите приспособлением пружину клапана.
35. Выньте два сухаря из верхней тарелки пружины с помощью пинцета или намагниченной отвертки. Затем снимите приспособление.
Если усилие перемещения рычага приспособления значительно увеличивается, а сухари не выходят из проточки клапана, нанесите легкий удар молотком по тарелке пружин, чтобы сухари освободились.
40. Очистите нагар с клапана подходящим инструментом (например, металлической щеткой). Затем внимательно осмотрите клапан.
42. Если повреждения рабочей фаски клапанов невозможно вывести притиркой, можно прошлифовать фаску на специальном станке в специализированной мастерской.

44. Более значительные дефекты седел клапанов устраняют шлифованием. Седла рекомендуется шлифовать в специализированной мастерской.

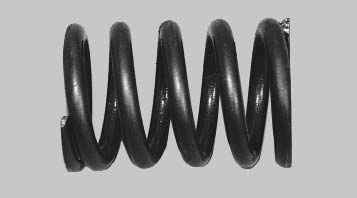
46. Проверьте состояние пружин клапанов. Искривленные, сломанные или имеющие трещины пружины замените.
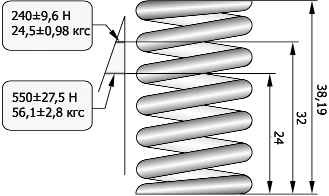
47. Для проверки упругости наружной пружины измерьте ее высоту в свободном состоянии, а затем под двумя различными нагрузками ( рис. 5.11). Если пружина не соответствует требуемым параметрам, замените ее.
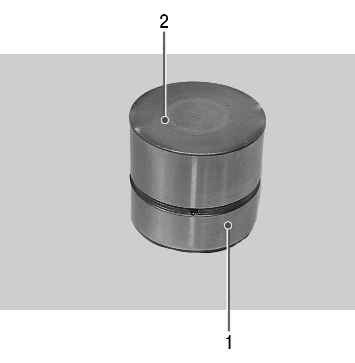
48. Осмотрите гидротолкатели клапанов. Если на рабочей поверхности 1 есть задиры, царапины и прочие дефекты, замените гидротолкатели. Измерьте наружные диаметры толкателей, изношенные толкатели замените. На рабочих поверхностях 2 не должно быть задиров, забоин, царапин, следов ступенчатого или неравномерного износа, натира металла. Гидротолкатели с такими дефектами надо заменить. На поверхностях 2 допускаются концентрические следы приработки с кулачками распределительного вала.

49. Проверьте зазоры между направляющими втулками и клапанами. Зазор вычисляют как разность между диаметром отверстия во втулке и диаметром стержня клапана ( рис. 5.12). Проверку зазора рекомендуется выполнять в специализированной мастерской, так как для измерения диаметра втулок нужен специальный инструмент (нутромер).
50. Если зазор не достиг предельно допустимого, можно попробовать устранить его заменой клапана. Если это не удается сделать или зазор превышает предельно допустимый, замените направляющую втулку. Для этого выпрессуйте со стороны камеры сгорания дефектную втулку специальной оправкой, предварительно замерив высоту выступания верхней части втулки над поверхностью головки блока.
51. Охладите новую втулку (например, с помощью углекислотного огнетушителя), смажьте ее моторным маслом, вставьте в специальную оправку и запрессуйте со стороны распределительного вала так, чтобы высота выступания верхней части втулки соответствовала замеренному значению. Разверните отверстие во втулке с помощью развертки до 7,000–7,015 мм для впускных и выпускных клапанов.

53. Установите клапаны в головку блока в соответствии с ранее сделанной маркировкой, предварительно смазав стержни моторным маслом.

Многие владельцы Лада Приора в процессе обслуживания и ремонта автомобиля проводят самостоятельную замену прокладки головки блока или притирку клапанов. В ходе выполнения таких работ важно соблюдать последовательность и момент затяжки ГБЦ на Приоре.
В каких случаях нужна затяжка блока?
В процессе эксплуатации любого автомобиля, в том числе и ВАЗ 2170 Приора, на головку двигателя оказывается долговременное циклическое воздействие газов, находящихся в цилиндрах мотора. На старых силовых агрегатах затяжка винтов ГБЦ могла ослабевать от таких нагрузок и ее периодически требовалось доводить до нормального уровня. Сегодня на всех моторах ВАЗ Приора применяются болты из специальной стали, которые затягиваются один раз на весь срок своей службы.
При появлении утечки охлаждающей жидкости и масла дополнительно подтягивать и протягивать эти болты не имеет смысла, поскольку это не улучшит герметичность стыка. Единственным правильным способом борьбы с течью является снятие головки, проверка ровности сопрягаемых поверхностей и замена прокладки. После выполнения любых ремонтных работ, связанных со снятием головки с двигателя, требуется ее обтяжка с соблюдением всех необходимых условий.
На видео от автора Alex ZW показан процесс установки головки блока на 8 клапанный мотор.
Неисправности
В то же время необходимо сказать, что этот силовой агрегат не лишен характерных недостатков, которые требуют от автовладельца внимания к тем или иным узлам двигателя.
Так, например, могут отмечаться проблемы с мощностью мотора, что обусловлено потерей герметичности топливной системы и неправильной работой датчиков воздушной смеси.
Еще одной характерной проблемой является изменение геометрии клапанов, что происходит по причине неправильно рассчитанной работы поршней. Специалисты рекомендуют при пробеге 50-100 тысяч километров провести замену поршней на безвтыковые, что позволит решить данную проблему.
| НЕИСПРАВНОСТИ | ПРИЧИНЫ И СПОСОБЫ УСТРАНЕНИЯ |
| Существенное западение мощности силового агрегата. | Появляться такое западение мощности двигателя ВАЗ 21126 может по причине проблем с инжектором или неполадках с расходомером воздуха. |
В первую очередь необходимо проверить свечи и форсунки. В том случае, если система впрыска функционирует исправно, проводят замену расходомера воздуха.
Ремонт в данном случае заключается в замене поршней и клапанной группы.
Профилактикой подобной поломки может стать замена поршней на модифицированный вариант.
Необходимо проверить свечи и правильность работы форсунок.
В данном случае необходим квалифицированный ремонт, что и позволит решить проблему с повышенным расходом топлива.
Кто-то из автовладельцев заменяет поврежденную прокладку, а кто-то не обращает внимание на небольшие протечки масла.
Нюансы работы
На автомобилях Лада Приора в разное время устанавливались двигатели с рабочим объемом 1,6 и 1,8 литра и различным числом клапанов в головках — V8 (или 8V) и V16 (или 16V). Тип головки агрегата определяет размер болтов, порядок их установки и момент затяжки ГБЦ на Приоре.
Если на машине стоит 8 клапанный двигатель, то на нем могут применяться разные по размеру крепежные болты головки:
При установке снятой головки необходимо использовать новые винты, поскольку старые будут растянуты и иметь внутренние повреждения.
Также на моторах используются разные по конструкции прокладки — комбинированная на старом агрегате и полностью железная на новом. Процедура затяжки болтов для двигателей с металлической и комбинированной прокладкой абсолютно идентична.
Основными нюансами при выполнении работ является проверка длины крепежных элементов, соблюдение последовательности закручивания винтов и контроль усилия при затяжке. Нарушение этих условий приводит к повреждениям деталей и необходимости выполнения дополнительных ремонтных работ. Сама процедура не является сложной и может быть сделана самостоятельно в любом удобном месте — в гараже или на открытой стоянке, за исключением случая монтажа головки на двигатель, которую желательно устанавливать в закрытом помещении.
Инструменты и материалы
Перед началом проведения процедуры затяжки следует подготовить все необходимое для выполнения:
- ключ со встроенным динамометром до 100 H⋅м;
- набор головок и обычных ключей;
- ключ Тогх Е14;
- штангенциркуль для замера остаточной длины болтов;
- пластина с размеченной шкалой до 180 градусов;
- новые болты.

Динамометрический ключ — важный инструмент для самостоятельного ремонта
Пошаговая инструкция
Последовательность выполнения операции на 8 клапанном двигателе:
- Протереть поверхности ГБЦ и осушить отверстия под болты в блоке мотора.
- Установить прокладку на блок, выставить ее по направляющим.
- Смонтировать сверху головку и вставить 10 крепежных болтов М10 или М12. Если владелец решил сэкономить и оставить старые винты, то они должны иметь длину не более 135,5 мм.
- Затянуть элементы по схеме. Сила затяжки должна составлять не выше 20 H⋅м.
- Затем нужно повторно протянуть болты. Усилие второй затяжки должно быть в пределах от 70 до 85 H⋅м.
- Далее нужно затягивать винты с доворотом на 90 градусов в той же последовательности. Угол доворота можно контролировать по специальному приспособлению, представляющему собой пластину с приделанной шкалой от 0 до 180 градусов.
- В соответствии с регламентом, нужно довернуть болты еще раз на 90 градусов.
- Крепление 8 клапанной головки к блоку закончено.
- После сборки мотора необходимо проверить качество работы, запустив и прогрев двигатель. Надежно затянутый стык головки и блока не должен пропускать рабочих жидкостей из картера силового агрегата.

Самодельное приспособление для контроля угла доворота
В случае установки на машине более мощного и современного мотора на шестнадцать клапанов, например, модели ВАЗ 21126 или сокращенно 126 процедура протягивания болтов имеет свои особенности.
Для того чтобы правильно выполнить затяжку винтов ГБЦ на таких агрегатах нужно:
- Убрать замасливание с сопрягаемых поверхностей и проверить отсутствие жидкости в отверстиях болтов.
- Осуществить установку прокладки, отцентрировать ее и уложить сверху головку.
- Вставить в направляющие отверстия 10 крепежных винтов М10*1,25, предварительно смазав резьбу моторным маслом. Если решено использовать старые болты, что допустимо для 16 клапанных головок, то их остаточная длина не должна превышать 98 мм.
- Выполнить предварительную протяжку по схеме с моментом 12-20 H⋅м.
- Увеличить степень затяжки до 26-34 H⋅м и повторно пройти все болты в такой же последовательности.
- Затем необходимо довернуть винты на 90 градусов, при этом усилие составит около 50 H⋅м.
- Повторить затяжку на 90 градусов еще раз, момент на ключе будет примерно 80 H⋅м. Некоторые инструкции рекомендуют выдерживать между доворотами до 20 минут, но на практике не выявлено никаких преимуществ такой схемы.
- После сборки силового агрегата следует проверить качество выполненной работы.
Процедура протяжки головки на двигателях 1,8 литра, которые представляют собой моторы 1,6 л с увеличенным цилиндром, полностью идентична описанной выше.
Если в процессе выполнения работы к болтам приложен правильный момент усилия, соответствующий конструкторским расчетам, то прокладка будет равномерно и плотно прижата по стыку, обеспечивая надежное и герметичное соединение. Важно отметить, что если требуется снимать головку блока с двигателя, то ослабление винтов также производится по установленной регламентом схеме. Хаотичное откручивание элементов приведет к деформации головки и появлению невидимых микротрещин.
Ремонт ГБЦ
Все гидрокомпенсаторы маркируем цифрами при помощи обыкновенного канцелярского штриха и убираем подальше. Вытащить их поможет обыкновенный магнит. Рассухариваем клапана и снимаем маслосъемные колпачки (сальники клапанов), клапана в металлолом, сальники в мусор. Вычищаем все каналы. Головку отвозим на шлифовку, на всякий случай. Промыв после шлифовки еще раз керосином и продув воздухом начинаем собирать.
Свежекупленные клапана расставляем в последовательности, в которой они будут стоять в ГБЦ и по очереди начинаем притирать. Стержень клапана смазываем чистым маслом, а на кромку наносим притирочную пасту.

Вставляем клапан на свое место и надеваем на стержень клапана приспособление для притирки клапанов. В магазинах продается приспособление для ручной притирки, но поскольку на дворе двадцать первый век механизируем процесс. Берем старый клапан и отрезаем от него стержень, на него подбираем резиновую трубку такого диаметра, что бы одевалась с натягом. Стержень в реверсивную дрель, один конец трубки на него, другой на притираемый клапан. На малых оборотах начинаем притирать клапан, постоянно меняем направление вращение и периодически то прижимаем его к седлу то ослабляем усилие. В среднем на клапан уходит секунд двадцать. Вынимаем его и протираем. Клапан считается притертым если на фаске появилась равномерная серая полоска шириной не меньше 1,5 мм.

Такая же полоска должна появится на седле клапана.

Видео притирки клапанов вручную

Нам пришлось перетереть еще раз четыре клапана, после чего керосин перестал убегать.
Набиваем новые сальники клапанов.

Вставляем клапана на место и засухариваем. Перед этим стержни клапанов смазываем чистым маслом. Смазав чистым маслом ставим на место гидрокомпенсаторы и накрыв чистой тканью убираем головку с глаз долой. С ГБЦ закончили.
Фотогалерея
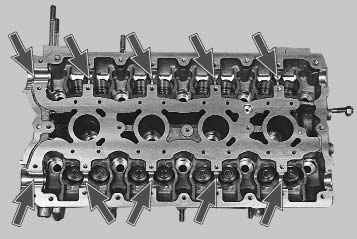
На фото ниже показан порядок отворачивания болтов и их затяжки, который необходимо учитывать при ремонте головки блока цилиндров на ВАЗ 2170 Приора.

Схема отворачивания болтов на моторе с 8 клапанами

Схема отворачивания болтов на моторе с 16 клапанами

Схема затяжки 16 клапанной головки

Схема затяжки 8 клапанной головки
Читайте также: