
Замена поршневых колец калина
Чтобы модернизировать вазовский моторDatsun mi-DO, нам понадобится заменить ключевые детали и необходимые прокладки.
Но обо всем по порядку.
Делу крышка
Мы оставляем прежнюю клапанную крышку, а сопутствующие прокладки, в том числе и две втулки, вставляющиеся в отверстия на крышке, понадобились новые. Обратите внимание, что при замене втулок герметик не требуется. Многие герметики со временем отслаиваются, попадают через масляные каналы в поддон, а оттуда — в маслозаборник, забивая систему. Поэтому мы рекомендуем по возможности не использовать герметик.
Всему голова
Переходим к головке блока цилиндров. Меняем все клапаны, оказавшиеся загнутыми, на новые. Для этого притираем их и проверяем на герметичность. Затем ставим маслосъемные колпачки, а после — сами клапаны. При снятии головки блока повреждаются все прокладки, и их также необходимо заменить.
Обратим внимание на распредвал. На его подшипниках есть участки, которые необходимо — без фанатизма! — смазать герметиком, чтобы масло не вытекало по торцевым поверхностям. Притянув головку, при установке толкателей нужно проверить зазоры в клапанах, так как все клапаны у нас новые, а шайбы старые. Последние при необходимости также придется заменить. На шайбах есть маркировка, при установке она должна оказаться внутри толкателя. Шайбы располагают так, чтобы они не протирались при контакте с кулачком распредвала.
Тонкости ШПГ
Переходим к самому интересному — к шатунно-поршневой группе. На нашем втыковом двигателе у поршней нет проточек под клапаны. Мы решили поменять поршни на новые, с проточками, причем вместе с шатунами, так как старые погнулись. Запчасти мы заказали у официального дилера Federal Mogul. В комплект на один цилиндр входят поршень, кольца, палец и собственно шатун вместе с болтами для крепления нижней крышки его головки. На днище поршней видны проточки, а также нанесены номер 11189, стрелка, указывающая направление установки поршня в блок цилиндров, и дата выпуска. Юбка имеет улучшенное покрытие из оксида железа, защищающее ее от повреждений.
Два компрессионных и одно маслосъемное кольца уже установлены, правильность их установки еще на линии сборки определяет автомат — он ориентируется по желтым меткам, нанесенным на каждое кольцо. Палец удерживается в поршне с помощью стопорных колец. К слову, такой палец можно поставить в любой другой поршень или шатун из данной серии.
Нижняя головка шатуна изготовлена по разрывной технологии, за счет чего место стыка практически не видно. Болты, которыми крепится нижняя крышка шатуна, затягиваются в два приема: сначала — с моментом 20 Нм, затем доворачиваются на 135°. Ориентироваться при сборке помогают выступы на нижней крышке и на теле шатуна. На нижней головке этой запчасти, с двух сторон, есть дублирующаяся в двух местах маркировка: указаны дата выпуска детали и ее номер в партии. Все номера должны совпадать.
По диаметру юбки поршни делятся на три класса. У нас были поршни класса В, поэтому и новые имеют тот же класс, о чем говорит соответствующая маркировка на деталях. Пометка есть и на блоке цилиндров — на привалочной поверхности, рядом с резьбовыми отверстиями, где крепится поддон двигателя.
При покупке запчастей также важно учесть класс шатуна по массе! Эта информация есть на крышке нижней его головки. Таких классов три, и они обозначаются точками — одной, двумя или тремя. В комплекте должны быть шатуны одного класса либо соседних, например первого и второго, но ни в коем случае не первого и третьего.
После установки поршневой группы и затяжки болтов крепления шатунов ставим алюминиевый поддон. Прокладка здесь не нужна — только герметик. Желательно использовать маслобензостойкий состав. Наносить следует совсем немного герметика, чтобы излишки не выдавило во внутреннюю полость.
Новые зубья
Переходим к приводу ремня ГРМ. Мы выбрали комплект Gates, в который входят помпа от Dolz с прокладкой, ремень и ролик с полуавтоматическим натяжителем. К слову, для натяжения используются разные приспособления. Мы подобрали серповидный захват, рассчитанный под ролик. Захват ставится на ролик, к головке последнего прикручивается болт, и ремень натягивается. Мы отдали предпочтение большому набору с помпой, чтобы подстраховаться: пробег у нашего автомобиля 68 тыс. км, и сколько еще проживет установленная на нем помпа, неизвестно.
Ремень привода вспомогательных агрегатов также было решено поменять — на старом появились отслоения. Мы купили ремень Gates 6PK995 и новый ролик INA вместо посвистывающего старого.
Цена вопроса
По итогам диагностики редакционного Датсуна мы назвали примерную стоимость новых запчастей — 50 000 рублей. Что получилось на деле? Прежде всего, цены на обновленную ШПГ (некоторые продавцы, кстати, не знают о ее существовании) колеблются в широком диапазоне. Мы купили полный комплект за 19 200 рублей (набор на каждый цилиндр за 4800). Комплект привода ремня ГРМ вместе с помпой обошелся в 4500 рублей. Всего на основные запчасти мы потратили 34 200 рублей. В эту сумму не вошла стоимость масла, антифриза и расходных материалов, потребовавшихся для сборки и очистки деталей перед окончательной сборкой двигателя.
Что касается стоимости работ, то и здесь разброс очень большой. В Московском регионе в зависимости от сервиса ремонт подобного вазовского двигателя обойдется в сумму от 15 000 до 40 000 рублей.

Если Вас досаждают стуки при работе двигателя 1,6л 8кл — рекомендую к прочтению.
Я не первый, кто с этим столкнулся, и не первый кто попытался (успешно) устранить.
Стук этот был с самой покупки авто, пробег был на тот момент 96ткм, а сейчас 163ткм. Я не лез в мотор, т.к. компрессия была в норме, расхода масла не было и т.д., короче хотел дожать двиг до капиталки, а уж потом сделать что-то более интересное…
Но вот отец мой решил иначе — сток мотора ему достаточно, а неприятный звук досаждает, решил он вскрывать ШПГ…


И вот тут началось шоу: смотрим на поршня, а они разных групп (читали про это в сети, но верилось с трудом…) — 1, 2 и 3 гр."В", а 4 гр."С".


При раскачке поршня пальцами в цилиндре (особенно в 4м) слышен характерный стук, зазор явно вне допуска.
Сняли поддон, на блоке также пробита маркировка В, В, В, С — это хорошо и одновременно плохо — на заводе ставят группу поршня согласно цилиндра, а на рынке продают только комплект одной группы…
Вынули поршня — на наше счастье оказались 2110 (люди пишут, что попадаются и 2108, с прессованным пальцем). На юбках износ сильный (0,15…0,20), с задирами (возможно из-за перегрева)

Замер цилиндров был вполне утешительный, износ 0…0.01 от номинала группы, хон практически цел (не смотря на пробег).
Старые кольца конечно износились (зазор замка 0,30…0,40), но ещё проехали бы не меньше 50ткм.

Маленькое отступление — информация о размерах поршней по группам, может кому пригодиться.
Исходя из таблицы по ссылке видно, что группы поршней пересекаются.
Решили взять несколько комплектов и подбирать по таблице допусков к группам.
И вот тут нам повезло! — нам попался " бракованный " комплект поршней "С", в котором 3 поршня были в нижнем допуске (а это верхний допуск "В") и один поршень в верхнем допуске "С" — как раз "то, что доктор прописал" с учётом износа цилиндров!
Дальше начали немного извращаться — взвесили все поршня (разбег не должен превышать 2,5г) — один, как раз "С+", оказался тяжелее — убрали с него 2г, но разница составила 2г между самым лёгким и самым тяжёлым.

Сначала хотел выровнять все поршня, но вовремя спохватился и взвесил шатуны — вес тоже гулял…
Но общий вес оказался одинаковым — 1025г!

Так что теперь стоят поршня одной группы и одного веса.

Заодно, поменяли шатунные вкладыши — износ присутствует, но незначительный и без задиров.
Попутно была проведена ещё одна операция по снижению шума от двигателя, но об этом в следующем БЖ.
Забегая вперёд скажу — вчера завели мотор. Теперь он работает гораздо приятнее, пропало Калиновское "дизеление", намного мягче звук при запуске.
В общем, мы довольны! Деньги потрачены не зря.
Поршень и шатун двигателя 1,6i - замена
1. Снимаем с поршня поршневые кольца.
2. Шилом поддеваем и вынимаем из проточек стопорные кольца поршневого пальца.
У новых двигателей зазор между поршнем и цилиндром составляет 0,025—0,045 мм и задается установкой поршней того же класса, что и класс цилиндров.

3. Прутком из мягкого металла подходящего диаметра выталкиваем поршневой палец.

4. Снимаем поршень с шатуна.
Подбор поршней к цилиндрам блока
1. Нутромером проверяем износ стенок цилиндров.
Диаметры цилиндров разбиты на пять размерных классов (см. табл. 16.4). Класс каждого цилиндра выбит на нижней привалочной плоскости блока цилиндров.
Классы цилиндров по диаметру
Обозначение
Диаметр, мм
Небольшой равномерный износ цилиндра (в пределах 0,05 мм) возможно компенсировать установкой поршня другого класса с большим диаметром.
Если максимальный износ составляет 0,15 мм и более, требуется расточка цилиндров и установка поршней ремонтного размера.
Предусмотрена расточка цилиндров на 0,4 мм и 0,8 мм под размеры ремонтных поршней.
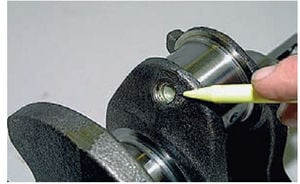
2. На днище поршня нанесены обозначения, где:
2 — класс отверстия под поршневой палец; С — класс поршня;
— стрелка для ориентирования поршня в цилиндре (должна быть направлена в сторону привода ГРМ); Г - Группа массы поршня.

По диаметру отверстия под поршневой палец поршни делятся на три класса (1, 2, 3) — через 0,004 мм.
По наружному диаметру поршни разбиты на пять классов (А, В, С, D, Е) — через 0,01мм (измеряется в плоскости, перпендикулярной поршневому пальцу, на расстоянии 55 мм от днища поршня).
Класс пальца маркируется краской на его торце.

Поршневые кольца и шатунные вкладыши - замена
Поршневые кольца заменяют при ремонте шатунно-поршневой группы, при их износе или повреждении. Также кольца заменяют при капитальном ремонте двигателя.
Для выполнения работы потребуется оправка для поршневых колец.
Снятие
1. Снимаем головку блока цилиндров.
2. Снимаем поддон картера двигателя
3. Снимаем маслозаборник.
4. Поворачивая коленчатый вал за болт крепления его шкива ключом на 17 мм, устанавливаем поршень первого цилиндра в нижнее положение.
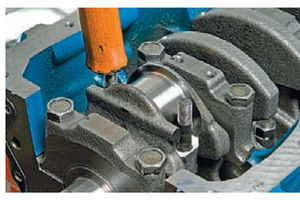
5. Ключом TORX Е10 отворачиваем две гайки крепления крышки шатуна первого цилиндра.

6. Снимаем крышку шатуна.

7. Уперев ручку молотка в поршень, выталкиваем его вверх.

8. Извлекаем поршень из цилиндра.

9. Вынимаем вкладыши из шатуна и его крышки.
10. Фиксируем поршень за шатун в тисках. Слегка раздвинув замок кольца, снимаем верхнее компрессионное кольцо. Аналогичным образом снимаем нижнее компрессионное кольцо, маслосъемное кольцо и его расширитель.
Кольца тонкие и чтобы их не сломать, вырежьте из пластмассовой бутылки полосу длиной немного меньше окружности поршня. Заведите кромку этой полосы под замок верхнего компрессионного кольца, а затем по кругу под все кольцо.

Снимите с поршня полосу вместе с кольцом. Аналогичным образом снимите второе компрессионное и маслосъемное кольцо.
Установка
1. Тщательно очищаем поршень от нагара и отложений. Осматриваем поршень, шатун и палец. Трещины на них недопустимы.
Новые кольца подбираем в соответствии с диаметром поршня - номинального или ремонтного размера.
2. Перед установкой новых колец набором щупов измеряем зазор между поршневым кольцом и стенкой канавки, в которую кольцо будет установлено.
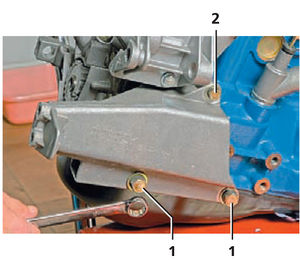
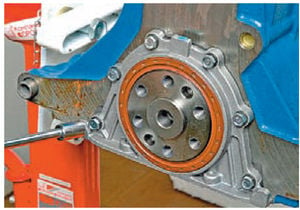

Снимаем держатель заднего сальника.
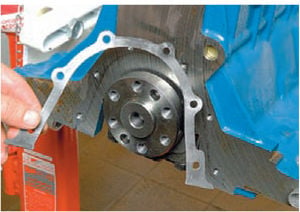
Соединение держателя сальника и блока цилиндров уплотнено прокладкой.
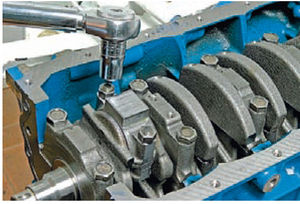

Постучав по боковым поверхностям крышки шатуна молотком с пластмассовым (или из мягкого металла) наконечником.

. снимаем крышку шатуна.

Вынимаем из крышки вкладыш шатунного подшипника.
Упираясь деревянной рукояткой молотка в торцы стержней шатунных болтов.
. сдвигаем нижнюю головку шатуна с шейки коленчатого вала.

. и вынимаем поршень с шатуном из цилиндра.
Вынимаем из нижней головки шатуна верхний вкладыш шатунного подшипника.
Аналогично извлекаем поршни с шатунами из других цилиндров Если детали шатунно-поршневой группы не повреждены и мало изношены, то могут быть снова использованы. Поэтому при разборке помечаем детали, чтобы при последующей сборке они были бы установлены на свои места.

Пальцами рук осторожно (не прилагая большого усилия) разжимаем замок верхнего компрессионного кольца.

. и вынимаем его из канавки поршня.
Аналогично снимаем нижнее компрессионное кольцо
разжав замок.

. снимаем маслосъемное кольцо.

Снимаем расширитель маслосъемного кольца.
Для снятия поршня с шатуна..

. поддеваем отверткой стопорное кольцо поршневого пальца и извлекаем его из кольцевой канавки бобышки поршня.
Таким же образом вынимаем другое стопорное кольцо поршневого пальца.


. поршневой палец.
. и снимаем поршень с верхней головки шатуна.
Аналогичные операции проводим с другими поршнями.


Снимаем крышку коренного подшипника.

Вынимаем из крышки нижний вкладыш коренного подшипника коленчатого вала.
Таким же образом снимаем еще четыре крышки коренных подшипников коленчатого вала.

Вынимаем коленчатый вал из блока цилиндров.
. и затем вынимаем два упорных полукольца коленчатого вала (показаны стрелками) из проточек опоры третьего коренного подшипника (в блоке цилиндров).

Вынимаем из опор блока цилиндров верхние вкладыши коренных подшипников коленчатого вала.

Остро заточенным инструментом удаляем остатки герметика с приваленной плоскости блока цилиндров под поддон картера.

. и остатки прокладки головки блока цилиндров.
Очищаем привалочные плоскости блока цилиндров под трубу насоса охлаждающей жидкости и держателя заднего сальника коленчатого вала.
После разборки двигателя тщательно промываем и очищаем от нагара детали цилиндропоршневой группы для проверки их технического состояния.
Для определения износа цилиндра..

. нутромером измеряем диаметр цилиндра в четырех поясах (на расстоянии 8, 15, 50, и 90 мм от верхней плоскости блока цилиндров) и в двух направлениях (параллельном и перпендикулярном оси коленчатого вала).
В зоне первого пояса (до 8 мм) цилиндр практически не изнашивается Поэтому по разности замеров в первом и остальных поясах можно определить износ цилиндра.
Если износ цилиндров превышает 0,15 мм, необходимо на СТО расточить и отхонинговать цилиндры до ремонтного (увеличенного на 0,4 или 0,8 мм) размера.
Для определения износа юбки поршня микрометром измеряем ее диаметр в плоскости, перпендикулярной оси поршневого пальца, на расстоянии 55 мм от днища поршня

Микрометром измеряем диаметры всех коренных.
. и шатунных шеек коленчатого вала в двух диаметрально противоположных плоскостях.
Шейки коленчатого вала шлифуем до ближайшего ремонтного размера, если износ или овальность больше 0,03 мм, а также если на шейках есть задиры и риски.
После шлифования шеек коленчатого вала.
. необходимо удалить заглушки масляных каналов.
Затем тщательно промываем и продуваем сжатым воздухом каналы для удаления остатков абразива.
Шлифовку шеек коленчатого вала, удаление и установку новых заглушек проводим на СТО.
Собираем двигатель в обратной последовательности.
Устанавливаем новые вкладыши коренных подшипников коленчатого вала номинального или ремонтного размера (после шлифовки шеек вала). Вкладыши с проточкой на рабочей поверхности устанавливаем в опоры блока цилиндров, а без проточки — в крышки коренных подшипников. Смазываем вкладыши моторным маслом и укладываем в опоры блока цилиндров коленчатый вал.

Вставляем в проточки опоры третьего коренного подшипника упорные полукольца, смазанные моторным маслом.

Поверхности полуколец с антифрикционным покрытием (на них выполнены пазы) должны быть обращены к упорным поверхностям коленчатого вала.
Устанавливаем крышки коренных подшипников в соответствии с метками (см. рис.), нанесенными на их наружной поверхности (счет крышек ведется со стороны привода ремня ГРМ). При установке ориентируем крышки так, чтобы метки на них располагались ближе к передней стороне блока цилиндров (стороне крепления генератора). При этом замки верхнего и нижнего вкладышей каждого коренного подшипника располагаются с одной стороны


Класс диаметра каждого цилиндра (в нашем случае, это класс С), клеймится напротив цилиндра на нижней плоскости блока (плоскость крепления поддона картера)
Класс поршня по диаметру юбки наносится на днище поршня.
В двигатель ставятся поршни одного класса по массе.

Маркировка на днище поршня:
2 — класс поршня по диаметру отверстия под палец;
С — класс диаметра юбки поршня;
^— при установке поршня в цилиндр стрелка должна быть направлена в сторону привода ГРМ;
Г — класс поршня по массе
Маркировка классов шатуна по массе и диаметру отверстия под поршневой палец наносится на крышке шатуна.
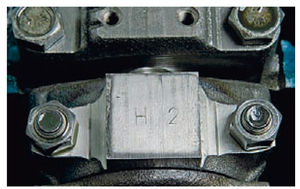
Маркировка на крышке шатуна:
Н — класс шатуна по массе;
2 — класс шатуна по диаметру отверстия под поршневой палец
Перед сборкой шатунно-поршневой группы из новых деталей необходимо подобрать пальцы к поршням и шатунам.
Класс поршня и шатуна по диаметру отверстий под палец должен соответствовать классу диаметра пальца.
Правильно подобранный поршневой палец, смазанный моторным маслом, должен входить в отверстие верхней головки шатуна с усилием нажатия большим пальцем руки..

. и не выпадать из него при вертикальном положении.
При сборке поршня с шатуном ориентируем их так, чтобы при установке в цилиндр выбитый на шатуне порядковый номер располагался ближе к задней стенке блока цилиндров (на которой расположен масляный фильтр). Перед установкой поршневых колец на поршень необходимо проверить тепловые зазоры в замках колец.
Для этого вставляем поршневое кольцо в тот цилиндр, в который оно будет установлено при сборке.

..и выравниваем кольцо днищем поршня.

Набором плоских щупов проверяем зазор в замке поршневого кольца.
Зазор должен быть равен 0,25-0,45 мм. Предельно допустимый зазор при износе 1 мм.
Смазываем моторным маслом канавки на поршнях под поршневые кольца. Устанавливаем кольца на поршни.


Перед установкой поршня в цилиндр надеваем на поршень регулируемую оправку.
. и, стягивая оправку, сжимаем поршневые кольца. Устанавливаем поршень с шатуном в цилиндр. При этом шатунная шейка коленчатого вала данного цилиндра должна находиться положении НМТ.

Упираясь рукояткой молотка в днище поршня, проталкиваем его в цилиндр.
Сняв оправку, досылаем рукояткой молотка поршень в цилиндр до упора. При этом контролируем посадку вкладыша нижней головки шатуна на шейку коленчатого вала.

При установке крышки шатуна порядковые номера на шатуне и крышке должны совпадать и располагаться с одной стороны шатуна.
Дальнейшую сборку двигателя проводим в обратной последовательности.
Если Вы обнаружили ошибку или хотите дополнить статью, выделите ту часть текста статьи, которая нуждается в редакции, и нажмите Ctrl+Enter. Далее следуйте простой инструкции.
Читайте также: