
Замена клапанов москвич 412
Люди, кто может подсказать как меняются маслоотрожающие колпачки на клапанах? Порядок действий, инструмент, что ещё необходимо для этого мероприятия? ГБЦ снимать надо, или можно произвести замену на месте?
Люди, кто может подсказать как меняются маслоотрожающие колпачки на клапанах?
Вообщето на двигателях УЗАМ маслоотражательные колпачки ВААБЩЕ. отсутствуют. Напрочь! С рождения! Ну вообще их там нет! Хлэбом клянусь!
Вообщето на двигателях УЗАМ маслоотражательные колпачки ВААБЩЕ. отсутствуют. Напрочь! С рождения! Ну вообще их там нет! Хлэбом клянусь!
уже есть, сейчас капиталим двигатель с машины отца так там стоят, и в продаже они есть но их видать прежний хозяин сам ставил
Ага ,вот и я не много удивлен! Недавно их купил ,фото есть в гараже ,написано - маслоотражающие колпачки на москвич.
Раньше перетачивали направляющие под жигулёвские колпачки. Сейчас это не нужно,т.к. есть москвичовские.
Во как! А я не знаю, есть ли они у меня. Значит буду смотреть, если есть, буду менять по любому. На старой головке масло вообще не брал, поменял потому что сказали что дело в ней(давление пропало) заменил,а толку ноль, давление не поднял, так ещё и масло стал жрать. Хоть назад ставь ту голову.
У тебя скорее всего еще маслоотражательные колечки стоят, как было сказано выше ставь колпачки.Порядок действий такой:Снимаешь ГБЦ, рассухариваешь клапана, снимаешь пружины клапанов, притираешь клапана, ставишь колпачки, засухариваешь клапана, ставишь ГБЦ на место.Из инструмента понадобится рассухариватель клапанов, но я переделал свечник под это дело.
Жалко у нас не видел колпачков
На клапанах УЗАМ сальников нет и он смазывается в напр.втулке.Вопрос: утановив сальники не сокращаем ли жизнь направляющим и клапанам?К примеру: без сальников 150 тыс, а с сальниками 100.
Жалко у нас не видел колпачков

буду ставить в мае (сори за качество фото). ОООчень надеюсь что после их установки мотор перестанет ЖРАТЬ масло.
Mons, немного огорчю, да он почти при их отсутствии масло не жрет, такие конструктивные особенности, а вот при изношенных маслосъемных колечках и ЦПГ вообще, вполне может хорошо кушать.
а вот при изношенных маслосъемных колечках
а вот их то реально не найти.
Mons, на 412 моторе, из-за его конструктивных особенностей вааще никогда не обращаю на них внимание. Дело в том, что в 412 моторе они не играют особо никакой роли. Я ездил вообще без них (ну точнее были там намеки на клапанах, не более), на расход масла они не влияли вообще.
Экскурс в конструкцию проведем потом.
Вообщето на двигателях УЗАМ маслоотражательные колпачки ВААБЩЕ. отсутствуют. Напрочь! С рождения! Ну вообще их там нет! Хлэбом клянусь!
Согласен, правда не на все 100. На клапанах изображено такое мааааааленькое колечко, что типа и считается маслосъемным колечком. А вообще как и выше говорил - на 412-м и его клонах это не серьезная проблема.
Устройство и эксплуатация автомобиля Москвич-412
Наши дополнительные сервисы и сайты:
г. С аратов

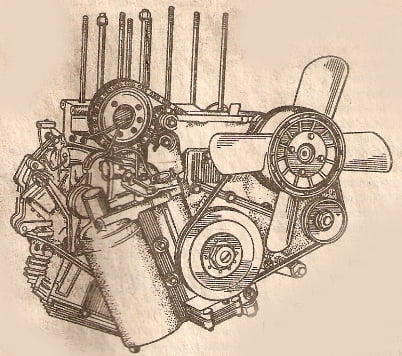
Клапаны ГРМ М-412
Клапаны расположены наклонно, по четыре в ряд, в двух плоскостях под углом 52°, выпускные с правой стороны двигателя, впускные - с левой.
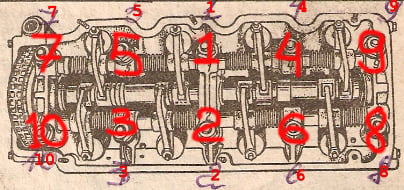
Клапаны 29 и 30 имеют плоские головки и цилиндрические стержни, диаметр головки впускного клапана 38 мм, выпускного - 34 мм- диаметр стержня клапана соответственно 7,972-7,987 и 7 053-7,968 мм.
Высота подъема клапанов 9 мм. Рабочая фаска клапана, которой он в закрытом положении прилегает к фаске гнезда, расположена под углом 45° к оси стержня клапана.
Клапанные гнезда 27 и 28 вставные, имеют вид колец, изготовлены из жароупорного чугуна высокой твердости и обладают длительным сроком службы. Гнезда вставляют в головку цилиндров охлажденными до минус 160° С. Головку цилиндров перед этим нагревают до плюс 160-170° С. Значительная разница в температурах обеспечивает надежную посадку гнезд в головке (натяг) после выравнивания их температур.
Каждый клапан прижимается к своему гнезду двумя пружинами 2 и 3, размещенными концентрично одна внутри другой. Пружины, сжатые при установке, опираются на нижнюю опорную шайбу /. Вторые концы пружин нажимают на верхнюю тарелку 5, которую удерживают на стержне клапана два сухаря 7, заходящие своими выступами в выточку на стержне. Сухари 7, охватывая стержень клапана, образуют снаружи усеченный конус, размещающийся в конусном отверстии тарелки 5.
Для уменьшения просачивания масла в камеру сгорания через зазор между стержнем клапана и его направляющей втулкой верхняя часть стержня и пружин прикрыта защитным стальным колпаком 4, надетым на пружину. С этой же целью в канавку стержня клапана и выточку клапанной тарелки устанавливают уплотнительное резиновое кольцо 6 и снимают фаску на верхнем торце направляющей втулки 26.
Между наконечником 8, надетым на сферический торец регулировочного винта 24 коромысла, и торцом стержня клапана предусмотрен тепловой зазор, который необходим для обеспечения плотной посадки клапана в гнезде, что требуется для нормального протекания рабочего процесса двигателя. Кроме этого, клапан, нагревшийся вследствие соприкосновения с горячими газами в открытом положении, плотно прилегая к сравнительно холодному гнезду, в головке цилиндров, успевает остывать, и его температура поддерживается в допустимых пределах.
У холодного двигателя зазоры в приводе клапанов должны быть равными 0,15 мм. Величину зазоров определяют плоским щупом, регулируют поворотом регулировочных винтов 24 коромысел в требуемую сторону.
После регулировки винт стопорят контргайкой 23.
Клапанный механизм сверху закрыт крышкой, прилегающей к верхним плоскостям головки цилиндров, верхней крышки привода газораспределительного механизма и задней технологической крышки головки.
Стык верхней крышки с этими деталями уплотнен прокладкой.
для железнодорожного транспорта, сертифицированные ВНИИЖТ- "Фаворит К" и "Фаворит Щ", внутренняя и наружная замывка вагонов.
Наверняка многие автомобилисты знают для чего в клапанном механизме имеются маслосьёмные колпачки. Вспомним: тарелки пружины и стержни клапанов охлаждаются маслом. Но если оно будет попадать в камеру сгорания, двигатель будет работать неровно, масло будет угарать. Для того чтобы этого не происходило, на направляющей клапана устанавливают специальный сальник-маслосъемный колпачек. Его рабочая кромка контактирует с поверхностью стержня клапан, снимая излишки масла.
Но оказывается, есть двигатели в которых данные сальники отсутствуют и нечего, они себе хорошо работают. К ним относились двигатели Уфимского завода автомобильных моторов (УЗАМ). Они устанавливались на автомобили Москвич, ИЖ. Сам по себе двигатель был легендарным на нем и его модификациях советские раллисты завоёвывали призовые места.
Вернёмся к нашим баранам, т.е. колпачкам. Их функцию в головке москвича выполняли специальные резиновые колечки/шайбы, которые устанавливались в дополнительную проточку клапана.
На рисунке 4 эти колечки показаны на позиции 29.
Для того чтобы данная конструкция хорошо работала, нужно чтобы втулка клапана 49 не имела износ.
Многие реставраторы протачивают втулки клапанов для установки маслосъемных колпачков ВАЗ.
В 2000-х продавались маслосъёмные колпачки для Москвича:
Это были простые резиновые колпачки, которые по сути нельзя было устанавливать на направляющие выпускных клапанов. Но в паре с резиновыми колечками на впуске, данные колпачки показывали неплохие результаты.
Мой дед их не применял. Я ставил на впуск.
Есть и обратная сторона хороших сальников клапанов. Один старый шофёр выдвинул такую гипотезу: раньше сальники клапанов были плохого качества, они сопливили, что сказывалось на расходе масла и работе двигателя. Но направляющие клапанов ходили дольше. А сейчас уж очень часто встречается износ направляющие клапанов.
Качество же обработки сёдел клапанов и направляющих позволяло произвести простую замену прогоревшего клапана и притирку, без правки фаски седла. Очень редко разбивало втулку клапана. А чтобы побило седло клапана же из серого чугуна (на москвиче) нужно уж совсем за машиной не следить. Сам прогар клапана был таким же редким явлением.
Современные моторы работают на обедненных топливо-воздушных смесях, высоких рабочих температурах, детали имеют запрограмированый износ. Отсюда и выходит ремонт ГБЦ и неисправности, которые на старых моторах происходили крайне редко.
Москвич 412 (АЗЛК и ИЖ): УЗАМ 412: ГОЛОВКА блока цилиндров (ГБЦ), ремонт, снятие, купить
1. СНЯТИЕ головки блока цилиндров (ГБЦ)
2. Замена НАПРАВЛЯЮЩЕЙ ВТУЛКИ КЛАПАНА
3. Ссылки на наш форум — задавайте вопросы
1. СНЯТИЕ головки блока цилиндров (ГБЦ)
Для снятия головки цилиндров , проделайте следующие операции:
- Пол: Мужчина
- Интересы: Компютери, програмирование, сателитарное телевидение, авторемонт и механика, ремонт електронной апаратури, всего понемногу
- Место жительства: Украина, Львовськая обл.
- Машина: Москвич 412 (ИЖ) 1988 г.в.
-
1. отверните семь гаек шпилек крепления крышки головки цилиндров и снимите крышку и провода, высокого напряжения от распределителя зажигания к свечам;
-
2. проверните коленчатый вал по часовой стрелке до положения, при котором поршень первого цилиндра находится в положении верхней мертвой точки (в.м.т.) такта сжатия. Метка в.м.т. на шкиве коленвала совмещена с острием установочного штифта на нижней крышке звездочек привода газораспределения.

-
Примечание. Первая метка (по направлению вращения коленвала) используется при установке момента зажигания, а вторая метка соответствует ВМТ.
-
3. отверните семь болтов крепления верхней клапанной крышки и снимите крышку.
-
4. раскерните и отверните четыре болта крепления ведомой звездочки привода газораспределения и снимите звездочку с вала, не разъединяя ее от цепи. Во избежание соскакивания цепи с зубьев звездочки ее вместе с цепью свяжите проволокой.

-
ВНИМАНИЕ!
-
При разъединенном цепном приводе, но не снятой еще с блока цилиндров головке, не повертывайте коленчатый или распределительный вал в лю6ом направлении, даже на самый незначительный угол. Невыполнение повлечет к повреждению головки клапанов об поршни.
-
5. отверните 10 гаек крепления головки блока и снимите ее.
-
ВНИМАНИЕ!
-
При снятой головке не проворачивайте коленвал, так как из-за трения колец о зеркало гильзы цилиндров могут подняться, и под упорный нижний торец гильзы попадет накипь или продукты коррозии блока цилиндров, что приведет к нарушению уплотнения гильз.
-
6. снимите прокладку головки.
-
После проверки и замены поврежденных и изношенных деталей установку и крепления головки цилиндров на блоке производите в обратной последовательности. При этом:
-
7. тщательно осмотрите уплотнительную прокладку головки цилиндров и резинопробковую прокладку клапанной крышки. Поврежденные или сильно обжатые прокладки замените;
-
8. для равномерного обжатия по всей поверхности прокладки и предупреждения деформаций блока гайки шпилек головки затягивайте в определенной последовательности. Окончательную затяжку гаек головки цилиндров производите динамометрическим ключом, а момент затяжки должен быть 90-100 Нм (9,0-10,0 кгс•м).
-
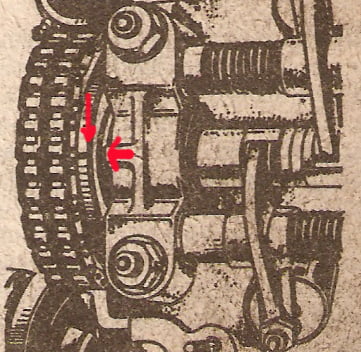
Однако, прежде чем установить на верхнюю торцевую плоскость блока цилиндров с уложенной на нее уплотнительной прокладкой головку блока, собранную заранее с клапанным механизмом и с распределительным валом, предварительно установите взаимное угловое положение коленчатого и распределительного валов. Для этого, убедившись в том, что сохранилась предварительная установка поршня первого цилиндра в в.м..т. В конце такта сжатия, вращайте распределительный вал до тех пор, пока риска на фланце распределительного вала (см. рис.)
-
не установится против середины прилива на передней опоре распределительного вала. После этого головку блока цилиндров установите на блок цилиндров и закрепите ее.
2. Замена НАПРАВЛЯЮЩЕЙ ВТУЛКИ КЛАПАНА
Последовательность ремонта ГБЦ (головки блока цилиндров) автомобиля Москвич 412
Направляющую втулку клапана меняют в следующей последовательности:
1. Выпрессуйте изношенную направляющую втулку клапана из ГБЦ
2. Установите головку цилиндров на сверлильный станок, имеющий наклонный стол, и выставляют ее так, чтобы шпиндель станка был расположен по оси отверстия направляющей втулки в головке
3. Разверните отверстие в головке цилиндров, из которого выпрессована втулка, под размер 15,247-15,220 мм;
4. Запрессуйте в развернутое отверстие ремонтную втулку — дет. 412-10070300-БР, имеющую увеличенный на 0,25 мм наружный диаметр (15,284-15,272 мм.). Перед запрессовкой направляющие втулки, изготовляемые из металлокерамики, должны быть предварительно пропитаны в масле для двигателя в течение не менее 1,5 ч.
5. Отверстие в запрессованной втулке разверните под размер 8,026-8,008 мм.
6. Проверьте прямолинейность оправкой 7,995 мм, которая должна свободно проходить на всю длину втулки.
После обработки отверстий в направляющих втулках обязательно должны быть прошлифованы рабочие фаски на седлах клапанов для обеспечения их концентричности осям отверстий в направляющих втулках.
выбиваешь старые втулки, покупаешь новые, запрессовываешь их разворачиваешь внутреннее отверстие разверткой диаметром 8мм, и вот оно счастье для запресовки необходима специальная оправка, изготавливается на токарном станке за 5 минут времени
выбиваешь старые втулки, покупаешь новые, запрессовываешь их разворачиваешь внутреннее отверстие разверткой диаметром 8мм, и вот оно счастье для запресовки необходима специальная оправка, изготавливается на токарном станке за 5 минут времени
Один мастер мне говорил, что голову надо греть паяльной лампой, потом только випресовивать-запресовивасть втулки, так как в корпусе тонкая стенка и может треснуть в процесе. Правда ли ето? Смотря по чертежам головки там достаточно толстие стенки и не должни треснуть. На счет оправки я в курсе, есть чертеж. Нужен какой-то специальний прес или випресовка-запресовка возможна при помощи молотка? Новие втулки полнее тех что стоят в головке. Что лучше, развернуть отверстия под втулки или шлифануть втулки под необходимий размер?
запрессовываешь их разворачиваешь внутреннее отверстие разверткой диаметром 8мм, и вот оно счастье для запресовки необходима специальная оправка,
греть паяльной лампой, потом только випресовивать-запресовивасть втулки,
Смотря по чертежам головки там достаточно толстие стенки и не должни треснуть.
На счет оправки я в курсе, есть чертеж. Нужен какой-то специальний прес или випресовка-
запресовка возможна при помощи молотка?
Новие втулки полнее тех что стоят в головке. Что лучше, развернуть отверстия под втулки
развернуть но уже установленные в башку и на станке. и не плохо былоб сразу иха обточить под ваз иль подобный маслоотражательный колпачёк. кста-головку можно и не нагревать ,а охладить втулки в жидком азоте.(я так делал)
Один мастер мне говорил, что голову надо греть паяльной лампой, потом только випресовивать-запресовивасть втулки, так как в корпусе тонкая стенка и может треснуть в процесе. Правда ли ето? Смотря по чертежам головки там достаточно толстие стенки и не должни треснуть. На счет оправки я в курсе, есть чертеж. Нужен какой-то специальний прес или випресовка-запресовка возможна при помощи молотка? Новие втулки полнее тех что стоят в головке. Что лучше, развернуть отверстия под втулки или шлифануть втулки под необходимий размер?
Головку лучше не греть, а охладить направляющие. Если греть, то всю целиком в печи и не до высоких температур. В принципе достаточно сварить головку в кипятке, а направляющие охладить в морозилке или при помощи сухого льда или на улице, благо зима и за боротом минус 20. Головка треснуть не должна. Прессовать лучше при помощи пресса или винта - молотком можно расколоть направляющую при неправильном направлении удара
Читайте также: