
Установка шатунов на ваз 2103

Подбор поршня к цилиндру.
Расчетный зазор между поршнем и цилиндром (для новых деталей) составляет 0,025-0,045 мм. Он определяется промером деталей и обеспечивается установкой поршней того же класса, что и цилиндры. Максимально допустимый зазор (при износе деталей) — 0,15 мм.
Если у двигателя, бывшего в эксплуатации, зазор превышает 0,15 мм, то необходимо заново подобрать поршни, чтобы зазор был возможно ближе к расчетному.
В запасные части поставляются поршни классов А, С, Е. Этого достаточно для подбора поршня к любому цилиндру при ремонте двигателя, так как поршни и цилиндры разбиты на классы с небольшим перекрытием размеров. Например, к цилиндрам классов В и D может подойти поршень класса С. Также и к изношенным цилиндрам классов А и В может подойти поршень класса С.
Разборка. Снимите поршневые кольца. Уложите поршень в опору с цилиндрической выемкой и с помощью оправки А.60308 выпрессуйте палец (рис. 2-32).
Если некоторые детали шатунно-поршневой группы не повреждены и мало изношены — они могут быть снова использованы. Поэтому при разборке пометьте их, чтобы в дальнейшем собрать группу с теми же деталями и установить в прежний цилиндр.
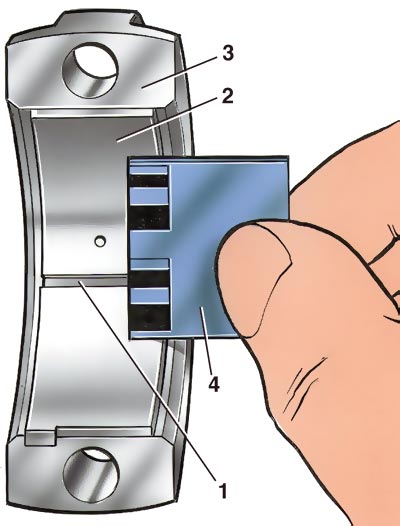
Сборка. Перед сборкой подберите палец к поршню. Для правильного сопряжения необходимо, чтобы поршневой палец, смазанный моторным маслом, входил в отверстие поршня от простого нажатия рукой (рис. 2-33) и не выпадал, если держать поршень так как показано на рис. 2-34.
Выпадающий палец замените другим, следующей категории. Если палец третьей категории выпадает из отверстия поршня, то замените поршень и повторите подбор пальца.
Так как палец вставляется в верхнюю головку шатуна с натягом, необходимо нагреть шатун для расширения его головки. Для этого поместите шатуны на 15 мин в электропечь, нагретую до 240°С.
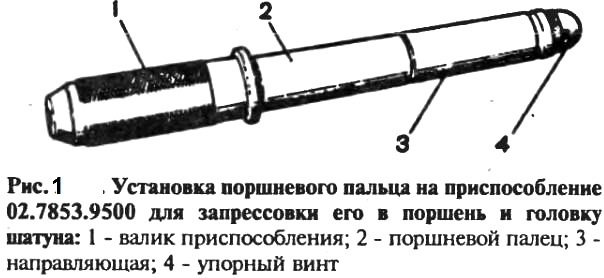
Палец заранее приготовьте к сборке, надев его на валик приспособления А.60325 с установленным дистанционным кольцом 5. Кольцо должно иметь толщину 4 мм, наружный диаметр 22 мм и внутренний — 15 мм. На конце приспособления устанавливается направляющая 3, закрепляемая винтом 4. Винт затягивайте неплотно, чтобы не произошло заклинивания при расширении пальца от контакта с нагретым шатуном.
Для правильного соединения пальца с шатуном запрессовывайте патец как можно скорее, так как шатун быстро охлаждается и после охлаждения изменить положение пальца будет невозможно.
Поршень с шатуном должен быть собран так, чтобы стрелка на днище поршня была направлена в сторону отверстия для выхода масла (если оно имеется) на нижней головке шатуна (см. рис. 2-31).
Извлеченный из печи шатун быстро зажмите в тисках. Надевая поршень на шатун, следите, чтобы отверстие под палец совпадало с отверстием верхней головки шатуна. Закрепленный на приспособлении поршневой палец протолкните в отверстие поршня и верхнюю головку шатуна (рис. 2-36) до упора запле-чика приспособления в поршень.
Во время этой операции поршень должен прижиматься бобышкой к верхней головке шатуна в направлении запрессовки пальца (показано стрелкой на рис. 2-36). Тогда палец займет правильное положение.
После остывания шатуна смажьте палец моторным маслом через отверстия в бобышках поршня.
Смажьте моторным маслом канавки на поршне, поршневые кольца и установите кольца на поршень. Ориентируйте поршневые кольца так, чтобы замок верхнего компрессионного кольца располагался под углом 30-45° к оси поршневого пальца, замок нижнего компрессионного кольца — под углом приблизительно 180° к оси замка верхнего компрессионного кольца, а замок маслосъемного кольца — под углом 30-45° к оси поршневого пальца между замками компрессионных колец.
Нижнее компрессионное кольцо устанавливайте выточкой вниз (см. рис. 2-30). Если на кольце нанесена метка "Верх" или "ТОР", то кольцо устанавливайте меткой вверх (к днищу поршня).
Перед установкой маслосъемного кольца проверьте, чтобы стык пружинного расширителя располагался со стороны, противоположной замку кольца.
Сборка шатунно-поршневой группы
Так как палец вставляется в верхнюю головку шатуна с натягом, нагрейте шатун до 240°С для расширения его головки. Для этого шатуны поместите в электропечь, направляя верхние головки шатунов внутрь печи.
В печь, уже нагретую до 240°С, шатуны помещают на 15 мин.
Для правильного соединения пальца с шатуном, запрессовывайте палец как можно скорее, так как шатун охлаждается быстро и после охлаждения нельзя будет изменить положение пальца.
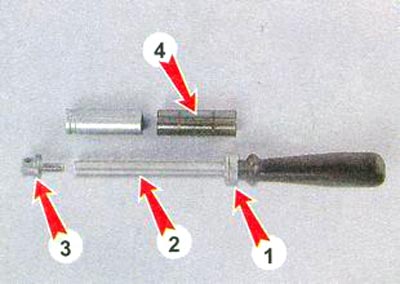
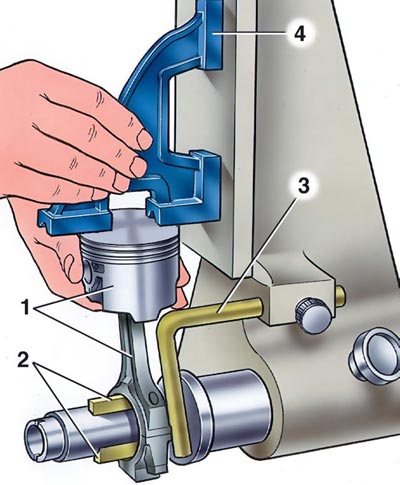
Палец заранее приготовьте к сборке, надев его на валик 1 (рис. 1) приспособления 02.7853.9500, установив на конце этого валика направляющую 3 и закрепив ее винтом 4. Винт затягивайте неплотно, чтобы не произошло заклинивания при расширении пальца от контакта с нагретым шатуном.
Извлеченный из печи шатун быстро зажмите в тисках. Наденьте поршень на шатун, следя чтобы отверстие под палец совпадало с отверстием верхней головки шатуна. Приспособлением 02.7853.9500 закрепленный поршневой палец протолкните в отверстие поршня и в верхнюю головку шатуна (рис. 2) так, чтобы заплечик приспособления соприкасался с поршнем.
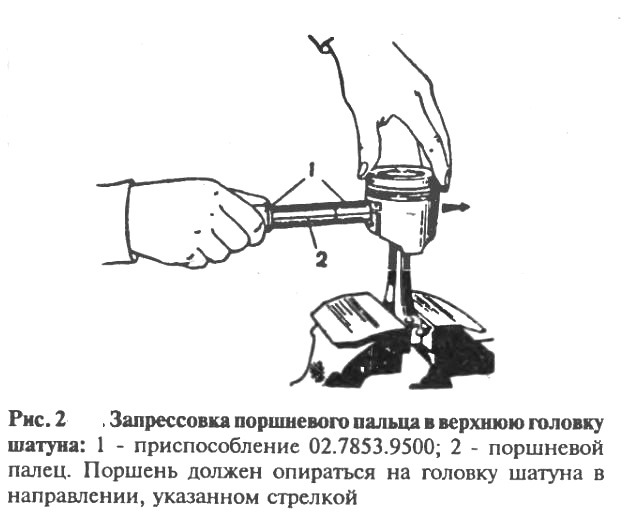
Во время этой операции поршень должен прижиматься бобышкой к верхней головке шатуна в направлении запрессовки пальца (показано стрелкой на рис. 2). Таким образом палец займет правильное положение.
После охлаждения шатуна смажьте палец моторным маслом через отверстия в бобышках поршня.
Смажьте моторным маслом канавки на поршне и поршневые кольца и установите кольца на поршень. Ориентируйте поршневые кольца так, чтобы замок верхнего компресионного кольца располагался под углом 30
— 45° к оси поршневого пальца, замок нижнего компрессионного кольца — под углом 180е к оси замка верхнего компрессионного кольца, а замок маслосъемного кольца
— под углом 30 — 45° к оси поршневого пальца между замками хомпрессионных колец.
Перед установкой маслосъемного кольца проверьте, чтобы стык пружинного расширителя располагался со стороны, противоположной замку кольца. Если у маслосъемного кольца фаски на наружной поверхности несимметричны (такие кольца применялись до 1988 г.), то такое кольцо надо устанавливать фасками вверх .
Шатун обрабатывается вместе с крышкой и поэтому крышки шатунов невзаимозаменяемы. Чтобы их не перепутать при сборке, на шатуне и соответствующей ему крышке клеймится номер цилиндра, в который они устанавливаются. При сборке цифры на шатуне и крышке должны находится с одной стороны.

После того как мы подготовили блок цилиндров "Рыжика", нужно теперь подготовить и его комплектующие. И прежде всего нас интересует шатунно-поршневая группа (ШПГ).
Для наших цилиндров, расточенных в 79 мм, есть следующие варианты поршней:
1) ВАЗ 2105 79.0 мм, с большими цековками под клапана;
2) ВАЗ 21011 79.0 мм, с небольшой лужей, без цековок;
3) Тюнинг-поршни (например, ремонтные ВАЗ 11194 79.0 "Калина-ТДМК"; кованые АвтоТехнология и т.п.);
4) Иномарочные поршни.
У поршней ВАЗ 2105 действительно большие цековки, ведь они сделаны для ременного двигателя, на случай обрыва ремня, а мы хотим получить степень сжатия повыше (и объём выемки поменьше).
На другие варианты с иномарочными поршнями у нас, увы, не было ни опыта, ни денег (да и диаметр 79.0 мм там не пользуется популярностью). А брать дорогие кованые тюнинг-поршни нам тоже пока ни к чему — мотор строим атмосферный, не сильнонагруженный.
Так что, в итоге, остановились на варианте поршней от ВАЗ 21011. Конечно, цековки под клапана в них нам сделать всё равно придётся, учитывая что из-за 2130-го коленвала уже не будет недохода поршней в ВМТ, да и распредвал у нас стоит с перекрытием…
В общем, взяли набор поршней Автрамат 79.0 (гр.E):

Чтобы немного осовременить движок и облегчить установку поршневой, было решено ставить новые шатуны 21213 под "плавающий" палец:

В таких шатунах пальцы уже не нужно запрессовывать, они сидят на бронзовых втулках с маслоканалом. Кроме того, 213-е шатуны имеют усиленные боковины.
Тем не менее, учитывая "переменчивое" качество современных новых запчастей, мы решили всё же перепроверить геометрию купленных шатунов — соосность и внутреннюю округлость. При затянутых гайках бугелей допускается эллипсность всего до 2 соток! Поскольку нутромера у нас не было, обратились за помощью на уже знакомый столичный В.М.С. (Promotor):

Судя по полученным цифрам, первый шатун показался нам подозрительным, и на всякий случай лучше его заменить…
Теперь, чтобы "подружить" наши новые 213-е шатуны с 21011-ми поршнями, нужно поставить стопорные кольца пальцев (21213-1004022), иначе незапрессованные пальцы просто вылезут в цилиндры. Для этого нужно сделать в поршнях проточки (канавки) под стопорные кольца. Эту несложную работу мы поручили нашему токарю:
Помимо этого, нужно вначале купить сами пальцы и подобрать их под поршни по тепловому зазору. Мы руководствовались следующим правилом: "При температуре 20 градусов Цельсия палец должен легко ходить внутри поршня. Но при этом поршневой палец не должен выпадать из поршня в вертикальном положении в смазанном состоянии."
Мы взяли обычные пальцы 2101 (синие), поэтому придётся также немного укоротить их, учитывая стопорные кольца:

В компанию к поршням и шатунам с пальцами нам нужны и поршневые кольца. И экономить на кольцах никак нельзя! Поэтому ищем кольца на 79.0 серьёзного западного производителя, причём с наборными маслосъёмными.
Напомним, что наборные маслосъёмные кольца лучше потому что:
— менее чувствительны к плохой обкатке (не требуют долгой обкатки);
— меньше боятся перегрева;
— лучше для высоконагруженных двигателей (ресурс).
К сожалению, выяснилось, что популярные кольца NPR(SM) в варианте 79.0 идут только коробочные, как и Mahle с Goetze.
Поэтому мы остановили свой выбор на кольцах Kolbenschmidt (в отличие от NPR, на кольца Кольбеншмидт практически нет подделок):

При заказе нужно быть внимательным: по каталогу есть три разновидности колец Kolbenschmidt на диаметр 79.0:
1) "80 00136 4 0 000" (старый номер 50 012 062)
* маслосъёмное: тип GSF 76241, т.е. это обычное коробчатое, это не наш вариант! ("Spiral expander top-bevelled oil control")
* компрессионные: 34721, 48607
2) "80 00136 4 2 000" (старый номер 50 011 527)
* маслосъёмное: тип SLF 85368/04, т.е. наборное с уменьшенной шириной 3.2 мм
* компрессионные: 34721, 48607
3) "80 00136 4 1 000"
* маслосъёмное: тип SLF 85368, т.е. наборное шириной 4.2 мм ("Steel rail spring washer", пружинное со стальными пластинками)
* компрессионные: 34721, 48607
При этом высота колец всех трёх видов одинакова и соответствует стандартной для ВАЗа: 1.5, 2.0, 3.947 мм.
Компрессионные кольца тоже одинаковы: хромированное — самое верхнее, с "зубчиком" — пониже.
Заказываем тип 3, номер по каталогу 800013641000. Три нуля в конце означают обычный размер колец, не ремонтный (в нашем случае это 79,00 мм).
Теперь проверяем, подходит ли нам такой размер колец. Для этого вставляем кольца в цилиндр и выравниваем, затолкав их немного поршнем (ориентируемся по канавкам поршня). Далее измеряем получившийся зазор щупами:
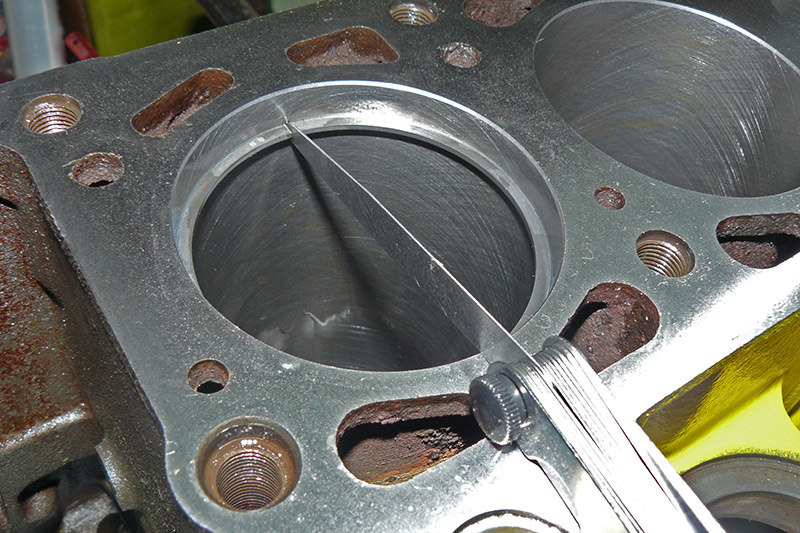
Получаем следующие зазоры:
— верхнее компрессионное = 0.60 мм
— среднее компрессионное = 0.45 мм
— нижние маслосъёмные = 0.80 мм
Считается, что если щель меньше 1 мм — это нормально, но главное, чтобы кольцо влезло без "натяга" (по требованиям для чугунных колец зазор должен быть: 0.25-0.40 мм)
Верхнее компрессионное может иметь больший зазор, а вот у 2-го лучше минимальный зазор (но не смыкание!).
Также нужно проверить, не велики ли канавки в поршнях для наших колец: вставляем боком кольца в канавки поршня и немного шатаем в стороны, проверяя люфт. Допустимый зазор: 0.15 мм. При этом кольца в канавках должны свободно прокручиваться без закусываний.
Теперь настало время сделать развесовку нашей ШПГ. Необходимо подобрать пары поршни+пальцы+шатуны по весу, а также выровнять их вес по отдельности и в сумме.
При этом нужно уделить особое внимание балансировке шатунов.
Выяснилось, что для точной балансировки (до 0.1 г) известный метод с "качелями" на опоре для взвешивания шейки не очень подходит: получается слишком большая погрешность (малейшее смещение выбранного центра опоры мгновенно уводит показания весов).
Поэтому для более точной балансировки лучше вначале точно выровнять веса отдельных частей шатуна по отдельности (шейки и бугеля+гаек). При этом оставшаяся разбалансировка может быть только за счёт разности веса шпилек шатунов, что отчасти компенсируется точностью выравнивания веса.
Для развесовки нам потребуются точные электронные весы:

Теперь нам нужно измерить:
1) общий вес шатуна;
2) отдельно шейку без бугеля;
3) отдельно бугель+гайки (гайки можно распределить чтобы компенсировать разницу в весе).
Видим, что у 1-го шатуна — самая лёгкая головка, зато у 3-го самый лёгкий бугель (и в целом он тоже легче). А вот 4-му шатуну придётся изрядно "похудеть"…
После анализа измеренных значений берём в руки "болгарку" и стачиваем лишнее аки скульптор! :)
Развесовку делаем отдельно по шейке и по бугелю; ориентируемся всегда по самой лёгкой шейке/бугелю и стачиваем остальные под этот вес.
При этом нужно визуально сравнивать шатуны и искать расхождения в геометрических размерах.
Обычно головку шатунов точат над ушком (где прилив), а бугель — там где нижний прилив. Если там точить уже некуда, то тогда смотрим на шейке (часто там идёт шов от литья, который можно сточить).
Если не получается точно выровнять вес, то выделяем 2 пары шатунов с самыми близкими весами (один чуть тяжелее, один чуть легче) и придётся поставить их на 1-4 и 2-3 цилиндры попарно.
Самый лёгкий шатун у нас вышел 723.4 г, а остальные +1.2, +12.8 и +18.1 граммов к его весу.
К счастью, нам удалось выровнять вес всех шатунов и их частей и сделать их практически идентичными (в пределах погрешности 0.1 г).
Теперь настала очередь поршней, их тоже нужно выровнять по весу. Делать развесовку поршней имеет смысл только в паре с подобранными ранее пальцами и кольцами, ведь они "сидят" внутри поршней:

В идеале стоит добавить к поршням и стопорные кольца. Может показаться, что эти мелочи вроде колец не оказывают никакого влияния, но это не так.
Вот полученные нами значения, в граммах:
— поршни 379.3 376.8 375.7 376.7
+кольца (+3.6) (+1.1) (0.0) (+1.0)
Т.е. только за счёт "мелочей" получаем разницу в весе 3.6 г (!).
При этом компенсировать эту разницу можно только стачивая сами поршни — прежде всего, убираем там где площадочка под отверстиями пальцев.
При развесовке поршней нам следует учесть важный момент: в процессе дальнейших работ над двигателем, мы будем делать цековки под клапана в наших поршнях, поэтому их развесовку обязательно повторить и выверить уже при готовых цековках.
Забегая наперёд, скажем, что в итоге нам также удалась развесовка поршней с точностью до 0.1 г, как и для шатунов.
Главное — всегда помечать номерами поршни, шатуны, пальцы и следить за тем, чтобы их не перепутать!
На этом, подготовительную работу с шатунно-поршневой группой мы закончили.
В следующей части переходим к коленвалу и остальным деталям блока цилиндров!
Так как палец вставляется в верхнюю головку шатуна с натягом, нагрейте шатун до 240°С для расширения его головки. Для этого шатуны поместите в электропечь, направляя верхние головки шатунов внутрь печи.
В печь, уже нагретую до 240°С, шатуны помещают на 15 мин.
Для правильного соединения пальца с шатуном, запрессовывайте палец как можно скорее, так как шатун охлаждается быстро и после охлаждения нельзя будет изменить положение пальца.

Рис. 3–31. Установка поршневого пальца на приспособление А.60325 для запрессовки его в поршень и головку шатуна: 1 - валик приспособления; 2 - поршневой палец; 3 - направляющая; 4 - упорный винт
Палец заранее приготовьте к сборке, надев его на валик 1 (
Рис. 3–32. Запрессовка поршневого пальца в верхнюю головку шатуна: 1 - приспособление A.60325; 2 - поршневой палец. Поршень должен опираться на головку шатуна в направлении, указанном стрелкой

Извлеченный из печи шатун быстро зажмите в тисках. Наденьте поршень на шатун, следя, чтобы отверстие под палец совпадало с отверстием верхней головки шатуна. Приспособлением А.60325, закрепленный поршневой палец протолкните в отверстие поршня и в верхнюю головку шатуна (
Рис. 3–25. Основные размеры поршня, шатуна, поршневого пальца и поршневых колец
Нижнее компрессионное кольцо устанавливайте выточкой вниз (см. рис. 3–25). Если на кольце нанесена метка "Верх" или "TOP", то кольцо устанавливайте меткой вверх (к днищу поршня).
Перед установкой маслосъемного кольца проверьте, чтобы стык пружинного расширителя располагался со стороны, противоположной замку кольца.
Шатун обрабатывается вместе с крышкой и поэтому крышки шатунов не взаимозаменяемы. Чтобы их не перепутать при сборке, на шатуне и соответствующей ему крышке клеймится номер цилиндра, в который они устанавливаются. При сборке цифры на шатуне и крышке должны находиться с одной стороны.
Видео про "Сборка шатунно-поршневой группы" для ВАЗ 2107
Сборка поршня с шатуном Ваз - самый быстрый и эффективный способ! Установка поршней на шатуны в классике. ваз 2101-2121-2109 Часть 7 Lada Капитальный ремонт ВАЗ 2107 (1600) Установка поршневой в блок цилиндровКакими двигателями оснащался ВАЗ 2103
Тюнинг двигателя FIAT-124 был проведён качественно, ведь в дальнейшем его серийное производство не прекращалось десятки лет. Конечно, были проведены рестайлинги, но костяк мотора оставался прежним. Особенность вазовского двигателя 2103 в том, что его вал ГРМ приводится в действие цепью, а не ремнём.
1,5-литровый силовой агрегат представляет собой третье из четырёх поколений классики. Это наследник двигателей 1,2 л ВАЗ 2101 и 1,3 л ВАЗ 21011. Он предшествовал созданию мощного 1,6-литрового агрегата ВАЗ 2106 и более современных инжекторных моторов для автомобилей с передним приводом. Все модификации двигателя ВАЗ 2103 отличались улучшенными техническими возможностями.
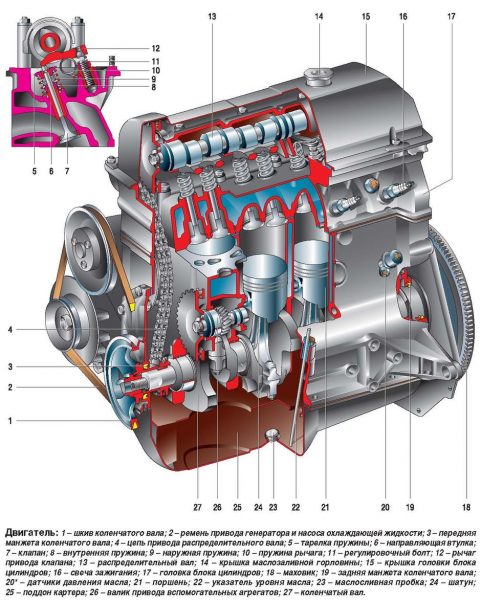
Улучшенные показатели силового агрегата ВАЗ 2103 сразу заметны в особенностях конструкции. Мотор оснащён с другим блоком цилиндров — целые 215,9 мм вместо 207,1 мм. Это позволило увеличить рабочий объём до 1,5 л и поставить коленвал с увеличенным поршневым ходом.
Распредвал приводится в действие цепью без натяжителя. Он не предусмотрен, в связи с чем натяжение приходится регулярно проверять и настраивать.
- Периодической регулировке подлежат зазоры клапанов, так как ГРМ не оснащён гидрокомпенсаторами.
- Блок цилиндров чугунный, головка отлита из сплава алюминия.
- Распредвал стальной, имеет особенность — 1 необработанную шейку с шестью гранями.
- В паре с ним работает либо карбюратор с ВРОЗ (вакуумный регулятор зажигания), либо инжекторная система, но уже с соответствующим ГРМ — изменена конструкция ГБЦ.
- Насос подачи смазки расположен в картере двигателя.
Технические возможности двигателя таковы:
- диаметр цилиндра вернули к значению 76 мм;
- ход поршня увеличили на 14 мм;
- объём двигателя в кубических сантиметрах стал равен 1452 куб. см;
- с каждым цилиндром работает два клапана;
- двигатель питается бензином с октановым числом АИ-92 и выше;
- масло используется в пределах 5W-30/15W-40, его расход составляет 700г/1000 км пробега.
Интересно, что последующий двигатель ВАЗ 2106 получил уже цилиндры с увеличенным до 79 мм диаметром.
Поршни
Элементы ДВС ВАЗ 2103 изготовлены из алюминия, в разрезе они овального типа. Размер поршня сверху меньше, чем снизу. Это объясняет особенность измерения — оно проводится только в плоскости, которая перпендикулярна поршневому пальцу и находится на расстоянии 52,4 мм от низа.
По внешнему диаметру поршни ВАЗ 2103 классифицируются по 5, через каждые 0,01 мм. На 3 категории через 0,004 мм они делятся по диаметру отверстия под палец. Все данные о диаметрах поршня можно посмотреть на нижней части элемента — днище.
Для силового агрегата ВАЗ 2103 подходит тип поршня с диаметром 76 мм без выемки. А вот для моторов ВАЗ 2106 и 21011 этот показатель равен 79, поршень с выемкой.

Коленчатый вал
Коленвал ВАЗ 2103 изготовлен из суперпрочного материала, имеет девять шеек. Все шейки основательно закалены на глубину 2–3 мм. В коленвале имеется специальное гнездо для установки подшипника.
Соединения шеек канальчатое. По ним поступает масло для подшипников. Каналы заглушены колпаками, запрессованными для надёжности в трёх точках.
Размеры полуколец и шеек коленвала.
- Полукольца имеют толщину 2,31–2,36 и 2,437–2,487 мм.
- Шейки коренные: 50,545–0,02; 50,295–0,01; 49,795–0,002 мм.
- Шейки шатунные: 47,584–0,02; 47,334–0,02; 47,084–0,02; 46,834–0,02 мм.
Маховик
Деталь чугунная со стальным зубчатым венцом, входящим в соединение с шестернёй стартера. Напрессовка венца — горячим способом. Зубья основательно закалены токами высокой частоты.
Крепление маховика осуществляется посредством 6 самоконтрящихся болтов. Расположение фиксаторов имеет только два положения по меткам. Центрирование маховика с коленвалом проводится через передний подшипник ведущего вала КПП.
Таблица: основные технические характеристики.
| Объём двигателя | 1450 см3 |
| Мощность | 75 л.с. |
| Крутящий момент | 104/3400 нм |
| Газораспределительный механизм | ОНС |
| Количество цилиндров | 4 |
| Количество клапанов на цилиндр | 2 |
| Диаметр цилиндра | 76 мм |
| Ход поршня | 80 мм |
| Степень сжатия | 8.5 |
Какой двигатель можно поставить на ВАЗ 2103 вместо штатного
Отечественные машины хороши тем, что при достаточном бюджете удастся воплотить практически любой задуманный проект. Даже при стыковке мотора с коробкой передач не возникает особых сложностей. Таким образом, на ВАЗ 2103 подойдёт практически любой силовой агрегат. Главное — он должен подходить по размерам.
Роторный двигатель
Дизельный мотор
Дизель стыкуют со штатной КПП ВАЗ 2103 с помощью переходной плиты, хотя передаточные числа моторов совсем не подходят.
- Езда с дизельным Фольксваген Джетта Мк3 будет не ахти какая удобная, особенно после 70–80 км/ч.
- Немногим лучше вариант с дизельным агрегатом от Форд Сиерры. В этом случае придётся изменить конструкцию тоннеля, установить редуктор от БМВ и внести ещё кое-какие изменения.
Моторы от иномарок
Вообще, двигатели зарубежного производства ставились и ставятся на ВАЗ 2103 часто. Правда, избежать дополнительных модификаций в этом случае не получается.
Неисправности мотора ВАЗ 2103
Наиболее частые дефекты, встречающиеся на двигателе:
Все эти неисправности связаны с различными причинами, о которых речь пойдёт ниже.
Двигатель перегревается

Тосол может и вытекать из системы. В этом случае налицо неисправность — нарушение целостности системы охлаждения. Пятна антифриза на полу гаража, в котором стояла машина, прямо указывают владельцу на утечку. Её важно своевременно устранить, иначе в бачке и системе не останется ни капли жидкости.
Причины утечки таковы.
Ещё одна причина перегревания мотора — неработающий вентилятор радиатора. На ВАЗ 2103 качество охлаждения лопастями двигателя крайне важно. Малейшее провисание ремня привода воздействует на него отрицательно. Но это не единственный повод для выхода элемента.
- Вентилятор может банально испортиться — сгореть.
- Из строя выходит предохранитель, отвечающий за электроцепь.
- На клеммах вентилятора окисляются контакты.
Наконец, перегрев ДВС может произойти из-за порчи термостата.
Стук двигателя
На ВАЗ 2103 стук двигателя определяется без специального оборудования, на слух. Берётся деревянный 1-метровый шест, который одним концом прикладывается к мотору в проверяемой части. Другая сторона шеста должна быть зажата в кулаке и поднесена к уху. Получается нечто вроде стетоскопа.
- Если стук прослушивается в зоне разъёма с масляным картером, он глухой, а частота зависит от амплитуды вращения коленвала — это стучат изношенные коренные подшипники коленчатого вала.
- Если звук прослушивается выше разъёма картера, он усиливается по мере увеличения оборотов ДВС — это стучат шатунные подшипники. Шум станет громче при поочерёдном отключении свечей зажигания.
- Если звук идёт с района цилиндров и лучше всего прослушивается на малых оборотах двигателя, а также под нагрузкой, это стучат поршни об цилиндр.
- Стук в зоне головки при резком нажатии на педаль акселератора говорит об изношенных поршневых гнёздах.
Дымит двигатель ВАЗ 2103
Как правило, одновременно с дымом мотор подъедает масло. Он может быть серого цвета, увеличиваться при повышении оборотов на холостом ходу. Причина связана с маслосъёмными кольцами, требующими замены. Возможно также, что не работает одна из свечей.
В некоторых случаях такое бывает из-за разрыва прокладки, недостаточной затяжки болтов головки блока. На старых моторах возможна трещина на головке блока.
Троит двигатель
Основными причинами троения являются: неисправные свечи, неправильно установленный момент зажигания, потеря герметичности в зоне впускного коллектора и т. д.

Ремонт двигателя
Наиболее простым способом ремонта силовой установки является замена расходников. Однако настоящее восстановление работы ДВС подразумевает его снятие, разборку и последующую установку.
Перед тем, как начать операцию, важно подготовить правильные инструменты.
- Комплект ключей и отвёрток.
- Оправка для центровки ведомого диска муфты.
- Специальное приспособление для снятия масляного фильтра.

Как снять двигатель
-
Скинуть клеммы с аккумулятора.


Теперь надо будет подготовить защиту для кузова — установить деревянный брусок между мотором и кузовом. Он подстрахует на случай возможного повреждения.
- Скинуть топливный шланг.
- Отсоединить проводку генератора.
- Отвернуть фиксаторы подушек опор.
- Обернуть ДВС стропами, отвести мотор в сторону и назад, убрать брусок.
- Поднять моторную установку и вывести за пределы капота.

Замена вкладышей
Они представляют собой тонкие полукруглые пластинки из стали, и являются обоймами для подшипников.
Вкладыши невозможно ремонтировать, так как они имеют чёткий размер. Менять детали приходится из-за физического износа, так как со временем поверхности истираются, появляется люфт, который важно своевременно устранить. Ещё одной причиной замены является проворачивание вкладышей.

Замена поршневых колец
Вся процедура по замене поршневых колец сводится к трём действиям:
- снятию навесного оборудования и ГБЦ;
- проверкой состояния поршневой группы;
- установке новых колец.
При наличии съёмника снятие старых колец с поршня не вызовет никаких сложностей. Если инструмента нет, то можно попробовать тонкой отвёрткой разжать кольцо и вынуть. В первую очередь снимается маслосъёмное кольцо, затем компрессионное.

Вставлять новые кольца надо с помощью специальной оправки или обжимки. Сегодня они продаются в любом автомагазине.
Ремонт маслонасоса
Масляный насос — важнейший узел системы смазки двигателя ВАЗ 2103. С его помощью осуществляется перекачка смазки с картера по всем каналам. Первым признаком неисправности насоса становится снижение давления, а причиной — забитый маслоприёмник и засорённый картер.
Ремонт маслонасоса сводится к сливу масла, снятию поддона и промыванию маслоприёмника. Среди других причин неисправности узла выделяют поломку корпуса насоса. Для восстановления детали используются специальные инструменты, такие как ударная отвёртка, паяльник, набор гаечных ключей и отвёртка.
Видео: про ремонт двигателя ВАЗ 2103
Двигатель ВАЗ 2103 и его модификации считаются одними из лучших в классе. Однако и они со временем требуют проведения ремонта и замены составляющих.
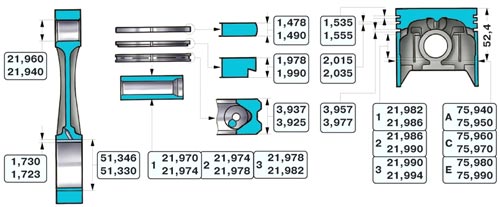
Основные размеры поршня, шатуна, поршневого пальца и поршневых колец
Выпрессовка поршневого пальца
Снимать палец необходимо на прессе с помощью оправки А.60308 и опоры с цилиндрической выемкой, в которую укладывается поршень. Перед выпрессовкой пальца снимите поршневые кольца.
Если снятые детали мало изношены и не повреждены, они могут быть снова использованы. Поэтому при разборке их пометьте, чтобы в дальнейшем собрать группу с теми же деталями.
Очистка
Удалите нагар, образовавшийся на днище поршня и в канавках поршневых колец, а из смазочных каналов поршня и шатуна удалите все отложения.
Тщательно проверьте, нет ли на деталях повреждений. Трещины любого характера на поршне, поршневых кольцах, пальце, шатуне и крышке недопустимы и требуют замены деталей. Если на рабочей поверхности вкладышей глубокие риски, или они слишком изношены, замените вкладыши новыми.
Подбор поршня к цилиндру
Расчетный зазор между поршнем и цилиндром (для новых деталей) составляет 0,05–0,07 мм. Он определяется промером цилиндров и поршней и обеспечивается установкой поршней того же класса, что и цилиндры. Максимально допустимый зазор (при износе деталей) - 0,15 мм.
ВНИМАНИЕ: Диаметр поршня измеряется в плоскости, перпендикулярной поршневому пальцу, на расстоянии 52,4 мм от днища поршня. По наружному диаметру поршни разбиты на пять классов (A, B, C, D, E) через 0,01 мм, а по диаметру отверстия под поршневой палец - на три категории через 0,004 мм. Класс поршня (буква) и категория отверстия под поршневой палец (цифра) клеймятся на днище поршня
Если у двигателя, бывшего в эксплуатации, зазор превышает 0,15 мм, то необходимо заново подобрать поршни к цилиндрам, чтобы зазор был возможно ближе к расчетному.
В запасные части поставляются поршни классов A, C, E. Этих классов достаточно для подбора поршня к любому цилиндру, так как поршни и цилиндры разбиты на классы с некоторым перекрытием размеров.
Проверка зазора между поршнем и пальцем
Палец установлен в верхней головке шатуна с натягом и свободно вращается в бобышках цилиндра. По наружному диаметру пальцы разбиты на три категории через 0,004 мм. Категории указываются цветной меткой на торце пальца: синяя - первая категория, зеленая - вторая, красная - третья. Сопряжение поршневого пальца и поршня проверяем, вставляя поршневой палец (смазанный моторным маслом) в отверстия бобышек поршня. Поршневой палец должен устанавливаться от простого нажатия большого пальца руки и не выпадать при вертикальном положении пальца.
Проверка зазоров между поршневыми канавками и кольцами
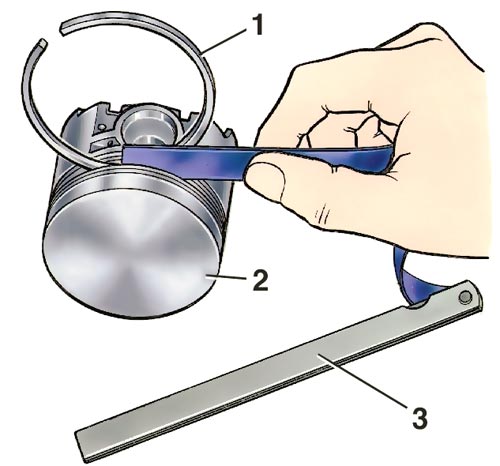
Проверка зазора между поршневыми кольцами и канавками
1 - поршневое кольцо; 2 - поршень; 3 - набор щупов
Проверка зазора между вкладышами и коленчатым валом
Зазор между вкладышами и шейкой коленчатого вала можно проверять расчетом (измерив детали), или калиброванной пластмассовой проволокой. Для чего:
- тщательно очистите рабочую поверхность вкладышей и шатунной шейки и установите группу шатун–поршень на шейке коленчатого вала согласно нумерации;
- поместите отрезок калиброванной проволоки на поверхность шатунной шейки, установите крышку на шатун и затяните гайки моментом 51 Н·м (5,2 кгс·м);
Измерение с помощью шкалы ширины калиброванной проволоки после сплющивания
1 - калиброванная проволока; 2 - вкладыш; 3 - крышка шатунного подшипника; 4 - шкала для калиброванной проволоки
- снимите крышку и по шкале, нанесенной на упаковке, по сплющиванию проволоки определите величину зазора.
Номинальный (расчетный) зазор составляет 0,036–0,086 мм. Если он меньше предельного (0,1 мм), то можно снова использовать эти вкладыши.
При зазоре большем предельного замените на этих шейках вкладыши новыми. Если шейки коленчатого вала изношены и шлифуются до ремонтного размера, то вкладыши замените ремонтными (увеличенной толщины, см. табл.).
Толщина вкладышей шатунных подшипников, мм
Номинальная
Увеличенная (ремонтная)
Цифры 0,25; 0,50 и т. д. указывают величину уменьшения диаметра шеек коленчатого вала после шлифовки.
Контроль массы поршней
По массе поршни одного двигателя не должны отличаться друг от друга более, чем на ±2,5 г.
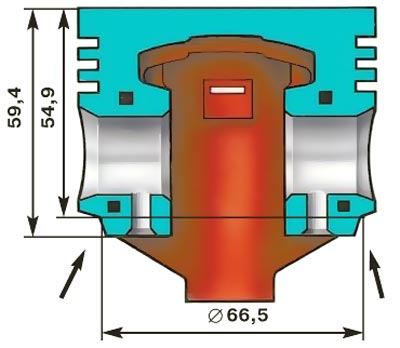
Схема удаления металла с поршня для подгонки его веса. Стрелками указаны места, на которых можно удалять металл
Если нет комплекта поршней одной весовой группы, можно удалить часть металла на основании бобышек под поршневой палец. Место съема металла указано стрелками на рис. Съем металла, однако, не должен превышать 4,5 мм по глубине относительно номинальной высоты поршня
(59, 40 мм), а по ширине ограничивается диаметром 66,5 мм.
Сборка шатунно-поршневой группы
Надеваем палец 4 на оправку 2, не затягивая сильно упор 3.

Проталкиваем установленный на оправку палец в отверстия бобышек поршня и верхнюю головку шатуна до упора кольцевого пояска 1 на рукоятке в поршень.

После охлаждения шатуна смазываем палец маслом для двигателя через три отверстия в каждой бобышке поршня и через зазор между бобышкой и шатуном.
Шатун обрабатывается вместе с крышкой и поэтому крышки шатунов не взаимозаменяемы. Чтобы их не перепутать при сборке, на шатуне и соответствующей ему крышке клеймится номер цилиндра, в который они устанавливаются. При сборке цифры на шатуне и крышке должны находиться с одной стороны.
Проверка запрессовки пальца
После сборки группы шатун–палец– поршень проверьте прочность запрессовки пальца с помощью динамометрического ключа и приспособления А.95615:
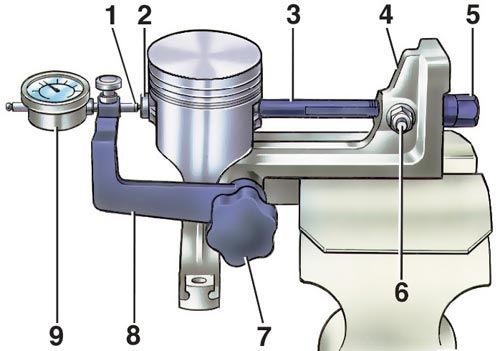
Собранный комплект поршень– палец–шатун, установленный на приспособление А.95615 для испытания на выпрессовывание пальца
- зажмите основание 4 приспособления в тиски и установите на нем шатунно-поршневую группу;
- опустите кронштейн 8 индикатора, вставьте в отверстие пальца резьбовой стержень 3 и продвиньте его в отверстие бобышки до упора головки 2 стержня в торец пальца;
- на конец стержня наверните гайку 5 и затяните ее так, чтобы она, соприкасаясь с опорой, выбрала возможные зазоры;
- приподнимите кронштейн 8 до горизонтального положения, закрепите его рукояткой 7 и установите штифт 1 индикатора 9 на головке 2 стержня, вставленного в палец;
- установите на ноль индикатор и вставьте в паз резьбового стержня упор 6, чтобы стержень не проворачивался;
- динамометрическим ключом приложите к гайке 5 стержня момент 12,7 H.м (1,3 кгс.м), что соответствует осевой нагрузке 3,92 кH (400 кгс).
Посадка пальца в шатуне будет правильной, если после прекращения действия динамометрического ключа и возвращения гайки в исходное положение, стрелка индикатора возвратится на ноль.
В случае проскальзывания пальца в верхней головке шатуна замените шатун новым.
Проверка параллельности осей нижней головки шатуна и поршневого кольца
Проверка параллельности осей поршневого пальца и нижней головки шатуна
1 - собранный комплект шатун–палец–поршень; 2 - выдвижные ножи; 3 - упор; 4 - калибр
Перед установкой собранной шатунно-поршневой группы на двигатель проверьте параллельность осей группы специальным прибором.
Для проверки нижнюю головку шатуна (без вкладышей) центрируйте на выдвижных ножах 2, а на днище поршня установите калибр 4. Набором щупов проверьте зазор между вертикальной плитой приспособления и вертикальной плоскостью калибра на расстоянии 125 мм от угла или верхнего конца калибра (в зависимости от того, чем он касается плиты - углом или верхним концом).
Читайте также: