
Установка меток грм камаз 740
При ТО-2 проверяются и регулируются тепловые зазоры между торцами клапанов и коромыслами; делают это на холодном двигателе.
Коленчатый вал последовательно устанавливают в четыре положения- I,II,III,IV. Положение I определяется началом впрыска топлива в первый цилиндр, остальные положения- поворотом коленчатого вала от этого положения на углы 180,360,540° . Перед началом регулировки снимают крышки головок цилиндров и проверяют моменты затяжки ( 40. 50 Н.м) гаек крепления стоек коромысел и болтов крепления головок цилиндров.
Для установки коленчатого вала в 1 положение: фиксатор маховика поворачивают на 90 и устанавливают в нижнее положение; снимают крышку люка картера сцепления, с помощью ломика поворачивают коленчатый вал до тех пор, пока фиксатор не войдет в зацепление с маховиком; проверяют положение фасок на фланце ведущей полумуфты привода топливного насоса высокого давления и на корпусе муфты опережения впрыска топлива (см, рис 55 ) ; эти риски должны находиться в верхнем положении, что соответствует началу подачи топлива в верхний цилиндр. Если риски находятся внизу, коленчатый вал поворачиваю на один оборот; оттянув фиксатор, поворачивают коленчатый вал на 60°, что соответствует 1 положению (поворот маховика на угол, равный промежутку между двумя соседними отверстиями соответствует повороту коленчатого вала на 30°). В этом положении регулируют клапаны 1 и 5 цилиндров, находящиеся в закрытом положении их штанги легко вворачиваются от руки.
Тепловой зазор проверяют щупом. Щуп толщиной 0,30 мм для впускного клапана и 0,40 мм для выпускного клапана должны входить свободно, а толщиной 0,35 мм для впускного и 0,45 мм для выпускного - с усилием.
Если зазоры не соответствуют указанным, их регулируют. Для этого следует ослабить гайку регулировочного винта, поставить в зазор щуп нужной величины и, вращая винт отверткой, установить требуемый зазор. Придерживая винт отверткой, затянуть гайку и проверить величину зазора. Дальнейшую регулировку зазоров производят попарно в 4 и 2 цилиндрах (II положение) 6 и 3 (III положение), 7 и 8 (IV положение), поворачивая каждый раз коленчатый вал на 180 .
При выполнении регулировок необходимо иметь в виду, что для 1,2, 3,4 цилиндров передние клапаны впускные, для 5,6,7,8 -выпускные.
После регулировки двигатель запускают и проверяют его работу на слух, стука в клапанном механизме быть не должно.
Механизм газораспределения этого двигателя состоит из распределительного вала 1 (рис. 14) с шестерней 17, толкателей 2 с направляющими 3, штанг 4, коромысел 6 с регулировочными винтами 5 и контргайками 7, впускных 14 и выпускных 15 клапанов с пружинами 10,11 и деталями их крепления, привода распределительного вала.
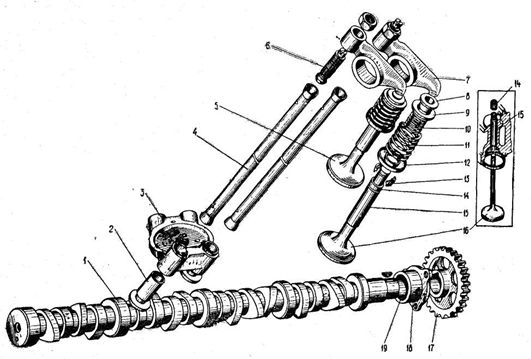
Рис.14. Механизм газораспределительный
Распределительный вал изготовлен из стали. Он имеет пять опорных шеек и шестнадцать кулачков, преобразующих вращательное движение вала в поступательное движение толкателей, штанги клапанов. Количество кулачков и их расположение соответствует числу клапанов и последовательности их открытия. Рабочие поверхности опорных шеек и кулачков цементированы и закалены токами высокой частоты. Профили у кулачков для впускных и выпускных неодинаковые, поверхности вершин кулачков скошены. Распределительный вал установлен в развале блока цилиндров на пяти подшипниках скольжения, представляющих собой стальные втулки, залитые антифрикционным сплавом. Задний подшипник установлен в опоре , которая крепится к блоку тремя болтами. На заднем конце вала при помощи шпонки закреплена прямозубая шестерня. От осевых смещений вал удерживается опорой, в которую с одной стороны упирается ступица шестерни , а с другой стороны - упорный бурт задней опорной шейки.
Толкатели передают усилие от кулачков распределительного вала к штангам. Цилиндрическая направляющая часть толкателя пустотелая, в ней имеются два отверстия для слива масла из внутренней полости. Этим маслом смазывается боковая поверхность толкателей и кулачки распределительного вала. Внутренняя поверхность толкателя заканчивается сферическим гнездом, куда упирается нижний конец штанги. Торцевая поверхность толкателя, сопряженная с кулачком, для повышения износостойкости наплавляется отбеленным чугуном и имеет тарельчатую форму.
Толкатели устанавливаются в чугунных направляющих, прикрепленных к блоку цилиндров. При работе двигателя толкатели постоянно вращаются вокруг своих осей, что обеспечивает их равномерный износ. Вращение толкателей достигается за счет сферической поверхности их тарелок и скошенных поверхностей кулачков распределительного вала. Штанги передают усилие от толкателей на коромысла, они изготовлены из стали, пустотелые, со вставными наконечниками. Нижний наконечник имеет выпуклую сферическую поверхность, верхний наконечник выполнен в виде сферической чашки. Для прохода смазки через штанги в наконечниках имеются отверстия.
Коромысла передают усилия от штанг клапанам, изготовлены из стали. Каждое коромысло представляет собой двухплечий рычаг, в отверстие которого запрессована бронзовая втулка. Носик длинного плеча коромысла закален до высокой твердости. В короткое плечо коромысла ввернут регулировочный винт с контргайкой для регулировки зазора между коромыслом и торцом стержня клапана.
Коромысла впускного и выпускного клапанов установлены па общей стойке, закрепленной на головке цилиндров двумя шпильками. Осевое перемещение коромысел ограничивается пластинчатым фиксатором, установленным под стойку. В стойке имеется отверстие для подвода масла к коромыслам.
Клапаны предназначены для открытия и закрытия впускных и выпускных клапанов. Каждый цилиндр имеет один впускной и один выпускной клапаны. Оба клапана изготавливаются из жаропрочной стали. Клапан состоит из головки и стержня; головка имеет рабочую фаску, а стержень кольцевую проточку. Диаметр головки впускного клапана больше, чем у выпускного клапана, это улучшает наполнение цилиндра воздухом. Рабочая фаска головки выпускного клапана, работающего в условиях высоких температур, упрочнена износостойким и коррозионно-стойким сплавом стелитом.
Клапана перемещаются в металлопоперечных втулках, запрессованных в головку блока. Для лучшей приработки стержни клапанов перед сборкой покрываются графитом. На втулке впускного клапана устанавливается уплотнительная манжета для ограничения поступления масла в зазор между стержнем клапана и втулкой. К этим деталям посыпает масло, вытекающее из сопряжения коромысла с осью.
Клапанные пружины обеспечивают плотное закрытие клапанов, изготовлены из специальной пружинной стали. На каждый клапан устанавливается две цилиндрические пружины с противоположной навивкой. Одним торцом пружины опираются на головку через стальную шайбу и вторым - в упорную тарелку, которая упирается в коническую втулку, удерживаемую на клапане двумя конусными сухарями, Втулка имеет небольшую торцовую опорную поверхность, поэтому трение между втулкой и тарелкой незначительное. Вследствие этого клапан под воздействием вибраций имеет возможность проворачиваться относительно седла, чем повышается срок его службы.
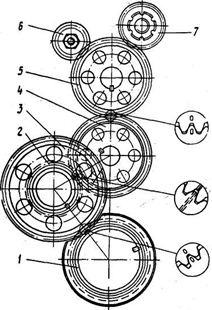
Рис.15. Установка шестерен привода агрегатов: 1-шестерня ведущая;2,3-шестерни промежуточные;4-шестерня распределительного вала; 5-шестерня привода топливного насоса; 6-шестерня привода насоса усилительного механизма; 7-шестерня привода компрессора
Привод распределительного вала осуществляется от ведущей шестерни 1 (рис, 15), установленной на хвостовике коленчатого вала через блок промежуточных шестерен 2 и 3. Все шестерни стальные, штампованные с термообработанными прямыми зубьями. Блок шестерен вращается на сдвоенном коническом роликоподшипнике, установленном на оси, закрепленной на заднем торце блока цилиндров. От шестерни распределительного вала через шестерню 5 получает привод топливный насос высокого давления, а от шестерни 5 через шестерни 6 и 7 соответственно насос гидроусилителя рулевого привода и компрессор.
Фазами газораспределения называются продолжительность открытия впускных и выпускных клапанов, выраженных в углах поворота коленчатого вала относительно мертвых точек. Для лучшего наполнения цилиндров воздухом (или горючей смесью) впускные клапаны открываются до подхода поршня к ВМТ в такте впуска, т.е. с опережением, а закрываются с запозданием после прохождения поршнем НМТ в такте сжатия. Для лучшей очистки цилиндров от отработавших газов выпускные также открываются до подхода поршня к НМТ в такте расширения, а закрываются после прохождения поршня ВМТ в такте впуска.
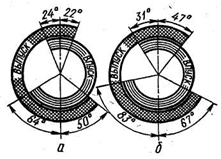
Рис.16. Диаграммы фаз газораспределения: а-фазы газораспределения двигателя ЗМЗ-66; б-фазы газораспределения двигателей ЗИЛ-131, ЗИЛ-130
Фазы газораспределения изображаются в виде круговых диаграмм у (рис. 16). Из диаграммы видно, что при работе двигателя возникают положения, при которых одновременно открыты впускные и выпускные клапаны; такое состояние называется перекрытием клапанов. Для рассматриваемого двигателя оно составляет 20° при положений поршня у ВМТ и 112 при положении поршня у НМТ.
Тепловой зазор между торцом клапана и коромыслом необходим для полного открытия и плотного закрытия клапана в горячем состоянии.
Величина этого зазора должна составлять на холодном двигателе для впускного клапана 0,25 . 0,30 мм, для выпускного 0,36 . 0,40мм.
При увеличенном зазоре клапан полностью не открывается, что ухудшает наполнение цилиндров свежим зарядом и затрудняет удаление отработавших газов. При недостаточном зазоре клапаны, нагреваясь, могут неплотно закрываться, что вызывает утечку газов и перегрев клапанов с возможностью прогара их фасок. Во всех случаях снижается мощность двигателя и возрастает расход топлива.
Регулировка теплового зазора производится с помощью регулировочного винта 5 (см.рис.14) с контргайкой 7.


Большинство грузовых машин Камского производства укомплектованы дизельными моторами, которые не могут обеспечить появление электроискры для воспламенения топливовоздушной смеси в цилиндрах. Автоматическое зажигание происходит не через свечи, а через топливное сжатие и нагрев. Поэтому считается, что установка зажигания на КамАЗе, отвечающая за запуск двигателя, его дальнейшую работу в оптимальном режиме, — это регулировка и выставление поршня в такое положение, при котором обеспечивается впрыск горючего в цилиндры.
Когда и зачем нужна регулировка
Во время работы системы поршень подходит к верхней мертвой точке, в камере образуется высокое давление и подается топливо. Если угол опережения впрыска выставлен неправильно, топливная смесь загорается с опозданием (поздний впрыск) или опережением (ранний впрыск). Это приводит к неполному сгоранию горючего и неисправностям в работе цилиндров, соответственно, к снижению эффективности мотора и повышению износа деталей.
При сгорании смеси с опережением поршень еще не доходит до верхней точки, в это время горючее поступает в камеру. Происходит излишняя трата энергии на его поднятие, выделяющиеся газы и сгорающая смесь оказывают сопротивление. При позднем зажигании горение завершается при такте расширения и закрывающемся выпускном клапане. В результате поршень не получает импульса, энергия распределяется между толкателем и блочными стенками, что приводит к перегреву.
Признаки раннего и позднего воспламенения:
- невозможность запустить двигатель;
- большой расход топлива;
- понижение приемистости и мощности;
- неравномерная работа мотора на холостых оборотах;
- неисправности регулятора количества горючей смеси.
Поэтому необходимо производить регулировку системы зажигания (СЗ).
Как установить метки грм камаз
Рис. 2. 10. Диаграмма фаз газораспределения: I — ьерхняя мертвая точка (ВМТ); II — нижняя ысртьая точка (НМТ); 1 — впуск; 2 — выпуск
Механизм газораспределения верхнеклапанный.
Верхнее расположение клапанов по сравнению с нижним обеспечивает: – лучшее наполнение цилиндров, так как поток воздуха меньше меняет свое направление; более удобную регулировку зазоров клапанов; – наиболее выгодную по форме камеру сгорания, что повышает скорость сгорания горючей смеси; – более легкую возможность уменьшения камеры сгорания и, тем самым, увеличения степени сжатия при необходимости форсирования двигателя.
Однако механизм газораспределения с верхним расположением клапанов более сложен по сравнению с механизмом с нижним расположением клапанов.

Рис. 2. 11. Механизм газораспределения: 1 — распределительный вал; 2 — толкатель клапана; 3 — направляющая толкателя; 4 — штанга толкателя; 5 — регулировочный винт; 6 — коромысло; 7—контргайка; 8 — коническая втулка; о – упорная тарелка пружины; 10 — внутренняя пружина; 11 — наружная пружина; 12 — шайба пружины; 13 — сухарь клапана; 14 — впускной клапан; 15 — выпускной клапан; 16 — корпус подшипника; 17— шестерня распределительного вала

Рис. 2.12. Установка шестерен привода агрегатоо: 1 — ведущая шестерня коленчатого вала; 2, 3 — промежуточные шестерни; 4 — шестерня распределительного вала; 5 — шестерня привода топливного насоса; 6 — шестерня привода насоса гидроусилителя руля; 7 — шестерня привода компрессора
Механизм газораспределения (рис. 2.11) состоит из распределительного вала с шестерней, толкателей, штанг, коромысел, осей коромысел со стойками, впускных клапанов, выпускных клапанов и пружин, с деталями крепления.
При вращении распределительного вала его кулачки в определенной последовательности набегают на толкатели и поднимают их вместе со штангами 4, сообщая качательное движение коромыслам. Последние, нажимая на стержни клапанов, преодолевают сопротивление пружин, и открывают отверстия впускного или выпускного каналов в головке цилиндров. Закрытие клапанов происходит под действием разжимающихся пружин.
Распределительный вал стальной, рабочая поверхность кулачков и опорных шеек цементирована и закалена токами высокой частоты. Профиль кулачков неодинаковый для впускных и выпускных клапанов. Распределительный вал установлен в развале блока цилиндров на пяти подшипниках скольжения, представляющих собой стальные втулки, залитые антифрикционным сплавом. На задний конец распределительного вала насажена прямозубая шестерня. От осевого перемещения распределительный вал фиксируется подшипником задней опоры, установленным в корпусе, в торцы которого упираются с одной стороны ступица шестерни, с другой — упорный бурт задней опорной шейки вала. Корпус подшипника крепится к блоку цилиндров тремя болтами.
Толкатели клапанов стальные, пустотелые, тарельчатого типа, с цилиндрической направляющей частью. Для повышения работоспособности пары кулачок—толкатель торец тарелки толкателя наплавлен отбеленным чугуном и имеет сферическую форму. Торец толкателя, контактирующийся со штангой, заканчивается сферическим гнездом для упора нижнего конца штанги. Для слива масла с направляющей части толкателя имеются два отверстия. Толкатели клапанов устанавливаются в направляющих, изготовленных из серого чугуна.
При работе двигателя толкатели все время вращаются вокруг своих осей, что необходимо для их равномерного износа. Вращение толкателей достигается за счет выпуклых поверхностей их нижних головок и скошенных поверхностей кулачков распределительного вала.
Штанги толкателей стальные, пустотелые, с запрессованными наконечниками. Нижний наконечник имеет выпуклую сферическую поверхность, верхний наконечник выполнен в виде сферической чашечки для упора регулировочного винта коромысла. Для прохода смазки через полость штанги в наконечниках выполнены отверстия.
Коромысла клапанов — стальные кованые двухплечие рычаги с запрессованными бронзовыми втулками. Носик коромысла длинного плеча закален до высокой твердости. В короткое плечо коромысла ввернут регулировочный винт с контргайкой для регулировки зазора между коромыслом и торцом стержня клапана. Коромысла впускного и выпускного клапанов установлены консольно на осях, выполненных заодно со стойками коромысел. Стойки фиксируются штифтами и крепятся на головке шпильками. К каждому коромыслу через отверстие в стойке подводится смазка.
Клапаны изготовлены из жаропрочной стали. Каждый цилиндр имеет один впускной и один выпускной клапаны. Стержни клапанов перемещаются в металлокерамиче-ских направляющих втулках, запрессованных в головку цилиндра. Для улучшения приработки стержни клапанов перед сборкой покрывают графитом. Смазываютая стержни маслом, которое вытекает из сопряжений коромысел с осями и разбрызгивается клапанными пружинами.
Для лучшего наполнения цилиндров свежим воздухом диаметр тарелки впускного клапана больше, чем диаметр тарелки выпускного.
Каждый клапан имеет две цилиндрические пружины с равномерным шагом и с противоположной навивкой, что обеспечивает высокую резонансную характеристику клапанному механизму. Нижними торцами пружины опираются на головку через стальную шайбу, верхними — в упорную тарелку. Последняя упирается в коническую втулку, которая соединена со стержнем клапана двумя конусными сухарями. Разъемное соединение втулка — тарелка имеет небольшое трение при относительном перемещении благодаря разности углов наклона образующих соприкасающихся конических поверхностей, что дает возможность пружинам при их сжатии проворачивать клапаны относительно седел (так как пружины при сжатии несколько скручиваются). Этим самым достигается равномерный износ рабочих поверхностей и нагрев клапанов при работе, что значительно повышает продолжительность их работы.
Как выставить зажигание на КамАЗе
Для проверки состояния СЗ разработаны специальные обозначения — метки, или градусы.
Если систему отрегулировать точно по отметкам, агрегат будет работать на номинальном режиме и иметь стандартные характеристики топливного насоса высокого давления (ТНВД), силового мотора и топлива.
Для проверки СЗ необходимо:
- детали выставить по меткам;
- затянуть приспособления для фиксации;
- запустить двигатель.

Наличие неисправности механизма указывает на нарушение расстановки узлов. Детали ставятся правильно так:
- ТНВД — с боковой части коробки передач на шпонку;
- муфта — в 2 положениях, отличающихся на 180° друг от друга;
- прижимной приводной винт — сверху;
- отметки ТНВД и муфты — противоположно друг другу.
Для исправления ситуации все элементы откручивают, выставляют на 180° и повторно включают двигатель.

Настройка зажигания КамАЗ 5320
Если знать, как правильно выставить порядок зажигания на модели 5320 без дополнительной аппаратуры, можно быстро настроить механизм в полевых условиях, когда нет возможности добраться до мастерской.
Как мы уже знаем, для рациональной работы двигателя СЗ необходимо регулировать строго по меткам-ориентирам.
В рассматриваемой модели грузовика ТНВД ставится на шпонку сбоку коробки, а муфта может фиксироваться в 2-ух положениях с различием в 180o. С большей долей вероятности можно предположить, если прижимающий винт привода будет в высшей точке, значит ориентиры расположены друг напротив друга — система выставлена верно. Заведите мотор для проверки после закручивания гаек.
В случае, если произведена неправильная регулировка, куда раньше зажигание, куда позже срабатывает можно понять по характерным признакам, описанным в начале статьи. Если вы ошиблись на 180o, двигатель не заведется, а из выхлопной трубы пойдет белый дым. В этом случае открутите детали и разверните их на 180o.
Евро-1
Настройки, установленные на заводе, больше относятся к позднему впрыску. В качестве примера для Евро-1 рассмотрим КамАЗ-740. Если необходимо поставить ТНВД и установить угол момента впрыска, выполняют следующее:
- поднимают кабину и защелкивают фиксаторы на опорах;
- находят шток, приподнимают его, проворачивают на 90° на кожухе маховика и отпускают в прорезь корпуса;
- отпускают 2 болта для фиксации ключом на 17 мм;
- изымают защитный щиток;
- вставляют стальной стержень размером 10х400 мм сквозь прорезь кожуха в маховик;
- коленвал вращают по часовой стрелке до блокировки;
- проверяют состояние приводного вала ТНВД в блочно-цилиндровом развале;
- при расположении муфты ТНВД шкалой вверх соединяют исходную точку с отметкой и скрепляют 2 болтами;
- при обратном состоянии механизма приподнимают стопорное устройство, проворачивают коленчатый вал на 1 оборот и повторяют процедуры.

Евро-2
Для КамАЗа Евро-2 процедура установки зажигания аналогична предыдущей. Разница заключается в завершающей фазе. После крепления болтами стопор поднимают, поворачивают на 90° и устанавливают в паз для посадки детали. Снизу кожуха маховика осуществляется монтаж грязезащитного щитка. Кабина занимает исходное состояние. Фиксаторы располагают сверху.
Помимо вышеописанного способа существует любительский. На видео показано, как можно легко выставить ТНДВ простой лампочкой на 12 В, патрона и привода (для подключения к питанию КамАЗа).
- Подключить лампочку к проводу, идущего от трамблера, и заземлить на массу грузовика.
- Трамблер повернуть в обратную сторону.
- В момент включения лампы остановиться, зафиксировав положение корпуса, фиксирующие гайки затянуть.
Таким нехитрым способом можно настроить СЗ своими руками без специальных инструментов.
Евро-3
Евро-3 характеризуется наличием замка зажигания (ЗЗ) — коммутирующего выключателя двигателя и всей бортовой системы.
Эксплуатационные особенности ЗЗ:
- Активация бортовой сети к аккумулятору и генератору, отключение выполняется после запуска мотора.
- Включение-отключение СЗ, первичной цепи с малым током к источнику.
- Усиление стартерного узла при проворачивании ключа.
- Функция противоугонного механизма.
- Наличие нескольких позиций во время работы:
-
начальное — все механизмы отключены, бортовая система обесточена;
- положение 1 — включение отдельных узлов при отключенном двигателе;
- конечное — запуск мотора.
Чтобы правильно установить зажигание на КамАЗ Евро-3 ТНВД БОШ, выполните следующее:
- открутите болты на планке регулятора при помощи шестигранника-трубки на 8 мм и откройте отверстие;
- вращайте кулачковый вал, до появления зуба;
- заблокируйте в этом месте вал, оно и будет указывать на точку подачи топлива для первого цилиндра двигателя КамАЗа с бошевским ТНВД.
Установка генератора
Генератор устанавливается на двигатель так, чтобы обеспечивалось плотное прилегание передней лапы генератора к опоре блока цилиндров. После установки генератора на двигатель производится регулировка натяжения приводных ремней. Нормально натянутый ремень при нажиме усилием 40 Н на середину ветви должен прогибаться на 10—15 мм, как показано на рис. 74. Для привода агрегатов применяются только комплекты ремней. Затяжка пальца генератора стяжным болтом производится в последнюю очередь.

Рис. 74. Проверка и регулировка натяжения ремней вентилятора:
1 — винт регулировочной планки натяжения ремня вентилятора; 2 — ось натяжной планки; 3 — шкив генератора; 4 — ремень вентилятора; 5 — шкив; 6 — шкив крыльчатки вентилятора
Как понять, что все сделано правильно
Настраивать СЗ надо правильно, иначе двигатель будет работать плохо. После проведения операций его включают и проверяют. Если появляются признаки некорректного возгорания, все манипуляции продолжают до появления характерного звона при активном нажатии газового рычага. При небольшом проворачивании он проходит. Это указывает на получение точного результата. Правильная настройка точки впрыска позволяет усилить тягу и уменьшить расход горючего.
Механизм газораспределения (рисунок 19) предназначен для обеспечения впуска в цилиндры свежего воздушного заряда и выпуска из них отработавших газов. Впускные и выпускные клапаны открываются и закрываются в определенных положениях поршня, что обеспечивается совмещением меток на шестернях привода агрегатов при их монтаже.

Рисунок 19. Механизм газораспределения
1 – головка цилиндра; 2 – втулка направляющая; 3 – шайба пружин клапана; 4, 5 – пружины клапана; 6 – манжета клапана; 7 – шайба; 8 – болт крепления головки; 9 – тарелка пружин; 10 – втулка тарелки пружин; 11 – сухарь клапана; 12 – болт крепления крышки; 13 – шайба; 14 – шайба виброизоляционная; 15 – крышка головки цилиндра; 16 – коромысло клапана; 17 – стойка коромысел; 18 – прокладка крышки; 19 – штанга; 20 – ввертыш крепления впускного коллектора; 21 – ввертыш крепления водяной трубы; 22 – прокладка уплотнительная; 23 – толкатель; 24 – распредвал; 25 – выпускной клапан; 26 – седло выпускное; 27 – гильза цилиндра; 28 – кольцо газового стыка; 29 – блок цилиндров; А – тепловой зазор
Механизм газораспределения – верхнеклапанный с нижним расположением распределительного вала. Кулачки распределительного вала 24 в соответствии с фазами газораспределения приводят в действие толкатели 23. Штанги 19 сообщают качательное движение коромыслам 16, а они, преодолевая сопротивление пружин 4 и 5, открывают клапаны 25. Закрываются клапаны под действием силы сжатых пружин.

Рисунок 20. Распределительный вал
1 – распределительный вал; 2 – корпус подшипника; 3 – шестерня; 4 – шпонка.
Распределительный вал
Распределительный вал (рисунок 20) стальной, кулачки и опорные шейки подвергнуты термообработке ТВЧ; устанавливается в развале блока цилиндров на пяти подшипниках скольжения, представляющих собой стальные втулки, залитые антифрикционным сплавом. Диаметр втулок на 6 мм больше по сравнению со втулками двигателя 740.10.
Распределительный вал увеличенной размерности, измененными фазами газораспределения и ходом клапанов по сравнению с распределительным валом двигателя 740.10. На задний конец распределительного вала напрессована прямозубая шестерня 3. Привод распределительного вала осуществляется от шестерни коленчатого вала через промежуточные шестерни. Для обеспечения заданных фаз газораспределения, шестерни при сборке устанавливаются по меткам выбитым на их торцах (см. рисунок 7). Шестерни стальные, штампованные с термо-обработанными зубьями. От осевого перемещения вал фиксируется корпусом 2 (рисунок 20) подшипника задней опоры, который крепится к блоку цилиндров гремя болтами. Посадочный диаметр корпуса подшипника задней опоры больше по сравнению с корпусом подшипника двигателя 740.10.
Установка корпуса подшипника задней опоры двигателя 740.10 недопустима, так как приведет к аварийному снижению давления масла в системе и преждевременному выходу из строя двигателя.
Клапаны
Клапаны 25 (рисунок 19) из жаропрочной стали. Угол рабочей фаски клапанов 90°. Диаметр тарелки впускного клапана 51,6 мм, выпускного 46,6 мм, высота подъема впускного клапана – 14,2 мм, выпускного – 13,7 мм. Геометрия тарелок впускных и выпускных клапанов обеспечивает соответствующие газодинамические параметры впуска-выпуска газов и поэтому замена клапанов на клапана двигателя 740.10 не рекомендуется.
Клапаны перемещаются в направляющих втулках, изготовленных из металлокерамики. Для предотвращения попадания масла в цилиндр, на направляющие клапанов устанавливаются резиновые уплотнительные манжеты.
Толкатели 23 (рисунок 19) тарельчатого типа с профилированной направляющей частью, (в переходный период возможно цилиндрической). Изготовлены из стали с последующей наплавкой поверхности тарелки отбеленным чугуном. Толкатель подвергнут химико-термической обработке.
Направляющие толкателей прилитые к блоку цилиндров. В переходный период возможна установка привертных направляющих толкателей (с подрезкой болтов и резьбовых бобышек направляющей), как на двигателе 740.10. В этом случае установка направляющей толкателей двигателя 740.10 без специальной подрезки не допускается.
Штанги
Штанги 19 (рисунок 19) толкателей стальные, пустотелые, с запрессованными наконечниками. Штанги на 3 мм короче штанг двигателя 740.10 и с ними невзаимозаменяемы.
Коромысла
Коромысла 16 (рисунок 19) клапанов стальные, штампованные, представляют собой двуплечий рычаг, у которого отношение большого плеча к меньшему составляет 1,55. Коромысла впускного и выпускного клапанов устанавливаются на общей стойке и фиксируются в осевом направлении пружинным фиксатором. Коромысла клапанов в отличие от коромысел двигателя 740.10 не имеют бронзовой втулки, вследствие чего с ними не взаимозаменяемы.
Стойка
Стойка 17 (рисунок 19) коромысел чугунная, цапфы подвергнуты термической обработке ТВЧ. Диаметр цапф на 2 мм больше по сравнению с цапфами стойки коромысел двигателя 740.10.
Пружины
Пружины 4 и 5 (рисунок 19) клапанов винтовые, устанавливаются по две на каждый клапан. Пружины имеют различные направления навивки. Диаметр проволоки наружной пружины – 4,8 мм, внутренней- 3,5 мм. Предварительно устанавливаемое усилие пружин 355 Н, суммарное рабочее 821 Н. Пружины взаимозаменяемы с пружинами двигателя 740.10.
Порядок регулировки зазоров между носиками коромысел и клапанами описан в разделе “Техническое обслуживание”.
Головки цилиндров
Головки цилиндров 1 (рисунок 19) отдельные на каждый цилиндр, изготовлены из алюминиевого сплава, для охлаждения имеют полость сообщающуюся с полостью охлаждения блока. Днище головки усилено за счет увеличения толщины в зоне выпускного канала и дополнительного ребра по сравнению с головкой цилиндра двигателя 740.10.
Каждая головка цилиндра устанавливается на два установочных штифта, запрессованные в блок цилиндров, и крепится четырьмя болтами из легированной стали. Один из установочных штифтов одновременно служит втулкой для подачи масла на смазку коромысел клапанов. Втулка уплотнена резиновыми кольцами. В головке увеличено отверстие слива моторного масла из-под клапанной крышки в штанговую полость.
Окна впускного и выпускного каналов расположены на противоположных сторонах головки цилиндров. Впускной канал имеет тангенциальный профиль для обеспечения оптимального вращательного движения воздушного заряда, определяющего параметры рабочего процесса двигателя и токсичность отработавших газов, поэтому замена на головки цилиндров 740.1003014-20 не допускается.
В головку запрессованы чугунные седла и металлокерамические направляющие втулки клапанов. Седла клапанов имеют увеличенный натяг в посадке по сравнению с седлами двигателя 740.10 и фиксируются острой кромкой. Выпускные седла и клапан профилированы для обеспечения меньшего сопротивления выпуску отработавших газов.
Применение выпускного клапана двигателя 740.10 не рекомендуется.
Стык “головка цилиндров – гильза” (газовый стык) – беспрокладочный (рисунок 21). В расточенную канавку на нижней плоскости головки запрессовано стальное уплотнительное кольцо 3. Посредством этого кольца головка цилиндра устанавливается на бурт гильзы. Герметичность уплотнения обеспечивается высокой точностью обработки сопрягаемых поверхностей уплотнительного кольца и гильзы цилиндра 5. Свинцовистое покрытие на поверхности кольца газового стыка дополнительно повышает герметичность за счет компенсации микронеровностей уплотняемых поверхностей. Для уменьшения вредных объемов в газовом стыке установлена фторопластовая прокладка-заполнитель 4. Прокладка-заполнитель фиксируется на кольце газового стыка за счет обратного конуса и посадки ее с натягом по выступающему пояску. Применение прокладки-заполнителя снижает удельный расход топлива и дымность отработавших газов.
Прокладка-заполнитель разового применения.

Рисунок 21. Газовый стык
1 – головка цилиндра; 2 – кольцо уплотнительное перепуска охлаждающей жидкости; 3 – кольцо газового стыка; 4 – прокладка-заполнитель; 5 – гильза цилиндра; 6 – кольцо уплотнительное; 7 – прокладка уплотнительная; 8 – блок цилиндров; 9 – экран.
Для уплотнения перепускных каналов охлаждающей жидкости в отверстия днища головки установлены уплотнительные кольца 2 из силиконовой резины.
Пространство между головкой и блоком, отверстия стока моторного масла и штанговые отверстия уплотнены прокладкой головки цилиндра 7 (рисунок 20) из термостойкой резины. На прокладке дополнительно выполнены уплотнительные бурт втулки подачи масла и канавка слива масла в штанговые отверстия.
При сборке двигателя болты крепления головки цилиндра следует затягивать в три приема в последовательности указанной на рисунке 22.
Величина момента затяжки должна быть:
– первый прием – 39…49 Н м (4…5 кгс м);
– второй прием – 98… 127 Н м (10… 13 кгс м);
– третий прием — 186. . .206 Н м (19. ..21 кгс м) предельное значение.
Перед ввертыванием резьбу болтов смазать тонким слоем графитовой смазки.
После затяжки болтов необходимо отрегулировать зазоры между клапанами и коромыслами. Зазор необходим для обеспечения герметичной посадки клапана на седло при тепловом расширении деталей во время работы двигателя.
Увеличение или уменьшение тепловых зазоров отрицательно сказывается на работе механизма газораспределения и двигателя в целом. При слишком больших зазорах растут ударные нагрузки и увеличивается износ деталей привода клапанов. При очень малых зазорах и их отсутствии не обеспечивается герметичность камеры сгорания, двигатель теряет компрессию и не развивает полной мощности. Клапаны перегреваются, что может повлечь за собой прогар фасок. При отсутствии зазора появляются задиры на тарелке толкателя и рабочей поверхности кулачка распредвала.
Клапанный механизм закрыт алюминиевой крышкой 15 (рисунок 19). Для шумоизоляции и уплотнения стыка крышка – головка цилиндра применены резиновая уплотнительная прокладка 18 и виброизоляционная шайба 14.
Болты крепления крышек головок цилиндров затянуть крутящим моментом 12,7. ..17,6 Н м (1,3… 1,8 кгс м).

Рисунок 22. Последовательность затяжки болтов крепления головки цилиндра

Механизм газораспределения двигателя Евро-1
1 – головка цилиндра; 2 – втулка направляющая; 3 – шайба пружин клапана; 4, 5 – пружины клапана: 6 – манжета клапана; 7 – шайба; 8 – болт крепления головки: 9 – тарелка пружин; 10 – втулка тарелки пружин; 11 – сухарь клапана; 12 – болт крепления крышки; 13 – шайба; 14 – шайба вибро-изоляционная; 15 – крышка головки цилиндра; 16 – коромысло клапана; 17 – стойка коромысел; 18 – прокладка крышки; 19 – штанга; 20 – ввертыш крепления впускного коллектора: 21 – ввертыш крепления водяной трубы; 22 – прокладка уплотнительная: 23 – толкатель; 24 – распредвал: 25 – выпускной клапан; 26 – седло выпускное; 27 – гильза цилиндра; 28 – кольцо газового стыка; 29 – блок цилиндров: А – тепловой зазор.
Механизм газораспределении предназначен для обеспечения впуска в цилиндры свежего воздушного заряда и выпуска из них отработавших газов. Впускные и выпускные клапаны открываются и закрываются в определенных положениях поршня, что обеспечивается совмещением меток на шестернях привода агрегатов при их монтаже.
Механизм газораспределения – верхнеклапанный с нижним расположением распределительного вала. Кулачки распределительного вала 24 в соответствии с фазами газораспределения приводят в действие толкатели 23. Штанги 18 сообщают качательное движение коромыслам 16, а они, преодолевая сопротивление пружин 7 и 8, открывают клапаны 25. Закрываются клапаны под действием силы сжатия пружин.
Распределительный вал
Распределительный вал стальной, кулачки и опорные шейки подвергнуты термообработке ТВЧ; устанавливается в развале блока цилиндров на пяти подшипниках скольжения, представляющих собой стальные втулки, залитые антифрикционным сплавом.

Распределительный вал
1 – распределительный вал; 2 – корпус подшипника; 3 – шестерня; 4 – шпонка.
Диаметр втулок на 6 мм больше по сравнению со втулками двигателя мод. 740.10. Распределительный вал увеличенной размерности, измененными фазами газораспределения и ходом клапанов по сравнению с распредвалом двигателя мод. 740.10. На задний конец распределительного вала напрессована прямозубая шестерня 3. Привод распределительного вала осуществляется от шестерни коленчатого вала через промежуточные шестерни. Шестерни стальные, штампованные с термо-обработанными зубьями. Для обеспечения заданных фаз газораспределения шестерни при сборке устанавливаются по меткам, выбитым на торцах (см. раздел “Привод агрегатов”). От осевого перемещения вал фиксируется корпусом 2 подшипника задней опоры, который крепится к блоку цилиндров тремя болтами. Посадочный диаметр корпуса подшипника задней опоры больше по сравнению с корпусом подшипника двигателя мод. 740.10. Установка корпуса подшипника задней опоры распределительного вала двигателя мод. 740.10 не допустима, так как приведет к аварийному снижению давления масла в системе и преждевременному выходу из строя двигателя.
Клапаны
Клапаны из жаропрочной стали. Угол рабочей фаски клапанов 90°. Диаметр тарелки впускного клапана 51,6 мм, выпускного – 46,6 мм, высота подъема впускного клапана – 14,2 мм, выпускного – 13,7 мм. Геометрия тарелок впускных и выпускных клапанов обеспечивают соответствующие газодинамические параметры впуска-выпуска газов и поэтому их замена на клапаны двигателя мод. 740.10 не рекомендуется.
Клапаны перемещаются в направляющих втулках изготовленных из металлокерамики. Для предотвращения попадания масла в цилиндр и снижения его расхода на угар, на направляющих клапанов устанавливаются резиновые уплотнительные манжеты.
Толкатели
Толкатели тарельчатого типа с профилированной направляющей частью, изготовлены из стали с последующей наплавкой поверхности тарелки отбеленным чугуном. Толкатель подвергнут химико-термической обработке.
Коромысла клапанов
Коромысла клапанов стальные, штампованные, представляют собой двуплечий рычаг, у которого отношение большого плеча к меньшему составляет 1.55. Коромысла впускного и выпускного клапанов устанавливаются на общей стойке и фиксируются в осевом направлении пружинным фиксатором. Коромысла клапанов двигателя 740.1 1-240, в отличие от коромысел двигателя мод. 740.10, не имеют бронзовой втулки.
Направляющие толкателей
Направляющие толкателей отлиты заодно с блоком цилиндров.
Штанги
Штанги толкателей стальные, пустотелые с запрессованными наконечниками. Штанги на 3 мм короче штанг двигателя мод. 740.10 и не взаимозаменяемы с ними.
Стойка коромысел
Стойка коромысел чугунная, её цапфы подвергнуты термической обработке ТВЧ. Диаметр цапф на 2 мм больше по сравнению с цапфами стойки коромысел двигателя мод. 740.10.
Пружины
Пружины клапанов винтовые, устанавливаются по две на каждый клапан. Пружины имеют различные направления навивки. Диаметр проволоки наружной пружины 4,8 мм, внутренний – 3,5 мм. Предварительно устанавливаемое усилие пружин 355 Н, суммарное рабочее – 821 Н. Пружины взаимозаменяемы с пружинами двигателя мод. 740.10.
Порядок регулировки зазоров между носиками коромысел и клапанами описан в разделе “Техническое обслуживание”.
Головки цилиндров
Головки цилиндров 1 отдельные на каждый цилиндр, изготовлены из алюминиевого сплава. Головка цилиндра имеет полость охлаждения, сообщающуюся с полостью охлаждения блока.
Для усиления днища головки увеличена ее толщина в зоне выпускного канала и выполнено дополнительное ребро по сравнению с головкой цилиндра двигателя мод. 740.10.
Каждая головка цилиндров устанавливается на два установочных штифта, запрессованные в блок цилиндров, и крепится четырьмя болтами из легированной стали. Один из установочных штифтов одновременно служит втулкой для подачи масла на смазку коромысел клапанов. Втулка уплотнена резиновыми кольцами. В головке, по сравнению с головкой двигателя 740.10, увеличено отверстие слива моторного масла из-под клапанной крышки в штанговую полость. Окна впускного и выпускного каналов расположены на противоположных сторонах головки цилиндров. Впускной канал имеет тангенциальный профиль для обеспечения оптимального вращательного движения воздушного заряда, определяющего параметры рабочего процесса и экологические показатели двигателя, поэтому замена на головки цилиндров двигателя мод. 740.10 не допускается.
В головку запрессованы чугунные седла и металлокерамические направляющие втулки клапанов. Седла клапанов имеют увеличенный натяг в посадке по сравнению с седлами двигателя мод. 740.10, и фиксируются острой кромкой. Выпускное седло и клапан профилированы для обеспечения меньшего сопротивления выпуску отработавших газов.
Применение выпускного клапана мод. 740.10 не рекомендуется.
Газовый стык
Стык “головка цилиндра – гильза” (газовый стык) – беспрокладочный (рис. Газовый стык). В расточенную канавку на нижней плоскости головки запрессовано стальное уплотнительное кольцо 3. Посредством этого кольца головка цилиндра устанавливается на бурт гильзы. Герметичность уплотнения обеспечивается высокой точностью обработки сопрягаемых поверхностей уплотнительного кольца и гильзы цилиндра 5. Уплотнительное кольцо дополнительно имеет свинцовистое покрытие для компенсации микронеровностей уплотняемых поверхностей.

Газовый стык
1 – головка цилиндра; 2 – кольцо уплотнительное перепуска охлаждающей жидкости; 3 – кольцо газового стыка; 4 – прокладка-заполнитель; 5 – гильза цилиндра; 6 – кольцо уплотнительное; 7 – прокладка уплотнительная; 8 – блок цилиндров; 9 – экран.
Для уменьшения вредных объемов в газовом стыке установлена фторопластовая прокладка – заполнитель 4. Прокладка – заполнитель фиксируется на выступающем пояске кольца газового стыка за счет обратного конуса с натягом. Применение прокладки заполнителя снижает удельный расход топлива и дымность отработавших газов. Прокладка-заполнитель разового применения.
Для уплотнения перепускных каналов охлаждающей жидкости в отверстия днища головки установлены уплотнительные кольца 2 из силиконовой резины.
Пространство между головкой и блоком, отверстия стока моторного масла и отверстия прохода штанг уплотнены прокладкой 7 головки цилиндра из термостойкой резины.
При сборке двигателя болты крепления головки цилиндра следует затягивать в три приема в порядке возрастания номеров, указанном на рис. Последовательность величины моментов затяжки должны быть:
Перед ввертыванием смазать резьбу болтов слоем графитовой смазки.
После затяжки болтов необходимо отрегулировать зазоры между клапанами и коромыслами. Клапанный механизм закрыт алюминиевой крышкой 15 (см. рис. Механизм газораспределения). Для шумоизоляции и уплотнения стыка крышка – головка цилиндра применены вибро-изоляционная шайба 14 и резиновая уплотнительная прокладка 19.
Болты крепления крышек головок цилиндров затянуть с крутящим моментом 12,7-17.6 Н.м (1,3-1,8 кгс.м).
Читайте также: