
Как снять переднюю крышку газель 402
Собственно показаний к капитальному ремонту 2 - это повышенный расход бензина и/или масла. В принципе всё. Любая неисправность двигателя (и не только, а также ходовой, например) так или иначе приведёт к тому, что возрастёт расход ГСМ. При этом в динамике авто не потеряет (ну если только не всё крайне запущено, вроде прогоревшего поршня\клапана). Для любого авто производитель указывает нормальный расход как бензина так и масла. В случае Волги с ЗМЗ 402 расход бензина в городе должен быть 13,8 литра на 100 км, а масла должно расходоваться не более 250 грамм на 100 км.
В моём случае, расход был 25-30 литров, масла же приходилось доливать по литру в месяц, при пробеге менее 400 км. Расход бензина замерялся по одометру. Как показало дальнейшее развитие событий, в повышенный расход помимо износа непосредственно двигателя, свой вклад вносили также буксующее сцепление и подклинивающая тормозная колодка, а также заглушенная система ЭПХХ.
Капиталка была сделана год назад, по завершении обкатки получилось, что зимой при нормальной езде (без буксовок) укладывался в 20 литров, летом расход был 14-16 литров при езде средней степени агрессивности. Во время обкатки активно решалась проблема течей масла и к моменту завершения обкатки двигатель был переведён на синтетику, на которой и ездит до сих пор.
Инструмент и запчасти
Давление масла у меня до капиталки было удовлетворительным, поэтому снимать коленвал не планировал. Как не планировал и менять вкладыши. Из запчастей я взял комплект клапанов:
Новые пружины клапанов. Их при капиталке менять обязательно, об этом Евгений Травников постоянно твердит, дескать уставшие пружины клапанов просаживают мощность на высоких оборотах. Похоже на правду, после 3000 мотор с новыми пружинами стал тянуть гораздо веселее.
Также планировалось перевтуливание, для чего был куплен комплект втулок.
Также был приобретён комплект прокладок для капитального ремонта ЗМЗ Золотая серия. Данный набор оказался редкостным гамном, поэтому советую купить отдельно маслосъёмные колпачки, передний сальник коленвала, пробковые прокладки картера, клапанной крышки и крышки толкателей. Для всех остальных прокладок советую купить маслобензостойкий паронит и вырезать необходимые прокладки по месту самостоятельно.
Из инструмента обязательно потребуются:
Динамометрический ключ на 1\2 и неободима головка на 17.
Приспособление для притирки клапанов:
Оправка для поршневых колец:
Не помешает оправка для напрессовки маслосъёмных колпачков:
Обязательно нужна развёртка на 9мм:
Облегчит жизнь и сохранит втулки рассухариватель клапанов:
Одна из самых затратных статей - шарошки:
Читал много страшилок про твёрдость сёдел головки 402, но у меня дак с данными шарошками никаких проблем не возникло, на одно седло уходило не более 2-3 минут. Правда, я не перевтуливал.
Снятие ГБЦ
Для снятия ГБЦ сперва снимаем ось коромысел, затем аккуратно откручиваем 10 гаек. У меня парочка гаек шла со скрипом, так что откручивать надо плавно. Важно! Чтобы не перекосить ГБЦ гайки надо откручивать в том же порядке, как и при затяжке, по-немногу. То есть сперва сдергиваем гайки с места. Затем последовательно откручиваем все гайки, откручивая их по трети оборота. Далее вся надежда на то, что колхоза при прошлой установке ГБЦ не было (типа прикипевшего солидола). Однако, даже при отсутствии прикипевшей прокладки скорее всего будет проблема с предпоследней шпилькой со стороны пассажира:
Причина судя по-всему в том, что она расположена между 3 и 4 цилиндрами и подвергается хроническому перегреву, и бонусом туда поступает ОЖ. В результате между шпилькой и ГБЦ возникает очень плотный слой окисла. Причём руками, без инструмента сдёрнуть ГБЦ не получится. Поскольку и ГБЦ и блок из алюминия, то пользоваться фомками и прочими металлическими рычагами крайне не рекомендуется, так как может быть повреждена привалочная поверхность, что может привести к течам. Я опытнвм путём пришёл к такой схеме:
Я сделал из подручных материалов, но смысл вот какой - берём металлический уголок, сверлим отверстия под шпильки крепления оси коромысел, а между шпильками оси коромысел этот уголок упирается в шпильку крепления ГБЦ, предпоследнюю со стороны водителя. Таким образом, затягивая гайки шпилек оси коромысел уголок прижимается к ГБЦ, а за счёт упирания в шпильку ГБЦ потихоньку сдергивается вверх. Таким образом мне удалось наполовину сдернуть ГБЦ, далее орудовал фомкой, но не советую этого делать. Видно, что сама шпилька условно целая, то есть окислялся преимущественно алюминий:
Отмывка деталей
Следующим этапом капитального ремонта является отмывка деталей от смолистых отложений. Вот так ГБЦ выглядела за год до капитального ремонта, после 1,5 лет на полусинтетике:
Отмывка осуществлялась средством для мытья посуды (пойдёт любое) при помощи зубной щётки. Технология такая - капаем средством для мытья посуды и трём зубной щёткой, как жижа почернеет бумажной салфеткой вытираем насухо. И так далее, таким образом отмыть удалось почти все детали:
Ось коромысел разбираться не пожелала, я и не настаивал :) . Мелкий крепёж, тарелки клапанов, регулировочные болты я замачивал на ночь в средстве для мытья посуды. Клапанную крышку сперва изнутри скоблил строительным мастерком, отложений было реально много. Потом отмывал всё тем же средством для мытья посуды в ведре.
Ремонт ГБЦ
Первым делом отмытую ГБЦ необходимо отшлифовать:
Самое сложное в этом деле - это найти контору, где этим занимаются. Я обзвонил с десяток сервисов, и только в одном мастер раскололся, что на шлифовку они головки возят в пожарную часть. В результате съездил туда и ГБЦ шлифанули при мне за 200 рублей. Как я понял, весь город шлифует ГБЦ там. Причём в одном из сервисов мне предлагали оставить головку у них и шлифануть за 400 :). Результат на фото:
Камера сгорания была покрыта толстым слоем нагара:
Внутри прошёлся металлической щеткой - насадкой для дрели, в труднодоступных местах (вокруг сёдел) нагар выковыривал часовой отверткой:
Кстати, после шлифовки все заусенцы, кромки в камере сгорания надо срезать, сгладить во избежание создания очагов детонации.
Далее удаляем старые маслосъёмные колпачки. У меня они мало что были дубовые, дак парочка была вообще треснутой:
Следующим этапом планировалось перевтуливание. Хотел воспользоваться технологией Евгения Травникова. Но пройдясь по всем втулкам развёрткой 9,01 мм люфта не обнаружил. Более того, в некоторых втулках исхитрился даже что-то соскрести. Настоятельно рекомендую перед развёртыванием заменённых втулок потренироваться на нескольких подопытных втулках, потому что это не так просто, как кажется. Также напомню, что развёртывать необходимо строго руками, без какого либо электрического инструмента. Справедливости ради следует отметить, что в одной из втулок износ небольшой был, то есть после равёртки идеального зеркала не получилось, но пятно было небольшое и в середине и значительного люфта клапана не было. Так что я решил не перевтуливать. Помимо экономии времени и нервов неперевтуливание также значительно облегчает прирезание сёдел, так как ось не смещается.
Следующий этап ремонта ГБЦ - прирезка сёдел. Мне показалось, что с завода прирезается только фаска 45 градусов, я же нарезал все 3, отчего и клапан должен плотнее закрываться и газообмен должен улучшиться. Немало был наслышан про твёрдость сёдел ГБЦ змз 402, но вышеуказанным набором шарошек у меня сёдла прирезались быстро и легко. Центральную фаску делал в районе 1 мм с тем, чтобы она после притирки увеличилась до положенных 1.5 мм.
Следующим этапом является притирка клапанов - это самый нудный этап. Я особо не заморачивался по поводу проверки соляркой и т.д. оценивал визуально по ровному рисунку по окружности седла. Не забываем подписывать клапана, чтобы не перепутать при сборке.
Также для улучшения газораспределения сточил ступеньки у сёдел клапанов:
В завершение ремонта ГБЦ напрессовываем новые маслосъёмные колпачки при помощи оправки. ВАЖНО! Перед напрессовкой МСК оденьте нижние тарелки клапанов, потом они не налезут :). После этого можно засухаривать клапана. Ещё раз напомню, пружины обязательно менять при капитальном ремонте. Клапана старые были грязные и сношенные - имели как потёртости на штоке, так и недостаточно выпирали над тарелкой, то есть по мере износа коромысла начнёт давить не на клапан, а на тарелку:
Сборка
Сборку я начал с замены танчика на новый от газели, вкрутив в него штуцер на 18:
Однако самое забавное, что теплее в машине зимой не стало. Причина мне видится в росте КПД двигателя после капиталки. То есть до капиталки расход зимой был более 25 литров и даже с тонким штуцером тепла хватало, после капиталки расход упал раза в полтора, отчего и тепла стало в полтора раза меньше. Так что несмотря на увеличенный штуцер теплее в машине не стало. Однако, я так понимаю, если бы штуцер не поменял зимой было бы несколько прохладно.
В термостате напильником сточил дефекты литья, что на доли % улучшит циркуляцию ОЖ :
При откручивании крышки термостата один из болтов обломился, так что нарезал там резьбу на 10 и заменил болты:
Также слегка "раздрючил" канал подачи масла из отвестия до опоры оси коромысел (видно на фото), там были небольшие заусенцы:
Далее приступил к замене поршневых колец. Перед этим аккуратно соскоблил нагар с поршня (он, оказывается, алюминиевый):
Ощутимого износа на гильзах не было, хотя при первичной притирке, когда все поршни были в центральном положении, усилие на шарманке ощутимо возрастало, так что износ таки имел место быть и сто тыс. км не прошли бесследно для гильз. На поршнях износа не было, только мелкие потёртости, вероятно из-за попавшего нагара:
Самое забавное, что старые кольца пружинили ненамного хуже новых, но имели износ в сечении. После замены колец устанавливаем поршень обратно, не забыв про правильную ориентацию - надпись вперёд - вперёд, как ни странно, отверстие в шатуне должно писять в сторону коллекторов, пассажира:
Гайки шатунов садим на резьбовой герметик. Крышку садим как была. Перед тем, как загонять поршень, сперва обстукиваем по периметру оправку, а потом ручкой молотка аккуратно заталкиваем поршень.
Далее меняем сальниковую набивку. Я купил дешёвую за 15 рублей, поменял только в нижнем держателе, так как коленчатый вал не снимал. Несмотря на всё на это эта 15 рублёвая набивка уже год держит синтетику ТНК 5в40 при периодической раскрутке движка до 5000 об\мин. Насколько я понимаю набивка течёт при больших биениях, при сильном износе шеек и вкладышей.
Следующим этапом является установка ГБЦ на шпильки я намотал фум-ленты, по причине того, что это тефлон (фторопласт), а он чрезвычайно химически стоек и достаточно термостоек. Вообще, на все шпильки/болты, склонные к закисанию я наматываю фум-ленту, в нагруженных местах она порвётся, а полости заполнит, отчего в них не образуется ржавчина. Сама же фум-лента никуда не денется:
Прокладку я поставил с треугольными окошками. С завода стояла такая же:
Прокладки с тонкими круглыми отверстиями действительно несколько улучшают циркуляцию ОЖ в районе 3-4 цилиндров, но их я рекомендую тем, кто любит ездить на ХХ, и для кого 2500 - это запредельные обороты. Я же при езде страюсь держать движок между 2 и 3 тыс. об\мин, холостые у меня 1000 об\мин.
Также применил небольшое ноу-хау, написал на башке порядок затяжки гаек :) :
Оперативно протянул на 10 кг, течь прекратилась. Всё таки фомкой башку лучше не снимать :). Башку второй раз протянул после первого прогрева на следующий день и потом через неделю. На десерт как положено через 1000 км. После каждой протяжки, само-собой, регулируем клапана.
Обкатка
Первичная притирка колец осуществлялась шарманкой (кривым стартером), то есть когда ещё гбц не была установлена, я налил масла сверху в гильзы и крутил. То есть выдалась какая пауза, я подход - 50 обротов. Особенно туго стало после замены набивки, суммарно я руками сделал в районе 500-1000 оборотов, в результате движок стартером запустился без напряга. Обкатывал я на том же масле, на котором ездил до капиталки - полусинтетике ТНК 10в40. При езде старался держать 2100 оборотов, не раскручивая более 2500. Без каких бы то ни было динамичных обгонов. Неделю покатавшись по городу, затем сделал круг почёта вокруг города, примерно 80 км по объездной дороге. При этом ехал строго 2100 оборотов на 5й передаче - это примерно 80 км\ч по жпс, по спидометру было 90. Всё время обкатки я воевал с течами масла, и к моменту завершения 1000 км все каналы течи были устранены и я со спокойной совестью перешёл на синтетику.
Работа над ошибками
Собственно, причина вскрытия двигателя, это очередной успешный тюнинг - Портинг и ломатинг ГБЦ. По итогу повторной обработки ГБЦ поделюсь своими наблюдениями. Отложения минералки относительно просто отмываются средством для мытья посуды. Лак от синтетики удалить по простому не удалось, но я особо и не усердствовал. При разворачивании втулок нашёл технологию их идеального разворачивания в домашних условиях - сперва любым способом разворачивается одна втулка, там по-любому будет минимальный люфт. После этого зажимаем уголками две втулки, используя первую развёрнутую как кондуктор. В итоге развёртка идёт по идеальной траеткории с минимальными отклоненями. Далее, что касается нарезки сёдел - фаску лучше делать широкую 2 - 2,5 мм, дело в том, что если фаска будет узкой - расклепается не она, а клапан. В итоге получится вогнутая фаска, плохо работающая на холодную. Кроме того, фаска должны быть по внешнему краю клапана - это улучшит наполнение цилиндров. Более подробно читайте в статье про тюнинг ГБЦ. Также не следует пренебрегать регулировкой зазора клапанов, у меня впускные довольно сильно сточились. Я думаю, причина в недостаточном зазоре. У меня установлены стальные штанги, я высчитал требуемый зазор в 0,15. Сейчас же я впускные клапана заменил и теперь зазор со стальными штангами буду выставлять 0,1 мм. Ну и при снятии ГБЦ значительные сложности вызывает сдёргивание с направляющих. При данной сборке двигателя, я покрыл дальнюю направляющуюю теплопроводящей пастой. Кировочепецкие маслосъёмные колпачки показали себя отлично, поставил новые такие же. Одна из причин уменьшения зазора от коромысла до тарелки - это расклёпывание тарелки и углубление сухарей вглубь. Поэтому все тарелки клапанов сменил.
Непосредственно сама замена сальника большой сложности не представляет, сложность в том, как до него добраться. Для этого придётся снять радиатор, жалюзи, вентилятор, шкивы помпы (иначе не снимется передняя крышка блока) и самое сложное - снять сперва храповик коленчатого вала, а затем и ступицу коленчатого вала. Небольшие сложности могут возникнуть также с болтом, к которому подключена масса от аккумулятора (все шпильки\болты, через которые течёт большой ток подвержены повышенной коррозии. Другой пример - шпилька попмпы, к которой крепится регулировочная планка генератора), однако он у меня успешно выкрутился. Единственный момент, который надо учитывать в части сальника - сперва необходимо напрессовать ступицу, и только потом затягивать переднюю крышку - это необходимо для правильного центрирования сальника относительно ступицы. Кроме того, встречал рекомендацию - если на ступице в месте контакта с сальником имеется ощутимая канавка, выработка, то вместо замены ступицы можно между передней крышкой (посадочным местом) и сальником подложить корректирующую шайбу. Не лишним будет смазать сальник для избежания его повреждения.
Снятие ступицы коленчатого вала
Первой проблемой при снятии ступицы коленчатого вала будет его надёжная фиксация от проворачивания. Я этот вопрос решил поставив авто на 5ю передачу и на ручник. Ручник должен быть "цепким", то есть исправным :). На первой передаче машина двигалась при попытке открутить храповик. Итак, сперва откручивем храповик разводным ключом на 46, проворачивая ломиком:
Далее 3х лапым съёмником стягиваем ступицу, при этом уперев съёмник в болт нижних рычагов, вставленный в отвестие коленчатого вала:
Идёт туго, но идёт. Также встречались рекомендации вкручивать длинные болты, чтобы "оттолкнуть" ступицу от передней крышки, но я так делать не советую, усилие там просто зверское. Советую приобрести 3х лапый съёмник стоит он рублей 300-400, в конечном счёте сэкономит и время, и нервы и деньги. А то и здоровье.
Напрессовка ступицы коленчатого вала
А теперь самое главное, как же насадить ступицу обратно? Самое верное при помощи резьбы в коленвале под храповик. Резьба там на 24 с шагом 2. Сразу предупрежу, что для 24й резьбы стандартный шаг - 3 мм, то есть болт с хозяйственного магазина не пойдёт, а стоят такие болты от 100 рублей. Однако прежде чем можно будет напрессовывать ступицу храповиком, необходимо её напрессовать как-то на первые 2-3 сантиметра коленчатого вала. Сразу скажу, колотить молотком по коленчатому валу нельзя категорически. Как вариант вроде как подходит какой-то болт от МАЗа, но в магазине автозапчастей такого не оказалось, и я решил колхозить при помощи второго храповика.
При изучении ассортимента магазина натолкнулся на храповик от ЗМЗ 406, сверив с храповиком 402го убедился, что резьба у них одинаковая - 24 на 2. Был приобретён следующий комплект:
Храповик от ЗМЗ 406, толстая шпилька оси коромысел ЗМЗ 402 (на 10) и гайка под эту шпильку. Не купил храповик от 402го, так как он стоил вдвое дороже, чем вышеуказанный комплект, впоследствии выяснилось почему - храповик змз 406 сделан из говённого металла отчего и стоит более чем в два раза дешевле. Оно и понятно - он выполняет сугубо декоративную функцию. В принципе, так как этот храповик и покупался под разделку, то низкое качество металла даже оказалось преимуществом - проще сверлить и пилить.
Итак, в храповике была нарезана резьба на 10 и отпилена шляпка. Остальное думаю понятно по фото:
Конечно, резьба в конечно счёте слизалась, но к счастью к тому моменту ступица уже была напрессована настолько, что родной храповик вкручивался на 1.5 оборота и дальнейшая запрессовка шла им. По опыту - обязательно смазывать резьбу закручиваемой гайки, использовать надо было две гайки, тогда удалось бы запрессовать дальше. Также критически важно нарезать резьбу в отпиленном "пеньке" строго перпендикулярно, равно как и чтобы шляпка находилась строго по центру ступицы, в противном случае, если напрессовка будет проходить под некоторым углом, то ступица не сдвинется с места, будет слизываться резьба на напресовщике. Окончательная напрессовка ступицы шла уже штатным храповиком, при это резьба и поверхность ступица/храповик щедро смазывалась. Храповик вращался разводным ключом на 46. Машина шаталась во все стороны :).
Для снятия двигателя необходима таль или другое подъемное устройство грузоподъемностью не менее 300 кг.
Автомобиль нужно установить на подъемник, смотровую канаву или эстакаду. Перед снятием двигателя необходимо подготовить надежную подставку, на которой двигатель должен стоять устойчиво.
1. Снять аккумуляторную батарею.
3. Снять передний брызговик двигателя.
4. Слить жидкость из системы охлаждения двигателя.
5. Слить масло из картера двигателя.
6. Слить масло из коробки передач.
7. Снять радиатор системы охлаждения.
8. Отсоединить от распределителя зажигания центральный провод высокого напряжения и низковольтный провод.

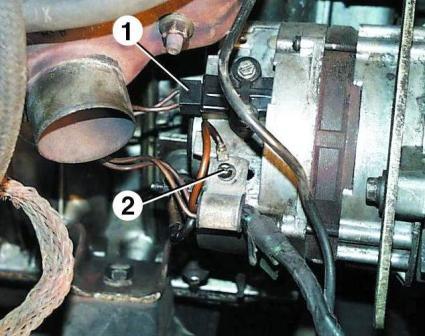
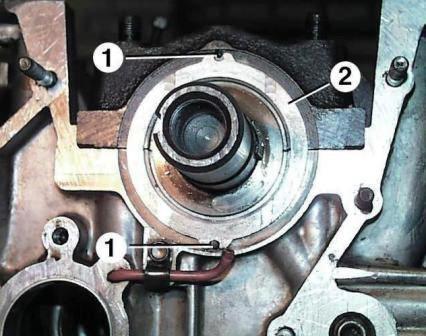
Отсоединить провода от стартера, сняв резиновые защитные колпаки 1.
Отсоединить топливопровод 2 от топливного насоса.
Отсоединить провод от датчика аварийного давления масла, установленного снизу масляного фильтра.
Отсоединить подводящий шланг масляного радиатора от крана, расположенного в нижней части блока с левой стороны.

11. Отсоединить провод 1 от датчика 2 указателя температуры охлаждающей жидкости.
Ослабить затяжку хомута 3 и отсоединить шланг 4 от крышки корпуса термостата.
Отсоединить провода от генератора, отсоединив колодку 1 и отвернув винт 2.
Снять воздушный фильтр.


Отсоединить провода 1 от микровыключателя 2 на карбюраторе.
Отсоединить от рычага привода воздушной заслонки карбюратора тягу воздушной заслонки 2 и, отвернув винт 1, вынуть тягу 2 из кронштейна.
Тягу привода акселератора 4 отсоединить от сектора привода дроссельных заслонок, отвернуть гайку 3 и вынуть тягу 4 из кронштейна.
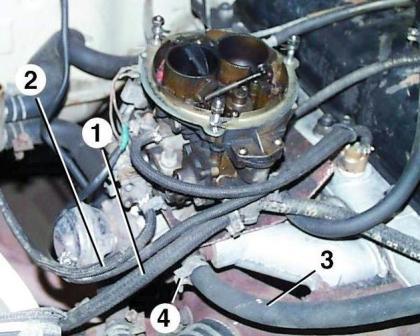
Отсоединить от карбюратора шланг слива топлива 1.
Отсоединить вакуумный шланг 2 электромагнитного клапана ЭПХХ и вакуумный шланг от трубки подвода разрежения к клапану ЭПХХ с другой стороны карбюратора.
Отсоединить вакуумный шланг 3 усилителя тормозов от штуцера на впускной трубе двигателя, ослабив затяжку хомута 4.
Отсоединить шланг подвода масла из масляного радиатора от штуцера в нижней части блока с правой стороны.

Отсоединить провод от датчика указателя давления масла на блоке с правой стороны.
Отсоединить шланги подачи и слива жидкости из отопителя от штуцеров радиатора отопителя.
Снять систему выпуска отработавших газов.
Снять коробку передач.
Снять рабочий цилиндр сцепления, не отсоединяя от него шланг, и оставить цилиндр висеть на шланге.
Отвернуть с каждой стороны болт крепления кронштейна подвески двигателя к подушке.
Проверить, все ли шланги и провода отсоединены от двигателя.
Осторожно вынуть двигатель вверх.
Устанавливают двигатель в обратном порядке.
При установке двигателя на подушки следить за тем, чтобы установочные штифты на подушках вошли в отверстия на кронштейнах двигателя, при этом должны совместиться отверстия под болты на кронштейнах и подушках.
6. Установить поршень 1-го цилиндра в в.м.т. такта сжатия.
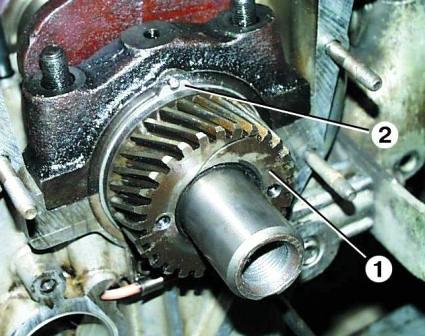
7. Съемником спрессовать звездочку 1 с конца коленчатого вала. Снять упорную шайбу 2.
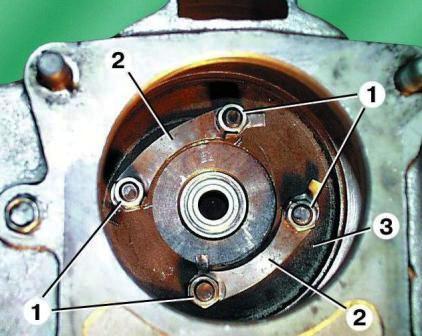
8. Отвернуть четыре гайки 1, предварительно отогнув края стопорных пластин 2, и снять маховик 3, вынув его снизу из картера сцепления.

Если не нужно вынимать поршни из цилиндров, можно не снимать головку блока цилиндров, достаточно отвернуть гайки шатунных болтов, снять крышки шатунов и осторожно продвинуть поршни в цилиндры.
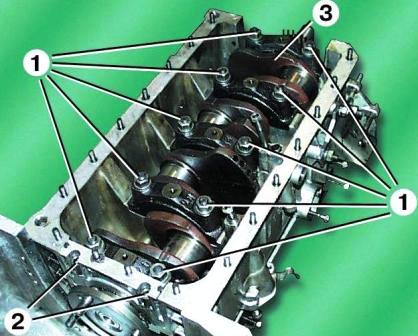
Отвернуть гайки 1 и болты 2 и снять крышки коренных подшипников.
Так как крышки сидят плотно, сбить их несильными ударами молотка.
Вынуть коленчатый вал 3 из постелей коренных подшипников.
Снять с конца коленчатого вала вторую упорную шайбу.
Вынуть из постелей коренных подшипников и крышек вкладыши коренных подшипников.
Вкладыши легче вынуть, если их сдвинуть отверткой так, чтобы конец вкладыша выступал над краем постели.
Дефектовка и ремонт
1. Промыть все детали бензином и просушить.
2. Осмотреть коленчатый вал. Если на нем есть трещины, его необходимо заменить.

3. Вывернуть пробки, прочистить, промыть бензином и продуть сжатым воздухом масляные каналы коленвала.
Завернуть пробки и затянуть моментом 38–42 Нм (3,8–4,2 кгс·м).
4. Если на коренных и шатунных шейках есть незначительные риски, царапины, задиры или овальность шеек превышает 0,01 мм, шейки нужно прошлифовать под ремонтный размер.
После шлифовки шейки необходимо отполировать.
Острые кромки фасок масляных каналов притупить абразивным конусом.
После шлифовки промыть вал и продуть сжатым воздухом масляные каналы.
После шлифовки шеек коленчатого вала нужно устанавливать вкладыши коренных и шатунных подшипников соответствующего ремонтного размера.
5. Осмотреть вкладыши коренных подшипников. Если на них есть риски, задиры, царапины, отслоения, вкрапления твердых частиц и т.д., вкладыши заменить.
6. Осмотреть маховик. Если повреждены зубья венца маховика, есть задиры, царапины и т.д. на поверхности, прилегающей к ведомому диску сцепления, маховик заменить.
Если на маховике есть трещины, его также нужно заменить.
7. В отверстие коленчатого вала со стороны маховика запрессован подшипник носка первичного вала, закрытого типа.
Осмотреть подшипник, при обнаружении дефектов (большой люфт, заедание, повреждение защитных колец и т.д.) выпрессовать его из коленвала при помощи съемника.
Запрессовать новый подшипник заподлицо с нижней гранью фаски отверстия в коленвале.

Осмотреть сальник коленвала в крышке распределительных звездочек.
Если сальник поврежден (надрывы, вырывы, большой износ рабочей кромки и т.д.), его нужно вынуть из крышки с помощью отвертки и запрессовать новый.
При большом пробеге автомобиля рекомендуется заменить сальник.
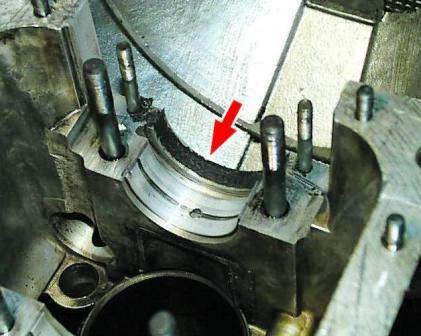
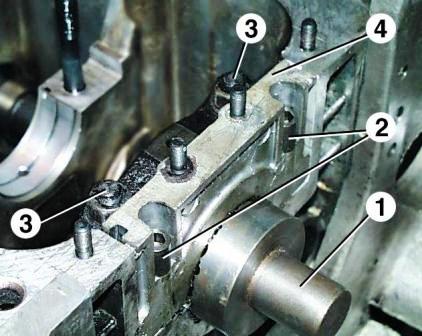
Заменить набивку заднего уплотнения коленчатого вала в постели коренного подшипника и в держателе.
Удалить старую набивку и вложить новую длиной примерно 120 мм. Обрезать концы набивки так, чтобы она выступала над плоскостью постели и держателя на 0,5–1,0 мм.
Обжать набивку, для этого уложить в постель подшипника оправку 1, установить держатель 4 и крышку коренного подшипника и затянуть гайки 3 и болты 2.
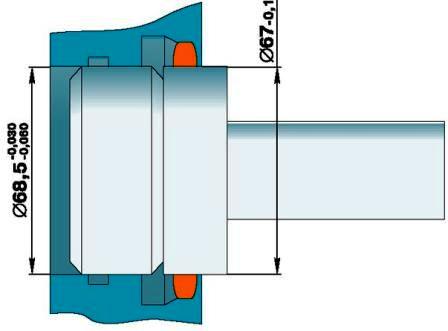
Размеры оправки показаны на рисунке.
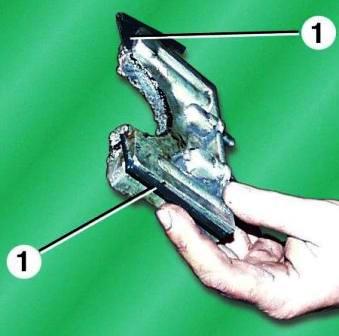
Проверить состояние резиновых уплотнителей 1 в держателе набивки.
Если они потеряли упругость, потрескались, порваны и т.д., уплотнители нужно заменить.
Установка
Устанавливают коленчатый вал в порядке, обратном снятию, с учетом следующего:
Перед установкой смазать коренные и шатунные шейки коленчатого вала, вкладыши коренных подшипников и упорные шайбы моторным маслом и одеть на передний конец коленвала заднюю упорную шайбу антифрикционным слоем к щеке коленвала.
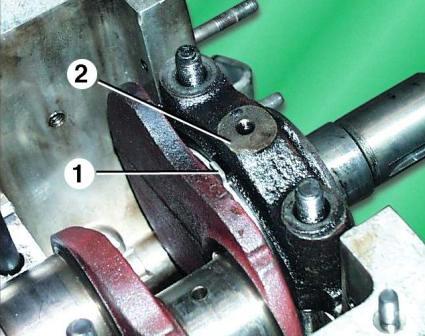
При установке крышки 2 первого коренного подшипника выступ задней упорной шайбы 1 должен войти в паз крышки 2.
Установить переднюю упорную шайбу 2 на штифты 1, антифрикционным слоем наружу.
Распорная шайба между шестерней коленчатого вала и передней упорной шайбой устанавливается фаской в отверстии в сторону упорной шайбы.
После установки шестерни коленчатого вала замерить его осевой зазор, который должен быть в пределах 0,125– 0,325 мм.
Зазор измеряют между торцом задней упорной шайбы и щекой коленвала, при этом вал должен быть отжат до предела в сторону маховика.
Затянуть гайки крепления маховика моментом 76–83 Нм (7,6–8,3 кгс·м) и законтрить, загнув край стопорной пластины на грань гайки.
Перед присоединением шатунов провернуть коленчатый вал. Он должен вращаться легко, без заеданий.
Установить поршень 1-го цилиндра в в.м.т. такта сжатия.
Съемником спрессовать звездочку 1 с конца коленчатого вала.
Снять упорную шайбу 2.
Отвернуть четыре гайки 1, предварительно отогнув края стопорных пластин 2, и снять маховик 3, вынув его снизу из картера сцепления.
Если не нужно вынимать поршни из цилиндров, можно не снимать головку блока цилиндров, достаточно отвернуть гайки шатунных болтов, снять крышки шатунов и осторожно продвинуть поршни в цилиндры.
Отвернуть гайки 1 и болты 2 и снять крышки коренных подшипников.
Так как крышки сидят плотно, сбить их несильными ударами молотка.
Вынуть коленчатый вал 3 из постелей коренных подшипников.
Снять с конца коленчатого вала вторую упорную шайбу.
Вынуть из постелей коренных подшипников и крышек вкладыши коренных подшипников.
Вкладыши легче вынуть, если их сдвинуть отверткой так, чтобы конец вкладыша выступал над краем постели.
Дефектовка и ремонт
1. Промыть все детали бензином и просушить.
2. Осмотреть коленчатый вал. Если на нем есть трещины, его необходимо заменить.
3. Вывернуть пробки, прочистить, промыть бензином и продуть сжатым воздухом масляные каналы коленвала.
Завернуть пробки и затянуть моментом 38–42 Нм (3,8–4,2 кгс·м).
4. Если на коренных и шатунных шейках есть незначительные риски, царапины, задиры или овальность шеек превышает 0,01 мм, шейки нужно прошлифовать под ремонтный размер.
После шлифовки шейки необходимо отполировать.
Острые кромки фасок масляных каналов притупить абразивным конусом.
После шлифовки промыть вал и продуть сжатым воздухом масляные каналы.
После шлифовки шеек коленчатого вала нужно устанавливать вкладыши коренных и шатунных подшипников соответствующего ремонтного размера.
5. Осмотреть вкладыши коренных подшипников. Если на них есть риски, задиры, царапины, отслоения, вкрапления твердых частиц и т.д., вкладыши заменить.
6. Осмотреть маховик. Если повреждены зубья венца маховика, есть задиры, царапины и т.д. на поверхности, прилегающей к ведомому диску сцепления, маховик заменить. Если на маховике есть трещины, его также нужно заменить.
7. В отверстие коленчатого вала со стороны маховика запрессован подшипник носка первичного вала, закрытого типа.
Осмотреть подшипник, при обнаружении дефектов (большой люфт, заедание, повреждение защитных колец и т.д.) выпрессовать его из коленвала при помощи съемника.
Запрессовать новый подшипник заподлицо с нижней гранью фаски отверстия в коленвале
8. Осмотреть сальник коленвала в крышке распределительных звездочек.
Если сальник поврежден (надрывы, вырывы, большой износ рабочей кромки и т.д.), его нужно вынуть из крышки с помощью отвертки и запрессовать новый.
При большом пробеге автомобиля рекомендуется заменить сальник.
9. Заменить набивку заднего уплотнения коленчатого вала в постели коренного подшипника и в держателе.
Удалить старую набивку и вложить новую длиной примерно 120 мм.
Обрезать концы набивки так, чтобы она выступала над плоскостью постели и держателя на 0,5–1,0 мм.
10. Обжать набивку, для этого уложить в постель подшипника оправку 1, установить держатель 4 и крышку коренного подшипника и затянуть гайки 3 и болты 2.
Размеры оправки показаны на рисунке.
11. Проверить состояние резиновых уплотнителей 1 в держателе набивки.
Если они потеряли упругость, потрескались, порваны и т.д., уплотнители нужно заменить.
Установка
Устанавливают коленчатый вал в порядке, обратном снятию, с учетом следующего:
1. Перед установкой смазать коренные и шатунные шейки коленчатого вала, вкладыши коренных подшипников и упорные шайбы моторным маслом и одеть на передний конец коленвала заднюю упорную шайбу антифрикционным слоем к щеке коленвала.
2. При установке крышки 2 первого коренного подшипника выступ задней упорной шайбы 1 должен войти в паз крышки 2.
3. Установить переднюю упорную шайбу 2 на штифты 1, антифрикционным слоем наружу.
4. Распорная шайба между шестерней коленчатого вала и передней упорной шайбой устанавливается фаской в отверстии в сторону упорной шайбы.
После установки шестерни коленчатого вала замерить его осевой зазор, который должен быть в пределах 0,125– 0,325 мм.
Зазор измеряют между торцом задней упорной шайбы и щекой коленвала, при этом вал должен быть отжат до предела в сторону маховика.
6. Затянуть гайки крепления маховика моментом 76–83 Нм (7,6–8,3 кгс·м) и законтрить, загнув край стопорной пластины на грань гайки.
7. Перед присоединением шатунов провернуть коленчатый вал. Он должен вращаться легко, без заеданий.
Читайте также: