
Уаз патриот притирка клапанов

Первая операция — дефектоскопирование.
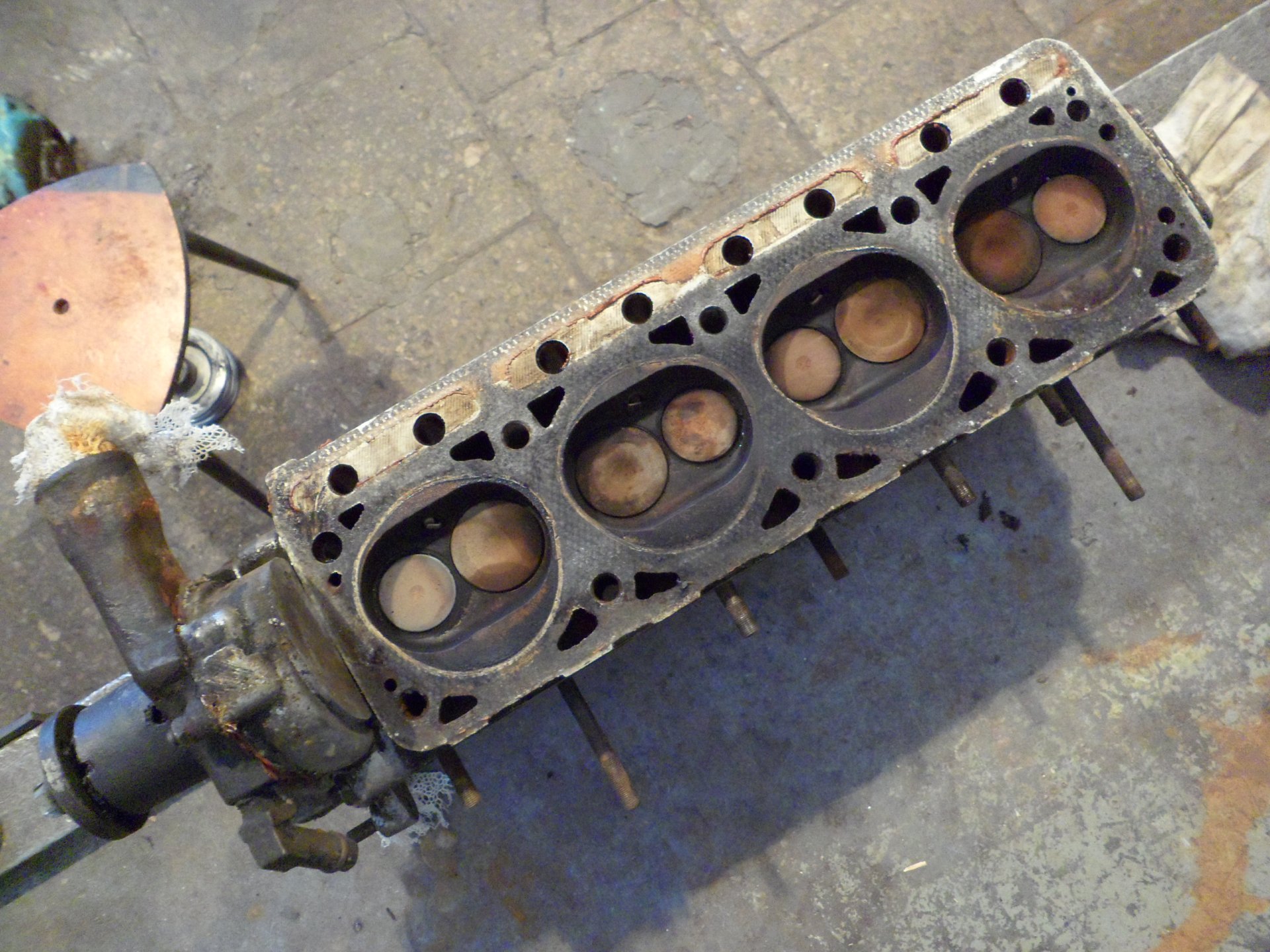
Вот камера сгорания доброго двигателя. Нагара чёрного нет, свечки серые — рабочие. Клапана серые. Двигун, видно, масло не "хавает".

Переворачиваем головку. Устанавливаем поровней, подставляя, под пару коротких шпилек, гайки.
Наливаем в камеры сгорания бензин. Вообще-то, лучше керосин, но где его взять? А бензин, вот он, под рукой.

Определяем неплотные клапана, по убыванию бензина.
Определяем, какой из двух "сыкун".

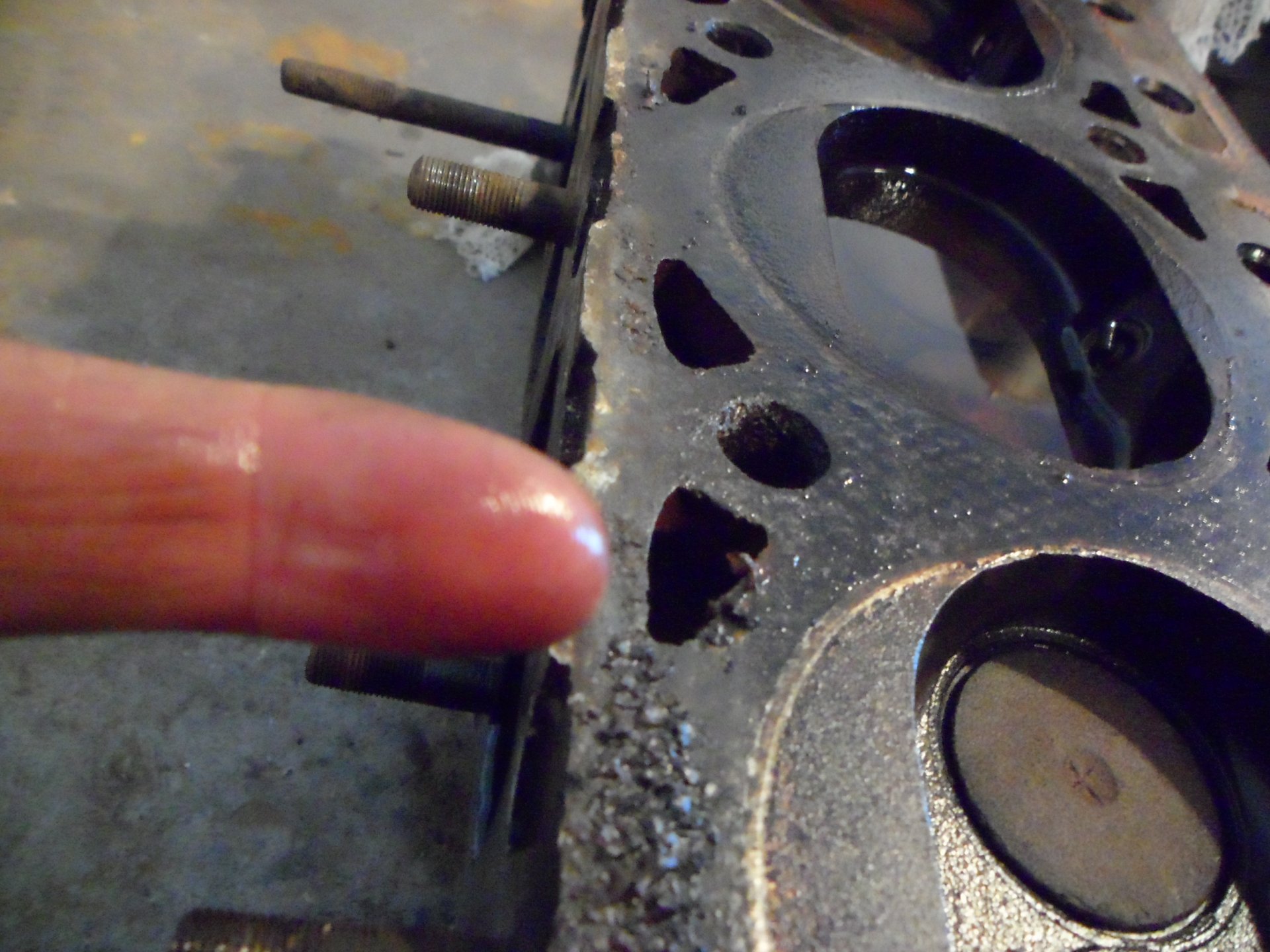
Проверяем пальцем, впускной и выпускной коллекторы. Коллектор, где сыро, тот клапан и течёт.

Дальше, снимаем клапана.
Переворачиваем головку и устанавливаем её на плотную тряпку или на кусок картона. Она, хоть и железная, но лишние царапины, на поверхности, не нужны.
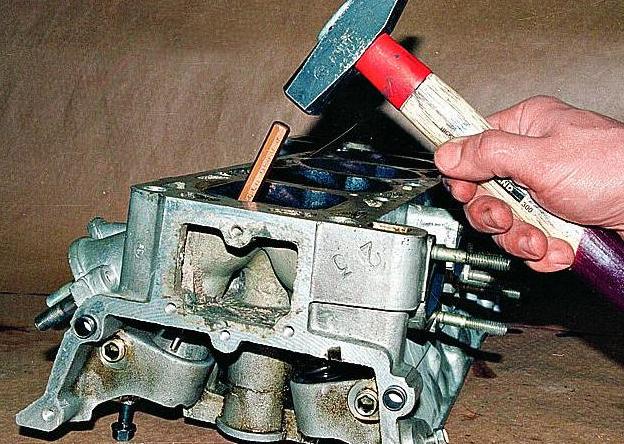
В камеру сгорания вкладываем деревянный брусок, чтобы клапана не шли вниз.
На двигателе. Вывожу поршень в верхнюю мёртвую точку. В отверстие свечи вставляю пруток 12 мм или толстую отвертку. Отвожу в сторону снимаемо клапана, чтобы он упирался в пруток. Вот так.

Молотком ударяем, пару раз, по тарелкам клапанов, чтобы оторвать прикипевшие сухари клапанов. Съемник — любой, у меня жигулёвский. Различаются они только диаметром упора в клапан.

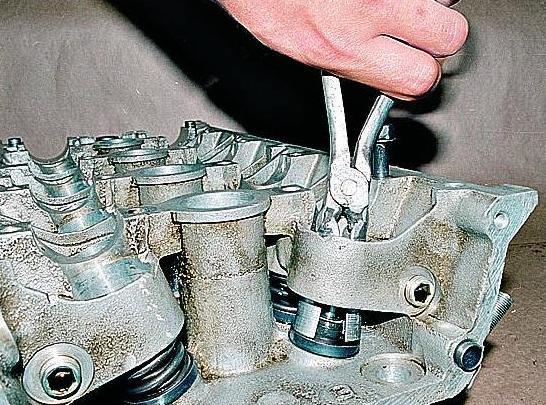
При снятии тарелок, сухари лучше вынимать пинцетом или отвёрткой. Сухари "стреляют", и чтобы их потом не разыскивать по гаражу, быть аккуратным.
Снимем тарелки, пружины.
Отвёрткой легко снимаются "колпачки" клапанов.

Очищаем камеры сгорания, коллекторы, клапана от нагара, шабером, металлической щкткой и шкуркой. Особенно аккуратно надо относиться к камере сгорания, шлифовать только шкуркой.

На клапана надеваем кусочки войлока, чтобы притирочная паста не попала во втулки клапанов.

Всё, что надо для притирки — это кусок шланга, притирочная паста и дрель, лучше с двухсторонним вращением и небольшими оборотами. В дрель вставляем пруток, если нет, то сверло подходящего диаметра (переворачиваем его наоборот).

На фаску клапана наносим притирочную пасту и вперёд, по инструкции. При вращении тянешь на себя и отводишь, тянешь-отводишь. Меняешь направление вращения.

После притирки клапана должно быть так.


После притирки, промываем 2-3 раза бензином всю головку. Протираем ветошью. Притирочная паста, алмазная — страшная вещь, может кончить двигатель. Так что, не ленимся! Промываем пружины, сухари, тарелки клапанов, клапана…
Устанавливать колпачки клапанов вполне можно водопроводной трубой или головкой на 17. Слегка ударяя по ней молотком.


Устанавливаем клапана на место. Перед установкой клапанов, смазвыаем стержни и фаски маслом. Ещё раз промываем, протираем головку.
Для притирки клапанов удобнее всего пользоваться специальным механическим приспособлением (реверсивной дрелью).
Кроме того, в продаже есть готовые ручные держатели клапана.

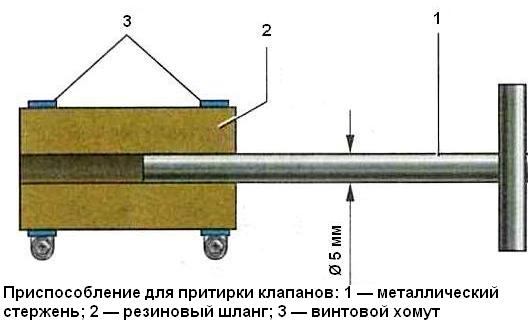
При отсутствии готовых приспособлений можно воспользоваться приспособлением, изготовленным по чертежу рисунок 2.
Кроме того, вам потребуются: притирочная паста, керосин, слабая пружина, по наружному диаметру проходящая в отверстие седла клапана.
Очистите клапан от нагара
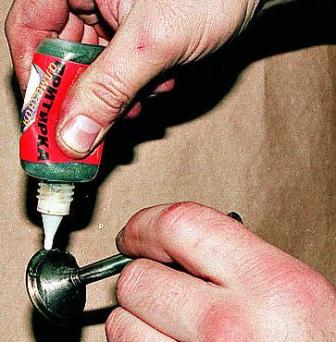
Нанесите на фаску клапана сплошной тонкий слой притирочной пасты.
Наденьте на стержень клапана предварительно подобранную пружину и вставьте клапан в направляющую втулку со стороны камеры сгорания, смазав стержень клапана слоем графитной смазки.
Графитная смазка предохраняет направляющую втулку от попадания в ее отверстия абразива из притирочной пасты и облегчает вращение клапана во время притирки.
Наденьте на стержень клапана приспособление для притирки клапанов (или с некоторым натягом резиновую трубку для соединения клапана с реверсивной дрелью).

Включив дрель на минимальную частоту вращения (в реверсивном режиме) или вращая приспособление (в случае ручной притирки) попеременно в обе стороны на пол-оборота, притрите клапан, периодически то прижимая его к седлу, то ослабляя усилие прижатия.
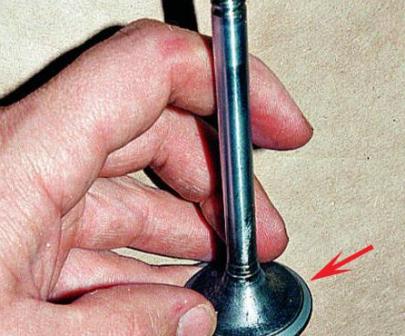

Притирайте клапан до появления на его фаске матово-серого непрерывного однотонного пояска шириной не менее 1,5 мм (рис. 5)
На седле клапана после притирки также должен появиться блестящий поясок шириной не менее 1,5 мм (рис. 6).

После притирки протрите седло и клапан чистой тряпкой и тщательно промойте для удаления остатков притирочной пасты.
Не притирайте клапаны с помощью высокооборотной нереверсивной электродрели, так как в этом случае не удастся добиться надлежащего качества поверхности (без круговых рисок) притираемых фасок и, кроме того, возможно чрезмерное истирание контактирующих поверхностей клапана и седла, что приведет к ухудшению герметичности и быстрому прогару клапанов.
Проверьте герметичность клапана.
Установите его в головку блока вместе с пружинами и сухарями.
После этого положите головку блока набок и залейте керосин в канал, закрываемый клапаном.
Если в течение 10 мин керосин не просочится в камеру сгорания, клапан считается герметичным.
При таких неисправностях, как нарушение герметичности каналов рубашки системы охлаждения и коробление привалочной поверхности к блоку цилиндров, головку блока заменяют.
Отсоединяем минусовую клемму от аккумулятора
Снимите впускную трубу.
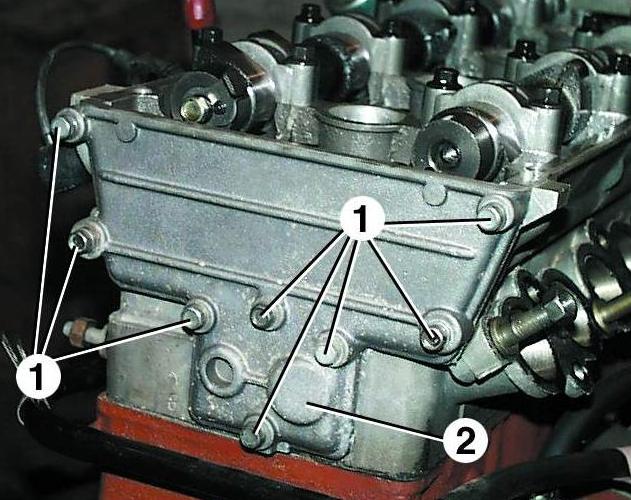

Выверните болты 1 и снимите заднюю крышку 2 головки блока.
Снимите прокладку крышки.
Извлеките гидротолкатель из гнезда головки блока цилиндров.
Примечания
Гидротолкатели удобнее вынимать с помощью магнита или присоски.
Гидротолкатели нельзя менять местами, поэтому перед снятием их нужно промаркировать, чтобы при сборке установить на свои места.
Хранить гидротолкатели следует в том же положении, в каком они установлены на клапанах, чтобы из них не вытекло масло.
Установите на головку блока приспособление для сжатия пружин клапанов.
Сжав пружины клапанов с помощью приспособления, выньте сухари клапана.
Затем, постепенно ослабляя нажатие на ручку приспособления, полностью разожмите пружины клапана.
Снимите приспособление с головки блока. Выньте тарелку пружин клапана.
Затем выньте наружную и внутреннюю пружины клапана.
Снимите специальным съемником маслосъемный колпачок клапана.
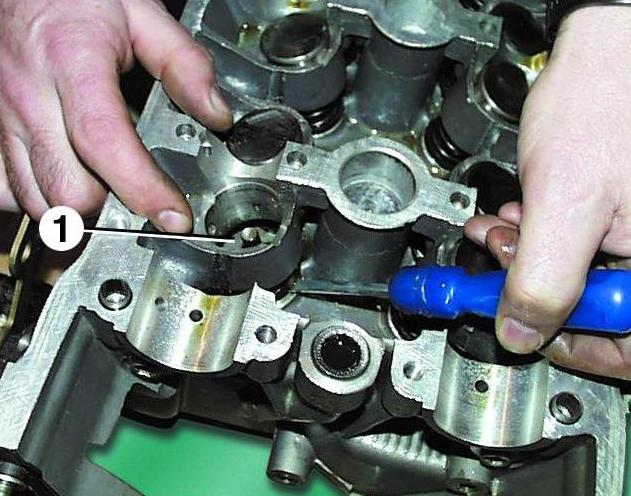
Подденьте отверткой и выньте опорную шайбу 1 пружин клапана.
Выньте клапан со стороны камеры сгорания.
Аналогично извлеките остальные клапаны.
Примечание
Перед снятием промаркируйте все клапаны, чтобы при сборке установить их на прежние места
После разборки головки блока цилиндров промойте все детали в бензине, протрите и высушите.
Очистите камеры сгорания и клапаны от нагара.
Очистите внутренние поверхности направляющих втулок клапанов тонкой цилиндрической кисточкой из медной проволоки, зажатой в патрон электродрели.
Удалите с привалочной поверхности головки к блоку цилиндров пригоревшие остатки уплотнительной прокладки.
После очистки осмотрите головку блока, чтобы не допустить ее эксплуатацию с повреждениями резьбовых отверстий, трещинами (особенно между седлами клапанов и в выпускных каналах), коррозией, включениями инородных материалов, раковинами и свищами.
Проверьте зазоры между направляющими втулками и клапанами.
Зазор вычисляют как разность диаметров отверстия во втулке и стержня клапана.
Предельно допустимый зазор 0,2 мм.
Если зазор превышает указанное значение, замените клапан и направляющую втулку.
Старую втулку выпрессовывают с помощью оправки со стороны камеры сгорания.
Устанавливают новые втулки с надетыми на них стопорными кольцами до упора стопорного кольца в поверхность головки блока со стороны отверстия под гидротолкатели.
Перед установкой втулки нужно охладить до —40. —45 °С, а головку блока нагреть до температуры +160. +175 °С.
Втулка должна вставляться в головку блока свободно или с незначительным усилием.
В запасные части поставляют направляющие втулки клапанов трех ремонтных размеров.
Втулки 1-го ремонтного размера — это втулки с увеличенным на 0,02 мм наружным диаметром, 2-го — с наружным диаметром, равным 14,2+0,053 +0,040 мм, 3-го — с увеличенным на 0,02 мм диаметром второго размера.
При установке втулок 1-го ремонтного размера отверстие под втулку в головке блока растачивать не нужно.
При установке втулок 2-го и 3-го ремонтных размеров нужно расточить отверстие до диаметра 14,2+0,023 —0,050 мм.
После установки новых втулок разверните в них отверстия.
Заменять направляющие втулки клапанов следует в автосервисе, располагающем специальным оборудованием.
Проверьте с помощью металлической линейки и щупов плоскостность привалочной поверхности головки.
Для этого поставьте линейку ребром на поверхность головки блока цилиндров посередине, вдоль и затем поперек, а затем щупом измерьте зазор между поверхностью головки и линейкой. Если зазор превышает 0,1 мм, замените головку.
Проверьте зазоры в подшипниках распределительных валов (см. Распредвалы УАЗ Патриот).
Проверьте зазоры между гидротолкателями клапанов и каналами под гидротолкатели в головке блока.
Зазор вычисляют как разность диаметров канала и гидротолкателя.
Номинальный диаметр канала под гидротолкатель 35,0+0,025 мм, предельно допустимый — 35,1 мм.
Номинальный диаметр гидротолкателя 35,0—0,025 —0,041 мм, предельно допустимый — 34,95 мм.
Предельно допустимый зазор 0,15 мм. Если зазор превышает указанное значение, замените гидротолкатель. Если и это не даст положительного результата, замените головку блока.
Осмотрите клапаны. При обнаружении на рабочей фаске клапана трещин, при короблении головки клапана, прогорании и деформации стержня клапан необходимо заменить.
Незначительные риски на рабочей фаске клапана можно вывести притиркой (см. Притирка клапанов УАЗ Патриот).
Проверьте состояние пружин клапанов. Искривленные и с трещинами пружины замените.
Очистите от остатков прокладок и нагара поверхности фланцев головки для установки впускной трубы и выпускного коллектора.
Проверьте на наличие деформаций фланцы для впускной трубы и выпускного коллектора, деформированную головку замените.
Отремонтируйте поврежденные резьбовые отверстия прогонкой резьбы метчиками или установкой ремонтной втулки (ввертыша).
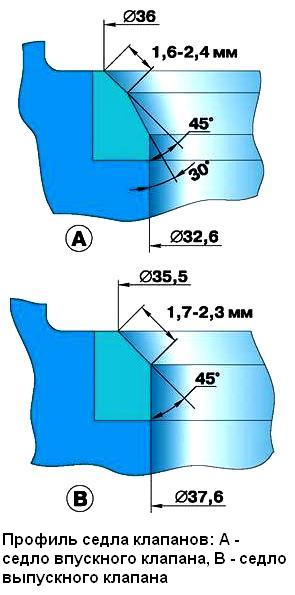
Профиль седла клапана двигателя ЗМЗ-409.10: А — седло впускного клапана; В — седло выпускного клапана
Проверьте состояние седел клапанов. На рабочих фасках седел не должно быть следов износа, раковин, коррозии и пр. Седла клапанов можно заменить в специализированной мастерской.
Незначительные повреждения (мелкие риски, царапины и др.) можно вывести притиркой клапанов
Более значительные дефекты седел клапанов устраняют шлифованием. Работу следует проводить в специализированной мастерской, так как для этого требуются специальные инструменты и оборудование.
Если значительные дефекты седел не удается устранить шлифовкой, замените седла.
После шлифования проверьте биение фаски седла относительно отверстия в направляющей втулке клапана, предельно допустимое биение 0,05 мм.
Притрите клапаны. Затем тщательно очистите и продуйте сжатым воздухом головку блока, чтобы в каналах, закрываемых клапанами, и в камерах сгорания не осталось абразивных частиц.
Следует учесть, что после шлифования седло клапана глубже садится в седло. Поэтому после шлифования нужно измерить расстояние между торцом стержня клапана, прижатого к седлу, и осью распределительного вала.
Если это расстояние меньше 35,5 мм, замените головку блока, так как в этом случае нарушается нормальная работа гидротолкателей клапанов.
Проверьте соосность расположения тарелки клапана и седла: нанесите на фаску головки клапана тонкий слой краски (например, берлинской лазури), вставьте клапан в направляющую втулку и, слегка прижав к седлу, проверните.
По следам краски на фаске седла можно судить о соосности расположения клапана и седла.
Проверьте состояние проточек стержня клапана под сухари. При обнаружении следов выкрашивания кромок проточек и износа цилиндрической части замените клапан.
Замените маслосьемные колпачки независимо от их состояния.
Проверьте состояние тарелок пружин. Замените тарелки со значительным износом опорных канавок под пружины.
Установите все снятые детали и узлы головки блока цилиндров в последовательности, обратной снятию.
Примечание
Проверьте герметичность клапана. Установите его в головку блока вместе с пружинами и сухарями.
После этого положите головку блока набок и залейте керосин в канал, закрываемый клапаном.
Если в течение 10 мин керосин не просочится в камеру сгорания, клапан считается герметичным.
Всегда заменяйте новыми прокладки головки блока цилиндров, впускной трубы (ресивера) и выпускного коллектора, так как снятые с двигателя даже внешне не поврежденные прокладки могут оказаться сильно обжатыми и не обеспечат герметичности уплотнения.
Притирку клапанов выполняют на снятой головке блока цилиндров (см. "Замена прокладки головки блока цилиндров"). Для извлечения клапанов из направляющих втулок головки блока цилиндров необходимо снять пружины клапанов, сжав их специальным приспособлением и вынув сухари из тарелок пружин (см. "Замена маслосъемных колпачков клапанов"). Для притирки клапанов удобнее всего пользоваться специальным механическим приспособлением (реверсивной дрелью).

Кроме того, в продаже есть готовые ручные держатели клапана.

Рис. 5.11. Приспособление для притирки клапанов: 1 – металлический стержень; 2 – резиновый шланг; 3 – винтовой хомут
При отсутствии готовых приспособлений можно воспользоваться приспособлением, изготовленным по чертежу рис. 5.11.
Кроме того, вам потребуются: притирочная паста, керосин, слабая пружина, по наружному диаметру проходящая в отверстие седла клапана.
1. Очистите клапан от нагара.

2. Нанесите на фаску клапана сплошной тонкий слой притирочной пасты.
3. Наденьте на стержень клапана предварительно подобранную пружину и вставьте клапан в направляющую втулку со стороны камеры сгорания, смазав стержень клапана слоем графитной смазки.
Графитная смазка предохраняет направляющую втулку от попадания в ее отверстия абразива из притирочной пасты и облегчает вращение клапана во время притирки.
4. Наденьте на стержень клапана приспособление для притирки клапанов (или с некоторым натягом резиновую трубку для соединения клапана с реверсивной дрелью).
5. Включив дрель на минимальную частоту вращения (в реверсивном режиме) или вращая приспособление (в случае ручной притирки) попеременно в обе стороны на пол-оборота, притрите клапан, периодически то прижимая его к седлу, то ослабляя усилие прижатия.


6. Притирайте клапан до появления на его фаске матово-серого непрерывного однотонного пояска шириной не менее 1,5 мм, при этом…
7. …на седле клапана после притирки также должен появиться блестящий поясок шириной не менее 1,5 мм.

8. После притирки протрите седло и клапан чистой тряпкой и тщательно промойте для удаления остатков притирочной пасты.
Предупреждение
Не притирайте клапаны с помощью высокооборотной нереверсивной электродрели, так как в этом случае не удастся добиться надлежащего качества поверхности (без круговых рисок) притираемых фасок и, кроме того, возможно чрезмерное истирание контактирующих поверхностей клапана и седла, что приведет к ухудшению герметичности и быстрому прогару клапанов.
9. Проверьте герметичность клапана. Установите его в головку блока вместе с пружинами и сухарями. После этого положите головку блока набок и залейте керосин в канал, закрываемый клапаном. Если в течение 10 мин керосин не просочится в камеру сгорания, клапан считается герметичным. Если керосин просочится в камеру сгорания, притрите клапан еще раз.
10. Аналогично притрите остальные клапаны и проверьте герметичность.
Видео про "Притирка клапанов" для УАЗ 3163
ЗМЗ-409 Замена прокладки ГБЦ (УАЗ Патриот) Видео процесса полной разборки двигателя ЗМЗ 406 405 409 как выставить метки грм 406, 409Притирку клапанов выполняют на снятой головке блока цилиндров (см. "Замена прокладки головки блока цилиндров"). Для извлечения клапанов из направляющих втулок головки блока цилиндров необходимо снять пружины клапанов, сжав их специальным приспособлением и вынув сухари из тарелок пружин (см. "Замена маслосъемных колпачков клапанов"). Для притирки клапанов удобнее всего пользоваться специальным механическим приспособлением (реверсивной дрелью).

Кроме того, в продаже есть готовые ручные держатели клапана.

Рис. 5.10. Приспособление для притирки клапанов: 1 – металлический стержень; 2 – резиновый шланг; 3 – винтовой хомут
При отсутствии готовых приспособлений можно воспользоваться приспособлением, изготовленным по чертежу рис. 5.10.
Кроме того, вам потребуются: притирочная паста, керосин, слабая пружина, по наружному диаметру проходящая в отверстие седла клапана.
1. Очистите клапан от нагара.

2. Нанесите на фаску клапана сплошной тонкий слой притирочной пасты.
3. Наденьте на стержень клапана предварительно подобранную пружину и вставьте клапан в направляющую втулку со стороны камеры сгорания, смазав стержень клапана слоем графитной смазки.
Графитная смазка предохраняет направляющую втулку от попадания в ее отверстия абразива из притирочной пасты и облегчает вращение клапана во время притирки.
4. Наденьте на стержень клапана приспособление для притирки клапанов (или с некоторым натягом резиновую трубку для соединения клапана с реверсивной дрелью).
5. Включив дрель на минимальную частоту вращения (в реверсивном режиме) или вращая приспособление (в случае ручной притирки) попеременно в обе стороны на пол-оборота, притрите клапан, периодически то прижимая его к седлу, то ослабляя усилие прижатия.


6. Притирайте клапан до появления на его фаске матово-серого непрерывного однотонного пояска шириной не менее 1,5 мм, при этом…
7. …на седле клапана после притирки также должен появиться блестящий поясок шириной не менее 1,5 мм.

8. После притирки протрите седло и клапан чистой тряпкой и тщательно промойте для удаления остатков притирочной пасты.
Предупреждение
Не притирайте клапаны с помощью высокооборотной нереверсивной электродрели, так как в этом случае не удастся добиться качественной поверхности (без круговых рисок) притираемых фасок и, кроме того, возможно чрезмерное истирание контактных поверхностей клапана и седла, что приведет к ухудшению герметичности и быстрому прогару клапанов.
9. Проверьте герметичность клапана, для этого установите его в головку блока вместе с пружинами и сухарями. После этого положите головку блока набок и залейте керосин в канал, закрываемый клапаном. Если в течение 10 мин керосин не просочится в камеру сгорания, клапан считается герметичным. Если керосин просочился в камеру сгорания, то притрите клапан еще раз.
10. Аналогично притрите остальные клапаны и проверьте их герметичность.
Видео про "Притирка клапанов" для УАЗ 31519
Ремонт головки УАЗ буханка (снятие, ремонт, установка) Клапана УАЗа Ремонт топливного насоса на УАЗе. Замена клапанов и прокладки.Читайте также: