Расточка клапанов ваз 2110
- Расточка Блока цилиндров;
- Шлифовка коленвалов;
- Обработка по плоскости ГБЦ и Блока цилиндров;
- Ремонт клапанного механизма ГБЦ:
- Расточка постели коленвала;
- Ремонт постели распредвала;
- Ремонт шатунов;
- Опрессовка.
А так же воспользуйтесь дополнительными услугами по блокам цилиндров и коленвалам.
Все работы производятся только с чистыми деталями, к Вашим услугам имеется профессиональная мойка. Стоимость станочных операций для ремонта двигателя остается доступной. Готовы идти Вам навстречу в цене комплектующих.
| Виды работ | Цена, руб. |
|---|
| Блоки Цилиндров | |||
|---|---|---|---|
| Расточка и хонингование блока цилиндров: | ВАЗ 2101-21083, ТАВРИЯ / Ока | 3000,00 / 1500,00 | |
| ВАЗ через ремонт или переход с d76 на 79 мм, с d79 на 82 мм | 4000,00 | ||
| "Ока" через ремонт или переход с диаметра 76 мм на 79 мм | 2000,00 | ||
| ЗМЗ -406, -405, -409 | 4000,00 | ||
| УМЗ -421, -4216 диаметр 100 мм | 4600,00 | ||
| Двухтактный двигатель, диаметр до 45 мм | за цилиндр | 1500,00 | |
| Двухтактный двигатель, диаметр свыше 45 мм | за цилиндр | 2000,00 | |
| Гильзовка и хонингование блока цилиндров (без стоимости гильз): | ВАЗ, ТАВРИЯ, ОКА | за 4 цилиндра | 6000,00 / 3000,00 |
| ГАЗ 406 | за 4 цилиндра | 8000,00 | |
| УАЗ, диаметр 100 мм | за 4 цилиндра | 8400,00 | |
| Доработка гильз заказчика для последующей гильзовки | 500,00 | ||
| Работа по 1 цилиндру / Расточка через ремонтный р-р, или Съем от 0.5 мм | + 20% | ||
| Обновить хон ( без расточки в ремонтный р-р ) | - 50% | ||
| Гильзовка блока с пробоиной в цилиндре (без гарантии, необходима последующая опрессовка!) | за цилиндр | + 100% | |
| Расточка и хонингование "мокрых" гильз (при наличии оснастки), к стоимости рядного БЦ | + 50% | ||
| Дополнительные услуги по Блоку Цилиндров | |||
| Замена вкладышей ВПМН, шлифовка ВПМН | ВАЗ 2101-2107 / ЗМЗ 405,-406,-409 (со стоимостью материала) | 1000,00 / 2000,00 | |
| Перепрессовка поршней | ВАЗ, ОКА | за единицу | 300,00 |
| Шлифовка ВПМН в ремонтный размер | ВАЗ 2101-2107 | 360,00 | |
| ЗМЗ-406 | 300,00 | ||
| Шлифовка Коленвалов | |||
| Шлифовка коленвала: | ВАЗ | 3000,00 | |
| ОКА | 2000,00 | ||
| Москвич, ТАВРИЯ | 3500,00 | ||
| ЗМЗ | 3500,00 | ||
| Шлифовка только шатунных (или коренных) шеек | - 40% | ||
| Шлифовка коленвала с сохранением галтелей | + 50% | ||
| Шлифовка коленвала с узкими шейками (ширина обрабатыв. поверхности менее 20мм) | + 50% | ||
| Шлифовка коленвала с узкими т-ко шатунн. шейками или с сохранением галтелей т-ко на шатунных шейках | + 25% | ||
| Дополнительные услуги по Коленвалу | |||
| Полировка коленвала | за к/вал | 800,00 | |
| Рихтовка коленвала | без гарантии! | 500,00 | |
| прогиб более 0,4 мм | без гарантии! | 1000,00 | |
| Обработка поверхности под упорные полукольца | 500,00 | ||
| Замена заглушек,чистка, промывка каналов | ВАЗ, ЗМЗ, УМЗ | 500,00 | |
| Наплавка шейки коленвала, включая шлифовку ( без гарантии ! ) | 10000,00 | ||
| Балансировка коленвалов в сборе: | ВАЗ | 1500,00 | |
| ЗМЗ | 1500,00 | ||
| Восстановление маслосгонной накатки: | ЗМЗ, УМЗ | 500,00 | |
| Замена подшипника первичного вала (без стоим. матер-ла) | 500,00 | ||
| Обработка по плоскости | |||
| Фрезеровка / Шлифовка ГБЦ | ВАЗ (ОКА -40%), ЗМЗ, УМЗ, Таврия | 1800,00 | |
| ЗМЗ-402, УМЗ с АИ-76 под АИ-93 | 3000,00 | ||
| Блока цилиндров | ВАЗ / Таврия | 3000,00 | |
| ЗМЗ, УМЗ | 3000.00 | ||
| Непараллельные плоскости (и др. сложная установка), съем от 0.5мм, с привалочной пл-тью шире 330мм, после притирки камнем, после сварки / напыления, с остатками установочных напр. втулок, с инородными вкраплениями | + 50% | ||
| Обработка: После камня, наждач. бумаги и т.п. / После напыления, сварки / С посторон-ми вкрапл.-ями, ост-ками втулок | + 50% | ||
| Коллектор | В зависимости от сложности установки | цена договорная | |
| Ремонт клапанного механизма Головок Блока Цилиндров | |||
| Капремонт клап. мех-зма ГБЦ "полная программа" (с учетом скидки за объем работ) | ВАЗ 2101-21083, ТАВРИЯ | за головку | 2600,00 |
| ОКА | за головку | 1300,00 | |
| ЗМЗ -406, -405, -409, ВАЗ 2112 (16клап) | за головку | 4800,00 | |
| ЗМЗ-402, УМЗ -421, -4216, АЗЛК | за головку | 2600,00 | |
| Рассухарить клапана
НДС учтен в цене услуг. На услуги, отсутствующие в прайс-листе и нестандартные операции - цены договорные. ПРОВЕДЕНИЕ ЛЮБЫХ РАБОТ ВНЕ ОЧЕРЕДИ - +50% от стоимости. Без гарантии производятся работы, не предусмотренные заводом-изготовителем двигателя. ДВС иностранного пр-ва, установленные на автомобили российского производства, приравниваются к термину "Иномарка"
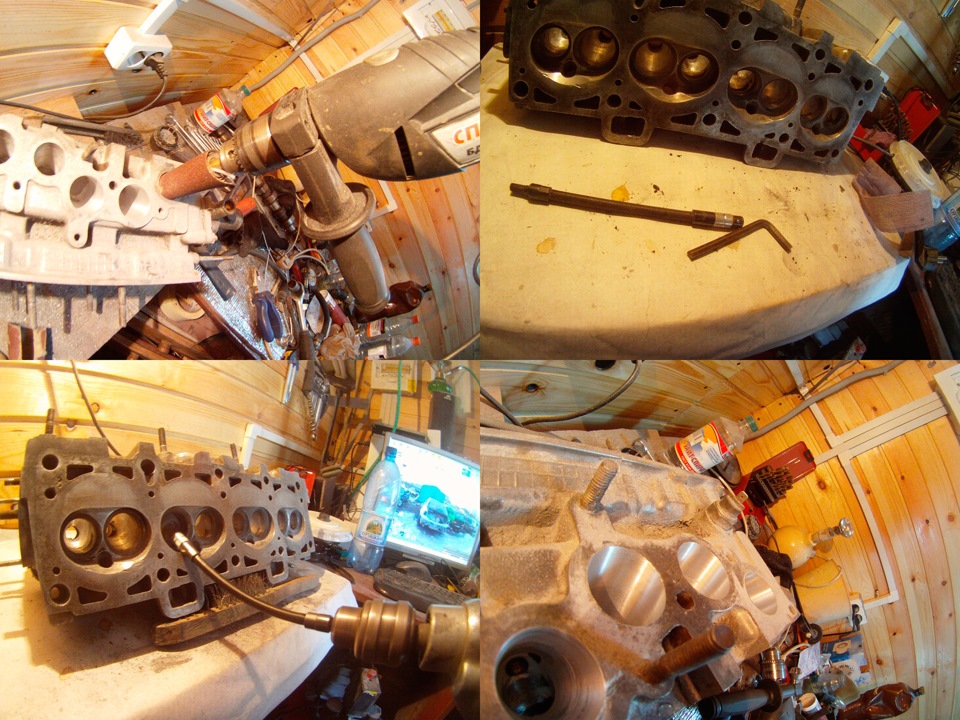
Материал написан для новичков, опытные автолюбители не найдут ничего нового, а некоторые моменты могут вызвать удивление у них т.к. на момент доработки ГБЦ опыта у меня не было =) Статья написано для тех, кто хочет добавить немного динамики своему автомобилю, естественно содержит ошибки, которые постараюсь указать. Это не руководство к действию Удачным средством поднятия мощности на высоких оборотах является доработка головки, которую несет блок цилиндров. Прежде всего требуется доработка впускных и выпускных каналов ГБЦ. Это необходимо для улучшения наполнения цилиндров за счет снижения потерь в каналах ГБЦ. Любые местные нестыковки и шероховатости ведут к торможению потока, собственно к ухудшению наполнения и потере мощности. 1)Снятие, разборка и дефектовка Нам потребуется мурзилка, рассухариватель 2108, инструмент для забивания направляющих, химия для чистки Разбираем все по мурзилке, чистим, подписываем что и откуда. Разбирается всё просто, но осторожность не помешает при работе с пружинками, любят они стрелять — пострадавшие все как один говорят что не смогли среагировать, да ещё и выстреливают они вверх, а сверху обычно лицо находится удивленное, я с ней работал с особой опасностью. Ещё выбил направляющие – клапана просто болтались в них поэтому решил менять.
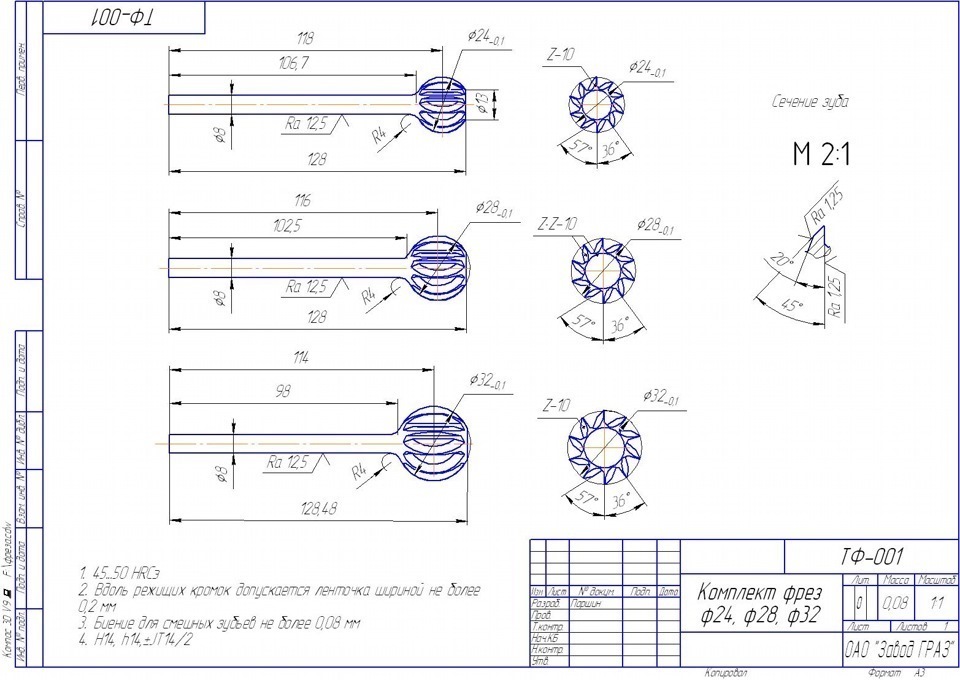
2) Закупка запчастей после дефектовки: — направляющие 3) Шарошки 28,30,32 мм своими руками – из-за ограниченного бюджета Если есть возможность — купите хорошие фрезы, если денег мало, а желания расточить ГБЦ много читаем … Потребуются: Освобождил заготовки для фрез, заварил болт.
Минусы: низкое качество, небольшой ресурс, неудобства при работе 4) Расточка ГБЦ каналы впуск 33 мм, выпуск 30 мм
Наплывы лучше снимать маленькими бор-фрезами (комплект около 80руб), но их длины не хватает немного и приходит на помощь вот такое 3-минутное изобретение, фрезой не назову, но пилит. Проходя канал 28 мм фрезой очень чувствуются косяки при производстве. Прошёл первый вечер, расточены впуск/выпуск в 30 мм.
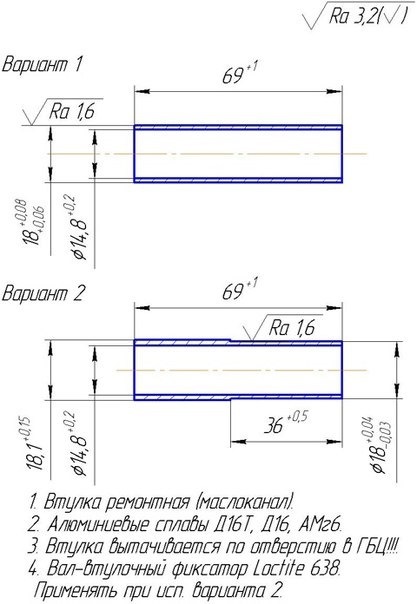
Ничего сложного в расточке ГБЦ нет, если не выходить за рамки 32/29, дальше есть риск провалиться в рубашку охлаждения, маслоканал втулить обязательно, каналы шлифовать после фрезы, полировать впускные каналы нельзя, выпускные можно, но эффекта полировки немного.
5) Втулим маслоканал Добрый человек нарисовал чертеж втулки.
Втулочку вытачиваем только после обработки отверстия в ГБЦ, иначе, вполне можно пролететь с размерами. 6) Расточка впускного коллектора в 33мм После расточки впускных каналов ГБЦ в 33мм нужно расточить коллектор в эти же 33мм, всё вроде просто, но на деле ГБЦ точится гораздо проще)))
7) Шлифовка ГБЦ Использовал гибкий шланг и шестигранник, в котором срезал поворот и сделал вырез, куда крепил наждачку)
8)Стыковка вып.коллектора Доработка необходимая, даже без расточки каналов
Любые "ступеньки" в канале рождают паразитные завихрения, заметно тормозящие поток, поэтому от них необходимо избавиться. Убираем нестыковки, одновременно доработав прокладки под коллектора (дабы пресловутых ступенек не создавали и они). Настоятельно рекомендую перед удалением нестыковок каналов сделать следущее — посадить коллектора на штифты. Причиной тому служит крепёж коллекторов на некоторых двигателях, допускающий некоторое смещение плоскостей коллекторов и ГБЦ друг относительно друга. Чем это грозит, предельно ясно — немного сместив коллектора при крепеже после удаления нестыковок, мы самостоятельно убиваем плоды своей же работы. Штифтов достаточно по два на коллектор — по краям. Ищем место на ГБЦ и коллекторе, где можно безопасно всверлиться. В ГБЦ прочно сажаем металлический штифт, на который легко, но без особых люфтов должен надеваться коллектор — вуаля, точное позиционирование коллекторов относительно ГБЦ нам гарантировано. Не забудьте только сделать несколько дополнительных отверстий в прокладке. Отмечу так же, что если диаметр канала впускного коллектора меньше диаметра канала ГБЦ на 1-1,5 мм при нормальной соосности каналов, то это не создаст измеримого сопротивления прохождению потока, поэтому филигранной подводкой диаметров каналов в этом случае можно пренебречь. На выпуске аналогично, только наоборот — выпускной канал в ГБЦ может быть несколько меньше канала в выпускном коллекторе. Более того, т.к. называемые "обратные ступеньки" на выпуске используют для борьбы с некоторыми негативными явлениями настроенной выпускной системы, но сейчас разговор не об этом. 9) Замена направляющих С направляющими интересная ситуация — купил когда-то комплект SM, а они оказались без колец и отдельно они не продаются( Пришлось покупать ещё комплект уже проверяя наличие колец)
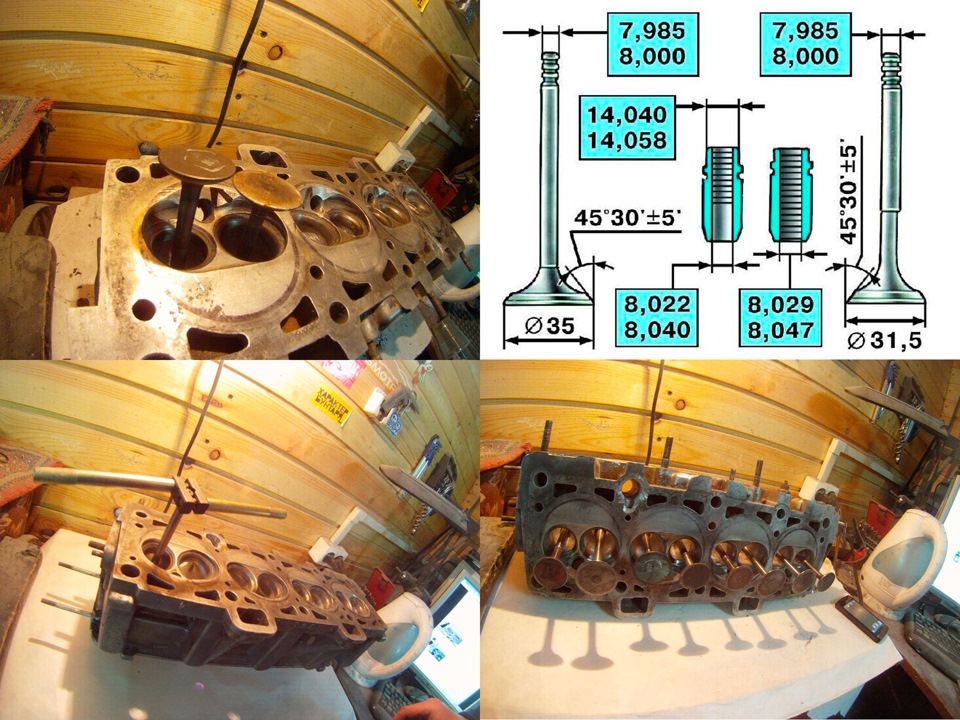
Клапана не заходят и это хорошо, надо развернуть
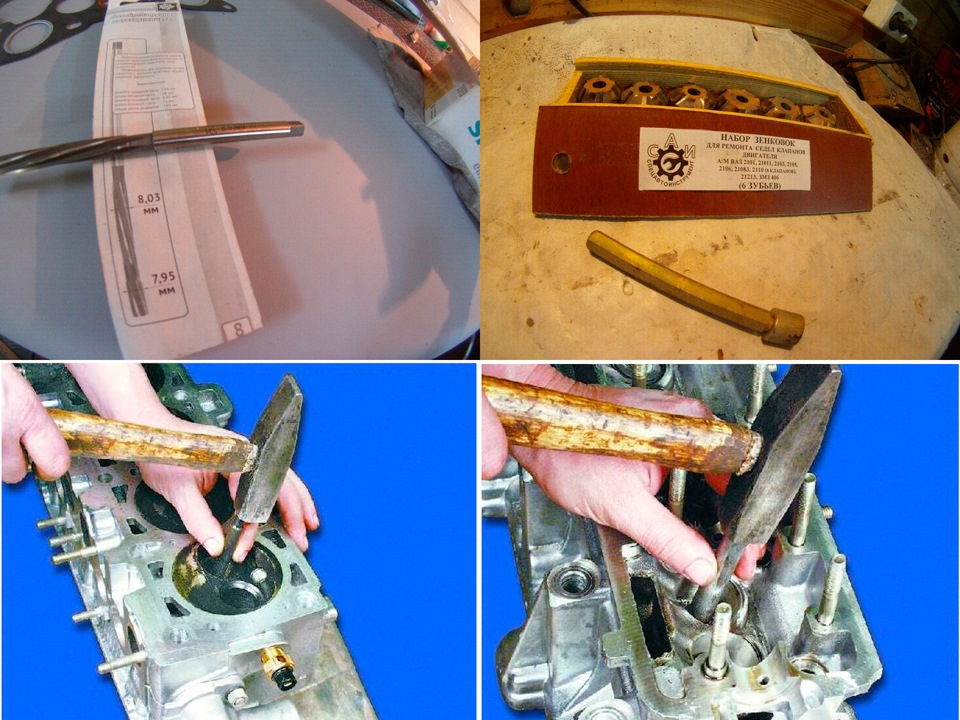
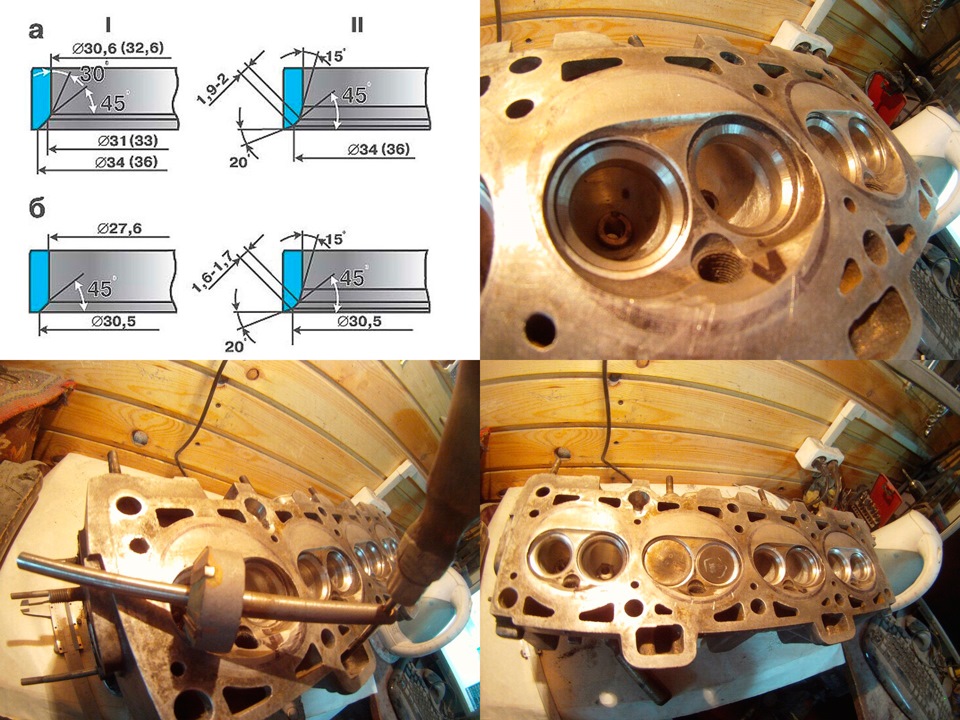
10) Зенковка седел
а – седло впускного клапана б – седло выпускного клапана I – новое седло II – седло после ремонта 11) Притирка клапанов Притирку клапанов делал впервые, жутко утомительное занятие…
Проверка (взято из мурзилки): Для проверки герметичности клапана установите его в головку с пружинами и сухарями. 12) Доработка КС Седла клапанов после прирезки получились просажены на 2 мм. В начале открытия впускного клапана (на 1-2 мм) топливовоздушная смесь будет испытывать значительные затруднения, проникновению в цилиндры двигателя. В случае с выпускным клапаном уступ будет мешать очистке цилиндров от выхлопных газов в конечной фазе выпуска. Наличие неровностей и острых углов очень сильно сказывается на "продувке цилиндров", очень важной фазе работы двигателя, к примеру на известный распредвал Нуждин 10,93 широкофазный и КПД сильно зависит от "продувки" =)
Использовал точильние камни и нождачную бумагу. Чтобы не испортить случайно кромки седел вставляем ненужные клапаны. Сглаживаем и выводим форму КС. 13) Фрезеровка ГБЦ Фрезеровал на 2мм. Сделали качественно)
Напшикал, подождал, прочистил, продул с помощью компрессора и так до логического завершения) 14) Расточка карбюратора 24*26 Расточка карбюратора экспериментальная, дело в том что диффузоры имеют форму конуса и аккуратно повторить форму после расточки очень сложно, просто увеличив отверстие карб не будет работать должным образом =)
При правильном подходе солекс 21083 просто заменяется, к примеру 21073 или растачивается на координатно-расточном станке. Этот карб точил сам гибким шлангом с нождачной бумагой, если ехать не будет то заменю его карбом с большими размера диффузоров))) Растачивал 80, после шлифовал постепенно до Р1000. Промывал и продувал компрессором. Плоскость была неровной — выровнил)
15) Распредвал Нуждин 10,93 282гр. Хороший человек предложил 10,93 вместе с шестерней, валик бегал немного, долго сравнивал, прикидывал, читал отзывы и решил купить 10,93, хорошие результаты должен показать с расточенной ГБЦ)))
Данные с оф.сайта (Нуждин 10,93) : Подъем клапана (мм) 10.93 Рекомендуемые установочные фазы — впуск открытие 34 градуса до ВМТ, закрытие 68 градусов после НМТ, выпуск открытие 65 градусов до НМТ, закрытие 32 градуса после ВМТ. Штатный блок цилиндров ВАЗ 2110 изготовлен методом отливки из особенного чугунного сплава низколегированного состава. Сверху, на горизонтальной плоскости находится головка блока цилиндра, в которой помещен распределительный вал с клапанами и камера сгорания, технологические отверстия, масляные и жидкостные магистрали и др. приспособления. Цилиндры силового агрегата находятся в посадочных местах, их диаметры подразделены на 5 отдельных классов, различающихся по размерам на 0,01 мм. Они обозначаются литерами А, В, С, D, Е, которые наносятся на нижней плоскости изделия.
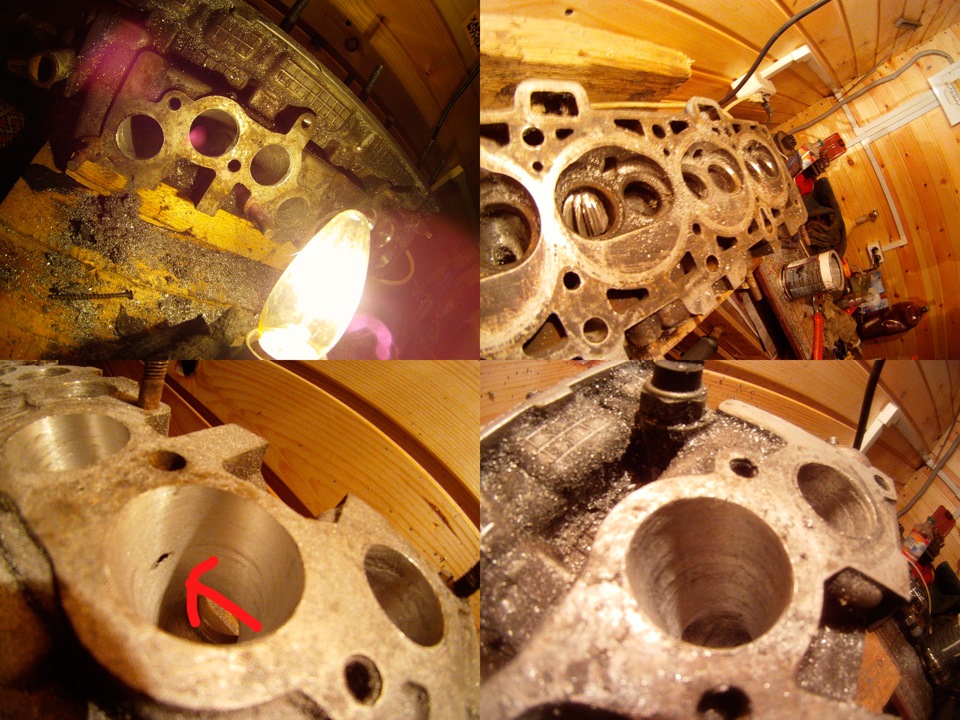
Проверка технического состояния блока цилиндровИзначально требуется отмыть блок цилиндров и прочистить магистрали для подачи масла. Далее проводим продувку и просушку изделия резиновым шлангом компрессора и осматриваем изделие. Наличие трещин на всех деталях и частях блока приводит к разгерметизации внутренних магистралей. При возникновении версии о проникновении жидкости-охладителя в картер мотора необходимо осуществить тест на герметичность агрегата.
При этом требуется заглушить выходы охладительных магистралей и наполнить внутренние полости охлаждающих каналов слегка теплой водой под напором 3 кгс/см. Течь водных масс наблюдаться не должна. При наличии масляных сгустков с жидкости-охладителе необходимо провести визуальный осмотр на наличие трещин в районах прохождения масляных магистралей. Сливаем жидкость из охладительной системы, демонтируем головку блока цилиндра, наполняем магистрали системы водными массами и направляем воздух из компрессора в магистраль движения масла вертикального типа. При выделении воздушных пузырей в водной среде, которая заполнила охладительную рубашку, необходимо произвести замену блока цилиндров, купить который можно в специализированных магазинах АвтоВаза. Тестируем наружную поверхность агрегата, куда монтируется головка блока цилиндра ВАЗ 2110, применяя измерительную линейку и щупом. Допустимый размер отклонений по плоскости должен находиться в пределах 0,1 мм. Расточка блока цилиндровНа практике используется несколько вариантов увеличения мощности силовой установки. Наиболее конструктивный способ – повышение объемных характеристик двигателя. Весьма распространенным видом работ по повышению линейных данных будет расточка блока цилиндров ВАЗ 2110, которая изготавливается на увеличенный поршневой диаметр. Денежные расходы сведены к минимуму – к ним относятся собственно затраты на расточку блока цилиндров и приобретение поршневой группы и колец ремонтного размера.
Другим способом увеличения объема силовой установки является замена стандартного коленвала на изделие с увеличенным радиусом кривошипного механизма. При этом увеличивается рабочий ход поршневой группы, что ведет к прямо пропорциональному повышению объемного параметра мотора.
Для доведения распредвала до состояния раскрытия максимальных кондиций требуется доработать головку блока цилиндра до перепрессовки клапанных седел и переустановки клапанов увеличенного размера. Также требуется модернизация магистралей впускного и выпускного типа, через которые воздушно-топливная аэрозоль проходит в цилиндры, а выхлопные газы выходят через систему вывода отработанных газообразных смесей. В качестве доработки предлагается их усовершенствовать, повышая размер сечения, в последующем их необходимо отполировать и изменить их геометрию. Автолюбители, независимо от стажа владения машиной, постоянно ищут способы повышения мощности двигателя. Есть несколько вариантов усовершенствования вашего автомобиля, одним из которых является доработка головки блока цилиндров (ГБЦ) .
Мы знаем, что крутящий момент, а соответственно и мощность, находятся в прямой зависимости от такого показателя, как коэффициент наполнения цилиндров рабочей смесью. Чем больше наполнение, тем больше мощность двигателя, которая растёт при смещении максимального значения крутящего момента на более высокие обороты. Для этого устанавливают распредвалы с расширенными фазами впуска/выпуска и увеличенными подъёмами клапанов, но на практике этого оказывается недостаточно. Если критически подойти к рассмотрению головки блока цилиндров, то мы увидим множество недочётов — казалось бы мелких, но именно они не дают реализовать полный потенциал мотора. Это обусловлено технологией изготовления при массовом производстве ГБЦ, и поэтому всё придётся исправлять самостоятельно или в тюнинг-ателье. Как именно? Об этом и поговорим.
Если внимательно осмотреть впускные/выпускные каналы заводской головки блока цилиндров, то сразу бросаются в глаза приливы литья в районе направляющих втулок клапанов, выступающие в канал втулки и местами ломаная форма узких каналов. Используя шаровые фрезы разных форм и размеров необходимо добиться увеличения проходного сечения каналов, удалить все неровности и выступающие части. Форму канала надо изменить таким образом, чтобы его изгиб был наиболее плавным, но сохранил определенные радиусы кривизны. Внутренняя поверхность впускных каналов оставляется немного шероховатой для лучшей испаряемости бензина с их стенок. Выпускные каналы можно полировать, хотя заметного эффекта это не даст.
Если ваш автомобиль оснащён наддувом или впрыском закиси азота, ему необходимо увеличение выпускных клапанов, так как двигатель производит больше отработанных газов. Под такие моторы соотношение клапанов может быть 90% и более. Пружины клапанов Замена распредвала на более верховой может привести к зависанию клапанов. Наиболее простым способом является увеличение преднатяга штатной пружины, что выполняется подкладыванием под нее шайбы. Усилие на пружине увеличивается, но заметно уменьшается свободный ход.
Степенью сжатия (СЖ) является отношение полного объёма цилиндра ко всему объёму КС. Чем больше сжата топливная смесь перед воспламенением, тем большую работу она совершит впоследствии. Повышая СЖ, мы увеличиваем мощность двигателя, но есть и ограничивающие факторы, такие как рост нагрузки на поршневую и риск возникновения детонации. Стандартные литые поршни двигателей ВАЗ допускают СЖ до значения 11:1.
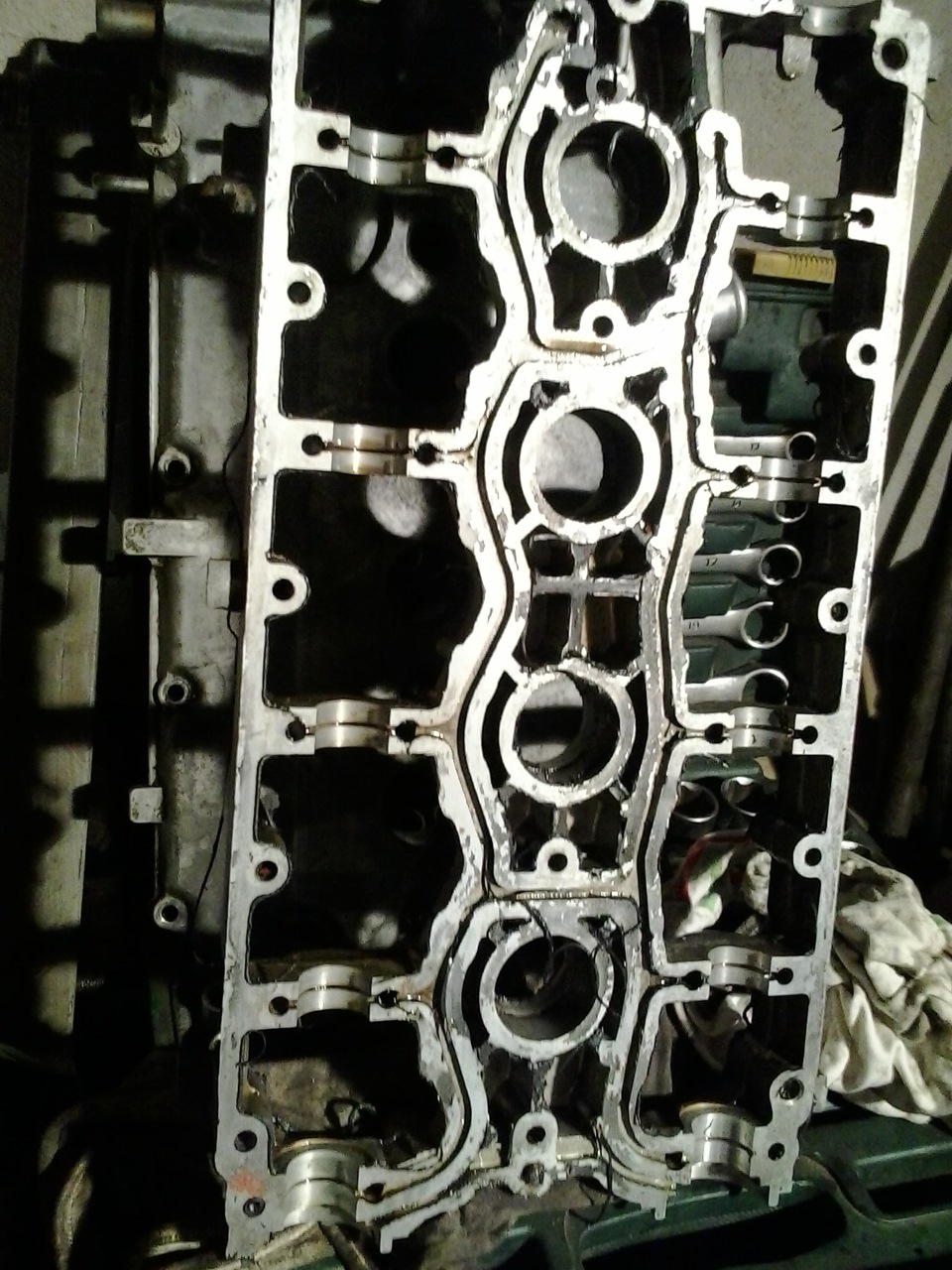
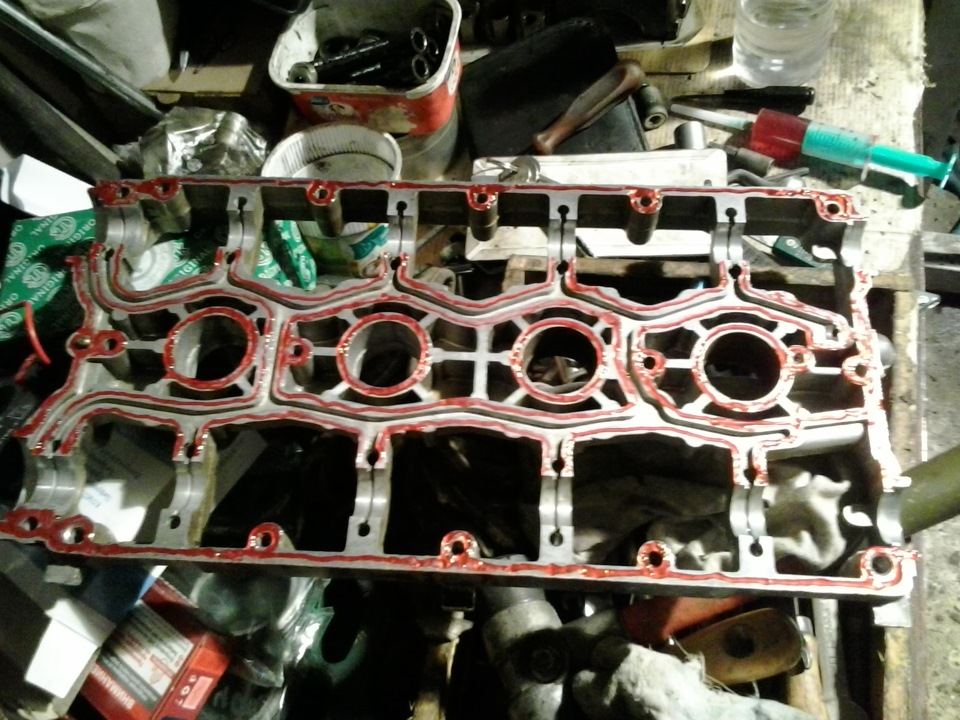
При разборке ГБЦ выяснилось, что постель распредвалов и крышка установлены на простой герметик (скорее всего Витор Рейнц), сопли которого были во всех маслоканалах. Вот причина несмолкающего стука гидротолкателей.
Пожалуйста, следуйте инструкции завода, используйте для ГБЦ анаэробные герметики.
После расточки притираем клапана, отмываем детали и собираем головку. Устанавливаем комплект новых гидротолкателей клапанов.
Головка готова, займемся низом. Цилиндры расточены с зазором 0,03 мм. Устанавливаем комплект новых маслофорсунок охлаждения поршней и коленчатый вал, прикручиваем маховик.
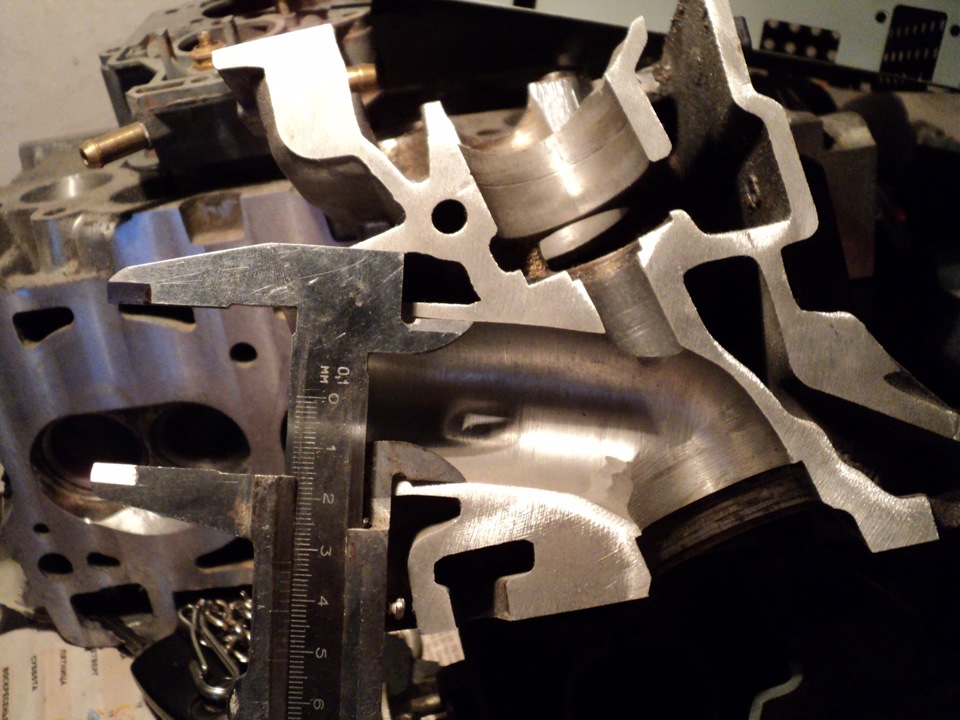
ШПГ развешаны до грамма. Кольца используем НПР Европа с наборным маслосъемным. Точно такие же поршневые кольца установлены у меня на 128 моторе, масложор отсутствует. На фото справа стандартная шатунно-поршневая группа 2112.
Полностью собираем низ.
Отправляем собранный блок двигателя в моторный отсек. ГБЦ ставим на прокладку Виктор Рейнц и собираем подкапотку.
Мотор запускается с полоборота. Через некоторое время после прогрева новые гидрики затихают. Гоняем мотор в холостую, проверяем на отсутствие течей и регулируем натяжение ремней. Автомобиль на обкатке. Читайте также:
| |||