
Оправка для запрессовки седел клапанов ваз 2108

Пробка резьбовая применяется для извлечения седел клапанов после нарезания резьбы оправкой для извлечения седел выпускных клапанов.
После нарезания резьбы пробка закручивается в седло и затем выбивается вместе с седлом.
При использовании пробки сохраняется целостность дорогостоящей оправка для извлечения седел выпускных клапанов (код р3043).



Наша страница на DRIVE2:

Комментарии 16
соременные сёдла этот набор не берёт а для старых супер поэтому мне нужен такой же набор но твердосплавный вк8 куплю 87772763882

2 850 руб за что такие бабки


Наверное это для профессионалов. А дома, или клапан приваришь, или найдешь метчик. А в целом согласен дороговато.
Подбор метчика дело довольно муторное, метчики подобного диаметра предусматриваются для производства соответственно и цена их приблизительно такая же, потом возникает проблема найти болт под шаг резьбы метчика, подобный болт само собой в количестве одной штуки Вам никто не продаст. Дело профессионалов стоит дороже новой ГБЦ. Я считаю что цена должна быть за весь комплект приспособ в районе 2500-3000 р, тогда и вопросы отпадут сами собой. Моё мнение что самостоятельный ремонт должен быть доступен для каждого ;-)

Если есть бор машинка или даже дрель не большого размера фреза малого диаметра длиной 1 см фрезеруешь стенку седла тем самым мы прослаьим седло и оно лопнет.
-в жизни все не так, как на самом деле © В. Черномырдин. Зачастую прослабленные в двух местах седла, приходится приглашать рожковым ключом😉
goodmachine
сёдлами занимаюсь больше десяти лет и этими наборами тоже пользуюсь они годятся только для ваз старых моделей на новых и газелях406 стоят сёдла потвёрже и после каждого седла метчик надо точить или закусит и сломает зуб для современных нужен твердосплавный метчик вк8 если кто может изготовить куплю 87772763882

Началось все с того, что около года ездил на трех цилиндрах… Замер компрессии показал что в Цилиндре №4 — 0, в Цилиндре №2 — 5.5/6. Демонтаж и дальнейший осмотр ГБЦ показал, прогар (дыру) в впускном клапане Цилиндра №4 и прогар (трещину) в впускном клапане Цилиндра №2. После разсухаривания клапанов установил, что седла клапанов расклепаны в тело корпуса ГБЦ, дальнейшей прирезке уже не подлежали…






-выпрессовывал седла с помощью э/дуговой сварки и слесарного молотка, более бюджетного и надежного способа посоветовать не могу

-ГБЦ после выпрессовки седел и новые седла, которые как оказалось позже пришлось дорабатывать, других седел я не нашел, думаю что на ГБЦ ВАЗ 21011 Вы не найдете тоже

-седла которые есть в продаже и на заказ имеют высоту 9.5 мм, посадочное место под седло ГБЦ ВАЗ 21011 имеет глубину около 7 мм

-размечал штанген-циркулем заготовку для снятия 2 мм и стачивал на шлифовальном круге УШМ, после снятия 2 мм полировал на наждачной бумаге крупностью зерна 1000

-готовое к запрессовке седло слева, то что из магазина справа (имейте это ввиду при выборе седел) быстрее всего эту работу можно выполнить на токарном станке, но обзвонив несколько объявлений был огорчен ответом, токаря за такую работу браться не хотели… .


-запрессовывал новое седло на холодную не нагревая ГБЦ и не остужая седло, сперва пригласил седло в посадочное место слесарным молотком через проставку, так что бы седло в посадочное место зашло равномерно, а потом запрессовывал приспособлением для запрессовки направляющих втулок, постоянно контролируя равномерность осадки седла

-приспособление с усиленным подшипником (подшипник покупал отдельно), будьте внимательны гайки на конце шпильки должно быть две, иначе сорвете резьбу

-процесс запрессовки седел клапанов, аналогичен процессу запрессовки направляющих втулок, только требует большей внимательности и аккуратности

-после замены седла, выбиваю старую направляющую (выбивать лучше кувалдой 1.7 кг — наиболее подходящая для этого вида работ), и запрессовываю новую направляющую втулку клапана, обратите внимание, на конце шпильки две упорные гайке (с одной гайкой оборвете резьбу)

-направляющие втулки выбрал SM, они укомплектованы упорным кольцом что упрощает работу с ними, после установки они не требуют развертки, все встает как надо (лично у меня вышло так) клапан ходит свободно, люфта нет

-в камере сгорания Цилиндра №4 седла заменены, остальные я запрессовал по аналогии, с последовательностью действий: 1. Запрессовываю седло. 2. Выбиваю старую направляющую. 3. Запрессовываю новую направляющую.

-при прирезке придерживался предложенной ширине фаски клапана, в зависимости от его назначения, ширину фаски поверял с помощью штангена, качество с помощью пленки от пачки сигарет по четырем секторам


-седла клапанов прирезаны, в моем случае оказалось достаточно одной рабочей фаски (рабочей) как Вы видете из фото сделанных ранее клапан не просажен (седло не провалено)
По просьбам читателей добавляю информацию о стоимости запасных частей и токарных работ по восстановлению ГБЦ ВАЗ 21011:
1. Клапана 2101,21213,2123 (к-т 8шт) SM (оригинал) 2101100701012 — 1557.0 р.;
2. Направляющие втулки клапанов 2101-07,2121-2123 (к-т 8шт) "SM" (2805/2806) (оригинал) 21011007033 — 543.0 р.;
3. Седло клапана ВАЗ-21083 (ВолгаАвтоПром) в уп. 21083100708082 — 500.0 р.;
4. Фрезеровка прилегающей поверхности ГБЦ — 780 р.;
Итого: 3380 p.
Запчасти
Лада 4x4 3D 1980, двигатель бензиновый 1.6 л., 65 л. с., полный привод, механическая коробка передач — своими руками
Машины в продаже
Комментарии 72
-на копеечные головки сёдел не выпускают, я брал обычные восмерочные. Брал чугунные т.к. их легче прирезать и притереть. Втулки тоже брал чугунные. Из цветного металла втулки ставить нет смысла если ножка клапана не хромированная. Если стержень клапана без хрома, то бронзовая втулка может оказаться даже менее ресурсной чем обычная.

Поищу адрес где в Нижнем втулки и седла или делали, или торгуют, не помню. Если нужно конечно.

На седлах есть заходная фаска, вот стружка остается в том пространстве. Я написал не с целью по стебаться. Сам экспериментировал, гбц нагрел до 90гр примерно, седло охлаждал огнетушителем, нагрева не хватило, либо охлаждения-по оправке подбивал молотком. Потом ради интереса выбил седло и стружка была в небольшом количестве. Сейчас же разогреваю гбц до 150гр, седла так же охлаждаю огнетушителем-залетают с оправкой от руки выпускные, по впускным приходится по некоторым еще по стучать. Смысл в том, что при охлаждении седел и нагреве гбц в последующем запрессовывании не происходит контакта поверхностей и натяг остается положенный. В вашем же случае натяг соток 5 будет, остальное все срезало скорее всего. А про то что вы говорите, что гбц разогревается при работе и седло быстрее вывалится- гбц при работе разогревается вместе с седлом, и натяг как раз нужен потому что у седла из чугуна/металлокерамики/сплава линейное расширение при нагреве значительно меньше, отсюда рекомендованный натяг в 0,1-0,15 для седел данного размера. С натягом соток 5 очень большая вероятность вываливания седла, в случае алюминиевой гбц. Для направляющей клапана запрессовка на холодную еще прокатывает-там натяг меньше от завода, плюс не та температура как в камере сгорания, и поверхность соприкосновений длиннее. Дело ваше конечно) просто много инфы перелопатил по этому в свое время
Клапаны вместе с сёдлами подвержены большим термическим нагрузкам, вследствие чего на них появляются дефекты, такие как трещины, пригары, раковины вследствие перегрева, либо в двигатель попадают посторонние предметы, которые повредят седло.

Извлечение седла
Сначала рассмотрим, как не надо делать, хотя некоторые гаражные гуру автомобилестроения рекомендуют делать именно так.

-сварка клапана + выбивание
Сначала старый ненужный клапан подгоняют под размеры седла, вставляют на посадочное сесто и приваривают клапан к седлу. Пока ещё не остыло, выбивают клапан, и он выходит вместе с седлом. За счёт разного расширения металлов- стали и алюминия- натяг уменьшается, когда остынет, будет не так легко выходить.
Почему так делать не надо? При сварке нагревается вся головка и её непременно поведёт, она станет кривая и в дополнение к этому откроются скрытые трещины, там, где были внутренние напряжения металла (а они есть в любом случае). Потом будете удивляться, почему моя головка вдруг оказалась пробитой.
Оптимальный способ: растачивание седла клапана на станке, пока он не станет размером с фольгу и сам не выпрыгнет из посадочного отверстия. Но… это нельзя реализовать в гараже из-за дороговизны оборудования, да и не в каждом селе будет такой станочек. Поэтому рассмотрим ещё один способ, лёгкий и безопасный, и реализуемый в любом гараже.
Выбор гаражных мастеров: простой и безопасный способ
Стачиваем фрезой седло насквозь с одного края. Седло ослабнет, потеряет натяг и само выпрыгнет из посадочного отверстия, даже не придётся его насквозь точить, доходя до посадочной плоскости, когда останется чуть меньше, чем 0,5 мм натяга уже не хватает, чтобы удержаться. Разомкнув кольцо, седло больше не сможет сопротивляться.
Фреза для дрели продаётся в любом строительном магазине, стоит не дороже, чем сверло, поэтому данный метод такой доступный.
Теперь, когда седло извлечено, надо подумать, что мы будем туда вставлять.
Заготовка седла клапана
Для всех популярных моторов предлагаются заготовки сёдел клапанов, как стандартных размеров, так и ремонтных, с увеличенным внешним диаметром. Для редких двигателей заготовки надо заказывать или изготавливать на заказ.

Такие заготовки достаточно дешёвые, если не нашлось для какого-то мотора, можно подобрать по размеру из имеющихся наименований. Но и не забывайте, что фирмы, производящие детали двигателя (Kolbenschmidt), в частности клапана, производят ещё и сёдла тех же размеров, так что спрашивайте в магазинах вашего города. После установки седло надо будет обработать- нарезать фаску под клапан.
Установка нового седла
Седло клапана правильно устанавливать с азотом, все другие методы не такие надёжные. В нормальном состоянии при комнатной температуре дивметр седла больше диаметра отверстия в головке, поэтому после установки получается некоторый натяг. Чтобы засунуть седло, его надо уменьшить в размере, для этого и нужен азот.
Азот в жидком состоянии сохраняет очень низкую температуру. Охлаждаясь в азоте, клапан сжимается в диаметре, и охладившись может свободно залезть в посадочное отверстие головки. В то же время, чтобы увеличить посадочное отверстие в головке, головку можно нагреть, тогда отверстие расширится и зазор увеличится. Если нагреть головку, то тогда не надо так сильно охлаждать седло, достаточно будет просто положить в морозилку и разницы температур будет достаточно.
Устанавливать седло без предварительной термической обработки нельзя, не будет достигнут необходимый натяг и седло выпадет в процессе эксплуатации.
При установке нужно забить седло, чтобы оно стало на место, сильно бить не надо, достаточно лёгких ударов.
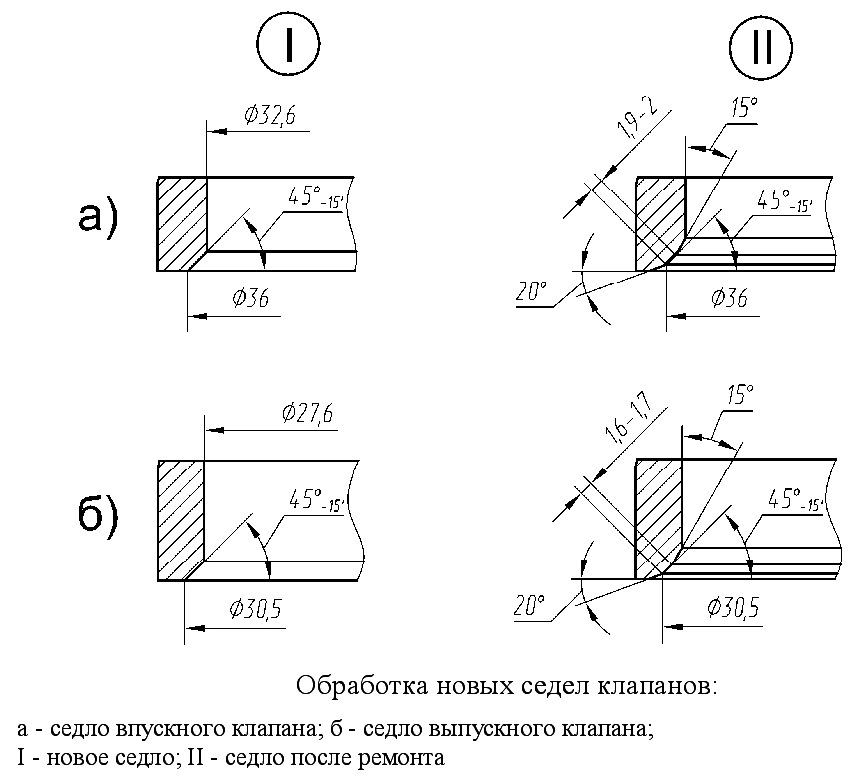
Механическая обработка нового седла
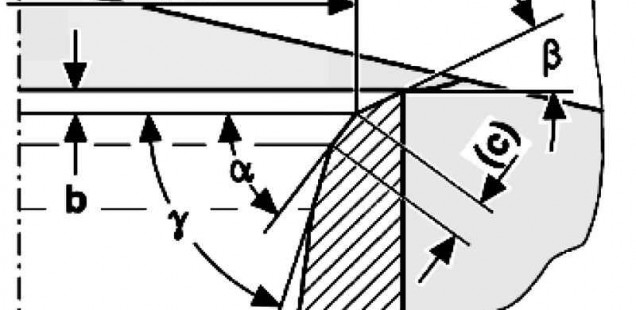
На новом установленном седле надо нарезать фаску. Лучше всего это сделать на специализированном станке, так получится обработать наиболее точно. Это реализуется благодаря жёсткой центровке резца, чего невозможно добиться используя ручные шарошки.

Но если в вашей местности нет подобного оборудования, шарошки- это всё, на что вы можете рассчитывать. Если есть поблизости металлообрабатывающий цех, можно попробовать обработать клапана на фрезерном станке, результат вполне сойдёт.
На седле надо нарезать три кромки- внешнюю, внутреннюю и сверху них центральную, самую узкую, по которой седло будет соприкасаться с клапаном.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Началось все с того, что около года ездил на трех цилиндрах… Замер компрессии показал что в Цилиндре №4 — 0, в Цилиндре №2 — 5.5/6. Демонтаж и дальнейший осмотр ГБЦ показал, прогар (дыру) в впускном клапане Цилиндра №4 и прогар (трещину) в впускном клапане Цилиндра №2. После разсухаривания клапанов установил, что седла клапанов расклепаны в тело корпуса ГБЦ, дальнейшей прирезке уже не подлежали…
-выпрессовывал седла с помощью э/дуговой сварки и слесарного молотка, более бюджетного и надежного способа посоветовать не могу
-ГБЦ после выпрессовки седел и новые седла, которые как оказалось позже пришлось дорабатывать, других седел я не нашел, думаю что на ГБЦ ВАЗ 21011 Вы не найдете тоже
-седла которые есть в продаже и на заказ имеют высоту 9.5 мм, посадочное место под седло ГБЦ ВАЗ 21011 имеет глубину около 7 мм
-размечал штанген-циркулем заготовку для снятия 2 мм и стачивал на шлифовальном круге УШМ, после снятия 2 мм полировал на наждачной бумаге крупностью зерна 1000
-готовое к запрессовке седло слева, то что из магазина справа (имейте это ввиду при выборе седел) быстрее всего эту работу можно выполнить на токарном станке, но обзвонив несколько объявлений был огорчен ответом, токаря за такую работу браться не хотели… .
-запрессовывал новое седло на холодную не нагревая ГБЦ и не остужая седло, сперва пригласил седло в посадочное место слесарным молотком через проставку, так что бы седло в посадочное место зашло равномерно, а потом запрессовывал приспособлением для запрессовки направляющих втулок, постоянно контролируя равномерность осадки седла
-приспособление с усиленным подшипником (подшипник покупал отдельно), будьте внимательны гайки на конце шпильки должно быть две, иначе сорвете резьбу
-процесс запрессовки седел клапанов, аналогичен процессу запрессовки направляющих втулок, только требует большей внимательности и аккуратности
-после замены седла, выбиваю старую направляющую (выбивать лучше кувалдой 1.7 кг — наиболее подходящая для этого вида работ), и запрессовываю новую направляющую втулку клапана, обратите внимание, на конце шпильки две упорные гайке (с одной гайкой оборвете резьбу)
-направляющие втулки выбрал SM, они укомплектованы упорным кольцом что упрощает работу с ними, после установки они не требуют развертки, все встает как надо (лично у меня вышло так) клапан ходит свободно, люфта нет
-в камере сгорания Цилиндра №4 седла заменены, остальные я запрессовал по аналогии, с последовательностью действий: 1. Запрессовываю седло. 2. Выбиваю старую направляющую. 3. Запрессовываю новую направляющую.
-при прирезке придерживался предложенной ширине фаски клапана, в зависимости от его назначения, ширину фаски поверял с помощью штангена, качество с помощью пленки от пачки сигарет по четырем секторам
-седла клапанов прирезаны, в моем случае оказалось достаточно одной рабочей фаски (рабочей) как Вы видете из фото сделанных ранее клапан не просажен (седло не провалено)
По просьбам читателей добавляю информацию о стоимости запасных частей и токарных работ по восстановлению ГБЦ ВАЗ 21011:
1. Клапана 2101,21213,2123 (к-т 8шт) SM (оригинал) 2101100701012 — 1557.0 р.;
2. Направляющие втулки клапанов 2101-07,2121-2123 (к-т 8шт) "SM" (2805/2806) (оригинал) 21011007033 — 543.0 р.;
3. Седло клапана ВАЗ-21083 (ВолгаАвтоПром) в уп. 21083100708082 — 500.0 р.;
4. Фрезеровка прилегающей поверхности ГБЦ — 780 р.;
Итого: 3380 p.
Запчасти
Лада 4x4 3D 1980, двигатель бензиновый 1.6 л., 65 л. с., полный привод, механическая коробка передач — своими руками
Машины в продаже
Комментарии 72
-на копеечные головки сёдел не выпускают, я брал обычные восмерочные. Брал чугунные т.к. их легче прирезать и притереть. Втулки тоже брал чугунные. Из цветного металла втулки ставить нет смысла если ножка клапана не хромированная. Если стержень клапана без хрома, то бронзовая втулка может оказаться даже менее ресурсной чем обычная.
Поищу адрес где в Нижнем втулки и седла или делали, или торгуют, не помню. Если нужно конечно.
На седлах есть заходная фаска, вот стружка остается в том пространстве. Я написал не с целью по стебаться. Сам экспериментировал, гбц нагрел до 90гр примерно, седло охлаждал огнетушителем, нагрева не хватило, либо охлаждения-по оправке подбивал молотком. Потом ради интереса выбил седло и стружка была в небольшом количестве. Сейчас же разогреваю гбц до 150гр, седла так же охлаждаю огнетушителем-залетают с оправкой от руки выпускные, по впускным приходится по некоторым еще по стучать. Смысл в том, что при охлаждении седел и нагреве гбц в последующем запрессовывании не происходит контакта поверхностей и натяг остается положенный. В вашем же случае натяг соток 5 будет, остальное все срезало скорее всего. А про то что вы говорите, что гбц разогревается при работе и седло быстрее вывалится- гбц при работе разогревается вместе с седлом, и натяг как раз нужен потому что у седла из чугуна/металлокерамики/сплава линейное расширение при нагреве значительно меньше, отсюда рекомендованный натяг в 0,1-0,15 для седел данного размера. С натягом соток 5 очень большая вероятность вываливания седла, в случае алюминиевой гбц. Для направляющей клапана запрессовка на холодную еще прокатывает-там натяг меньше от завода, плюс не та температура как в камере сгорания, и поверхность соприкосновений длиннее. Дело ваше конечно) просто много инфы перелопатил по этому в свое время
Пробка резьбовая применяется для извлечения седел клапанов после нарезания резьбы оправкой для извлечения седел выпускных клапанов.
После нарезания резьбы пробка закручивается в седло и затем выбивается вместе с седлом.
При использовании пробки сохраняется целостность дорогостоящей оправка для извлечения седел выпускных клапанов (код р3043).
Наша страница на DRIVE2:
Комментарии 16
соременные сёдла этот набор не берёт а для старых супер поэтому мне нужен такой же набор но твердосплавный вк8 куплю 87772763882
2 850 руб за что такие бабки
Наверное это для профессионалов. А дома, или клапан приваришь, или найдешь метчик. А в целом согласен дороговато.
Подбор метчика дело довольно муторное, метчики подобного диаметра предусматриваются для производства соответственно и цена их приблизительно такая же, потом возникает проблема найти болт под шаг резьбы метчика, подобный болт само собой в количестве одной штуки Вам никто не продаст. Дело профессионалов стоит дороже новой ГБЦ. Я считаю что цена должна быть за весь комплект приспособ в районе 2500-3000 р, тогда и вопросы отпадут сами собой. Моё мнение что самостоятельный ремонт должен быть доступен для каждого ;-)
Если есть бор машинка или даже дрель не большого размера фреза малого диаметра длиной 1 см фрезеруешь стенку седла тем самым мы прослаьим седло и оно лопнет.
-в жизни все не так, как на самом деле © В. Черномырдин. Зачастую прослабленные в двух местах седла, приходится приглашать рожковым ключом😉
goodmachine
сёдлами занимаюсь больше десяти лет и этими наборами тоже пользуюсь они годятся только для ваз старых моделей на новых и газелях406 стоят сёдла потвёрже и после каждого седла метчик надо точить или закусит и сломает зуб для современных нужен твердосплавный метчик вк8 если кто может изготовить куплю 87772763882
Читайте также: