
Коробка подач иж 250
Токарный станок ИЖ 250: особенности, производитель. Конструктивные узлы и технические характеристики. Кинетическая и электрическая схемы. Правила эксплуатации.
- Сведения о производителе токарно-винторезного станка ИЖ-250
- Назначение и область применения станка
- Основные технические характеристики
- Общий вид станка
- Габариты рабочего пространства
- Перечень и расположение органов управления
- Шпиндель токарно-винторезного станка ИЖ-250
- Подачи и резьбы
- Передняя бабка
- Фрикционная муфта
- Тормоз редуктора токарного станка
- Коробка подач
- Схема кинематическая токарного станка
- Электрическая принципиальная схема
- Модификации станка
- Правила эксплуатации станка ИЖ-250
- Насколько используется модель сегодня
ИЖ 250 — популярное в России оборудование, которое несмотря на свой возраст до сих пор успешно используется. Дело в том, что станок дает возможность обработки массы различных предметов, он универсальный по свой сути. Модели, обладающие большими техническими характеристиками и большей сферой применения, имеют значительную стоимость. В то время как токарный станок ИЖ 250 относится к относительно бюджетному классу.
Сведения о производителе токарно-винторезного станка ИЖ-250
Токарное оборудование, известное не только в Российской Федерации, но и далеко за ее пределами, производилось на Ижевском машиностроительном заводе. При помощи устройства можно проводить обработку деталей большей части форматов в центре, цанге и патроне. Уникальный и многопрофильный станок производился в нескольких модификациях на заводе.
ИЖ 250 использовался практически повсеместно на крупных предприятиях. Но также, если позволяли производственные мощности, применяли в небольших компаниях.

Специалисты Ижмаша, работящие в то время, пытались создать профессиональный и многопрофильный агрегат, который имел бы относительно небольшие размер и был удобен в использовании. Выпускалось несколько вариаций.
Сейчас варианты ИТВМ03, ИТПМ и ИТВМФ1 с завода не встретить в продаже. Но на некоторых ресурсах продаются старые, отремонтированные агрегаты.
Назначение и область применения станка
Возможных форм и размеров предметов, которые можно обработать, насчитывается сотни. Станок по металлу используется в промышленных целях свыше 50 лет. За это время он успел зарекомендовать себя с положительной стороны. Главные отличительные особенности, которые делают его востребованным, – это безукоризненная точность, универсальность, надежность и безопасность.
Используется для обработки различных деталей, размеры указаны в технических характеристиках устройства. Применяется по большей части на крупных, небольших по масштабу приборостроительных и инструментальных фирмах страны.

Основные технические характеристики
Высокие технические параметры и расширенная сфера применения определяются особыми особенностями сборки и детальными схемами станка.
Общий вид станка
При соответствующем качестве поверхности станок ИЖ производит обработку точно и эффективно. Отличительная особенность, которая сразу заметна по внешнему виду, – есть специальное преселективное управление скоростями. В результате переключения шпинделя в предыдущем шаге при выполнении нового не потребуется переключать скорость. Это обеспечивает не только дополнительное удобство и увеличение скорости работы, но и безопасность мастера. Подачи регулируются при помощи рукоятки, при этом направление устройства идентичное тому, куда направлен суппорт.
Управление приводом ведется через редуктор с 12 потенциалами. Шестерни переключаются в результате поворота маховика — создается схема отверстий. Удобна система цифровой индикации. Специалист может производить замеры с точностью до 0,1 мкм.

Выделяют особенности конструкции ИЖ, которые обуславливают его технические характеристики. В частности, шпиндель устанавливается на подшипники с 22 скоростями, первая половина из которых осуществляется посредством редуктора, в вторая — посредством коробки передач. Также следует обратить внимание, что:
- конус Морзе равен 5;
- редуктор состоит из коробки 4 оси;
- коробка активна посредством гитары и передней бабки;
- регуляция шага и скорости происходит при помощи рукоятки;
- суппорт не вызывает вращение вала;
- фартук отвечает за превращение движения в поперечное.
Описание общего вида нельзя считать законченным, если не указать установленное электрическое оборудование. В стандартных вариациях есть электродвигатель привода с мощностью до 3 кВт, двигатель привода маслонасоса с мощностью до 0,18 кВт, двигатель привода охладителя с мощностью до 0,125 кВт. Также есть тепловое реле, которое используется для защиты электрических механизмов, магнитные реверсивные и нереверсивные пускатели.

Габариты рабочего пространства
Характеристики современных моделей, которые выпускаются частниками, а не Ижмашем, могут быт иными. Следует рассчитывать габариты рабочего пространства исходя из общих характеристик оборудования, учесть то, какие материалы будут обрабатываться и место для комфортного расположения сотрудника. В частности, габариты устройства:
длина — 1790 миллиметров;
высота — 1400 миллиметров;
ширина — 810 миллиметров.
Показатели веса колеблются даже у стандартных видов оборудования. Может весить от 1040 до 1290 килограмм.

Перечень и расположение органов управления
Устройство состоит из 27 узлов. В частности есть рукоятки таких типов:
- работы редуктора;
- скоростных изменений (две штуки);
- шестерен коробки передач (четыре штуки);
- вариаций винта и валика;
- управления включением и выключением полным;
- подачи суппорта (продольная и поперечная);
- реверса;
- ходового винта;
- резцовой головки;
- задней бабки;
- пиноли.

Есть несколько маховиков, которые отвечают за изменение положения суппорта продольное и поперечное, пиноли задней бабки. Установлены переключали скоростей, кнопки возврата и действия, остановки. Дополнительно есть кнопка для включения освещения и охлаждения, подтверждающая начало работы токарного станка от электрической сети.
Шпиндель токарно-винторезного станка ИЖ-250
Вариации функционала шпинделя в ИЖ различная, определяется параметр преселективным управлением. Это удобно для мастера — нет необходимости отрываться от работы. Он заранее выставляет последующее включение по необходимым для себя параметрам и просто продолжает дальше работу.
Шпиндельный узел имеет неординарную конструкцию. Это свойство позволяет заменять приводные ремни максимально быстро.

Подачи и резьбы
Управление ведется в огромном диапазоне — главная отличительная особенность ИЖ 250. Есть вариации поперечной и продольных передач. Особенность в том, что ходовых винт соединяет прямым способом с гитарой техники, при этом не влияя на функционал коробки передач. Это обуславливает возможность четкой нарезки.
Передняя бабка
Кроме основных особенностей конституция передней бабки в ИЖ позволяет выбирать рукоятки коробки передач и тем самым осуществлять движение через гитару оборудования. Включает 10 скоростей через коробку.

Фрикционная муфта
Консоль является стандартным устройством передачи вращательного движения узлам. В ИЖ рассматриваемой модели она состоит из восьми узлов, имеет квадратную форму.
Тормоз редуктора токарного станка
Тормоз редуктора соединен с фрикционной муфтой. Благодаря этому фактору удается быстро замедлить вращательное движение и остановить процесс полностью. Качественный тормоз — необходимость для устройства такого класса.

Коробка подач
Устройство коробки передач следует внимательно изучить перед тем, как приступить к эксплуатации оборудования. Рукояток 4 вида, при этом в инструкции указывают параметры резьбы и подачи. Есть таблицы метрической и модульной резьбы и подач.
Обратить внимание следует на то, что при нарезании модульного типа гитара изменяется на передаточное отношения 55 к 28.

Схема кинематическая токарного станка
Паспорт изделия содержит информацию о кинематической схеме. Изучение движения занимает несколько дней, а то и месяцев.
Сотрудники без специальных знаний о кинематике техники не должны допускаться к управлению.

Электрическая принципиальная схема
Электрическая схема позволяет проследить, как расходуется энергия. В паспорте также указывается, как именно работают пакетные выключатели скорости, насоса охлаждения, тепловое реле, лампа местного освещения, магнитный пускатель и другие узлы.
Принципиальная электрическая схема важна для изучения. Грамотный специалист должен самостоятельно определять источник поломки и ремонтировать.

Модификации станка
ИЖ 250 выпускался вплоть до 1964 года. Но частные фирмы делают реплики. Выпущенные модификации предназначались для проработки тщательных одноплановых функций. В частности:
- ИЖ 250ИТВМ 01 и 03 имели большее расстояние осей;
- ИЖ 250 ИТВМФ1 имел современную индикацию;
- ИЖ 250 ИТПМ выполнял стандартные токарные работы.
Стандартный ИЖ 250 — универсален. Работает на патронах, в центрах, приводит нарезку модульных, метрических и дюймовых инструментов.

Правила эксплуатации станка ИЖ-250
В инструкции указывается, что включение одновременно винта и валика невозможно из-за установленной блокировки. Использовать редуктор для увеличения скорости нельзя. Подключение производится с помощью пакетного выключателя. Используется трехфазная сеть с напряжением 380 В.
Насколько используется модель сегодня
На заводе такой токарный станок выпускали до 1964 года. Далее начали производство модификаций, преимущества и особенности которых указаны в статье.
ИЖ 250 не теряет актуальности. Частные компании выпускают аналоги. Модели оснащены полезными функциями, собраны из надежного материала, имеют повышенный класс точности.

Сведения о производителе токарно-винторезного станка ИЖ-250П
Производитель токарно-винторезного станка модели ИЖ-250П - Ижевский машиностроительный завод "Ижмаш", основанный в 1807 году.
История станкостроения на Ижевском машиностроительном заводе "Ижмаш" начинается 28 июля 1930 г. после выхода приказа №181 о создании станкостроительного отдела.
Первой продукцией станкостроительного производства на заводе стал токарный станок фирмы "Леве" с внешней трансмиссией.
Наиболее массовыми моделями универсальных токарных станков, выпущенными в разное время, стали "Удмурт", "Удмурт-2" (161-АМ), ИЖ-250, 1И611П, 1ИС611В, 95ТС, 250ИТВМ, 250ИТВМФ1 и токарный станок с ЧПУ ИТ42.
Станки, выпускаемые машиностроительным заводом Ижмаш
ИЖ-250П Токарно-винторезный станок повышенной точности. Назначение, область применения
Токарно-винторезный станок повышенной точности ИЖ-250П создан на базе модели ИЖ-250 - станка нормальной точности.
Основным отличием станка ИЖ-250П от базовой модели - конструция подшипников шпинделя: вместо роликовых шпиндельных подшипника на станке установлены бронзовые разрезные регулируемые подшипники скольжения.
Станки токарно-винторезные моделей ИЖ-250П предназначены для токарной обработки в центрах, патроне или цанге, а также для нарезания резьб метрической, модульной и дюймовой для эксплуатации на крупных и малых предприятиях.
Станки могут применяться в инструментальном и приборостроительном производстве, связанном с точной обработкой небольших по размерам деталей.
Станок ИЖ-250ПП имеет повышенный класс точности и применяется для выполнения более точных работ.
Особенности конструкции токарно-винторезного станка ИЖ-250П
Шпиндель токарно-винторезного станка ИЖ-250П установлен на бронзовые разрезные регулируемые подшипники скольжения и имеет 22 скорости вращения: 12 чисел оборотов от редуктора через клиноременную передачу и 10 скоростей через коробку скоростей в передней бабке.
Конец шпинделя резьбовой М68х6. Стандартный патрон Ø200 мм устанавливается на промежуточный (переходной) фланец, который навинчивается на резьбу до упора. Диаметр отверстия в шпинделе Ø 33 мм под пруток Ø 30 мм. Конус Морзе 5.
Редуктор установлен в левой тумбе станка и представляет собой четырехосную коробку скоростей, получающую движение от фланцевого электродвигателя. От редуктора через клиноременную передачу движение передается на шпиндель. На приводном валу редуктора расположены фрикционная пластинчатая муфта и тормоз. Муфта обеспечивает включение-выключение вращения шпинделя, а тормоз уменьшает время вращения шпинделя.
Коробка подач получает движение через гитару от коробки скоростей передней бабки.
Шаг резьбы и скорость подачи выбирается рукоятками на передней крышке коробки подач.
Суппорт станка получает движение от ходового вала, соединенного с выходным валом коробки подач. При нарезании резьбы движение суппорта обеспечивается ходовым винтом, при этом ходовой вал вращаться не должен.
Фартук суппорта преобразует вращательное движение ходового вала или ходового винта в продольное и поперечное движение суппорта. Фартук, также, обеспечивает ручное продольное перемещение суппорта от маховика.
Электрооборудование, установленное на станке ИЖ-250П:
- Электродвигатель привода главного движения асинхронный, двухскоростной - 1420/2800 об/мин, мощностью - 2,6/3 кВт, трехфазный 380 В, тип ФТ42-4/2.
- Электродвигатель привода маслонасоса смазки асинхронный с короткозамкнутым ротором - 1400 об/мин, мощностью - 0,18 кВт, трехфазный 380 В, тип АОЛ12-4
- Электродвигатель привода насоса охлаждения - 2800 об/мин, мощностью - 0,125 кВт
- Магнитный пускатель нереверсивный с катушкой на 380В, тип ПМИ-1
- Магнитный пускатель реверсивный с катушкой на 380В для перекючения направления вращения электродвигателя главного движения, тип ПМИ-1Р
- Реле тепловое двухполюсное для защиты электродвигателей, тип РТ-1
Основные технические характеристики токарно-винторезного станка ИЖ-250П
Изготовитель - Ижевский машиностроительный завод Ижмаш. Начало серийного выпуска - 1963 год.
Хорошо известный большинству специалистов станок ИЖ-250 долгое время выпускался в различных модификациях. Производством данного токарного агрегата, на котором можно выполнять обработку в цанге, патроне и центрах, занимался Ижевский машиностроительный завод. Использовался данный станок для оснащения как крупных, так и небольших производственных предприятий.

Внешний вид токарно-винторезного станка ИЖ-250ИТВ
Технические возможности станка модели ИЖ-250
Станок этой модели способен длительное время обеспечивать высокую точность обработки в том случае, если на нем выполняются получистовые и финишные токарные операции. Для осуществления более грубых технологических операций, при которых на узлы агрегата оказываются значительные нагрузки, лучше использовать модернизированную версию данной модели станка – 250ИТП.
В свое время станок модели ИЖ-250 выпускался в нескольких вариантах конструктивного исполнения:
- ИТВМ03 – агрегат с увеличенным расстоянием между центрами;
- ИТВМФ1 – станок, дополнительно оснащенный цифровой индикацией;
- ИТПМ – модель, используемая преимущественно для выполнения токарных операций, не требующих высокой точности.
Органы управления ИЖ-250
Стоит отдельно сказать о модернизированной модели станка ИЖ-250 – ИТВМФ1. Последний за счет цифровой индикации позволяет выполнять обработку с высокой производительностью. Оператору, работающему на таком агрегате, требуется намного меньше времени для того, чтобы проводить измерение геометрических параметров детали и выполнять пробные проходы.
Цифровая индикация обеспечивает этому устройству еще ряд весомых преимуществ: нет необходимости запоминать обороты лимба и рассчитывать определенные параметры; линейная компенсация неточностей взаимодействия узлов станка, а также износа режущего инструмента в процессе обработки осуществляется в автоматическом режиме, без участия человека.
Технические возможности станка модели ИЖ-250 позволяют с высокой точностью и производительностью выполнять с его помощью нарезание различных типов резьбы (метрической, дюймовой, модульной), поэтому такую технологическую операцию стараются выполнять именно на этом агрегате.
Технические характеристики модификаций токарного станка ИЖ-250
Все основные параметры трех модификаций токарно-винторезного станка ИЖ-250 представлены в таблице ниже.
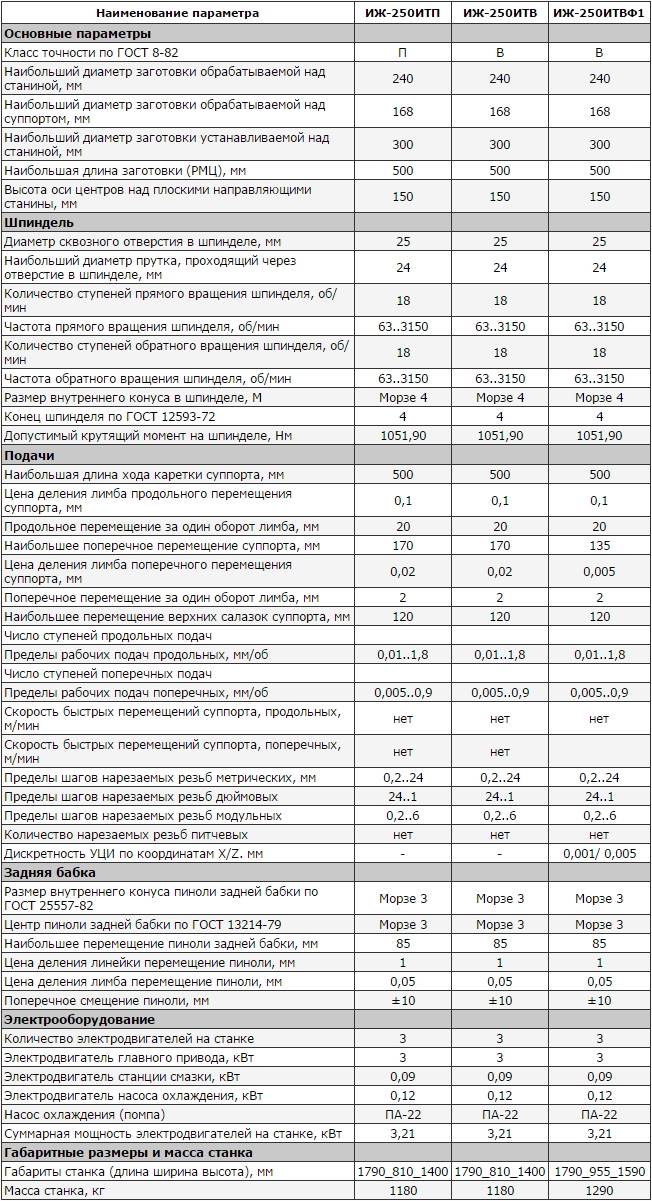
Технические характеристики модификаций станка ИЖ-250
Конструктивные особенности устройства
Токарно-винторезный станок данной модели благодаря некоторым особенностям конструкции обладает рядом особых характеристик. Перечислим эти конструктивные особенности.
- Ходовой винт смазывается автоматически при выполнении резьбонарезных операций.
- Параметры подач и скорости вращения шпинделя могут регулироваться в большом диапазоне.
- Фартук ИЖ-250 оснащен специальным механизмом останова, который позволяет выполнять точение на станке по жесткому упору и защищает коробку и механизмы подач от вероятных перегрузок.
- Фиксация резцовой головки агрегата осуществляется по беззазорной схеме, что обеспечивает высокую точность и жесткость ее установки и положения в процессе выполнения обработки.
- Для выбора скорости вращения шпинделя используется система преселективного управления, которая позволяет заранее при выполнении определенной технологической операции подготовить его последующее включение с заданными параметрами и осуществить его, когда это потребуется.
- Приводные ремни за счет специальной конструкции шпиндельного узла меняются очень быстро и просто, разбирать его для этого нет необходимости.
- Нарезание различных типов резьбы на ИЖ-250 (метрической, модульной, дюймовой) осуществляется не посредством смены шестерен в его гитаре, а за счет универсальности коробки подач.
- Станина ИЖ-250 выполнена из особой марки чугуна – хромоникелевого, а тщательно отшлифованные направляющие на ней закалены с использованием токов высокой частоты.
Управление подачами на станке данной модели реализовано по мнемоническому (облегчающему запоминание) принципу и осуществляется при помощи рукоятки. Согласно этому принципу, направление перемещения рукоятки совпадает с движением подачи, которую будет совершать суппорт агрегата с его резцовой головкой.
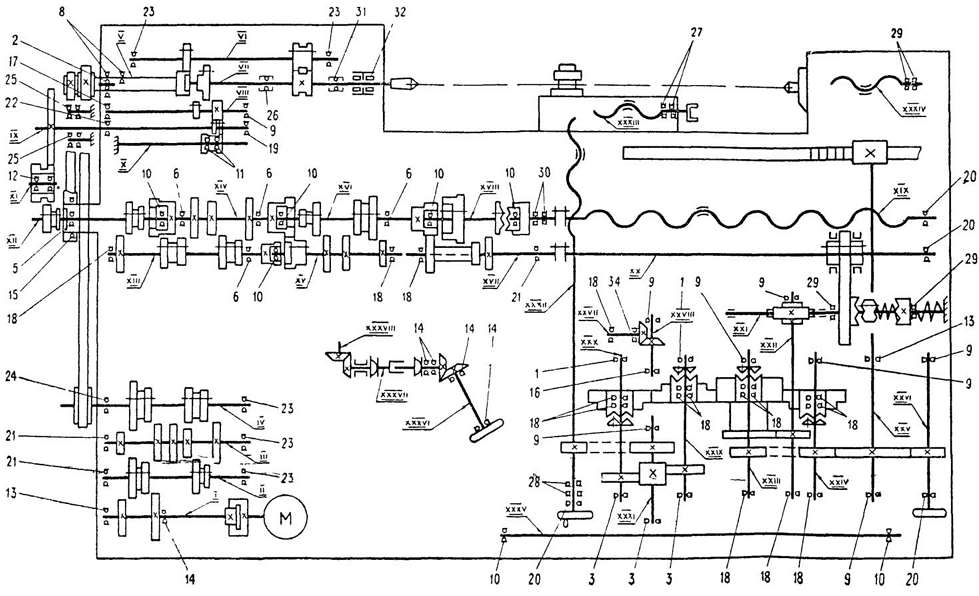
Кинематическая схема ИЖ-250 (нажмите, чтобы увеличить)
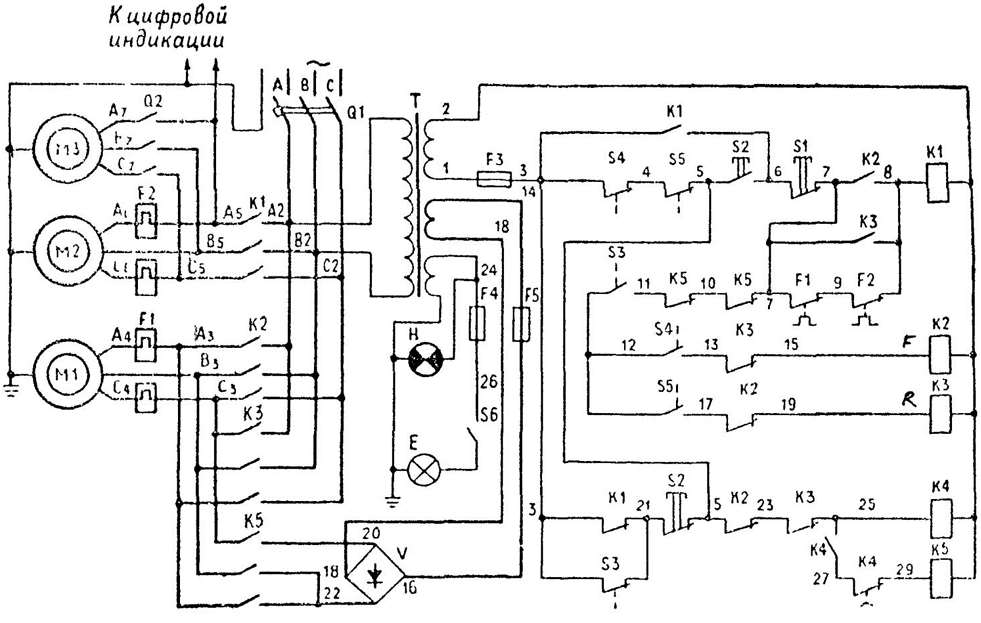
Принципиальная электрическая станка (нажмите, чтобы увеличить)
Правила эксплуатации
Приводной механизм ИЖ-250 оснащен электродвигателем мощностью 3 кВт, 12-скоростным редуктором, системой поликлиновых и клиновых ремней. Переключение скоростей на редукторе осуществляется при помощи специального маховика, который связан с двумя селекторными дисками с системой отверстий. Поворотом маховика создается требуемая комбинация отверстий, в которые входят фиксирующие пальцы рычагов, отвечающих за введение в зацепление блоков шестерен с различными параметрами. После выбора требуемой скорости управляющая рукоятка оттягивается, что необходимо для притормаживания вращающихся шестерен, и только затем в зацепление вводятся требуемые блоки.
На станке ИЖ-250 установлен фартук закрытого типа, механизм которого отвечает за продольные и поперечные подачи суппорта в ручном и механическом режимах, а также за нарезание резьбы, для чего задействуется ходовой винт. Во всех остальных случаях при выполнении различных токарных операций используется ходовой валик.

Станок ИЖ-250 ИТВМ
В фартуке станка ИЖ-250 установлено блокировочное устройство, которое исключает возможность одновременного включения ходового винта и валика, а также продольной и поперечной подач. На лицевой части фартука, что видно по фото или чертежу станка, расположена рукоятка, при помощи которой и осуществляется управление всеми подачами.
Существует еще ряд моментов, на которые следует обращать внимание при эксплуатации станка модели ИЖ-250. Рассмотрим их.
- Отдельные модификации станка данной модели не предполагают использование редуктора для изменения скорости вращения шпиндельного узла, в них настройка данного параметра реализуется за счет изменения частоты вращения вала приводного электродвигателя. На таком токарном оборудовании устанавливаются более мощные электродвигатели – 5,5 кВт.
- К электрической сети станок подключается при помощи пакетного выключателя.
- Для работы станка ИЖ-250 необходима трехфазная электрическая сеть с напряжением питания, равным 380В.
Какую бы модификацию станка данной модели вы ни решили приобрести для своего предприятия, вы получите в свое распоряжение надежное оборудование, позволяющее выполнять металлообработку с высокой точностью и производительностью. Об этом свидетельствуют многочисленные отзывы специалистов о данном агрегате.
Токарный станок ИЖ 250 до настоящего времени справедливо считается одной из самых популярных моделей своего класса несмотря на то, что выпускается с начала 60-х годов прошлого века.

Какие задачи решает агрегат?
Токарный, а точнее, токарно-винторезный, станок ИЖ-250 относится к многофункциональному оборудованию и призван механизировать труд токаря при работе с деталями в центрах, цанге или патроне.
Он широко используется при формировании различных резьбовых конструкций (метрическая, дюймовая, модульная). Данное оборудование устанавливается, как в цехах больших заводов, так и в мастерских малых предприятий при серийном производстве, выпуске небольших партий продукции или ремонте различной техники.
Достаточная степень точности при работе с небольшими по размеру деталями позволяет применять ИЖ-250 в приборостроении, машиностроении и изготовлении инструментов.
Основные технические характеристики
Базовая модель токарного станка имеет следующие основные технические параметры:
Обеспечивается класс точности обработки В по ГОСТ 8–82.

Конструкторские особенности строения
Конструктивные решения обеспечивают такие ключевые особенности станка:
- увеличенный диапазон передач и частоты вращения шпинделя;
- автоматизация смазки ходового винта при нарезании резьбы;
- расположение механизма остановки станка в фартуке, обеспечивающее жесткий упор;
- закрепление режущего инструмента без зазоров;
- преселективное управление вращением шпинделя;
- универсальная конструкция коробки передач;
- особая конструкция шпинделя, упрощающая установку и замену приводных ремней;
- высокопрочная станина их хромоникелевого чугуна.
Управление подачами осуществляется одним рычагом по мнемоническому принципу, при этом резцовая головка перемещается на суппорте в соответствии с перемещением ручки.
Общий вид
Как и любой токарно-винторезный станок, он состоит из таких основных узлов и деталей: суппорт, бабки (передняя и задняя), коробка передач, несущая станина, шпиндель, шестеренчатая гитара, ходовой вал, фартук, коробка для регулирования подач, тумба оборудования, электрическое оборудование. Токарно-винторезный станок (ТВС) отличается наличием ходового винта для нарезания резьбы.

Габариты рабочего пространства
Важной характеристикой ТВС считаются габариты рабочего пространства, определяющие максимальные размеры обрабатываемой заготовки.

Основные критерии – расстояние между точками фиксации детали (500 мм) и максимальный диаметр заготовки (250 мм). Кроме того, важно учитывать размеры суппорта и его крепления, что позволяет определить предельные размеры режущего инструмента.
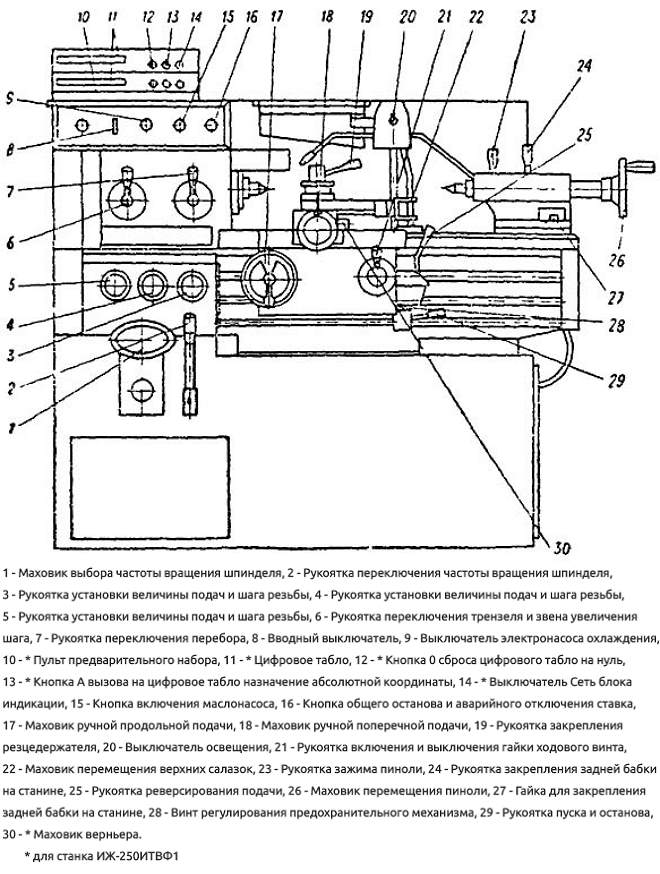
Перечень и расположение органов управления
ТВС ИЖ-250 имеет закрытый фартук, с помощью которого производится движение суппорта в различных направлениях вручную или автоматизировано. Для нарезания резьбы используется ходовой винт.
Управление подачей производится рукояткой. Блокирующее устройство предотвращает одномоментное включение разных направлений подачи, ходового валика и винта.

В систему управления станком входят следующие элементы:
- маховик выбора и ручка переключения частоты вращения шпинделя;
- рукоятки установки подач и шага резьбы;
- рукоять трензеля и перебора;
- штурвал ручной продольной и поперечной подачи;
- ручка крепления резцедержателя и гайки ходового винта; штурвал верхних салазок;
- рукоятки закрепления пиноли и задней бабки;
- ручка реверсивной подачи;
- колесо движения пиноли;
- маховик верньера;
- рукоятка пуска и остановки;
- винт регулировки предохранительного устройства;
- наборный пульт;
- сетевой выключатель;
- выключатели охлаждения, маслонасоса, блока индикации, освещения, аварийной остановки;
- цифровое табло и кнопки вызова на нем информации и сброса ее.
Шпиндель
В ТВС ИЖ-250 шпиндель смонтирован на подшипниках скольжения из бронзы, с возможностью регулировки. Частота вращения может изменяться в широких пределах.
Предусмотрена 22-х ступенчатая ее регулировка, причем 12 ступеней устанавливается за счет клинового ремня, а 10 ступеней – с помощью коробки в передней бабке. Пределы изменения скорости – от 15 до 2000 об/мин.

На конце шпинделя выполнена резьба М68х6, что позволяет устанавливать стандартный патрон (диаметр 200 мм) через промежуточный фланец с резьбой. В шпинделе предусмотрено отверстие диаметром 33 мм для прутка размером 30 мм. Тип инструментального конуса – Морзе 5.
Подачи и резьбы
Подача суппорта осуществляется в ручном или механическом режиме в продольном и поперечном направлении. Ручное перемещение производится с помощью соответствующего штурвала. Параметры механической подачи:
- диапазон подачи в продольном направлении – 0,06-2,18 мм/об;
- диапазон поперечной подачи – 0,01-1,07 мм/об.
Нарезание резьбы происходит при включении ходового винта. С помощью рукояток устанавливаются ее параметры. Станок способен обеспечить такие диапазоны шагов для резьбы разного типа:
- метрическая – 0,1-6,2 мм;
- модульная – 0,2-6,5 модулей;
- дюймовая – 3,5-26 ниток на дюйм.

Передняя бабка
В передней бабке ТВС ИЖ-250 расположены такие элементы: приемный шкив, шпиндель, перебор (1:8) и звено резьбового шага.
Она обеспечивает дополнительное регулирование вращения шпинделя через шестеренчатую гитару.

Фрикционная муфта
Фрикционная муфта станка выполнена в виде консоли и предназначена для передачи вращательного момента рабочим узлам. В ИЖ-250 она имеет квадратную форму и содержит 8 основных элементов.
Тормоз редуктора
Ускорить снижение скорости вращение и произвести полную остановку позволяет тормоз, который соединяется с фрикционной муфтой. В ТВС ИЖ-250 установлено качественное тормозное устройство, обеспечивающее высокую надежность и безопасность.

Коробка подач
Устройство коробки подач станка требует внимательного изучения перед работой на оборудовании. Она задает скорость перемещения суппорта и ходового винта.
При проведении токарных работ крутящий момент от шпинделя передается на вал коробки клиновым ремнем, а при нарезании резьбы – через шестеренчатую гитару.
Управление осуществляется 4-мя рукоятками. Они включают движение суппорта или ходового винта, а также параметры подачи и резьбы.
При небольшой скорости вращения переключение допускается на ходу. Для правильной установки существуют таблицы резьбы и подачи.
Схема кинематическая
Кинематика узлов ТВС ИЖ-250 достаточно сложна, а ее схема предназначена для специалистов. Основной привод осуществляется электродвигателем через редуктор, обеспечивающий 12 ступеней регулировки скорости вращения.
Далее, вращательное движение передается через ременную передачу. Приемный шкив размещен в передней бабке, где расположен перебор для установки дополнительных скоростных ступеней.
Упрощенно схему можно проиллюстрировать следующим образом. Редуктор в виде 4-х осной коробки передач расположен в левой тумбе станка.
От него клиновидный ремень передает вращение шпинделю. На приводном валу редуктора предусматривается фрикционная муфта с тормозом.
От шпинделя движение переходит в коробку подач, откуда через выходной вал вращательный момент передается на ходовой валик суппорта или ходовой винт для нарезания резьбы. В фартуке суппорта вращение преобразуется в поступательное перемещение.

Электрическая принципиальная схема
Принципиальная электрическая схема оборудования приведена ниже. В ТВС ИЖ-250 установлена следующая электрическая аппаратура:
- Асинхронный, трехфазный электродвигатель ФТ42-4/2 с переключением мощности 2,6 и 3 кВт и скорости 1420 и 2800 об/мин для обеспечения основного привода.
- Электродвигатель асинхронного типа с короткозамкнутым ротором мощностью 0,2 кВт и скоростью 1400 об/мин для маслонасоса.
- Двигатель мощностью 0,12 кВт, скоростью 2800 об/мин для охлаждающего насоса.
- Пускатель ПМИ-1.
- Реверсивный пускатель для главного электродвигателя – ПМИ-1Р.
- Тепловое реле РТ-1 для защиты электродвигателей.
- Автоматические выключатели на 63–100 А.
Электрическая схема обеспечивает запуск и отключение электродвигателей, управление скоростным режимом, защиту от непредвиденных обстоятельств.

Нюансы эксплуатации и паспорт
Станок следует эксплуатировать в строгом соответствии инструкции на оборудование. Наладку должен производить специалист.
- Электрооборудование работает от трехфазной электрической сети напряжением 380 В.
- Подключение к сети производится через пакетный и автоматический выключатель.
- В ряде моделей рассматриваемой серии регулировка скорости не производится редуктором. Для этого изменяется мощность подаваемого электрического сигнала. В этом случае устанавливаются электродвигатели повышенной мощности (до 5,5 кВт).
Коробка подач обеспечивает широкие возможности варьирования подачей и параметрами резьбы. Для правильного использования их необходимо пользоваться стандартными таблицами для установки рычагов. Точность поперечных перемещений инструмента увеличивает верньер (точность возрастает до 0,005 мм/об).
Паспорт станка вы бесплатно можете скачать по ссылке — Паспорт токарного станка ИЖ-250
Насколько используется модель сегодня
Серийный выпуск ТВС ИЖ-250 начат в 1964 году, но и в наши дни станок не потерял актуальности. Базовая модель практически не претерпела изменений.

Современные технологии позволили повысить качество сборки оборудования, что увеличило точность обработки и долговечность техники. В то же время, отличительной особенностью станка является низкая стоимость, универсальность, простота настройки и эксплуатации.
Отличия модификаций
Инженерная мысль не стоит на месте, и серийно освоены модифицированные станки, которые вобрали в себя лучшее черты ИЖ-250, но приобрели и специфические особенности.
ИЖ 250 ИТВМ 01 и 03
ИЖ 250 ИТВМФ1
Модель оснащена дисплеем с современной индикацией.
ИЖ 250 ИТПМ
Приоритет в станке отдается токарным работам. Обеспечивается класс обработки П по ГОСТ 8–82. Масса – 1200 кг.
Из последних модификаций можно выделить модель ИЖ-250 СЦИ, оснащенную точной индикацией (до 100 мкм по диаметру). Станок обеспечивает линейную компенсацию при износе инструмента.
Токарный станок ИЖ-250 популярен уже более 50 лет. Его отличает достаточно высокая точность обработки деталей и повышенная надежность.
Современные модификации вполне конкурентоспособны с другими станками более поздних разработок. Данное оборудование можно рекомендовать, как крупным бизнесменам, так и ИП для обустройства небольшого производства.
Сведения о производителе токарно-винторезного станка ИЖ-250П
Производитель токарно-винторезного станка модели ИЖ-250П - Ижевский машиностроительный завод "Ижмаш", основанный в 1807 году.
История станкостроения на Ижевском машиностроительном заводе "Ижмаш" начинается 28 июля 1930 г. после выхода приказа №181 о создании станкостроительного отдела.
Первой продукцией станкостроительного производства на заводе стал токарный станок фирмы "Леве" с внешней трансмиссией.
Наиболее массовыми моделями универсальных токарных станков, выпущенными в разное время, стали "Удмурт", "Удмурт-2" (161-АМ), ИЖ-250, 1И611П, 1ИС611В, 95ТС, 250ИТВМ, 250ИТВМФ1 и токарный станок с ЧПУ ИТ42.
Станки, выпускаемые машиностроительным заводом Ижмаш
ИЖ-250П Токарно-винторезный станок повышенной точности. Назначение, область применения
Токарно-винторезный станок повышенной точности ИЖ-250П создан на базе модели ИЖ-250 - станка нормальной точности.
Основным отличием станка ИЖ-250П от базовой модели - конструция подшипников шпинделя: вместо роликовых шпиндельных подшипника на станке установлены бронзовые разрезные регулируемые подшипники скольжения.
Станки токарно-винторезные моделей ИЖ-250П предназначены для токарной обработки в центрах, патроне или цанге, а также для нарезания резьб метрической, модульной и дюймовой для эксплуатации на крупных и малых предприятиях.
Станки могут применяться в инструментальном и приборостроительном производстве, связанном с точной обработкой небольших по размерам деталей.
Станок ИЖ-250ПП имеет повышенный класс точности и применяется для выполнения более точных работ.
Особенности конструкции токарно-винторезного станка ИЖ-250П
Шпиндель токарно-винторезного станка ИЖ-250П установлен на бронзовые разрезные регулируемые подшипники скольжения и имеет 22 скорости вращения: 12 чисел оборотов от редуктора через клиноременную передачу и 10 скоростей через коробку скоростей в передней бабке.
Конец шпинделя резьбовой М68х6. Стандартный патрон Ø200 мм устанавливается на промежуточный (переходной) фланец, который навинчивается на резьбу до упора. Диаметр отверстия в шпинделе Ø 33 мм под пруток Ø 30 мм. Конус Морзе 5.
Редуктор установлен в левой тумбе станка и представляет собой четырехосную коробку скоростей, получающую движение от фланцевого электродвигателя. От редуктора через клиноременную передачу движение передается на шпиндель. На приводном валу редуктора расположены фрикционная пластинчатая муфта и тормоз. Муфта обеспечивает включение-выключение вращения шпинделя, а тормоз уменьшает время вращения шпинделя.
Коробка подач получает движение через гитару от коробки скоростей передней бабки.
Шаг резьбы и скорость подачи выбирается рукоятками на передней крышке коробки подач.
Суппорт станка получает движение от ходового вала, соединенного с выходным валом коробки подач. При нарезании резьбы движение суппорта обеспечивается ходовым винтом, при этом ходовой вал вращаться не должен.
Фартук суппорта преобразует вращательное движение ходового вала или ходового винта в продольное и поперечное движение суппорта. Фартук, также, обеспечивает ручное продольное перемещение суппорта от маховика.
Электрооборудование, установленное на станке ИЖ-250П:
- Электродвигатель привода главного движения асинхронный, двухскоростной - 1420/2800 об/мин, мощностью - 2,6/3 кВт, трехфазный 380 В, тип ФТ42-4/2.
- Электродвигатель привода маслонасоса смазки асинхронный с короткозамкнутым ротором - 1400 об/мин, мощностью - 0,18 кВт, трехфазный 380 В, тип АОЛ12-4
- Электродвигатель привода насоса охлаждения - 2800 об/мин, мощностью - 0,125 кВт
- Магнитный пускатель нереверсивный с катушкой на 380В, тип ПМИ-1
- Магнитный пускатель реверсивный с катушкой на 380В для перекючения направления вращения электродвигателя главного движения, тип ПМИ-1Р
- Реле тепловое двухполюсное для защиты электродвигателей, тип РТ-1
Основные технические характеристики токарно-винторезного станка ИЖ-250П
Изготовитель - Ижевский машиностроительный завод Ижмаш. Начало серийного выпуска - 1963 год.
Читайте также: