
Износ направляющих клапанов ваз
Здравствуйте. Нужен совет. Полтора месяца назад, менял выпускные клапана и направляющие на чери м 11, клиент проехал 2000 тыш. км. и приехал с прогоревшим клапаном . Вскрытие показало износ всех направляющих, причем всех и впускных и выпускных, задиры на стержнях клапана. Есть следы разрушения катализатора, но на поршневой особых задиров не наблюдается. Есть небольшие задиры на постелях распредвалов. Вопрос в следующем, могут ли износится направляющие и клапана из за катализатора. Клиент просит оплатить 50 % ремонта в стороннем сервисе, своей вины не наблюдаю. Как разрешить вопрос. Извините если написал не в том разделе.
sacha867
Ну сразу вопрос:
1. Где брались детали?
2. На сколько проф. происходил ремонт?
3. Стоит ли ГБО?
Когда, через какой пробег проводилась рег. клапанов (вроде там должны регулироваться шайбами, но не помню)
износ всех направляющих, причем всех и впускных и выпускных, задиры на стержнях клапана. Есть следы разрушения катализатора
Да, могло, но если кат разрушился до пыли. И ещё момент "сальники клапанов".
Если все делал по размеру, то посылай его в сад, китайские запчасти, оченя хреновые, а на будущее будет наука, когда берешь в ремонт "китайчатину", будешь предупреждать что гарантий никаких, т.е., за правильность работы отвечаю, а на счет запчастей - никаких гарантий.
Варианта 2. Или ругаться, или мириться.
Качество китайских зч на китайское авто, как причину поломки, не рассматривали?
Знакомый с Алика напрямую заказывал на аналогичное авто пару железок. Качество аля "Подвал корпорейшен"
салгир
А вообще, расскажи по пунктам как производился ремонт ГБЦ и чем, раз уж задал вопрос, мы то не знаем как электрики делают двигателя и чем.
sacha867
У нашего сотрудника, подбирающего запчасти, была такая машина.
После второго ремонта мотора (лопнул распредвал) наконец-то продал. Хотя советовали продать сразу после первого.
Так вот, с его слов все запчасти, что продаются в рознице на экзисте, автото, вечный двигатель не имеют ничего общего с тем, что стоит в автомобиле. Стоят они совсем недорого, но по факту они и даром не нужны.
Для обоих ремонтов двигателя он покупал все запчасти через знакомых официалов и через проверенного человека в Северодвинске.
Цена запчастей получилась такая же как и на среднюю иномарку.
Например, нормальный поршень стоит около 1.5-2.0 тыс. руб., а в экзисте китайское фуфло стоит 500 руб.

Увеличенный износ направляющих втулок клапанов может быть проблемой для распределительных валов с большим подъёмом клапанов. Даже если двигатель оснащается более "спокойным" распределительным валом, износ направляющих втулок может по-прежнему оставаться проблемой. Когда зазор в направляющей втулке увеличивается, клапаны могут располагаться на седле неравномерно и могут образоваться утечки, что приведет к "утечкам" мощности из камеры сгорания. Изношенные втулки могут также привести к попаданию масла в цилиндры. Когда масло смешивается с рабочей смесью, оно снижает октановое число топлива и находящееся в камере сгорания топливо будет уже ниже по октановому числу, загрязнение маслом увеличит шанс возникновения детонации, особенно при высоких степенях сжатия. Лучшей профилактикой износа направляющих втулок будет установка бронзовых направляющих втулок или бронзовых вставок. Если это сделано правильно, то они надолго "переживут" втулки из чугуна.
Тогда как бронзовые втулки лишь не намного дороже, их установка является разумным вложением средств, т. к. в дополнение к уменьшению зазоров клапан-втулка, они выдерживают недостаток смазки. И если вы хотите достичь высоких характеристик двигателя, то используйте бронзовые втулки. Когда установлены бронзовые направляющие втулки и стабилизирован зазор в них, внимание нужно переключить на сальники (маслоотражательные колпачки) клапанов. Многие промышленные головки блока цилиндров не используют положительные качества сальников стержней клапанов; вместо этого они могут использовать уплотнения зонтичного типа, которые препятствуют попаданию излишков масла на стержни клапанов или же они могут не использовать сальники вообще. Отсутствие сальников это более чем смелый шаг фирмы-производителя. Чугунные направляющие втулки нуждаются в обильной смазке, фактически они требуют намного больше, чем обычно получают. Однако бронзовые направляющие требуют намного меньше смазки и из-за этого можно использовать эффективные сальники (как минимум на впускных клапанах) и добиваться малых зазоров в направляющих втулках — всё это улучшит уплотнение клапанов, работу двигателя и увеличит срок службы втулок. Если вы используете бронзовые направляющие втулки, то приобретите лучшие сальники клапанов, которые можно приобрести. Установка таких сальников часто требует обработки, но в большинстве сальники могут потребоваться только на впускных клапанах. Масло не стремиться попасть в направляющие втулки выпускных клапанов из-за высокого давления в выпускной системе. Но даже в этом случае некоторые конструкторы двигателей используют принудительное уплотнение (сальники) на впускных клапанах, и в качестве дополнительной меры, — сальники зонтичного типа на выпускных клапанах для уменьшения попадания масла в каналы.
Если каналы изношены и нуждаются в замене, рассмотрите использование замены для клапанов, которые имеют хромированные стержни — вы существенно увеличите срок службы направляющей втулки и клапана. Хромированные стержни клапанов работают особенно хорошо с бронзовыми втулками и могут быть использованы с зазором, близким к нулю, т.к. хром и бронза имеют очень мало шансов быть "прихваченными" друг к другу. Хромированные стержни клапанов и бронзовые направляющие втулки часто работают на протяжении более 150 000 км без заметного износа. В заключении если Вы не используете бронзовые направляющие втулки, обратите особое внимание на марки сталей, используемых для производства клапанов, особенно нержавеющие стали, т.к. они не очень сочетаются с чугунными втулками. Бронзовые направляющие втулки напротив совместимы практически со всеми широко используемыми материалами для стержней клапанов и проявляют хорошие характеристики по сопротивляемости износу, работая совместно с такими материалами. Одной из неисправностей головки блока, о которой почти только и слышали несколько лет, являются выемки у сёдел выпускных клапанов. В прошлом свинцовые соединения, добавляемые в бензин, обеспечивали качественную "смазку", которая эффективно противостояла эрозии седел выпускных клапанов.
В наши дни состав бензина не обеспечивает необходимую смазку клапанов и сёдел. Выемки образующиеся у седел, являются вполне реальной проблемой. Эрозия возникает не только из-за использования неэтилированного бензина, но и из-за высоких рабочих температур выпускных клапанов и зазоров в направляющих втулках. Если температуры клапанов являются высокими, то температуры седел клапанов также будут высокими, (из-за того, что большая часть тепла, поглощённого выпускными клапанами, передаётся сёдлам), а при высоких температурах чугун становится менее устойчив к постоянным ударам от работающих клапанов. Эта проблема усиливается из-за ослабления клапанов в направляющих втулках, так как контакт стержня и клапана с втулкой происходит по-другому и клапан рассеивает тепло иначе. Более того, ослабленные втулки приводят к тому, что клапан садится в седло в неправильном положении, что ускоряет эрозию. Становится очевидным, что имеется другая важная причина для использования бронзовых направляющих втулок. Бронза имеет отличные характеристики противостояния износу и допускает работу с малыми зазорами. В дополнение к этому, сама бронза имеет улучшенные характеристики теплоотдачи по сравнению с чугуном. Таким образом, когда используются бронзовые направляющие втулки, от клапанов отводится больше тепла в систему охлаждения.

Для чего нужна направляющая втулка
Причины и последствия деформации

Внешний вид бронзовых направляющих втулок для моделей ВАЗ 2108–2109
Почему не стоит пренебрегать проверкой
В процессе ремонта двигателя его головке лучше уделить особое внимание. Нередко именно эта часть мотора виновна в том, что уровень компрессии в цилиндрах далёк от желаемого. Автомобилисты порой при ремонте ГБЦ ограничиваются только притиркой клапанов к их сёдлам, считая, что в цельнометаллических втулках особо изнашиваться особо-то нечему. В то же время проверить, насколько велик зазор между деталью и её клапаном будет совсем нелишним делом. Когда полученные цифры зазора выходят за рамки рекомендуемых автопроизводителем, то никакая притирка клапанов или замена маслосъёмных колпачков не уберегут от проблем в дальнейшем.
Материалы, используемые для изготовления втулок
Для изготовления втулок применяют материалы с хорошей износостойкостью и уровнем теплопроводности. Среди таких можно найти:
- специальные сплавы чугуна;
- бронзУ;
- латунь;
- металлокерамику.
По теплопроводности и себестоимости латунь наряду с бронзой находятся в лидерах, поэтому подавляющее большинство втулок изготовлено из сплавов этих металлов.
Нюансы, которые необходимо учитывать
Большинство втулок имеют специальный опорный буртик на наружной стороне, призванный обеспечить надлежащую фиксацию детали по вертикали в ГБЦ. Если же деталь гладкая, то установка осуществляется с использованием специальной оправки.

Внешний вид и расположение направляющей втулки клапана в ГБЦ
Точность изготовления втулок очень высока. Это необходимо для получения максимально выверенной соосности и наилучшего прилегания клапанной тарелки и седла при функционировании двигателя. Снаружи корпус детали, которую предстоит запрессовать в ГБЦ, должен быть максимально чисто обработан, на нём должны отсутствовать какие-либо царапины или риски. Этим обеспечивается оптимальный отвод тепла от этой хапчасти в головку блока.
Видео: обзор направляющих втулок клапанов для ВАЗ 2108–2109
Определение износа
-
С использованием микрометра в паре с нутромером. С помощью этих инструментов у втулки измеряется минимальное значение внутреннего диаметра, а также максимальный диаметр зоны хода клапанного стержня. Разность между полученными диаметрами и даст нам ширину искомого зазора. При проведении измерений не нужно забывать о конусном и бочкообразном характере износа стержня, а также о том, что с высотой у втулки меняется диаметр. Все поверхности перед началом замеров необходимо хорошо очистить от пыли и грязи.

Набор из Нутромера и микрометра для определения износа втулок
Нутромер с индикатором часового типа для измерения зазоров между втулкой и клапаном
Замена направляющих втулок клапанов
Извлечение
- Здесь настоятельно рекомендуется перед процедурой разогреть головку блока цилиндров где-то до 100 градусов по Цельсию. Алюминий, из которого изготовлена ГБЦ, имеет больший коэффициент расширения, чем материал направляющей втулки. Вследствие нагревания натяг соединения втулка-ГБЦ существенно уменьшается и направляющие можно спокойно, без повреждения посадочного места, выпрессовать лёгкими ударами молотка или кувалды.
- Для извлечения применяют специальный инструмент-выколотку (оправку). Несмотря на свою узкоспециализированность и дороговизну, этот инструмент даёт возможность выпрессовки точно по оси направляющей втулки. Нередко опытные автомастера для подобных процедур обзаводятся пневмомолотками и специальными насадками-выколотками для них.

Инструмент для выпрессовки и запрессовки направляющих втулок
Видео по выпрессовке
Установка новых
- Перед тем как ставить новые запчасти, нужно определить значение фактического натяга. Для этого измеряется диаметр посадочного гнезда в ГБЦ и диаметр втулки. Разница между первым и вторым не должна превышать 0,03–0,05 мм.
- В случае если гнездо заметно больше, чем выбранная для него втулка, то следует поискать деталь диаметром побольше. Если же диаметр гнезда недостаточен, то можно воспользоваться услугами сверлильного станка для его увеличения.
- Перед процедурой запрессовки новых втулок головку блока цилиндров также необходимо нагреть. А вот новые запчасти вообще рекомендуют охладить в жидком азоте, что сильно уменьшит их внешний диаметр и позволит легче войти в расширенные от нагрева посадочные гнёзда, также снизит риск получения повреждений при запрессовке.
- Но так как не у всех в гараже найдётся жидкий азот, то можно предварительно поместить новые втулки в морозилку. Опять же при наличии последней в зоне доступности. Для простоты, можно взять в качестве необходимой разницу температур между ГБЦ и направляющей втулкой равной 150 градусам Цельсия. Ещё при запрессовке втулок рекомендуют смазывать трущиеся поверхности жидким машинным маслом, особенно если детали не нагревались/охлаждались.
- Сам процесс запрессовки проходит по тому же сценарию, что и выпрессовки. В качестве инструмента оправка и молоток (или пневмомолоток с насадкой). Далее, чередой последовательных ударов забиваем деталь в посадочное гнездо.
Видео по запрессовке
Финальная стадия — развёртки
Бывает так, что при установке клапанов они не входят в новые втулки. Это вызвано тем, что при запрессовке направляющие могут немного изменить свой внутренний диаметр. Здесь на помощь приходят развёртки, которыми наша запчасть растачивается до нужного диаметра. Применяем последовательно одну за другой по нарастающей. Параллельно снимаются замеры после каждого использования. Развёртки лучше брать сразу алмазные, так как стальные значительно быстрее приходят в негодность.

Развёртка направляющих втулок 8,022 мм
Как говорилось в самом начале, направляющие втулки клапанов, несмотря на их внешнюю кажущуюся простоту, являются одними из базисных элементов газораспределительного механизма. Понимание этого момента, а также возможных последствий в случае неисправности позволит сохранить немало нервов, времени и денежных средств.

Исправные клапаны должны быстро и надёжно уплотнять камеру сгорания, выдерживать большие перепады температур и иметь хорошую износостойкость для обеспечения долговечности двигателя. Выход клапанов (или даже одного клапана) из строя приводит к нарушению работы двигателя. А в самом тяжёлом случае — к разрушению поршня, цилиндра или головки блока. Поэтому тщательная дефектовка клапанов очень важна при ремонте мотора.
1. Сильный износ, задиры и царапины на стержне клапана.
Причины:
— Работа двигателя с недостаточным уровнем масла в картере.
— Работа двигателя на некачественном или грязном масле.
— Сильный перегрев, приводящий к разжижению масла.
— Попадание в масло топлива (бензина или дизтоплива) и, как следствие, разжижение масла.
Действия:
Ремонт головки блока: замена направляющих втулок и клапанов, правка седёл клапанов. Проверка системы смазки, масляного насоса и при необходимости ремонт или замена масляного насоса. Чистка, промывка и продувка масляных каналов блока цилиндров и головки блока. Применение моторного масла надлежащего качества и регулярная, в предписанные производителем сроки, замена моторного масла и фильтра. Проверка системы охлаждения и при необходимости её ремонт. Проверка и при необходимости ремонт системы питания.
2. Износ (выработка и раковины) на рабочей фаске тарелки клапана. Трещины и прогары тарелки клапана.
Причины:
— Перегрев двигателя.
— Неверно установленное опережение зажигания.
— Неотрегулированный зазор в клапанном механизме.
— Дефекты гидрокомпенсаторов.
— Дефекты и повреждения деталей газораспределительного механизма (толкателей, штанг, коромысел, распредвала, приводных шестерён).
— Неверно установленные фазы газораспределения.
Действия:
Если выработка фаски клапана невелика — возможна шлифовка фаски. При прогарах или сильном износе — замена повреждённого клапана. Правка седла клапана обязательна в любом случае. Проверка, регулировка и при необходимости ремонт или замена деталей газораспределительного механизма. Замена гидрокомпенсаторов. Проверка системы охлаждения и при необходимости её ремонт. Проверка и при необходимости ремонт системы питания. Проверка и при необходимости ремонт системы зажигания.
3. Изгиб стержня клапана. Повреждения (трещины и забоины) канавок под сухари.
Причины:
— Попадание в цилиндр посторонних предметов.
— Разрушение ремня или цепи привода газораспределительного механизма.
— Неверно установленные фазы газораспределения.
Действия:
Замена повреждённого клапана, замена повреждённой направляющей втулки, правка седла клапана. Проверка, регулировка и при необходимости замена или ремонт других деталей клапанного механизма.
Примечание: Как правило, в результате описанных причин происходит соударение поршней и клапанов, что приводит к повреждению направляющих втулок, а также поршней, гильз цилиндров и головки блока цилиндров. В большинстве случаев необходима дефектовка указанных деталей и узлов.
4. Повреждения (износ и деформация) торца стержня клапана.
Причины:
— Неотрегулированный зазор в клапанном механизме.
— Дефекты гидрокомпенсаторов.
— Дефекты и повреждения деталей привода клапанов (толкателей, штанг, коромысел).
— Неверно установленные фазы газораспределения.
Действия:
При незначительных повреждениях возможна шлифовка торца клапана. В противном случае — замена клапана. Проверка, регулировка и при необходимости замена или ремонт других деталей газораспределительного механизма.
Разберем каким требованиям должны соответствовать клапаны:
При осмотре клапана особенно бывшего в работе, проверьте диаметр ножки в трех местах: около 3 см ниже кончика, в центре ножки, и в нижней части примерно 1.5 см от выемки(сужения) на ножке. Таким образом проверяются все клапаны и делается запись. Проверьте каждый клапан на биение или изгиб. Если тарелка клапана имеет более 0.025 мм биение, его следует заменить.
Проверяем биение самого стержня, на длине 100 мм биение не должно превышать 0.015 мм. Проверяется зазор в направляющей клапана, для этого необходим нутромер. Замер проводится по краям (наибольший износ именно там) примерно 3-4 мм от кромки снизу и сверху, также замеряем повернув на 90 градусов. Проверяем наличие трещин и дефектов клапанов. Осматриваем визуально, для обнаружения микротрещин пользуемся методом магнитопорошковым (выпускные клапаны могут изготавливаться из специальных сталей с очень низкой магнитопроводностью) или проникающей краской. Особо внимательно следует осматривать выпускные клапаны, они постоянно находятся под действием высокой температуры, не имеют охлаждения свежей топливовоздушной смесью как у впускных клапанов, поэтому больше подвержены износу и появлению дефектов.
Чаще всего причиной ремонта клапанного механизма является плохая герметичность клапан/седло и в большей степени на выпускных. Можно обнаружить прогар в рабочей поверхности тарелки, его хорошо заметно, обычно место прогара имеет не металлический цвет или из-за деформации, или нарушенного зазора, возможно появление черных точек, мелкие раковины очаги прогара, в том числе и на седле клапана. Для восстановления посадочного места клапана, поверхность заново шлифуется под углом обычно в 45 градусов, хотя возможны и другие углы посадочного места.
При шлифовке посадочного места клапанной тарелки следует учитывать, что теперь клапан будет глубже садится в седле и это увеличит объем камеры сгорания, уменьшит тепловой зазор, что потребует других регулировочных шайб в некоторых случаях.
Пригодность втулок клапанов рекомендуется определять по зазору в сопряжении втулка-стержень клапана. Измеряется диаметр стержня и диаметр отверстия во втулке, вычисляется зазор и его величина сравнивается с предельно допустимыми. Обычно у автомобилей предельно допустимый зазор у впускных клапанов 0,15 мм, у выпускных 0,20 мм.
Определение технического состояния втулок впускных и выпускных клапанов, проверка зазора, развертывание и замена втулок, выпрессовка и запрессовка.
Удобно замерять зазор в сопряжении втулка—клапан следующим образом. Клапан приподнимается над седлом до положения, показанного на рисунке ниже. Нажимаем на клапан в одну сторону и устанавливаем индикатор так, чтобы он опирался ножкой в цилиндрический поясок тарелки клапана. Ставим шкалу индикатора на ноль. Нажимаем на клапан в другую сторону и считываем показания индикатора.
Проверка зазора между стержнем и направляющей втулкой клапана.
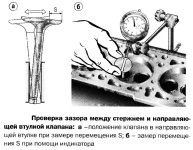
Уменьшение зазоров S в случае выпускных клапанов связано с увеличенной длиной их втулок. Если зазоры больше нормы, сначала заменяем клапаны. Если чрезмерный зазор не устраняется только заменой клапана, рекомендуется заменить и направляющую втулку клапана.
Направляющая втулка на вид сравнительно простая деталь, однако с ее помощью базируется клапан, и он должен занять вполне определенное положение относительно седла. Геометрия втулки — это не только ее основные размеры, которые можно измерить штангенциркулем, микрометром. В понятие геометрии входит: шероховатость (чистота поверхности), волнистость, точность формы поверхности и точность расположения поверхностей относительно друг друга.
Втулки клапанов, поставляемые в запасные части, зачастую непригодны для установки. Часто несоосность цилиндрических поверхностей втулки видна невооруженным глазом по разностенности, по заходной фаске. Втулки чаще запрессовываются в головку с большим натягом, а бывает, что вставляются почти от руки.
Развертывание втулок клапанов.
После запрессовки втулки необходимо развертывать. Развертывание — завершающая обработка просверленных и зенкерованных отверстий с целью получения точных по форме и диаметру цилиндрических отверстий с малой шероховатостью (Ra=0,32-1,25 мкм). Развертывание не изменяет положение оси отверстия.
Замена втулок впускных и выпускных клапанов.
Выпрессовка втулки клапана ВАЗ.

Запрессовка новой клапанной втулки производится при помощи шпильки, гайки, упора и наконечника. Выпрессовка и запрессовка втулок клапанов автомобилей Самара, Ока и Москвич-21412 производится при помощи тех же самых приспособлений, что и для ВАЗ.
Читайте также: