
Допустимая разница в весе шатунов камаз
Доброго времени суток всем. Достала вибрация мотора, а как следствие и кузова. Вибрация не сильная, но достает. Что только не проделал, начиная от системы впуска, выпуска, зажигания, замены подушек двигателя на оригинальные. Вибрация, конечно же стала меньше, но не пропала вовсе.
В итоге пришлось разобрать двигатель, но не по причине вибрации, а замене вкладышей промежуточного вала.
Снял поршня с шатунами. Вобщем разобрал все. В итоге решил взвесить массы Поршня+шатуна, крышками и вставленными вкладышам+гайками. В итоге интересная картина получилась:
1 поршень=1127 грамм
2 поршень=1120,5 грамм
3 поршень=1123,5 грамм
4 поршень=1122 грамма
Меня возмутило то, что разница между минимальной массой поршня (1120,5 грамм) и максимальной массой (1127 грамм)= почти 7 грамм.
Вопрос в следующем - может ли данная развесовка каким нибудь образом влиять на вибрацию мотора. И вообще, нормально ли это?
Всем заранее спасибо.
spektr_servis
Профессиональный советчик
на рядных моторах допуск до 18 грамм- в какой то книжке читал, подгонка по весу была проведена снятием фаски (сверлом в потай) на пальце. в твоем случае вибрация не от этого. скорее всего зажигание или питание (бенз)
Калян92
Профессиональный советчик
могу лишь сказать что даже на тазомотры поршни развесованы по +-1 грамму, естественно все остальное тоже так же. но ни как не 7 грамм. я бы подогнал все под один минимальный вес.
Phaetonpsb
Завсегдатай
хотелось бы узнать из какой книги информация.
Спрашивал у мотористов, причем ни у одного, два говорят, что максимальная разница должна быть в пределах 5 грамм, не более. 7 грамм это вроде много. На каком то сайте смотрел, читал, и там так было написано.
Другой моторист, не менее опытный, говорит, что на наших моторах, довольно таки старых-это все ерунда. Вот кому верить - не знаю. Я, конечно же, пока все хозяйство разобрано, уберу эти лишние 5-7 грамм с болтов на шатуне. Чтобы не думалось.
Phaetonpsb
Завсегдатай
Осталось лишь точно узнать, с какого места снимать лишний метал: поршень, шатун, крушка шатуна, либо же болты? С какого конкретно места снять?
autovaz666
BTS 1.6
по отдельность взвешивай,и поймешь где разность,а там уже как и что обрабатывать.стачивать,убирать вес,тоесть отталкиваться именно от той детали,которая бесит больше!

Блог
На уравновешенность двигателя влияют правильность положения центра тяжести каждого шатуна и колебания его абсолютного веса. Поэтому вес шатунов и распределение весов малой и большой головок регламентируется в комплекте. [17]
Для обеспечения уравновешенности двигателя отклонения в весе отдельных шатунов в пределах комплекта их для одного двигателя должны быть минимальными. Подгонка веса шатунов под заданный производится удалением металла с нерабочих мест. [18]
В один двигатель устанавливают шатуны только одной весовой группы. Разница в весе шатунов одного двигателя не должна превышать 8 г, а разница в весе комплектов, которые состоят из шатунов, собранные с поршнями, пальцами и кольцами, — 14 г. Это необходимо помнить при замене шатунов в процессе ремонта двигателя. [19]
Приводятся также сила инерции и вес шатуна к пальцу кривошипа. [21]
Эксцентриковые диски служат одновременно маховыми колесами, и их поэтому следует делать возможно большими. Почти половина веса рамы с пилами и зажимами, а также вес шатунов следует уравновешивать противовесами в эксцентриковых дисках. [22]
Необходимо помнить, что крышки коренных подшипников и блок цилиндров, а также шатуны и крышки шатунов обрабатываются на заводе-изготовителе совместно и поэтому не могут быть обезличены при любом виде ремонта двигателя Одновременно не допускается обезличивание комплектов шатунов в сборе и поршней одного двигателя, так как они подобраны по весу. При выбраковке одного из них новый обязательно должен быть подобран по весу так, чтобы разность в весе шатунов одного комплекта не превышала 8 г. Коленчатый вал, маховик и сцепление в сборе подвергают на заводах-изготовителях балансировке в отдельности с высокой точностью, что обеспечивает их полную взаимозаменяемость и позволяет производить обезличенный ремонт и сборку. При текущем ремонте сопряженные детали не обезличивают, что позволяет сохранить приработку трущихся поверхностей и существенно продлить срок службы двигателя до капитального ремонта. Чтобы не перепутать детали, поршни, гильзы цилиндров, коромысла клапанов, клапаны, наконечники стержней клапанов, тарелки пружин клапанов и сухарики клапанов должны быть помечены порядковым номером. Шатуны с крышками помечают соответствующими порядковыми номерами цилиндров на заводе-изготовителе. [24]
При упрощенном способе расчета на изгиб шатуна двигателя внутреннего сгорания шатун рассматривается как балка, лежащая на двух опорах и нагруженная нагрузкой, распределенной по закону треугольника. Определить модули реакций опор, если наибольшая интенсивность нагрузки равна 7 ( Н / см), а длина шатуна / см. Весом шатуна пренебречь. [25]
Примерный вид графика угловой скорости, подсчитанной на основании уравнения ( 17а), изображен на диаграмме фиг. Так как в рассматриваемом случае поршневой машины Тдин изменяется по весьма сложному закону и в первом приближении два раза проходит через нуль ( с учетом опережения впуска и веса шатуна получили бы прохождение через нуль четыре раза), а полезное сопротивление Q при постоянной нагрузке машины остается постоянным, то равномерного вращения главного вала быть не может. Максимумы и минимумы угловой скорости на этом графике получаются как раз в положениях, соответствующих точкам а, Ь, с, d графика Тдин, в которых Тдин Q. Волны изменения угловой скорости будут тем меньше, чем меньше еь а следовательно, тем большим требуется 1г — момент инерции 1-го звена, включая маховик. [26]
В мелкосерийном производстве нередко пользуются нормативами времени, установленными на комплекс сборочных работ; при этом основные виды работ перечисляются, а норма времени даег-ся одна. Например нагреть поршень в масле до температуры 80 — 90, поставить его на приспособление, установить шатун в поршень и соединить их поршневым пальцем; вставить в кольцевые канавки бобышек поршня стопорные кольца; проверить вес шатунов в сборе с поршнями; подобрать комплект компрессионных и маслосъем-ных колец, проверить прилегание колец к внутренним поверхностям гильз и величину зазора в стыке колец — 62 мин. [27]
Перемещение материала за один цикл ( период Т) определяют графоаналитическим методом. Ориентировочная мощность ( кВт) двигателя привода можно определить по приближенной формуле NX 1 4 — 10 — 5 Л С, где 2 G — суммарный ( кН) вес груза, желоба, 2 / 3 веса шатуна и 1 / 4 веса катков. [28]
От шатунов требуется не только прочность, но и минимальная деформация удлинения при действии на них сил. Обычно их изготовляют из углеродистых сталей марок Ст. Для машин с повышенным распорным усилием для уменьшения размеров и веса шатунов их изготовляют из более качественных материалов, имеющих более высокие пределы прочности и текучести при растяжении. [29]
После того как коленчатый вал смонтирован на своем месте в картере двигателя, приступают к сборке шатунов. Шатуны многоцилиндровых двигателей внутреннего сгорания не должны иметь большой разницы в весе, так как в противном случае при работе двигателя ко ут возникнуть вибрации. Поэтому предварительно комплект шатунов подбирают по весу, используя весы со специальным фрезерным приспособлением, которое автоматически снимает определенный слой металла и доводит вес шатуна до требуемого. [30]
Основные дефекты деталей шатунно-поршневого комплекта представлены на рисунке 64.
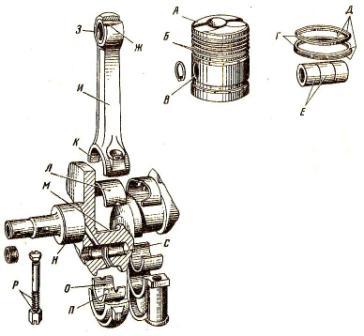
Рис. 64. Возможные дефекты деталей шатунно-поршневого комплекта.
А) – Отложения нагара, кокса, смол;
Б) – Износы канавок;
В) – Износы отверстий под палец в поршне;
Г) – Износы наружной поверхности колец;
Д) – Износы колец по высоте;
Е) – Износы пальца снаружи;
Ж) – Износ втулки снаружи шатуна;
З) – Износ втулки внутри шатуна;
И) – Изгиб и скручивание шатуна;
К) – Износ нижней головки шатуна внутри;
Л) – Износ снаружи вкладыша;
М) – Износ шатунной шейки;
Н) – Износ коренной шейки;
О) – Износ изнутри вкладыша;
П) – Смятие фиксирующих усиков вкладыша;
Р) – Срыв и смятие резьбы шатунных болтов;
С) – Отложение продуктов износа.
Поршневой палец восстанавливается раздачей (пластической деформацией) в холодном состоянии с последующей термообработкой, гидротермической раздачей с одновременной термообработкой, гальваническими способами (хромированием, твёрдым железнением). После восстановления поршневые пальцы обрабатываются на бесцентрово-шлифовальных станках и полируются до нормального размера, доводя шероховатость поверхности до Ra=0,16-0,32 мкм.
Втулки верхней головки шатуна. Они восстанавливаются следующими методами: термодиффузионным цинкованием с последующей обработкой; осадкой в шатуне; обжатием с последующим наращиванием наружной поверхности электроконтактной приваркой стальной ленты (толщина ленты из малоуглеродистых сталей 0,4-0,6 мм).
Шатун. При износе поверхности под втулку шатун растачивается на один из ремонтных размеров с интервалом в 0,5 мм, снимая по торцам фаски 1,5 мм х 45 град. Для расточки используется алмазно-расточной станок УРБ-ВП, закрепляя шатун [рис. 65].
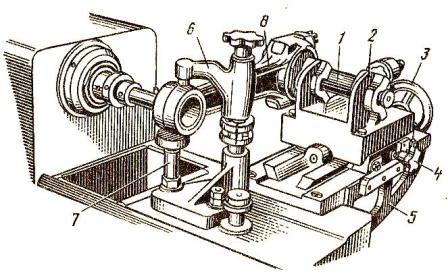
Рис. 65. Крепление шатуна на станке при расточке втулки верхней головки.
2) – Призмы каретки;
3) – Маховичок передвижения каретки;
4) – Винт стопорения каретки;
6) – Прижимная стойка;
Расстояние между осями верхних и нижних головок достигается установкой шаблона между упорами на кронштейне (5) и подвижной каретке. Правильность установки отверстия шатуна в вертикальной плоскости проверяется по резцу и регулируется опорой (7).
Изношенные внутренние поверхности нижней и верхней головок шатуна на ремонтных предприятиях наращиваются гальваническим железнением, растачиваются и шлифуются либо хонингуются до нормальных размеров.
Для определения отклонения от параллельности (изгиб) в вертикальной и горизонтальной (скручивание) плоскостях, осей верхней головки относительно нижней, шатун, скомплектованный с крышкой, проверяется для карбюраторных двигателей на специальном приборе [рис. 66], а для всех остальных – на приборе 70-8735-1025.
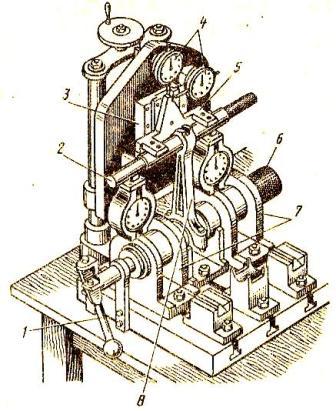
Рис. 66. Прибор для комплексной проверки шатунов автомобильных двигателей.
1) – Рукоятка для снятия скалки;
2) – Малая оправка;
3) – Направляющие ползуна;
6) – Большая оправка;
Отклонение от параллельности (изгиб) осей головок шатунов допускается для дизелей:
ЯМЗ-238НБ, ЯМЗ-240Б – 0,08 мм.
Д-240 и ЯМЗ-240НБ – 0,08 мм;
СМД-17, СМД-18 – 0,25 мм;
А-01, А-41 – 0,11 мм;
ЯМЗ-238НБ – 0,1 мм.
Поршни. Восстановление поршней дизелей типа СМД возможно методом плазменно-дуговой наплавки. Для этого поршень очищается в расплаве солей при температуре 375-400 градусов Цельсия в течение 10 минут, промывается, обрабатывается 10-ти процентной азотной кислотой и вновь промывается в горячей воде для удаления лаков и нагара в канавках. У поршня заплавляется верхняя канавка и головка проволокой СВАМГ и обрабатывается.
Комплектование, пригонка. Комплекты шатунов в сборе с крышками, ботами и гайками подбираются по массе в соответствии с таблицей 39.
Таблица 39. Допускаемая разница в массе деталей шатунно-поршневого комплекта.
На некоторых из них масса указывается на наружной поверхности нижней головки, на крышке параллельно отверстию для шатунного болта. Если необходимо уравнять массу, то следует опилить металл стержня шатуна на линии разъёма штампов на глубину до 1 мм.
Разница в массах деталей в комплекте для одного двигателя при его работе приводит к возникновению неуравновешенных сил инерции, что вызывает вибрацию и ускоряет процесс изнашивания деталей.
При одинаковой массе шатуна распределение материала по длине должно быть таким, чтобы массы нижних и верхних головок в одном комплекте шатунов были равны (разность не должна превышать ± 3 грамма).
Поршни также подбираются по размеру и массе. Масса поршня маркируется на его днище. Поршни с гильзами комплектуются по зазору между поршнем (по юбке) и гильзой, обозначая группы буквами русского алфавита (Б, С, М и другие), которые выбиваются на днище поршня и на бурте гильзы.
Поршневые пальцы подбираются по размерной группе отверстий в бобышках поршней и помечаются красками либо номерами 0,1, 0,2 и т.д.
Втулки по наружному диаметру подбираются в соответствии с диаметром верхней головки шатуна, а по внутреннему – по диаметру пальца с учётом припуска на обработку.
Вкладыши должны соответствовать диаметру шеек коленчатого вала.
Поршневые кольца подбираются по размеру гильз и зазору в канавке поршня, который допускается 0,35 мм для первого кольца дизелей типа ЯМЗ, А-41 и типа СМД-60 (для остальных – 0,27 мм). Для вторых и третьих копрессионных колец зазор соответственно равен 0,30 мм и 0,20 мм.
Упругость колец проверяется путём установки их стыком в горизонтальное положение на площадке специальных весов МИП-10-1 [рис. 67]. Кольцо нагружается до нормального зазора в стыке. Усилие, показанное на циферблате весов, должно соответствовать техническим требованиям.

Рис. 67. Проверка упругости поршневых колец на приборе.
Для проверки зазора в стыке поршневые кольца устанавливаются в цилиндр строго в плоскости, перпендикулярной оси, и проверяется щупом. Также контролируется качество прилегания колец к стенке цилиндра на просвет [рис. 68].

Рис. 68. Проверка поршневых колец на просвет.
а) – Установка кольца,
2) – Гильза (эталонный цилиндр);
3) – Направляющее кольцо;
Зазор в стыке новых колец для дизелей должен быть 0,6 ±0,15 мм, допускаемый без ремонта – до 2 мм; для новых колец карбюраторных двигателей – 0,3-0,7 мм.
Радиальный зазор (просвет) между кольцом и цилиндром для дизелей не должен превышать 0,02 мм более чем в двух местах на дугах 30 град. и не ближе 30 мм от замка. Для торсионных и конусных колец зазор допускается не более 0,02 мм, для маслосъёмных – 0,03 мм в любом месте, но не ближе 5 мм от замка. В кольцах карбюраторных двигателей просвет не допускается.
Кольцо проверяется также по высоте и короблению торцовых поверхностей, которое не должно превышать 0,05 мм для диаметров до 120 мм и 0,07 мм для больших диаметров колец.
Сборка и контроль. Сборка шатунно-поршневого комплекта начинается с запрессовки втулок в верхнюю головку шатуна с натягом 0,03-0,12 мм для дизелей разных марок, 0,14 мм для карбюраторных двигателей. Шатун крепится на алмазно-расточном станке УРБ-ВП так же, как представлено на рисунке 65, затем растачивается втулка с припуском:
на раскатывание 0,04-0,06 мм,
Раскатываются втулки импульсной раскаткой на вертикально-сверлильном станке, дорнуются под прессом с механическим приводом при непрерывной подаче дорна [рис. 69], смазанного дизельным маслом.
Рис. 69. Дорн для втулки верхней головки шатуна.
D = номинальный диаметр поршневого пальца.
Затем контролируется отклонение от параллельности осей отверстий во втулке и нижней головке шатуна в соответствии с техническими требованиями. При этом правка шатуна не допускается. Далее собирают нижнюю головку шатуна с вкладышами, крышкой и болтами. Болты должны входить в отверстия от лёгких ударов молотка массой 200 граммов.
Масляные каналы шатуна промываются и продуваются воздухом. Поршни следует нагреть в электрошкафу ОКС-7543 либо в водомаслянной ванне до температуры 80-90 градусов Цельсия, далее в поршневых тисках соединить с шатуном поршневым пальцем.
Собранный комплект устанавливается на контрольную плиту таким образом, чтобы поршень касался какой-либо точкой поверхности плиты. При клиновидной щели размером более 0,1 мм на длине 100 мм (замеряется щупом) комплект разбирается, контролируются детали, обнаруживается и устраняется дефект.
Поршневой палец в бобышках поршня стопорится пружинными замками. Перед надеванием колец следует проверить конусообразность их наружной поверхности на контрольной плите с помощью угольника.

Официальное обсуждение вопроса сколько допустимая разница в весе шатунов, ответы семи пользователей имеются на сайте. Инструкции и видео ответ имеется.
Качество видео: WEB-DL
Видео загружено админу от пользователя Адам: для срочного просмотра на портале.
Чтобы дать правильный ответ на вопрос нужно посмотреть видео. После просмотра вам не потребуется обращаться за помощью к специалистам. Подробные инструкции помогут вам решить ваши проблемы. Приятного просмотра.
Юмор в теме: Женщины делятся на два вида:1. Ну и что, что он продал ради меня почку, все равно я как-то не уверена, что ему нравлюсь.2. Слышала, как тот парень в другом конце зала чихнул?! Хочет меня!
EJ20, замена шатуна.новый весит на 10г больше.допустимо ли?!
из истории.
турбофорь 97г SF5-022112 Ej20G, провернуло вкладыш шатунный.
проточили на 0,25, соответственно и вкладыши на 0,25 заказали
долго общались с экзистом в тлт, перепроверяли все номера, совместимость и т.д. приходят запчасти - передаю на ремонт.
перезванивают, говорят - разница в весе старого и нового шатуна 10г (как я понял новый больше весит).говорят с запчастями - пришло не то вроде.
что теперь делать?внешне похожи, посадочные размеры совпадают.
заказывали шатун стандартный, ничего в экзисте больше не сказали.
на старом была небольшая выработка, но не 10г.
допустимо вообще 10г?или нет?
спасибо за ответы
У меня была пости такая ситуевина. Разница поменьше была. Около 7 граммов. Аккуратно сточил в районе разъемного соединения шатуна, т.е. по бокам около крепежных болтов. Но это место прослаблять сильно нельзя, имей в виду. Ездит.
ИМХО точить шатун, это что то страшное. Поищи на разборках шатун от твоего мотора, и проверь на эллипсность.
для жигулев, насколько я помню, допустимое расхождение 0,8 грамма. а 7 в зубарре - че-та до хрена. ИМХО точить.
спасибо за отзывы!
2 Forpost - разборками с субарями не пахнет в нашей местности, на одной нашли мотор без навесного непонятного происхождения за 49(!)тыр
2 Мертвяк - тоже склоняюсь к точению
2 Shmellll-RSK - спасибо за инфу и наводку, если никаких бодрых мыслей не будет - то твой вариант будем осуществлять.
Ничего страшного! Но ставить на мотор такой шатун нельзя! Нужно сточить, точить, если по науке, нужно в самой задней части шатуна, то есть где его вторая половина! Короче его низ нужно точить! Если много, то можно и там немного, где Шмель-РСК сказал!
ты посмотри внимательно на шатуны они должны отличаться от твоих у тебя на крышки шатуна должна быть проточка. на новых шатунах такой проточки нет. у меня знакомый брал 4 шатуна так как разные они.

Давно хотел залезть в шатуны глубже, чем их производитель. ))
В первой части я уже приводил результаты взвешивания шатунов. Отклонение в 4,5 грамма при заводской норме в 4 грамма меня здорово огорчило. Пока не закончились работы по обнижению и расточке ничего не делал, т.к. вес здорово изменился в меньшую сторону. В среднем каждый шатун стал легче на 10 грамм, с 681-685 до 669-671. Как видите разница сократилась, за счёт расточки в одну ось верхней и нижней головок шатунов. Вроде бы можно было ничего дальше не делать, т.к. вес в допуске, но я был уверен, что развесовка по головкам не идеальная и это подтвердилось на 100%.
Начитался интернета. стал городить конструкции для взвешивания. Благо приличные весы были приобретены заранее.
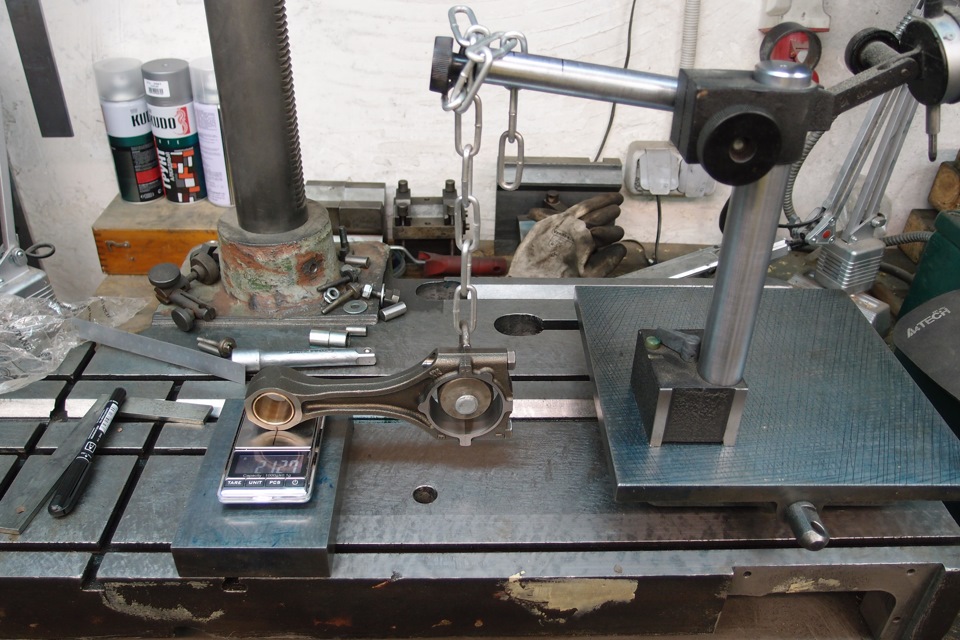


Сколько не делал этих конструкций, при взвешивании одного и тоже шатуна каждый раз получались разные результаты причем разница была в несколько грамм.
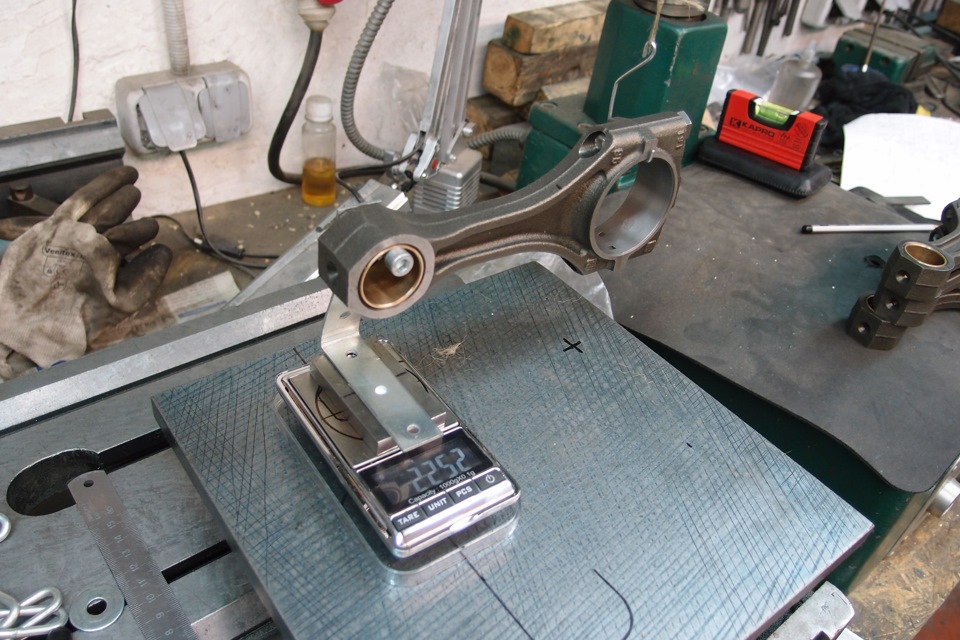
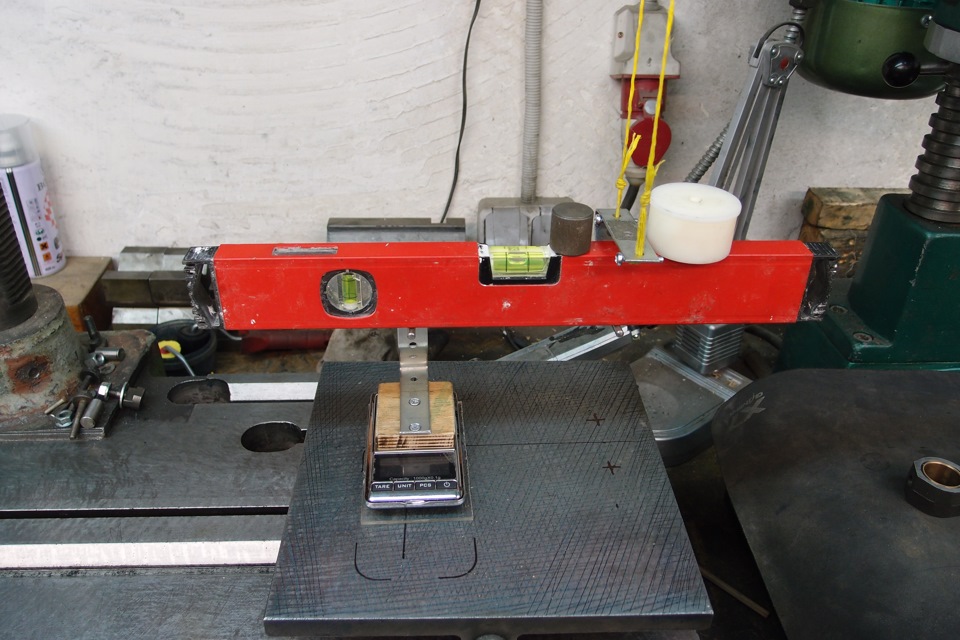
В итоге я психанул и сделал нормальную конструкцию, подсмотренную у буржуев и одно видео здорово помогло. Это подвес на двух нитках к потолку мастерской (потолок низкий))). в оригинале подвес на высокой подставке) с одной стороны и подставка на весы — с другой. Вывешивание на нитках или цепочках необходимо что бы компенсировать неточность по осям. Используя нитки учитывайте, что они имеют свойство растягиваться, а оси шеек должны быть строго в горизонте. На подвес и подставку выточил из фторопласта два ролика по диаметру шеек, с возможностью из переставлять. Фторопласт легкий с низким сопротивлением трению и это как по мне лучший материал для такой приспособы. И наконец-то я стал получать повторяющиеся результаты!

Потом я нарисовал на роликах стрелки, что бы взвешивать в одном положении ролика, т.к. заметил, что если ролик повернуть на 90 и больше градусов показания хоть немного но отличаются.


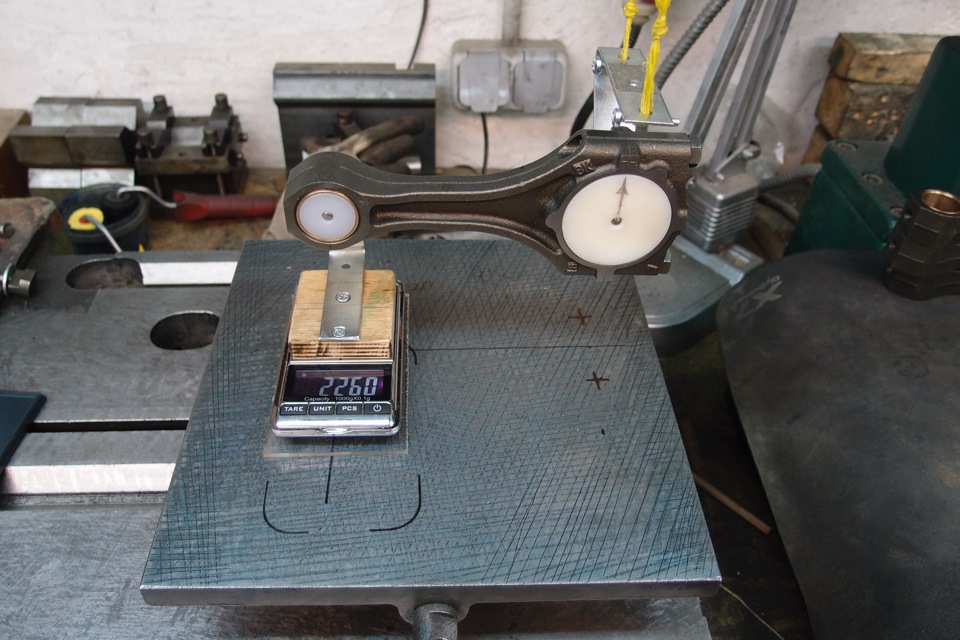
Перевешивал каждый шатун не меньше 10-ти раз что бы получить гарантировано правильный средний вес. Данные как обычно записывал в таблицу. Их было даже несколько )) Сначала было так:
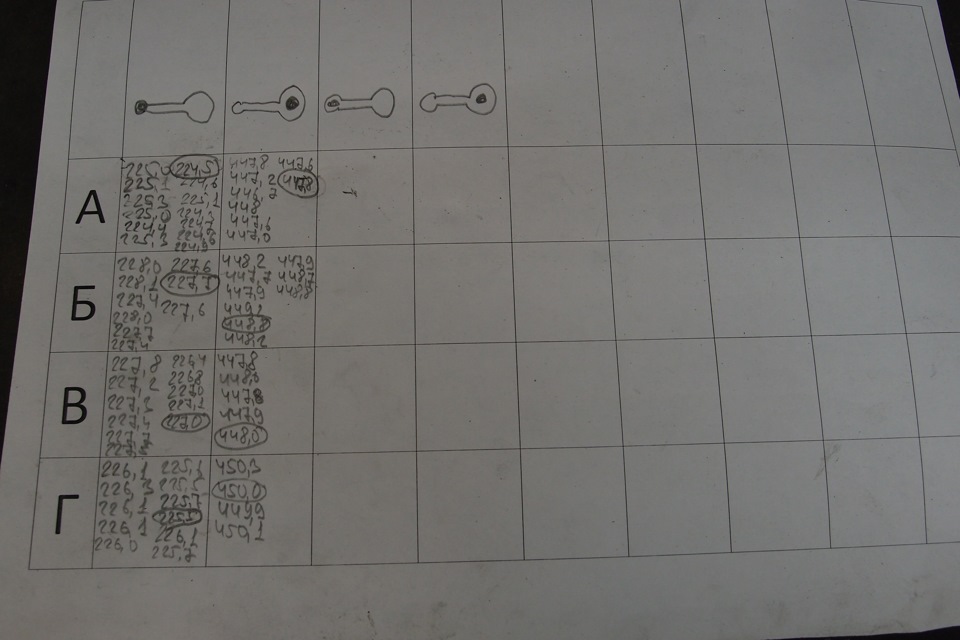
Видно что головки отличаются в весе на пару грамм. Начал облегчать крышки, снимая по чуть-чуть. Важно понимать, что снимая с крышки лишний вес, вы меняете развесовку и на верхней головке, т.к. общий вес шатуна меняется. Например, если у вас общий вес шатуна больше остальных на 2 грамма и нижняя головка весит больше среднего значения других шатунов именно на этот вес, нельзя просто снять оттуда все 2 грамма. Неизбежно будет перекос по весу. Поэтому я снимал по 0,3-0,5 грамма и параллельно взвешивал, записывая изменения. Потом наступил черёд верхних головок и окончательная подгонка. Вроде бы и веса снятые с шатунов были небольшие — где 1,5, а где 0,5 грамма, но когда пилишь шатун это очень заметно. Последние десятые доли грамма снимал с верхних головок уже лепестковым наждачным кругом. Пусть будет красиво.
В итоге получились такие результаты.
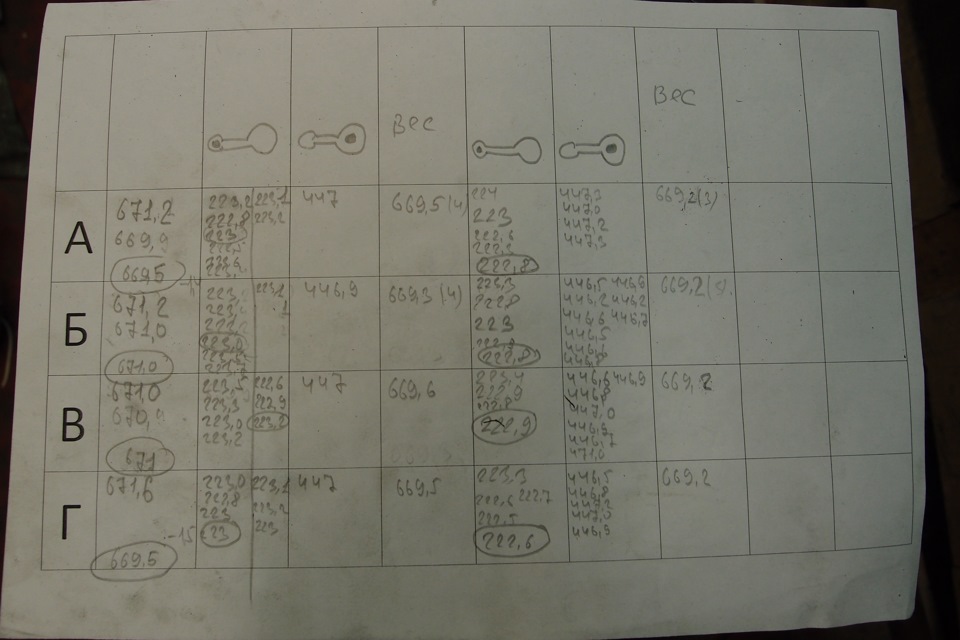
Подогнанные по весу шатуны:

Да, ещё. В самом начале перевесил новый комплект болтов, купленных заранее. Оригинал, мать его. Казалось бы что там этих болтов, но проще было вывести их сразу в один вес, с точностью до 0,01 грамма и не обращать внимание на их вес при последующих работах. На заднем плане фото видно листик с весом болтиков до подрезки и после.


Потратил на все эксперименты с изготовлением приспособления для взвешивания, я около 4-х дней вечерами, а вывесил и привёл в соответствие шатуны за одну субботу.
Вот как-то так.
Следующая часть будет про поршни.
Читайте также: