
Какую проволоку выбрать для полуавтомата без газа для сварки авто
С подачи читателей канала и многочисленным просьбам, наконец-таки добрался до важной и интересной темы о самозащитной или флюсовой (порошковой) проволоке , при сваривании которой не требуется какой-бы то ни было защитный газ.
Сам лично не являюсь ярым сторонником и частым пользователем данной проволоки по ряду объективных причин. Однако в некоторых случаях данная проволока может послужить крайне эффективным "боезапасом" в арсенале сварщика. О всех минусах и полезных плюсах сваривания данной проволокой Вы узнаете прямо сейчас. Предлагаю начать с небольшой теории, а затем преступить к практической части с примерами. Поехали;)
Теория:
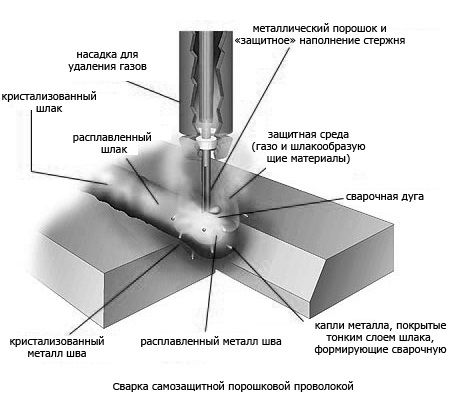
Как стало понятно из наглядной схемы приведённой выше, флюсовая проволока представляет из себя трубку с рёбрами жёсткости, заполненную специальным порошком - флюсом .
Флюс при расплавлении создаёт защитную газовую и шлаковую среду , которая защищает сварочную ванну и расплавленный металл от вредоносного действия кислорода. Фактически, флюс заменяет защитный газ из балона классического "полуавтомата"или обмазку плавящегося электрода ручной дуговой сварки. Проще говоря, самозащитная проволока - это что-то вроде электрода вывернутого наизнанку.
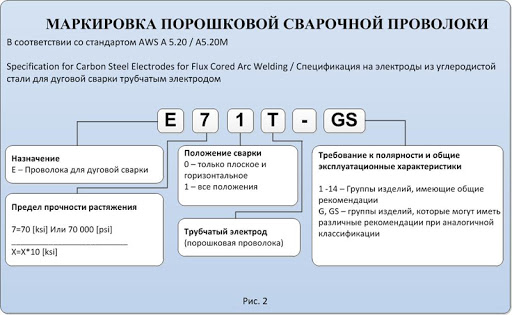
Флюс внутри проволоки может иметь различный состав, варьируя который, возможно сваривать углеродистую сталь, нержавейку и оцинковку . Состав и назначение моделей проволоки указывается на упаковке и регламентируется ГОСТом.
Наладка оборудования под флюсовую проволоку:
Стоит отметить, что для сваривания флюсовой проволокой подойдёт абсолютно любой сварочный "полуавтомат": от простенького бытового - до профессионального со специальным "FLUX CORE" режимом и дополнительными настройками.
* В аппаратах, где невозможно поменять полярность, можно также неплохо сваривать, регулируя настройки тока.
Для наглядного примера правильного применения порошковой проволоки я выбрал один из самых дешёвых и распространённых вариантов - китайский "флюс" от компании DEKA , диаметром 0.8 mm. Маленькая катушка весом в 1 кг обошлась мне в 750₽, что довольно выгодно, учитывая что такое количество проволоки сопоставимо, по моему опыту, с 6-7 килограммами электродов ручной дуговой сварки диаметром 3 мм .
Самозащитная проволока имеет относительно небольшую плотность и довольно легко деформируется. Для того, чтобы не сдавливать хрупкую оболочку проволоки, необходимо ослабить прижимной ролик (см. на фото выше).
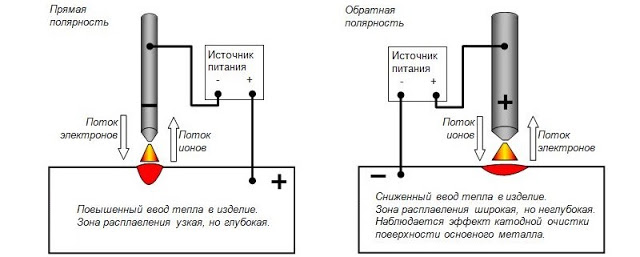
Кроме этого, необходимо изменить полярность : с классической обратной - на прямую . Простыми словами, необходимо перекинуть выходные клеммы местами: "плюс" поставить на массу, а "минус" - на горелку с проволокой.
В зависимости от модификации Вашего аппарата это может быть решено "перекидыванием" соединительной и массовой клем в токовые гнёзда снаружи (быстросъёмные, как у меня) или "перекручиванием" выходных клемм внутри аппарата (как правило возле подающего механизма, на болтах/винтах).
Настройка значений тока для флюсовой проволоки:
Для сварки самозащитной проволокой необходимо задавать величину силы сварочного тока в два раза ниже, чем при сваривании обычной проволокой. Это обусловлено тем, что флюсовая проволока, в отличии от классической, имеет меньшую плотность и гораздо легче плавится.
Силу тока для сваривания "флюсом" советую подбирать по классическому методу: 30 Ампер на 1 мм толщины стенки металла.
Перед сваркой также необходимо снять сопло горелки, которое будет сильно загрязняться и не позволит удерживать необходимый короткий вылет проволоки:
Как уже стало понятно, длину вылета проволоки следует удерживать наиболее короткой (около 3-4 мм), это позволит избежать излишнего разбрызгивания. которое при сварке этим методом весьма обильное. Тут стоить отметить, что брызги от сваривания порошковой проволокой достаточно легко удаляются после сварки, однако, по понятным причинам, разбрызгивание лучше минимизировать.
Ещё одним способом предотвращающим сильное разбрызгивание, а также способствующем правильному формированию шва флюсовой проволокой - является удержание правильного наклона горелки .
Сварка флюсовой проволокой:
Флюсовая проволока не терпит формирования сварного шва углом вперёд и отлично формирует шов лишь при подачи сварочной проволоки углом назад .
Фото автора. Шов в нижнем положении на тавровом соединении профильных труб с толщиной 1.5 мм, "полуавтоматом" при помощи флюсовой проволоки (углом назад). На сноске справа изображены околошовная зона с брызгами и зашлакованный шов до их очистки.
Фото автора. Шов в нижнем положении на тавровом соединении профильных труб с толщиной 1.5 мм, "полуавтоматом" при помощи флюсовой проволоки (углом назад). На сноске справа изображены околошовная зона с брызгами и зашлакованный шов до их очистки.
Сварной шов после сварки флюсовой проволокой получает такую же шлаковую корку, как и при сваривании классическим электродом, но меньшей плотности. Этот шлак с поверхности шва также необходимо удалять любыми зачистными инструментами.
Объём сварного шва из-за небольшой силы тока и прямой полярности получается также небольшим, что позволяет выполнять миниатюрные и аккуратные швы.
Пожалуй самое полезное применение самозащитной проволоки - это возможность сваривания качественного вертикального шва сверху-вниз на малой силе тока.
Полезнее всего таким методом пользоваться при сварке труб, в особенности тонкостенных. Метод сваривания труб сверху-вниз флюсовой проволокой не требует серьёзных навыков от сварщика, является качественным и очень быстрым.
Для примера я проварил таким образом часть неповоротной трубы и получил отличный обратный валик, а также выполнил сварку в разы быстрее, чем я это мог бы сделать при помощи классического электрода (снизу-вверх):
Фото автора. Сварка части неповоротной трубы сверху-вниз с обратным валиком, при помощи флюсовой проволоки "полуавтоматом".
Фото автора. Сварка части неповоротной трубы сверху-вниз с обратным валиком, при помощи флюсовой проволоки "полуавтоматом".
Для сваривания подобных швов с зазором под формирование корня шва с обратным валиком лучше перемещать горелку одним из двух классических методов: чуть вверх - чуть вниз или равномерным спуском . В обоих случаях важно следить за формированием технологического окна, по-простому "шарика" впереди сварочной ванны.
Также одним из важных "плюсов" самозащитной проволоки, кроме ненадобности возиться с тяжёлыми балонами, является её возможность сваривать на открытом воздухе под порывами даже очень сильного ветра .
Из моего опыта сварки классическим полуавтоматом с использованием газа на открытом воздухе, могу сказать, что порой приходилось при сильном ветре увеличивать расход газа до более чем 20-ти литров в минуту, что мягко говоря не экономно. При сварке флюсовой проволокой этой проблемы не существует вовсе , поскольку дуга получается небольшой, её газовая защита протекает очень плотно и ветер попросту не "цепляет" её, как это бывает, порой, даже при сварке классическим электродом.
Недостатки порошковой проволоки:
Что касаемо минусов использования порошковой проволоки, то тут можно высказаться коротко - это излишнее разбрызгивание с образованием шлаковой корки , на очистку которых приходится тратить дополнительное время, а также сильное задымление , сопоставимое с плавящимися электродами, что делает такой метод сварки не комфортным и небезопасным в закрытых помещениях без вентиляции.
Стоит ли приобретать такую проволоку или нет решайте сами, однако я считаю, что в арсенале сварщика порошковой проволоке место всё же отвести нужно, хотя бы на случай внезапного, как это обычно бывает, окончании сварочного газа в баллоне в самый разгар работы;)
Хороший и недорогой аппарат, заточенный чисто под сварку порошковой проволокой Вы можете найти в обзоре по данной ссылке .
Сегодня сварка без сомнений занимает одно из лидирующих мест при производстве металлоконструкций. Полуавтоматическая сварка, как наиболее популярный вариант электродуговой сварки, даёт прекрасную возможность увеличить производительность труда и качество предоставляемой продукции.
Полуавтоматическая сварка без газа представляет собой механизированную подачу порошковой проволоки к месту сварки. Выглядит такая проволока в виде непрерывного электрода, который состоит из металлической оболочки и сердечника с порошком-наполнителем внутри.
Именно порошок позволяет защитить зону сварки и обеспечить стабильную, а также устойчивую дугу. В чем преимущества, а в чем недостатки использования порошковой проволоки без газа? Для чего вообще предназначена полуавтоматическая сварка без газового баллона?
Плюсы и минусы использования полуавтомата без газового баллона
Для сварки полуавтоматом применяется специальная электродная проволока. Поступая к месту сварки через сварочную головку, проволока плавит металл и надежно соединяет его. Использование защитных газов и особых флюсов даёт возможность увеличить глубину проплавления металла, даже используя для этого малые величины сварочного тока.
Но самое главное преимущество заключается в качестве сварочного шва и увеличении производительности труда. Не менее важно и то, что сварка полуавтоматом идеально подходит для соединения тонких металлов, там, где обычный электрод оказывается бессильным.
Несмотря на все это, сварка полуавтоматом без газа, одной порошковой проволокой, требует опыта. При работе с такой сваркой очень сложно следить за ходом образования шва. Также, учитывая хрупкость порошковой проволоки, особого неудобства доставляет осторожная работа со шлангом. Здесь важно исключить резкие движения.
При использовании порошковой проволоки для сварки полуавтоматом без газа требуется обязательное соблюдение полярности подключения сварочного аппарата. К держателю с массой и к изделию следует подсоединять плюсовую клемму, то есть в прямом варианте. Данная особенность связана с тем, что при плавлении порошковой проволоки нужна высокая температура, под воздействием которой образовывалось бы облако защитного газа.
Плюсы сварки полуавтоматом без газа, только порошковой проволокой
Преимущества полуавтоматической сварки без газа, одной лишь порошковой проволокой, очевидны. В первую очередь, это отсутствие необходимости использовать газовую аппаратуру. К слову, удовольствие это не дешевое, поэтому многие как раз и отказываются от полуавтоматической сварки.
Второе преимущество связано с большим выбором сварочной проволоки для полуавтоматов. Всё это даёт прекрасную возможность получить наиболее правильный химический состав наплавленного шва, а также, определённые свойства дуги. Именно в связи с этим, сварка полуавтоматом без газа доступна каждому.
При этом стоит понимать, что использовать простую сварочную проволоку для сварки полуавтоматом без газового баллона нельзя. Можно применять только порошковую проволоку, поскольку в противном случае, сварочный шов будет неровным, с большим содержанием раковин.
Сварка с помощью полуавтомата требует наличия газового баллона, вес которого достигает 80 килограмм. Если вы работаете на улице или вынуждены постоянно перемещаться с места на место во время сварки, то связка полуавтомат + газовый баллон значительно усложняет задачу. Эта проблема решается с помощью газового шланга, но он стоит недешево. Альтернативой является порошковая сварка (FCAW), имитирующая работу в среде защитных газов, при этом газовый баллон не требуется. В статье мастер сантехник расскажет, что это, как это работает, и каковы преимущества и недостатки сварки порошковыми проволокой.
Основные характеристики проволоки порошкового типа

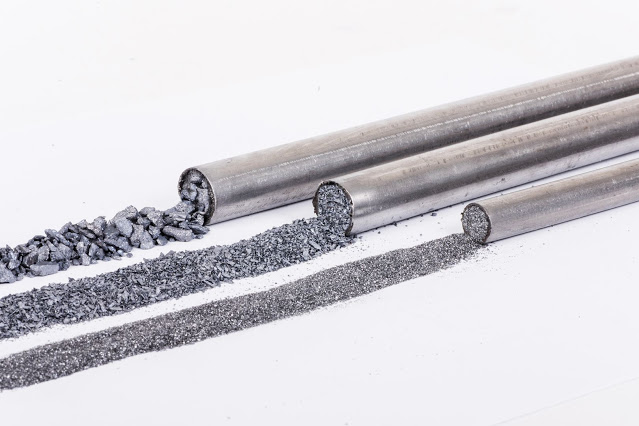
Сварка порошковой самозащитной проволокой — это способ механизированной сварки, при котором защита и легирование металла шва производится за счет шихты, помещенной в самой проволоке, состоящей из стальной оболочки и неметаллического сердечника.

Сварка самозащитной порошковой проволокой востребована в труднодоступных местах. Это могут быть высотные работы или в тоннелях под землей. Небольшой полуавтомат можно повесить на плече, а для выполнения сварки необходима только розетка с 220V. Благодаря такой компактности эта технология широко применяется на строительных площадках и монтажных работах. Сборка и сварка металлических конструкций таким способом производится очень быстро.

Проволока широко используется благодаря разнообразию диаметров, минимальное значение которого начинается от 0,8 мм и заканчивается на 2,4 мм. Это позволяет сваривать как тонкие листы стали, с толщиной стенки 1,2 мм, так и толстые стороны до 7-10 мм. Этим способом можно работать с углеродистой сталью, оцинкованным железом и нержавейкой. Для этого важно правильно выбирать материал самой проволоки и вид внутреннего наполнителя.
Преимущества и недостатки порошковой проволоки

Сварочный процесс с использованием непрерывной подачи самозащитной проволоки отличается несколькими достоинствами:
- Нет необходимости в баллоне с газом;
- Легкая транспортировка оборудования на рабочее место;
- Возможность производить сварку в труднодоступных местах (на крыше, в тоннеле);
- Высокая скорость работ по сравнению с покрытыми электродами;
- Малая чувствительность дуги к ветру и сквознякам.
Но этот вид сварки имеет и недостатки. Один из них — высокая стоимость расходных элементов. Покупать ее ради экономии на газе не стоит. Оправдывает себя самозащитная проволока только в труднодоступных местах. Еще одним недостатком является плохое качество швов по сравнению с полуавтоматом, которым варили в среде инертного газа. Не годится этот вид сварки и для соединения труб под давление.
Подробные сведения о составе порошковых проволок
Проволока с собственной защитой изготавливается уже более полувека, а впервые она была выпущена на заводе, принадлежащем фирме "Линкольн Электрик".
Проволока для полуавтомата состоит из:
- Специального наполнителя (его называют сердечником);
- Оболочки.
Под оболочкой понимают ленту (холоднокатаную), изготовленную из мягкой неполированной стали с малым содержанием углерода. По ширине и толщине такая лента может иметь различные размеры, которые устанавливаются тем, какой диаметр должен быть у готовой оболочки. Как правило, толщина ленты находится в пределах 0,2–0,8 миллиметров. Поставляют интересующую нас ленту в кругах либо рулонах, причем сверху на материал наносится консервационный смазочный состав, который затем снимают (удаляя попутно все загрязнения) ультразвуковым или механическим способом.
Сердечник проволоки – это комбинация разнообразных ферросплавов, руд, минералов, металлов и иных элементов, которые обеспечивают получение швов с заданными эксплуатационными параметрами, а также устойчивое и стабильное осуществление сварочной (наплавочной) процедуры.
Все элементы, входящие в сердечник, подразделяют на следующие виды добавок:
- Раскисляющие. Под такими компонентами понимают металлы с повышенным сродством к кислороду (то есть активные), которые вносятся в сердечник как порошки и ферросплавы.
- Стабилизирующие. Элементы с небольшим ионизирующим потенциалом, за счет которых при разных сварочных режимах обеспечивается устойчивая электродуга.
- Газообразующие: древесная мука, целлюлоза (органические), кальцинированная сода, мрамор (металлы щелочного-земельного ряда и щелочные карбонаты). Они нужны для того, чтобы в сварочной области образовывалась газовая фаза, которая предохраняет металл в жидком виде от водорода и азота, а также с целью вытеснения с поверхности ванны воздуха.
- Легирующие: порошок никеля, хрома, феррованадий, феррохром и другие. Легирующие компоненты придают нужные характеристики металлу шва.
- Шлакообразующие: оксиды металлов щелочного ряда, магнезит, алюмосиликаты, кремнезем, фториды, другие руды и минералы или их сочетания.
- Специальные. Чаще всего вводится железо в виде порошка, которое выполняет задачу по дополнительному влиянию на наплавочный или сварочный процесс.
Стоит сказать, что по виду наполнителя порошковая проволока для полуавтомата причисляется к одному из пяти типов. Они бывают: рутил-флюоритными, флюоритными, рутил-органическими, рутиловыми и карбонатно-флюоритные. Чаще всего применяются изделия с серденчиками последнего из перечисленных типов.
Принципы классификации порошковых проволок для сварки
Классификация таких изделий производится по:
- Типу сердечника;
- Возможности выполнения работ в разных положениях сварочного электрода;
- Основному назначению;
- Механическим характеристикам;
- Варианту используемой защиты.
Самой значимой признается классификация по механическим характеристикам соединения и металла шва, так как она позволяет четко установить целесообразность применения проволоки конкретной марки для сваривания заданного изделия или конструкции. Принцип такой классификации базируется на вычислении двух требуемых показателей для металла шва – ударной вязкости и сопротивления разрыву, которые определяются при проведении исследований стандартных образцов.
По пространственному положению сварочного процесса проволоки делят на те, которые используются:
- В любых положениях (маркировка – "Т");
- Для сварки вертикальных ("Ву") и горизонтальных ("Вх") швов;
- В нижнем, вертикальном и горизонтальном положении ("В");
- В горизонтальном и нижнем положении на вертикальной плоскости ("Н").
Также широко распространена классификация порошковой проволоки для полуавтомата по ее типу:
- Самозащитная (ПС);
- Требующая добавочной защиты сварочной ванны (ПГ).
При использовании ПГ-проволоки ванну дополнительно предохраняют флюсом либо смесью газов. А вот ПС-изделия можно применять без всех этих ухищрений, усложняющих сварочный процесс. Когда эксплуатируется самозащитная проволока, ванна предохраняется за счет расплавления и диссоциации шлако- и газообразующих материалов, имеющихся в проволочном электроде.
Особенности производства порошковой проволоки

Изготовление порошковой проволоки для полуавтомата осуществляется в четыре этапа. Сначала подготавливается шихта и стальная лента, затем производится формирование профиля и последующая навалка на него шихты. За этими операциями следует операция волочения. На финальной стадии выполняют контроль качества полученного изделия.
Ленту подготавливают так:
- Берут рулон стального материала (его ширина обычно варьируется в пределах 10–15 сантиметров);
- Разрезают заготовку на спецагрегате на требуемые по ширине полосы;
- Наматывают получившиеся полосы на кассеты (при этом сразу выполняется и удаление с полосок влаги, остатков смазки);
- По определенной рецептуре подготавливают шихту, а затем направляют ее в виде однородной композиции на волочильный стан (к его засыпному механизму).
На следующем этапе производства порошковой проволоки шихту засыпают на ленту (процесс производится в особых формующих емкостях), из получившейся смеси формуют профиль (круглый), который начинают протягивать на волочильных барабанных агрегатах. Причем таких агрегатов имеется шесть. На каждом последующем сечение исходной заготовки уменьшается на заданную величину. В результате, на финальном барабане проволока получает требуемый по техусловиям диаметр. Заметим, что для снижения себестоимости готовой продукции и повышения уровня ее производительности процесс волочения ведется на достаточно больших скоростях (не менее 300 метров в минуту).
Под контролем проволоки после волочильного оборудования подразумевают, прежде всего, расчет особого коэффициента, который является отношением веса шихты на единицу длины проволоки к общему весу изделия. Данную величину называют коэффициентом заполнения. Для разных марок порошковой проволоки он свой (варьируется от 25 до 40 процентов). Кроме этого, проволока проходит обследование на механические показатели наплавленного металла и на свои сварочно-технологические характеристики.
Описание популярных марок порошковых проволочных изделий

Многие сварочные работы на строительных объектах выполняются вертикальными швами. Для проведения подобных мероприятий предназначены изделия ПП-АН11 и ПП-АН7. Производство порошковой проволоки данных марок осуществляется из стальной ленты 0,18 миллиметров (толщина заготовки).
В шихту для АН7 и АН11 добавляют элементы, которые дают возможность получать быстро кристаллизующийся шлак. Он помогает сварочной ванне держаться в вертикальной плоскости достаточно долгое время, вплоть до полного завтердевания шва. При использовании описываемых марок ПП рекомендуется подавать ее со скоростью около 120 метров в час, применяя сварочный ток в пределах от 130 до 170 ампер.
Проволоки ПП-АН19 и ПП-АН24 по многим технологическим особенностям идентичны изделиям, рассмотренным выше. Но АН19 и АН24 дают больше шлака, что улучшает защиту сварочной зоны (правда, при этом сама сварка становится более трудной для исполнителя). За счет "излишков" шлаковой массы такие проволоки гарантируют стабильные механические показатели соединения. Обычно их применяют для сварки конструкций, в которых шов меняет свое расположение от потолочного до нижнего (например, в трубопроводах).
Стыки различных трубопроводов также нередко завариваются проволокой марки ППТ-7. Делают ее из ленты 0,3 миллиметра. В шлаке такого электрода имеется двуокись циркония, которая прекрасно защищает от поступления азота сварочную зону. При использовании ППТ-7 сварные соединения характеризуются отсутствием чешуек на шве, характерным блеском и уникальной гладкостью. По рекомендуемым режимам выполнения сварочных мероприятий эта проволока похожа на ПП-2ДСК, которая создана для работы в нижнем положении.
ПП-2ДСК применяется на токе от 200 до 450 ампер, подается она со скоростью до 337 метров в час (минимум – 100 метров), а на электродуге присутствует напряжение от 23 до 31 вольт. Особенность шихты для этого изделия состоит в наличии в ней большого количества (свыше 50 процентов) плавикового шпата, а также алюминиевого порошка. За счет такого состава шлак после сварки можно без малейших затруднений удалить со шва.
Для сварки в автоматическом режиме в большинстве случаев применяется ПП-2ВДСК, которая имеет сложную шихтовую композицию, направленную на то, чтобы шлак, формирующийся при плавлении проволоки, помогал максимально полно удалять нитридные и оксидные соединения из жидкого металла. Это очень важно, так как именно в них в связанном состоянии находится кислород и азот воздуха. Основным компонентом шихты для ПП-2ВДСК является никель.

Сварка алюминия полуавтоматом – это процесс, требующий не только наличия определенных навыков, но и знания особенностей данного материала, варить который достаточно непросто. В статье мастер сантехник расскажет, о правилах сварки алюминия полуавтоматом.
Алюминий — пожалуй самый капризный металл

Основная сложность соединения алюминиевых деталей при помощи сварки заключается в том, что на поверхности данного металла всегда присутствует тугоплавкая оксидная пленка, которую необходимо удалить. Если пренебречь этим требованием, то варить алюминий будет очень сложно, а полученное соединение будет обладать очень низким качеством.
Сварка алюминия полуавтоматом или с использованием любого другого оборудования осложнена еще и тем, что данный металл отличается очень высокой теплопроводностью и невысокой температурой плавления. Именно из-за этого заготовки из алюминия при сварке часто прожигаются и деформируются.
Чем отличается сварка алюминия полуавтоматом от аргонодугового (TIG) метода

Основных отличий всего несколько:
- Главное отличие этих двух методов заключается в типе используемого электрода. Для аргонодуговой сварки используются электроды из тугоплавкого вольфрама, а при MIG-сварке применяется алюминиевая проволока.
- Кроме того, аргонодуговой метод предназначен лишь для ручной сварки.
- Аргонодуговой сваркой завариваются более ответственные участки из-за более высокой прочности соединения.
- Сварка вольфрамовым электродом (TIG) требует больше денежных затрат на расходные материалы (комплектующие).
Преимущества сварки алюминия полуавтоматом
У сварки алюминия полуавтоматом есть несомненные преимущества, а также некоторые особенности. К ним относятся:
- Высокая производительность. По сравнению с аргонодуговой сваркой скорость возрастает в три раза.
- Простота. Этот метод значительно проще, чем аргонодуговой, им легко может овладеть даже любитель.
Требования к оборудованию и расходным материалам

Чтобы окончательно разобраться с вопросом, можно ли полуавтоматом варить алюминий, необходимо четко уяснить дополнительные требования к используемому оборудованию и расходным материалам:
- Ток должен иметь обязательно обратную полярность, потому что в таком случае оксидная пленка не разрушается.
- Механизм подачи проволоки должен иметь четыре ролика, так как мягкий алюминий легко сминается при возникновении сопротивления в момент подачи. Важно, чтобы ролик был U-образный, гладкий и без насечек.

- Диаметр проволоки должен быть меньше, чем у наконечника, так как при нагреве алюминий расширяется сильнее, чем сталь.
- Желательно использовать чистый аргон в качестве инертного газа, так как в этом случае обеспечивается максимальное качество сварного шва.
- Сварочная горелка должна иметь специальный тефлоновый рукав для того, чтобы уменьшить трение алюминиевой проволоки.
- Сварка MIG/MAG алюминиевых сплавов рекомендуется на толщинах более 3мм и важно использовать формирующую подкладку с канавкой.
Как правильно выбрать полуавтомат для сварки алюминия

На выбор полуавтомата для сварки может повлиять ряд факторов:
- В каких условиях будет происходить работы, возможности и тип электросети (220-380 В). Например, устройство будет использоваться для частных нужд или бизнеса (кузовные работы и т. д.). Для каждого конкретного случая требуется свое постоянное напряжение сети;
- Жесткие требования к качеству шва. Для мелкого ремонта: конструкции общего назначения (ворота, декоративные элементы интерьера квартиры, калитки) подойдет бытовой вариант полуавтомата, но если предполагается использовать агрегат для сварки ответственных конструкций (водопровод, газовые трубы, отдельные элементы торговых павильонов) потребуется профессиональный аппарат;
- Требуемая толщина, длина шва;
- Вид материалов, с которыми предстоит работать. Для работы по алюминию потребуется агрегат с возможностью подсоединения баллона с инертным газом (аргоном).
Все варианты можно условно разбить на такие основные группы:
- Бюджетные;
- Среднего класса;
- Среднего класса с импульсным режимом;
- Промышленные модели с импульсным режимом.
Эти модели прекрасно подходят для использования в быту. Они отличаются компактными размерами, небольшим весом и способны работать от обычной сети напряжением в 220 Вольт. Если вы намерены заниматься сварочными работами периодически, для собственных нужд, их возможностей будет вполне достаточно.
Примерами моделей этой группы могут служить Сварог EASY MIG 160 или Сварог PRO MIG 160. Вторая модель может работать в двух- и четырех тактовом режиме и обеспечивает форсаж дуги.
Полуавтоматы среднего класса
Обладают более выдающимися техническими характеристиками (большим током, плавностью регулирования тока и скорости подачи проволоки). Но они, как и бюджетные модели, нуждаются в некоторых корректировках – настройке горелки и замене роликов.
Среди прочих моделей можно отметить финский KEMMPI MinarcMIG EVO 200 и американский Lincoln Electric Speedtec 200C.
Полуавтоматы среднего класса с импульсным режимом
Представляют собой многофункциональные устройства со множеством встроенных программ сварки. Наличие импульсного режима обеспечивает высочайшее качество сварного шва, а надежные комплектующие гарантируют длительность использования.
Прекрасными образцами моделей этой группы являются Helvi TP 220 и EWM Picomig 180 Puls.
Промышленные модели с импульсным режимом
Работают от напряжения 380 В, оснащены системой жидкостного охлаждения. Обеспечивают максимальную производительность труда во время сварки при высоком качестве шва. Просты в управлении и разработаны на основе новейших технологий.
Достойными представителями этой группы являются EWM Phoenix 501 Puls и EWM Phoenix 401.
Подготовка к сварке
Любая работа начинается с подготовки, пренебрегать этим моментом не стоит. Если предполагается вести работу с толстыми деталями, то сначала требуется зашкурить свариваемые поверхности. При сварке небольших элементов, их можно зачистить металлической щеткой (иногда поставляется в комплекте) или наждачной бумагой с фракцией Р25-40 (для тканевых основ), Р120-240 (для бумажной основы). Обозначение зависит от завода изготовителя, в примере приведены обозначения отечественного производителя.
После шлифовки необходимо ликвидировать налет, убрать оксидную пленку и обезжирить материал с помощью ацетона или другого похожего по составу вещества. Кроме этого, может потребоваться расшивка кромок, если толщина заготовки более 5 мм. Это необходимо для того, чтобы обеспечить максимальную глубину проварки, так как некоторые свойства материала ухудшают этот показатель.
Чтобы улучшить и усилить соединение конструкции, края деталей желательно зашлифовать или обрезать под углом в 30-45 градусов (зависит от толщины). Далее полученные после обработки края можно обработать флюсом, чтобы обеспечить дополнительную защиту, а также избежать образования оксидной плёнки.
После того, как проведены подготовительные работы, можно приступать к сварке.
Технология сварки алюминия

В процессе работы следует наблюдать за расположением горелки относительно свариваемой поверхности. Рекомендуемый угол наклона составляет 10-15 градусов. Газ начинает подаваться за 5-7 секунд до начала сварочных работ, отключение происходит через аналогичный промежуток времени. Это необходимо для того, чтобы газ успел подготовить оптимальный для сварки микроклимат.
Движение горелки должно осуществляться только вдоль шва. Поперечное движение может привести к хрупкости свариваемой поверхности.
При сварке вертикальных швов предпочтительнее использовать сварку на подъем для лучшей газовой защиты.
При завершении сварочного шва на конце может появиться небольшой кратер, чтобы его заплавить требуется понизить сварочный ток за 1-1,5 см до конца шва.
Сварочная (электродная) проволока – незаменимый материал, используемый при соединении металлических поверхностей. Благодаря ей образуются устойчивые межмолекулярные связи стыкуемых поверхностей, возникает прочный сварной шов. Так как детали, подлежащие сварке, впоследствии подвергаются интенсивному использованию, то к выбору присадочного компонента стоит отнестись со всей ответственностью. Предлагаем вам узнать, какая сварочная проволока оптимально подойдет для полуавтомата.
Разновидности электродной проволоки. Их принцип действия
В зависимости от способа полуавтоматической сварки, проволоку можно использовать:
Сварка может проводиться с помощью инертных (без углекислоты) и активных (с углекислотой) газов. Согласно ГОСТ No2246-70, при такой технологии могут быть использованы 75 марок проволоки, которыми можно соединять практически все металлы. Особенно популярна сварка полуавтоматом чугуна, циркония, алюминия, магния, титана и т.д.

сварка полуавтоматом в защитной газовой среде
Плавка проволоки происходит с помощью дуги, которая образуется между электродом и металлической деталью. Во время этого сварная ванна наполняется газами, которые вытесняют воздух, который ухудшает качество шва. Чтобы в сварочном шве не образовывались поры, давление защитного газа должно быть 0,6 – 0,8 МПа. Для устойчивого горения дуги и небольших энергозатрат применяется присадочная проволока, имеющая диаметр 0, 5 – 3 мм.
Флюсовая, она же самозащитная, проволока для полуавтомата пригодится для монтирования крупных конструкций, особенно если до свариваемых деталей трудно добраться. Проволока с флюсом нужна при соединении цветных металлов, их сплавов, низкоуглеродистой стали, стали с любой степенью легирования. Наиболее распространенные величины диаметра расходника — 2 мм, 5 мм и 8 мм.
Флюсовая сварочная проволока для полуавтоматов плавится под воздействием сварочной дуги. Одновременно происходит расплавка металлической поверхности. Глубина проплавления зависит от толщины проволоки и примененной силы тока. Образуется сварочная ванна, покрытая тонким слоем шлака. После удаления дуги расплавленное вещество кристаллизуется, образуя шовное соединение, и остатки шлака можно зачищать. Немаловажно, чтобы проволока с флюсом содержала как можно меньше химических веществ, выделяющих токсины при достижении высоких температур.
Маркировка сварочной проволоки
При расшифровке маркировки сварочной проволоки для полуавтоматов обязательно акцентируйте свое внимание на начале шифра, где указана толщина изделия. Следующее буквенное сокращение — указание на предназначение проволоки: наплавочная (Нп) или сварочная (Св). Затем в некоторых случаях указывается, сколько углерода содержится в материале. Это число составляет сотые доли процента.

Буквы А и АА свидетельствуют о степени чистоты проволоки от фосфора, серы, иных вредных примесей. Следующие за ними буквы указывают на легирующие элементы, такие как молибден (М), кремний (С), никель (Н), хром (Х), цирконий (Ц), медь (Д), ванадий (Ф), титан (Т), марганец (Г), алюминий (Ю). Если затем проставлена какая-нибудь цифра, то она указывает процентное присутствие элемента. Если же числа нет, то этого элемента в проволоке содержится не более 1 процента.
После прописывается, каким способом проволока была выплавлена: ВИ – в вакуумно-индукционных печах, ВД – в вакуумно-дуговых печах, Ш – с применением электрошлакового переплава. Дополнительное обозначение Э ставится тогда, когда с помощью проволоки можно изготавливать электроды. Для указания на омедненную поверхность изделия маркировка содержит букву О. Наконец, должен быть указан государственный стандарт, которому соответствует изделие.
Алюминиевая проволока для полуавтомата
Проволока для сварки алюминия полуавтоматом применяется в тех случаях, когда необходимо соединить поверхности из алюминия и его сплавов в среде защитных газов. Кроме собственно алюминия, расходный материал содержит железо, кремний, марганец и магний. Процесс сваривания довольно сложен, так как алюминий имеет меньшую температуру плавления, чем образующаяся на его поверхности оксидная пленка. Крайне важно подобрать сварочный ток большей величины; токосъемные наконечники должны иметь больший диаметр отверстия.

Проволока для сварки алюминия полуавтоматом широко распространена в промышленности (особенно пищевой), судо- и авиастроении. Можно выполнять тавровые, стыковые швы, а также соединять листы металла внахлест. Качественная алюминиевая проволока для полуавтомата, кроме легкоплавкости, должна иметь следующие характеристики:
- Отличную электро- и теплопроводность.
- Небольшую массу.
- Низкую биологическую активность.
- Устойчивость к влаге и агрессивной среде.
- Прочность.
- Гибкость.
- Большой срок хранения.
Межгосударственный стандарт предполагает, что алюминиевая сварочная проволока для полуавтомата изготавливается повышенной прочности (АТп), твердая (АТ), полутвердая (АТП) и мягкая (АМ). При сварке алюминиевой проволокой для полуавтомата стоит следить за тем, чтобы длина дуги не превышала 12-15 мм. Иначе вполне вероятно, что металл будет прожжен.
Для сваривания алюминия полуавтоматом без газа подойдет порошковая присадочная проволока. Однако учтите: она придает некоторую пористость сварному шву, поэтому ей лучше сваривать изделия, которые не подлежат интенсивной нагрузке.
Омедненная проволока
К медной проволоке для сварки полуавтоматом обращаются в тех случаях, когда необходимо сварить углеродистую и низколегированную стали в среде защитных газов. Она применяется в промышленности, при производстве водного и наземного транспорта, монтаже трубопроводов, при выпуске железнодорожных вагонов, установке конструкций, которые будут эксплуатироваться при перепадах температур и давления.

Проволока из меди позволяет получить прочный шов, не подверженный коррозии и выдерживающий длительные механические воздействия. Высокая ударная вязкость и устойчивость к возникновению трещин гарантированы, если количество меди в проволоке не более 0,25 %, а толщина покрытия – не менее 6 мкм. Не менее важными преимуществами являются следующие:
- Превосходный подвод тока.
- Металл не разбрызгивается.
- Стабильная и равномерная подача расходного материала.
- Небольшой абразивный износ наконечника, подводящего ток.
- Эстетичный внешний вид.
С технологией сварки меди можно ознакомиться здесь.
Нержавеющая проволока для использования в полуавтоматической сварке
Проволока для сварки нержавейки полуавтоматом лучше всего сваривает легированные стали, которые соединяют с помощью предотвращающих окисление газов. Нержавеющая сварочная проволока задействована в металлургии, нефтепереработке, пищевой промышленности, медицине, химической промышленности, при изготовлении автомобилей и в иных сферах жизни. Надежно соединить поверхности из нержавейки часто нужно и в бытовых условиях – например, при монтаже оград или сооружении каркасов для парника.

Нержавеющая проволока для того, чтобы шов был защищен от окисления, насыщена примесями фосфора, азота, хрома, марганца и углерода.
Проволока из нержавейки для полуавтомата имеет следующие плюсы:
- Равномерно поступает в полуавтомат.
- Обеспечивает прочный шов, не имеющий поры.
- Имеет плотную рядную обмотку.
- Гарантирована высокая производительность.
- Количество дыма минимально.
Проволока для сварки нержавейки полуавтоматом с газом ограничивает выбор полярности, используемой при работе: нужно выбирать обратную. Если же вы планируете воспользоваться нержавеющей флюсовой проволокой, то необходима полярность прямая.
Порошковая проволока для полуавтомата
Порошковая проволока для полуавтомата, она же проволока с флюсом, применяется без участия защитного газа. Она изготавливается в форме трубки, которая содержит флюс. Масса его может составлять от 15 до 40 % массы изделия.

Проволокой с флюсом можно производить сварку по нержавейке, по алюминию, меди, титану, стали. Кроме проведения сварки полуавтоматом в нормальных условиях, эту проволоку используют при варении под водой, соединении арматуры, принудительном создании шва. Однако, по свидетельствам профессионалов, полую трубку невозможно заполнить порошком, если в ней отсутствуют поры. Поэтому нельзя гарантировать, что зона сварки будет полностью сплошной и сверхпрочной. Кроме того, необходимо хорошо очищать металлические поверхности от образующегося шлака. Используется преимущественно в нижнем положении.
При всех ее недостатках, флюсовая проволока для полуавтомата без использования газа вам нужна, если:
- Планируется применение высокоплотного тока (примерно 200 А на мм2),
- Вам предстоит большой объем работ.
Полезные советы при выборе сварочной проволоки
Чтобы сварка полуавтоматом гарантировала качественный результат, и работу не пришлось переделывать несколько раз, нужно ответственно подойти к выбору проволоки.
Неверно подобранный химический состав, как правило, становится причиной разницы в температурах плавления. Проволока, плавящаяся позже поверхности металла, не может организовать качественный шов. Приобретая сварочную проволоку для полуавтоматов, учитывайте:
- Назначение. Производители размещают на упаковках предписания, для каких металлов лучше использовать ту или иную марку. К этим рекомендациям прислушиваться необходимо.
- Диаметр. Этот показатель зависит от толщины свариваемых деталей.

упаковка проволоки для полуавтомата
- Количество в упаковке. Расходный материал продается в катушках по 1 кг, 5 кг (для полуавтоматов, применяемых в быту); 15 кг, 18 кг (для профессиональных сварочных устройств).
- Температуру плавления. Должна быть ниже температуры плавления детали.
- Внешний вид. Поверхность изделия должна быть чистая, не иметь налета ржавчины, пятен краски или машинного масла.
Читайте также: