
Как варить диски колеса под большой размер
Составная часть автомобильного колеса, на которую устанавливают покрышку, называют колесным диском. Большая часть дисков производиться из разных металлов с использованием различных технологий. Различают три основных группы этих изделий:
- штампованные;
- литые;
- кованые.
Они отличаются друг от друга и технологией производства, и материалами, которые применяют при их производстве. Кроме того, каждый тип имеет свои, только ему присущие определенные свойства.
Так самое широкое распространение получили штампованные диски. Более того, все автомобили, производимые в мире, выходят из заводских ворот именно на таких изделиях и многие автовладельцы не спешат их менять. Для их производства применяют углеродистые стали.
Кованые диски Литые диски Штампованные диски
Литые диски производят из цветных металлов – алюминия, магния и их сплавов. Это инженерное решение позволило снизить вес диска почти в три раза, но, вместе с тем диски этого класса могут легко получить повреждение. Кроме того использование металлов с высокой теплопроводностью позволяет отводить излишнее тепло от деталей тормозной системы.
Кованые, в отличие от двух других обладают высокой прочностью, но и довольно высокой хрупкостью.
Разновидности повреждений
Литые диски пользуются заслуженной популярностью среди автовладельцев. При всех достоинствах, которыми обладают, а это низкий вес, хороший отвод тепла от тормозов, у этих изделий есть один существенный недостаток – возможность повреждения при получении сильного удара. Надо всегда помнить, что поврежденный диск – это серьезная предпосылка к возникновению аварийной ситуации.
Одна из причин, по которым может произойти повреждение, кроется в технологии его производства. Все дело в том, что эти диски производят с помощью литья. Именно поэтому диски становятся хрупкими и не имеют достаточной пластичности.
Автовладелец должен четко понимать то, что использование на машине диска с некоторыми дефектами создает реальную опасность для всех участников движения, а в первую очередь автовладельцу и тем, кто находятся рядом с ним внутри машины.

Поврежденный литой диск
Наиболее часто встречающимися дефектами литых дисков являются:
- трещины;
- смещение по оси и радиусу;
- сколы;
- повреждение нанесенного покрытия.
Повреждения, которые получают диски, происходят по следующим причинам:
- Дефекты дорожного покрытия. При попадании колеса в яму или трещину оно получает сильный удар, приводящий к определенному дефекту. Особенно такие повреждения часто получат автомобили, эксплуатирующие низкопрофильную резину.
- Колесо может начать бить после наезда на бордюрный камень или при попадании в яму. После этого на поверхности диска появляется вмятина.
- Осевое биение, в народе его называют восьмерка, начинает проявляться после бокового удара, полученного при столкновении с препятствием, например с автомобилем, движущимся параллельным курсом.
- Поврежденное покрытие, которое нанесено поверхность диска не приводит к явным повреждениям, но через некоторое время под ними активно начинает развиваться коррозия и ремонтировать его уже будет поздно.
Какие повреждения литых дисков не поддаются ремонту
Перед обращением в мастерскую, занимающуюся ремонтом литых дисков, автовладелец должен представлять какие дефекты не подлежат ремонту. Для чего это надо? Все дело в том, что иногда нечистые на руку мастера, пользуясь тем, что владелец машины не всегда ориентируется в этом вопросе, стараются извлечь дополнительную выгоду, навязывая потребителю не нужных ему услуги. Которые, кстати, могут привести к непоправимым последствиям.

Серьезные изменения геометрии литого диска
Даже высокопрофессиональные мастера не возьмутся за исправление нижеперечисленных дефектов:
- трещины и сколы больших размеров;
- дефектов в районе ступицы;
- критичное искажение геометрии.
Выбор типа сварки и электрода
Один из самых эффективных способов ремонта – сварка аргоном литых дисков. Для выполнения этих работ потребуется сварочный аппарат, в последнее время все чаще в качестве генератора сварочного тока применяют инверторные аппараты. Их преимущества очевидны, при минимально габаритно-весовых параметрах эти аппараты способны генерировать ток необходимых для выполнения сварочных работ по литым дискам.

Сварка аргоном литых дисков
Практика показывает, что сварка под защитным газом вручную не самое лучшее решение, поэтому зачастую применяют полуавтоматическую. То есть сварочный генератор должен быть оснащен устройством подачи сварочного материала и газа.
Сварка магниевых дисков
Сварку дисков, выполненных из магниевых сплавов, выполняют с помощью вольфрамового электрода. Ее выполняют в среде защитных газов. Для этого используют аргон первого сорта. Иногда допустимо использовать сварку с помощью плавящегося электрода. Для этой сварки необходимо использовать генератор переменного тока.
Перед сваркой необходимо подготовить кромки, восстанавливаемого места. Но, если свариваемый металл меньше 3 мм, то кромки можно не разделывать. При большей толщине необходимо выполнить подготовку в виде буквы V. Сварка должна выполняться на повышенной скорости. Скоростной режим гарантирует минимизировать эффект от теплового воздействия сварки на металл.

Аргонодуговая сварка дисков из магниевых сплавов
Дуга не должна превышать 1 — 1,5 мм. Это позволяет разрушать оксидную пленку, возникающую на поверхности детали, и гарантирует высокое качество шва.
Порядок проведения ремонтных работ
Для исправления повреждений на литых дисках необходимо привлечение специалистов, которые занимаются их ремонтом. Кроме этого будет востребовано специализированное оборудование и инструменты. Так что, своими руками можно только восстановить защитное покрытие.
В мастерской по ремонту будет проделан примерно такой перечень работ.
Подготовка – любой диск перед началом работ должен пройти ревизию. Для выполнения этой операции его необходимо почистить от грязи и лишь только потом станут заметны все повреждения.
При выявлении трещин, диск придется отправлять на сварку. Сварку литых дисков выполняют на оборудовании, которое позволяет выполнять работы под защитой инертных газов. Для ремонта дисков, выполненных из алюминия, применяют электроды марки АГ, для дисков, выполненных из магниевых сплавов необходимо использовать электроды марки АМГ.
После того, как заварены все трещины, поверхность диска необходимо зачистить от следов сварки. При необходимости необходимо использовать специальное оборудование.
После зачистки диска выполняется проверка его геометрических параметров. Для этого готовый диск устанавливают в специальный патрон. Для восстановления геометрических параметров применяют гидравлический цилиндр, оснащенный специальными насадками. Таким способом устраняют биения и само собой геометрические параметры.
После того, как устранены дефекты диск будет отшлифован, обезжирен и отправлен на покраску. Для нанесения покрытия часто применяют покрытия, которые выполнены на основании эпоксидной смолы.
Самая последняя операция – это балансировка.
Кстати, некоторые специалисты настоятельно рекомендуют устанавливать диски на заднюю ось.
Самый эффективный метод ремонта
Самые сложные дефекты, возникающие в литых дисках это трещины. Если они плохо отремонтированы неправильно то, рано или поздно это приведет к тому, диск выйдет из строя.
Сварка в среде защитных газов отличается высоким качеством шва и именно поэтому ее применяют для ремонта литых дисков. Швы, полученные по такой технологии сварки, не коррозируют, по прочностным характеристикам они отличаются от основного металла.
Подготовка диска к сварочным работам
Подготовка литого диска к ремонту мало чем отличается от той, которую проводят для работы с другими деталями, изготовленными из аналогичных материалов.

Подготовка кромки трещины для сварки
То есть, необходимо подготовить кромки трещины для сварки. Размер фаски, которые должны быть выполнены, зависят от толщины материала, подлежащего сварке.
Сварка алюминиевых изделий
Для получения качественного шва на поврежденных алюминиевых дисках применяют сварку в среде защитных газов при помощи вольфрамовых электродов.
Перед тем как начинать сварку поврежденного места на диске, изготовленном из алюминия необходимо подготовить место. Для этого с его поверхности необходимо удалить грязь, следы масел.
Для этого можно использовать практически любой растворитель. Разделка кромок поврежденного места необходима при толщине металла не менее 4 мм. Для того, что выполнить правильную разделку имеет смысл использовать ручной электроинструмент.
Необходимое оборудование
Для сварочных работ по ремонту литого диска потребуется следующий набор оборудования и приспособлений:
- Генератор сварочного тока, оснащенный механизмом подачи проволоки или горелкой оснащенной неплавящимся электродом.
- Стальной баллон, предназначенный для хранения газа.
- Средства индивидуальной защиты.
Преимущества аргоновой сварки
Сварка дисков аргоном, в отличие от многих других обладает рядом преимуществ, которые им недоступны.
- Аргон – инертный газ, который не вступает в реакцию ни с одним из известных металлов. Кроме того этот газ не растворяется в расплаве металлов.
- За счет того, что аргон тяжелее воздуха он надежно прикрывает сварочную ванну, защищая ее от воздействия атмосферного воздуха. Ко всему прочему, электрическая дуга работает куда, как более стабильно.
- Аргон – это один из самых распространенных газов, и поэтому он стоит довольно низко.
- При проведении сварочных работ расход аргона минимален.
Перечисленные свойства этого газа привели к тому, что сварочные работы получили широкое распространение на производстве и в небольших автомастерских. Между тем, выполнение сварки под аргоном в ручном режиме сопряжено с определенными трудностями. Так, электрод должен идти ровно и сварщик не должен допускать колебательных движений. В противном случае может быть нарушено облако защитного газа и в результате чего качество шва упадет.
Поэтому для ремонта литых автомобильных дисков довольно часто используют полуавтоматическую сварку.

Всем привет. До этого я уже публиковал несколько своих статей про диски. Вот тут я рассказывал почему и откуда я собственно знаю о чем говорю и мне можно верить.. А вот тут я уже сделал попытку, на скорую руку убедить людей не заниматься фигней.. И вот я, однажды решил что надо сделать более развернутый вариант этой истории и, даже начал с того что рассказал о кованных дисках, как начало, введение и основу понимания будущего. Но, особого интереса она не вызвала.
С тех пор энтузиазм поутих, до того момента, пока я снова не встретил адептов сварки сломанного дерьма, которые с пеной у рта, убеждали неокрепшие умы простых пользователей в абсолютно безопасности и выгодности этого процесса. Ну, т.е. мол, варенный оригинал даже ЛУЧШЕ, чем новый диск — стоит дешевле, а качество тоже, идите мол, ремонтируйтесь у нас. Это самое, что ни на есть, на… обман. Поэтому я решил всё же закончить начатое, и ниже будет подробное и развернутое объяснение моей позиции по ремонту автомобильных дисков.


Почему диски алюминиевые.
Если не вдаваться в глубокий анализ, то это самый дешевый и сердитый сферический конь в вакууме. По показателям отношения прочности и текучести к плотности высокопрочные алюминиевые сплавы значительно превосходят чугун, низкоуглеродистые и низколегированные стали, чистый титан и уступают лишь высоколегированным сталям повышенной прочности и сплавам титана.
Проблема сварки Al сплавов.
Проблем при сварке Al сплавов масса, большинство из них узкопрофессиональны, но я выделю только наиболее значимые и важные для понимания обывателя:
• Окисная пленка, которая покрывает алюминий и его сплавы. Температура ее плавления – 2044С, а температура плавления самого металла – 660С. При расплавлении алюминия он перекатывается внутри этой пленки наподобие ртути.
• При нагревании из алюминия начинает выходить водород, который после застывания металла оставляет в его теле поры и трещины.
• Большой показатель усадки. А это приводит к деформации сварочного шва в процессе его остывания. Что влияет и на балансировку колес (любых изделий) в целом.
• Если говорить о сварке алюминия своими руками, то ваш сплав будет неизвестной марки, к которому придется подбирать сварочный режим и адекватные дополнительные материалы. И пробовать придется прямо на вашем диске!
Общие сведения
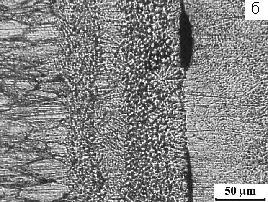
При сварке алюминиевых сплавов кристаллическая структура и механические свойства металла швов могут изменяться в зависимости от состава сплава, используемого присадочного металла, способов и режимов сварки. Для всех способов сварки характерно наличие больших скоростей охлаждения и направленного отвода тепла. При кристаллизации в этих условиях в структуре металла образуется эвтектика,
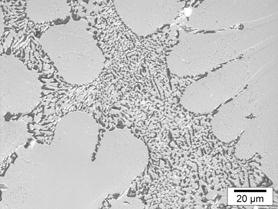
которая снижает пластичность и прочность металла. В связи с этим, в швах возможно возникновение кристаллизационных трещин при застывании.

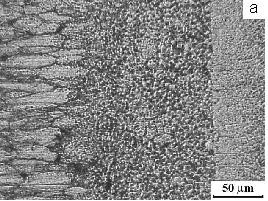
Свойства сварных соединений зависят также от процессов, протекающих в околошовных зонах. При сварке чистого алюминия и сплавов, неупрочняемых термической обработкой, в зоне теплового воздействия наблюдается рост зерна и некоторое их разупрочнение, вызванное снятием нагартовки (он же наклёп — упрочнение происходящее при изменении структуры и фазового состава материала в процессе пластической деформации при холодной обработке).
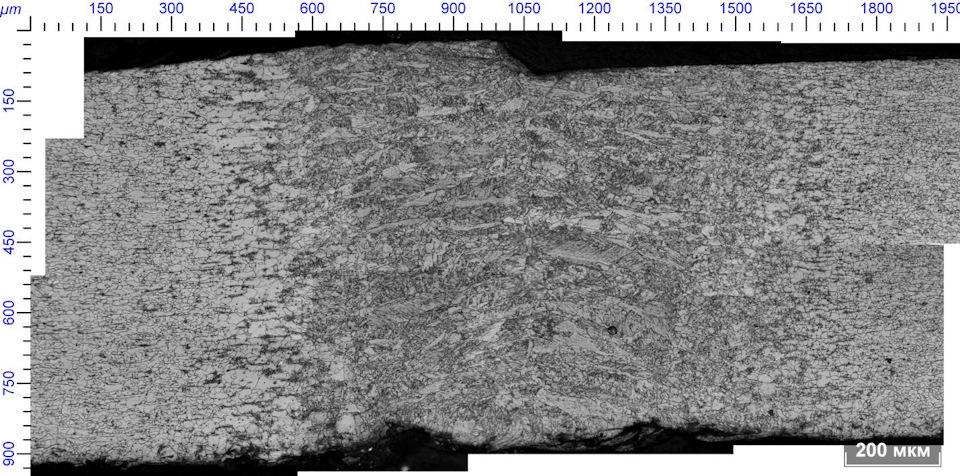
Рост зерна и разупрочнение нагартованного металла при сварке изменяется в зависимости от способа сварки, режимов и степени предшествовавшей сварке нагартовки. Свариваемость сплавов АlMg осложняется повышенной чувствительностью их к нагреву и склонностью к образованию пористости и вспучиванию в участках основного металла, непосредственно примыкающих к шву. Способность этих сплавов образовывать пористость в зонах термического воздействия связывается с наличием молекулярного водорода. После обработки образуются несплошности в виде каналов или коллекторов, в которых водород находится под высоким давлением.
При сварке сплавов, упрочняемых термической обработкой, в зонах около шва происходят изменения, ухудшающие свойства свариваемого металла. Однако самым опасным изменением, резко ухудшающим свойства металла и способствующим образованию трещин, является оплавление границ зерен. Появление жидких прослоек между зернами снижает механические свойства металла в нагретом со¬стоянии и так же способствует образованию кристаллизационных трещин. Это происходит независимо от способа сварки и исходного состояния металла, в непосредственной близости от шва. Ширина этой зоны меняется в зависимости от способа и режимов сварки. Наиболее широкая зона появляется при газовой сварке и более узкая при способах сварки с жестким термическим воздействием.
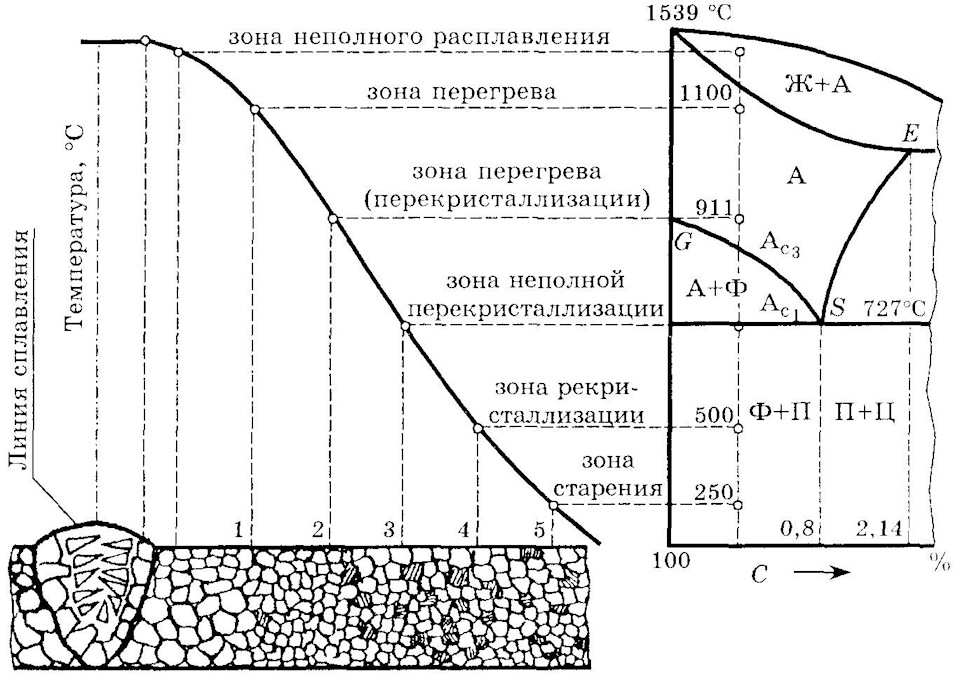
Распределение эвтектики в этой зоне изменяется в зависимости от исходного состояния сплава. В сварных соединениях, полученных при сварке закаленного сплава, эвтектика располагается в виде сплошной прослойки вокруг зерен. Последующей термической обработкой не удается восстановить свойства металла в зоне, прилежащей к шву, что приводит к большому изменению прочности соединений и делает ненадежными эти соединения в эксплуатации.
А места соединений всегда будут местами концентрации напряжений и очагами разрушения под нагрузкой.
Подготовка под сварку
Важным этапом на пути к результату (которым часто пренебрегают), является подготовка шва. При подготовке деталей из алюминиевых сплавов под сварку профилируют свариваемые кромки, удаляют поверхностные загрязнения и окислы. Обезжиривание и удаление поверхностных загрязнений осуществляют с помощью органических растворителей (обычны уайтспирит). Удаление поверхностной окисной пленки является наиболее ответственной операцией подготовки деталей. При этом в основном удаляют старую пленку окислов, содержащую значительное количество адсорбированной влаги.
Окисную пленку можно удалять с помощью металлических щеток. После зачистки кромки вновь обезжиривают растворителем. При этом, нельзя подготовить и отложить на завтра, продолжительность хранения деталей перед сваркой после зачистки 2—3 ч. При сварке деталей из сплавов алюминия, содержащих магний повышенной концентрации (например, сплава АМгб), перед сваркой кромки деталей и особенно их торцовые поверхности необходимо зачищать шабером. Применение при аргонодуговой сварке флюсов, наносимых на торцовые поверхности перед сваркой в виде дисперсной взвеси фторидов в спирте, также способствует уменьшению количества окисных включений в металле шва.
Соединение
При сварке плавлением алюминиевых сплавов наиболее рациональным типом соединений являются стыковые, выполнить которые можно любыми способами сварки. Для устранения окисных включений в металле швов применяют подкладки с канавкой или разделку кромок с обратной стороны шва, что в некоторых случаях обеспечивает удаление окисных включений из стыка в формирующую канавку или в разделку. При разделке кромок угол их раскрытия ограничивают с целью уменьшения объема наплавленного металла в соединении и как следствие — вероятности образования дефектов. Площади сечения деталей в зоне соединения делают приблизительно одинаковыми.
Присадки
Улучшение кристаллической структуры металла швов при сварке алюминия и некоторых его сплавов достигается модифицированием в процессе сварки. Поэтому при сварке используют присадки (цирконий, титан, бериллий). Введение этих элементов в небольших количествах позволяет улучшить кристаллическую структуру металла швов и снизить их склонность к трещинообразованию.
При выборе присадочного металла учитывают возможность появления в структуре металла швов различных химических соединений. При сварке сплавов алюминия, содержащих магний, с применением присадочной проволоки, содержащей кремний, в металле швов и особенно в зоне сплавления появляются иглообразные выделения Mg2Si, снижающие пластические свойства сварных соединений. Неблагоприятно влияют на свойства соединений из сплавов системы Аl—Mg ничтожно малые добавки натрия, которые могут попадать в металл шва через флюсы.
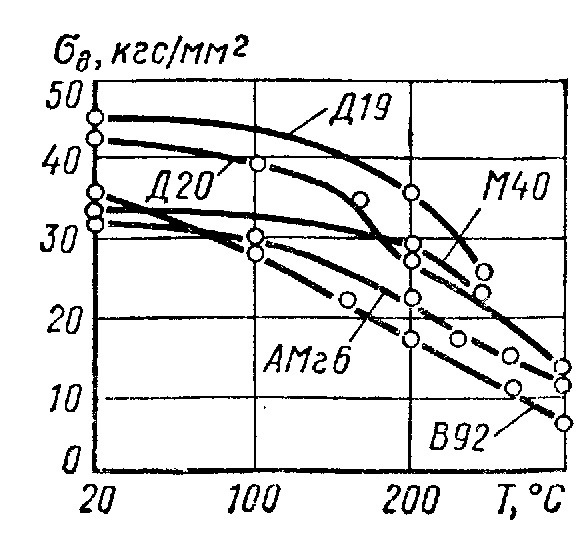
Нас интересует начальный участок кривой В92 (например, как самой показательной). Тут можно легко оценить потери прочности при нагреве всего до 100 градусов, которые легко достигнуть при активной езде летом.
Вот например видео (длительность — 1 минута)
Или вот такой вариант (длительность — 30 сек)
Вместо 343 МПа (~35 кгс/мм2) вы получите 274 МПа (~28 кгс/мм2). Потери – больше 20%! Ну, конечно, скажет пытливый читатель, а почему именно эта кривая? А вы точно знаете из какого именно сплава сделаны Ваши диски? А что, на 10% вы согласитесь со спокойной душой?
В сухом остатке
Механические свойства сварных соединений алюминиевых сплавов зависят от технологии их получения, а также состояния материала до сварки и обработки после сварки.
Важно понимать, что в сварных конструкциях, которые проектируются с учетом характеристик прочности сварных соединений в основном используют полуфабрикаты из деформируемых сплавов – у них микроструктура и хим. состав более-менее приспособлены к сварке. А большинство ремонтирующихся в гаражах дисков – литые.
Я глубоко сомневаюсь, что Вам делали, или обещают сделать именно так как описано выше, глубоко погружаясь именно в Вашу конкретную задачу. Скорее всего вы просто очередной клиент с бабками… Вспомните начало статьи, про Т-34, там люди работали с известными материалами, по известным режимам и даже так – косячили. Думаете что-то кардинально изменилось? Думаете, что именно ваш мастер высоко квалифицирован? Человеческий фактор — это основной фактор нестабильности качества на производстве.
Учитывая всё вышесказанное я бы оценил прочность сварного шва в ваших дисках как 30-50% от исходной. Ну, т.е. вы покупаете новые диски и смело сфрезеровываете 30-50% толщины диска, а затем сразу, едите наваливать на трек, смотреть на результат! Неудачные наезд зимой на бордюр или на что угодно при обгоне – может быть фатален.А если у вас еще и проставки установлены … мммм
Помните, что:
1) У вас обязательно, как бы вы ни старались произойдет изменение кристаллической структуры в области сварки и как следствие – ухудшение механических свойств. Они будут неоднородны по всему диску.
2) Место сварки потенциально будет менее пластично (более хрупко) и менее прочно. Это концентратор напряжений.
3) При сварке дисков КРАЙНЕ важна квалификация сварщика и оснащенность конторы, и максимум что вы сможете достигнуть это 80-90% процентов от начальных свойств, но это только в теории.
4) Самое низкое качество при сварке электродами, за ними следует аргон.
5) Как бы на первый взгляд хорошо не выглядела сварка, диск всё равно поведет (коробление) что отразится еще и на балансировке колес и управляемости автомобиля в целом.
На сладкое — при действии знакопеременных нагрузок прочность соединений относительно невелика. Например, напряжения в листе при усталостном разрушении точечной сварки составляет всего 20 МПа. Для сравнения, у эпоксидной смолы этот показатель 20-90 МПа, т.е. в теории, надежнее будет просто заклеить трещину поксиполом или моментом.
Так что, если вы владелец тойоты с ватным диваном вместо подвески, то вполне возможно вам будет всё равно, но, если вы владелец М-ки, Турбача и т.п. с жесткой подвеской и вдруг решили сэкономить на дисках купив вареные, то, пожалуйста, убейтесь прямо в гараже не выезжайте из гаража.
P. S. Не вошедший в статью доп. материал по теме есть еще в блоге. Подписывайтесь на машину, не пропустите обновлений, они публикуются и в бж и в блоге. Большое спасибо тем, кто делиться этим материалом со своими подписчиками.

Знать все о сварке дисков необходимо не только самим сварщикам, но и автовладельцам. Ведь они должны хотя бы в общих чертах понимать достоинства и недостатки разных технологий, ключевые требования. А профессионалам сварочного дела жизненно важно еще как следует представлять себе и подготовку к работе.
Особенности
Самый важный факт, который сразу необходимо иметь в виду — сварка дисков в условиях дома вполне допустима и даже дает довольно неплохие результаты. Предубеждения на ее счет обычно связаны именно с несоблюдением установленной технологии. Придется обязательно перед ремонтом автомобильных дисков обзавестись надежным, мощным сварочным аппаратом. Следующий немаловажный момент — каждый тип колесных элементов требует своего особого обращения. Это связано с тем, что получают их по разной технологии.
Так, при создании литых конструкций используют алюминий, магний и медь. Эти металлы плавят в определенных пропорциях. Прочность получающегося вещества вполне прилична. Но когда ездят на высокой скорости по неровным участкам, весьма вероятно появление трещин. И не все такие дефекты можно заварить.
Обычно потребность в работе возникает, когда появляются:
трещины в бортах диска;
расколы тех же бортов.



Важно: когда трещина охватывает весь диаметр детали, заниматься сварочными работами нельзя. Никакая прочность шва не компенсирует уже нарастающие напряжения во внутренних слоях. Раскол всего колеса становится вероятен даже при минимальной механической нагрузке. Также спецификой сварки литых дисков будут:
неизбежное изменение структуры сплава и его механических параметров;
потеря части заявленных изготовителем свойств;
непригодность каких-либо методов, кроме аргонной сварки.

Способы
Литой диск обычно сваривают, наплавляя специальный пруток на деформацию. Отсутствие окисления металла (при грамотном исполнении работы, разумеется) позволяет гарантировать плотность и стабильность шва. При наличии инверторного аппарата можно проводить также аргонодуговую сварку. В этом случае применяют неплавкий электрод из вольфрама и специальную присадку.
Сварочная поверхность окажется даже более ровной, чем при обычных работах на воздухе.



Что необходимо?
Для работы потребуются:
устройство электродуговой сварки с подачей переменного тока по стандартам TIG AC/DC;
прутки для добавления присадок;
УШМ и некоторые другие приспособления для расчистки поверхности;
индивидуальные средства защиты;
баллоны с аргоном;
газовые расходомеры на основе манометров;
термометры (особенно важны, если предстоит работать часто).



Подготовка
зачищается участок около фаски;
весь металл обезжиривается при помощи ацетона.
Трещины расширяют, убирая краску не только на поврежденной поверхности, но и в радиусе 1 см от нее. Подготовка к устранению сколов сложнее. Понадобится обрабатывать как проблемную зону, так и заготовку, которая будет ее закрывать после ремонта. Сформировать заплату точно необходимой формы поможет обвод бумаги, приложенной к пораженному участку, карандашом по контуру.



Технология
Как только завершены все приготовительные манипуляции, надо браться за работу, и действовать придется быстро, пока эффект не пропал. Место, назначенное для сварки, прогревают горелкой. Изменение цвета нагреваемого металла зависит от его состава, и этот момент обязательно надо узнавать заранее. Как только достигнут необходимый прогрев, сразу начинают применять присадочный материал. Малейшая задержка недопустима!
Заплатку на скол начинают наносить, прихватывая ее слегка. Это существенно повысит качество сцепления. На толстых дисках сварку ведут поэтапно, с аккуратным расположением швов друг над другом. Подобное требование гарантирует надежность и длительную службу подготавливаемого соединения.
Как только работы завершены и металл остыл, требуется прочистить сварочный шов при помощи УШМ и приготовить его к окрашиванию.


Первоначальный прогрев металла должен происходить до 200 — 250 градусов. Если этого не сделать или повысить температуру больше положенной, сварка может только усилить деформацию диска. К сведению: вместо газовой горелки иногда применяют резаки модели РЗП-300 в режиме бескислородной работы. Начинают с кругового прохода по всей конструкции, и затем уже нагревают необходимую зону. В обоих случаях греть отдельные точки нельзя, нужно совершать колебательные движения по окружности.
Для самой сварки профессионалы часто рекомендуют электроды модели WL-15 с золотистым окрасом. Диаметр инструмента может составлять 0,24 либо 0,3 см. Присадочные прутки должны быть идентичны по составу с материалами самих дисков. Диаметр их в норме совпадает с сечением электрода или близок к нему. Важно: лучше наплавить немного больше металла, чем нужно, и затем убрать его болгаркой, чем сделать некачественный шов.
Сплавы алюминия можно заваривать плавкими электродами модификации ОК 96.50. Пораженную зону в этом случае прогревают горелкой либо паяльной лампой до 300 градусов. Чтобы улучшить розжиг электрода, его согревают до 150 градусов. Заплатки прихватывают на концах и лишь после этого работают с основной длиной.
Глубокие трещины требуется заделать изнутри, добиваясь выхода наружу сварочного расплава.



О том, как выполнить сварку литого диска аргоном, вы можете узнать ниже.
Литые диски уверенно занимают лидирующие позиции среди большинства автолюбителей. По сравнению с обычными штампованными дисками литье куда прочнее и красивее. Но из-за некачественных дорог, летящих с обочины мелких камней и мусора диски могут деформироваться. В большинстве случаев автовладелец получает трещину или скол, а при худшем исходе диск заминается и требует серьезного ремонта.

Сварка литых автомобильных дисков — одна из самых популярных услуг у сервисменов. Зачастую автовладельцам предлагается аргоновая сварка дисков, как наиболее качественная и при этом недорогая. Дополнительно автовладельцу может понадобиться правка литых дисков, здесь тоже не обойтись без сварки. В этой статье мы кратко расскажем, какие особенности есть у литых дисков и как отремонтировать их своими руками.
Общая информация
Как мы писали выше, литые диски пользуются большой популярность. Производители предлагают множество форм и цветов дисков. Такие диски не нуждаются в колпаках, как штампованные, у них нет визуальных недостатков. Без литых дисков не обходится продажа любой дорогой машины.

Современные диски изготавливаются из сплава алюминия и магния. Раньше диски были целиком алюминиевыми, но со временем стало понятно, что качество алюминиевых дисков несовершенно. Они не были стойкими к повышенным механическим нагрузкам и быстро деформировались, особенно на бездорожье. Поэтому к алюминию добавили магний, чтобы сохранить небольшой вес диска, при этом улучшив его эксплуатационные характеристики.
Зачастую в состав добавляется не более 10-15% магния. При этом нужно следить, чтобы на диске была указана марка металла. Зная марку вы сможете легко настроить режим сварки, подобрать нужные электроды и прочие расходники. Это очень важно. Весь ремонт должен производиться расходниками, которые изготовлены из того же металла, что и сам диск. Если этим пренебречь, шов получится некачественным и быстро разрушится.
Технология сварки
Технология ремонта алюминиевых дисков начинается с подготовки металлу под сварку. Это первый этап, и он один из самых важных. Зачистите предполагаемое место шва с помощью шлифовальной машинки или жесткой металлической щетки. Зачистку нужно выполнять сразу перед сваркой. Это связано с тем, что в ходе очистки мы удаляем с поверхности металла окисную пленку, но она обладает свойством самовосстановления. Так что сварку нужно начинать как можно скорее.

Далее нужно разделать кромки. Кромки могут быть разной формы, выбор зависит от толщины металла, который вам нужно сварить. Металл толщиной до 5 миллиметров должен разделываться соединением стык в стык. Металл толщиной от 5 до 20 миллиметров разделывают v-образно, угол раскрытия должен составлять 30-40 градусов. Металл большей толщины разделывается х-образно с двух сторон, угол раскрытия около 30 градусов.
Как мы уже писали, в большинстве случаев производится ремонт дисков аргоном. Сварка аргоном предполагает использование защитного газа, который защищает сварочную ванну от негативного влияния из атмосферы. В дополнение к газу вам понадобятся неплавящиеся электроды и присадочная проволока. Проволоку можно подавать в сварочную зону вручную, полу- и автоматически. Первый вариант актуален, если вы занимаетесь сваркой собственных дисков у себя в гараже и качество шва не так уж важно. Остальные варианты выполняются более опытными сварщиками и с применением профессионального оборудования. На нашем сайте мы уже довольно подробно рассказывали о том, как происходит сварка алюминиевых изделий. Обязательно прочтите.
Вместо заключения

Сварка аргоном
На автомобилях часто используются практичные легкосплавные алюминиевые колесные диски, придающие машине стильный вид. Они эксплуатируются долго, выдерживают большие нагрузки на дорожных неровностях, но иногда получают повреждения при попадании в ямы и колдобины на больших скоростях. Ремонт обходится дорого, занимает немало времени, имеет свои нюансы и особенности. Лучший способ – сварка дисков аргоном. Она восстанавливает поврежденные участки и возвращает изделиям вторую жизнь. Шов получается крепкий и надежный.

Общие сведения
Удары автомобильных колес на дороге – дело привычное. Каждое попадание в яму грозит поломкой дисков и невозможностью выполнения дальнейших поездок. Обод отливается из разных составов. Чистый алюминий для изготовления не используется, в него добавляется от 7 до 15% магния, а также кремний.
Какие повреждения убирают с помощью сварки
Кованый диск отличается высокой хрупкостью, литой – легко гнется.
В результате попаданий в неприятные ситуации на дорогах на металле могут появиться:
Все неисправности, кроме трещин ступицы, поддаются устранению.
Важность грамотной сварки
Устранение дефектов на дисках можно доверять опытному специалисту. При большой востребованности ремонта работники без опыта предлагают свои услуги. В результате вращающийся диск испытывает немалые нагрузки и часто рассыпается при попадании в яму. Это может привести к неприятностям: ушибам, ранениям, разбитым автомобилям и смертельным случаям.
Аргонная сварка литых дисков – дело, требующее:
Необходимо искать для проведения ремонтных работ специалистов с опытом, например РЛД-группы. Простое наложение шва поверх трещины недопустимо. Достичь мастерства можно только на практике, выполняя сварку аргоном сколов на деталях из алюминия и титана.
Квалификация работника исключает дисбаланс колеса, предупреждает его биение и сберегает автомобиль от нежелательных последствий.
Подготовительные работы
Чтобы заварить диск, его нужно правильно подготовить:
- удалить краску;
- разделать сколы;
- на концах трещин высверлить отверстия диаметром 2 мм для снятия напряжения сплава;
- снять абразивным материалом оксидную пленку до блеска стыка;
- обезжирить все кромки;
- для выбора заплаты выбрать обод из того же состава металла;
- места слома обработать шлифмашиной.
.jpg)
Неграмотный подбор материала для заплатки приведет к большому расходу электродов и не даст положительного эффекта. Краску нужно снять по рабочей зоне на 1 см от места сварки для избавления от химических испарений.
Сделать это лучше с помощью шлифмашины с диском толщиной 1 мм. Подготовленные детали свариваются намного качественнее.
Методы сварки для литых дисков
Выбор способов зависит от оборудования, имеющегося в мастерской. Ремонт – это наплавка на дефект металлического прутка под защитой ванны из аргона. Шов не окисляется и получается плотным. При наличии инверторного аппарата для устранения поломок литого диска применяется аргонодуговая сварка. Выбор электрода останавливается на тугоплавком вольфрамовом варианте и соответствующей присадке.
На СТО часто используется работа на полуавтомате с равномерной механической подачей плавящегося материала. После окончания основного процесса и остывания диска его нужно проверить на симметрию. К браку относятся любые отклонения в балансировке.
Приваривание заплат начинается с зачистки места и прихватки материала с обеих сторон. После этого швы формируются окончательно. Заделывание трещин производится изнутри до появления расплавленной массы снаружи. Последняя стадия работы – удаление лишнего металла и шлифовка.

Ремонт с применением аргона совершается на токах большой величины, достигающей 120-140 А. Полученный шов выдерживает сильные нагрузки.
Сварка под защитой газа имеет следующие достоинства:
- Соединяет активные и цветные металлы.
- Дает надежное соединение, представляющее единое целое с деталью и не выделяющееся после обработки.
- Не требует использования флюсов.
- Не происходит окисление металла в рабочей зоне.
- Диски не деформируются при нагревании.
- Сохраняется относительно высокая скорость обработки.
- В ходе работы не появляются искры.
Прочность шва зависит от выбора расходных материалов и инструментов.
Выбор электродов и присадочные добавки
Сварку дисков из легкоплавких материалов ведут с использованием токов обратной полярности. В качестве плавящегося электрода применяют металлические прутья разного состава.
| Марка прута | Применение |
| 1070 и 1100 | Амц, АД1 |
| 1450 с титаном | Для алюминиевых сплавов в пищевой и авиастроительной промышленности |
| 4043 | Сварка кремниевых составов (блоков ДВС и других конструкций) |
| 4047 с кремнием | Снижает деформации и увеличивает текучесть металла |
| 5087 с цинком | Уменьшает вероятность появления трещин |
| 5183 | Работает с Al-Mg и Al-Mn материалами в пищевой и судостроительной области |
| 5356 | AMg3 – AMg6 |
| 5554 | Для сварки химических емкостей и колесных дисков |
| 5556 | Соединяет тавровые заготовки из Al-Mg |
| 5754 | Шов на материалах из Al-Mg проявляет высокую стойкость к коррозии |

Для прочного шва важно правильно выбрать присадочную проволоку. Она бывает с добавками кремния, цинка или титана. Поэтому необходимо изучить паспорт диска с указанием состава, в зависимости от которого выбирается присадка. Если в материале диска преобладает кремний, о чем свидетельствует лопнувшее изделие, проволока нужна с добавлением этого элемента. Изгибы – признак большого содержания магния, присадка выбирается с Mn.
Особенности работы с алюминием и титаном
Сварка с использованием инертного газа производится для соединения деталей из титановых и алюминиевых сплавов.
Для этого применяются следующие способы:
- ручной с вольфрамовым прутком;
- автоматический с плавящимся электродом и аргоновой защитой.
Диски в мастерских ремонтируются чаще всего с помощью ручной сварки. Ток на инверторе устанавливается в пределах 120-140 А, аргон подается за 15-20 сек до начала рабочего процесса. Горелка подносится на расстояние 1,5-2 мм к детали и удерживается в этом положении. Шов получается надежный и прочный. При работе с присадочным материалом нельзя допускать резких движений рукой.
.jpg)
Сварка имеет положительные качества:
- не возникает на месте соединения оксидной пленки;
- можно скреплять детали из тонкого материала.
Чем больше повреждение, тем мощнее должен быть инвертор.
Описание и порядок ремонтных работ
Ремонт производится в следующем порядке:
- с колеса снимается покрышка и осматривается диск на предмет обнаружения трещин и сколов;
- покрытие очищается от грязи, пыли и следов масла;
- трещины прорезаются шлифмашиной и обезжириваются;
- производится аргонодуговая сварка с присадочной проволокой;
- остывший шов подвергается механической обработке.
Кованый или литой колесный диск варится в атмосфере аргона. Без него место соединения получается непрочным, быстро лопается. Заплаты прихватываются с обеих сторон, затем формируются швы. После затухания электрической дуги подача газа отключается через 10-15 секунд. За это время шов успевает схватиться. Присадочный материал подбирается в зависимости от толщины соединяемого металла: проволока должна быть немного меньшего диаметра. На инверторе включается функция Down Slope. Она помогает дуге затухать плавно.
Если наплавка производится в больших объемах, лучше использовать режим импульсный. Наращивание делается постепенно. Сварку рекомендуется начинать изнутри, затем снаружи с присадкой марки 4043, содержащей магний или кремний. Лишний металл удаляется во время обработки, которая заключается в очистке кромок и плоскостей от наплывов. Замеченные недостатки необходимо устранять сразу.
Рекомендации от мастеров
Начинающим сварщикам могут оказаться полезными советы опытных коллег.
От глубины сколов зависит наносимое количество слоев металла. Шов делается длиной до 3 см. Трещины заплавляются изнутри, потом снаружи. Место сваривания предварительно нагревают до 250-300°С. Проверить температуру можно хозяйственным мылом: коричневый цвет отметки свидетельствует о достижении 250°, черный – 300.
Вырезы лучше выполнять фрезой, которая не даст остаткам стружки попасть в шов. Учиться следует на простых деталях, постепенно переходя к более сложным работам. В аргон можно добавлять до 5% углекислого газа. При замене отколотого куска в качестве донора используется диск из того же материала, что и ремонтируемый. Обрабатывать полученный шов можно на токарном станке. Он позволяет операции провести с точностью до микрон.
Читайте также: