
Как разобрать кардан уаз в шлицах

После нескольких экспериментов с навариванием на кардане, в том числе и не особо удачных, занялся ремонтом карданов со своей машины.
Наваривание проводил на токе порядка 110-115 ампер, плотным швом, электродами МР-3С, глубина вваривания металла в тело кардана порядка 2-2,5 мм, было наложено 7 кольцевых швов (хотя думаю и 6 швов было вполне достаточно), варил один к одному, проваривал по 2 кольца и закаливал в воде


После шлифовки получился вот такой результат


Качка по шлицам нулевая, продольное движение по шлицам без проблем.
Ну а раз результат меня устроил то решил заодно и крестовины поменять

Для установки крестовин использовал самодельный механический пресс



Для смазки использовалась вот такая смазка, после запрессовки прокачал при помощи вот такого шприца, думаю он многим знаком по Жигулям

Кардан на место еще не устанавливал, но думаю отходит он после такого ремонта достаточно долго
Запчасти
УАЗ 31514 1997, двигатель бензиновый 2.4 л., 76 л. с., полный привод, механическая коробка передач — своими руками
Машины в продаже
Комментарии 39

Делал я тоже подобные попытки продлить жизнь мертвому кардану. Только швы накладывал не поперек а вдоль тела. Сначала 4, потом еще 4, а потом пошел и купил новый. Уже 6000 км проехал на нем, правда шприцую постоянно, но пока нареканий не вызывает. А такой ремонт все равно не на долго, но какое-то время еще походит.

Я в прошлой записи уже пояснял что продольное и кольцевое наваривание это абсолютно разные вещи.
Если коротко то получается что наваривая вдоль ты уплотняешь металл только над одним, максимум двумя шлицами, а проходя кольцом этот процесс проходит над всеми шлицами, поэтому если прогнать даже 8 продольных швов то затронешь только 8 шлицов, а не все как при наваривании кольцами

нормально получилось, а чем снимал лишний металл с кардана? Болгарином?
Да, сначала шлифовочный диск, потом лепестковый, главное не перестараться. Задний хочу на токарном ободрать если получится закрепить в станке

Будем надеяться и ждать сколько пробегает.
Надеюсь не меньше чем новые до этого, в прошлом году перед зимой поставил комплект новых карданов, так они на пробеге в 4000 км стали хуже чем старые до этого
Мой передний совсем плох, думаю попробовать так же проварить. Только я за использование трансмиссионки в шлицах. Все же тут у нас трение металла по металлу под нагрузкой. GL-5 самое то будет.
"Масла для наиболее загруженных передач, работающих в суровых условиях. Содержат до 6,5 % эффективных противозадирных и других многофункциональных присадок. Основное предназначение — для гипоидных передач, имеющих значительное смещение осей. "
Я тоже пробовал прокачивать маслом, но в моих условия получалось что кардан вечно мокрый и в налипшей грязи, у нас есть участок дороги после которого все грязное, а с консистентной смазкой, я сейчас прокачал смесью Литола и МС-1000, нет таких явных жирных подтеков
набивка не держит?
Да менял я несколько раз войлок, только чуть начинает шлицевая подгуливать и все, начинает подтекать
по мне так пусть течет, это означает что смазка там еще есть ;)… Зато трансмиссионка должна помочь шлицам дольше не изнашиваться.
Я уже задумывался над этим вопросом, и путем обмера нескольких карданов, и абсолютно новых, и сильно изношенных, пришел к выводу что сама шлицевая по сути изнашивается очень мало, а раскачивание шлицов происходит даже не столько по причине износа шлицов, а по причине ослабления металла внешней шлицевой муфты, из-за чего она и становится свободнее чем надо. Именно поэтому я и решил пойти по пути усадки металла муфты, а не наваривания шлицов
Внешняя вспухает? Увеличивая свой диаметр и из-за этого растет зазор в шлицах?
Нет, он не вспухает, происходит развальцовывание, боковые усилия от внутренней части шлицевой давят в бок и потихоньку расширяют внешнюю муфту, грубо говоря немного увеличивается внутренний диаметр шлицевой муфты
Тогда надо обварить кольцевым швом с валиком, чтобы увеличить прочность против развальцовывания. И может даже шов не стачивать полностью, а только сгладить чтобы не цепляло мусор.
Ну так по сути я так и сделал, одна машина с наваренными таким образом карданами уже ездит, человек сказал что вибрации вообще пропали
Тогда возникает идея превентивного тюнинга- у нового кардана обваривать кольцевым швом чтобы увеличить прочность этого места.
Боюсь будет мало толку, я обварил купленный в прошлом году кардан, его материал не поддается критике, точно пластилиновый, и варится намного хуже, и что вообще поразило во многих местах крупные поры в литье

Нищебродства и незатейливого экспериментаторства псто.
Прошлый год менял пружины. Поставил фобос. Машина поднялась. Кардан удлинился соответственно, по шлицевой вылез примерно на 1 см.
До всех этих дел, зимой на полном приводе, и только на скорости, ощущалась легкая, почти незаметная вибрация.
Под конец этой зимы вибрация, мелкая, зудящая уже стала довольно ощутимой на скоростях выше 50 км/ч.
Не беда, сказал я сильно матом.
Приготовив сварочный аппарат, и взяв на всякий новые крестовины, погнали к другу в цех на выходных.
Он снимал размеры багажника что-бы начать таки делать мне спальник – рундук. Я же снимал кардан передний. Ну вот! Люфт в шлицевом, просто плять неприличный.
Забегая вперед скажу – кардан передний мне попался сделанный эталонными рукожопами.
Балансирных грузов, вагон и маленькая тележка натурально сверху. Вот прям друг на друге. Шмоток сварки не обрезанный с другого конца. Так и балансировали. ППЦ.
Как выяснилось шлицевая кроме заложенной на заводе, нормальной смазки не видела.
Шприцуя щлицевую замечал что смазка выходила через неплотность заглушки со стороны вилки. Со стороны шлицов никогда.
Сейчас же, при манипуляциях с карданом заглушка выпала, вся кривая…как она так долго там держалась? Наверно приросла к тому что когда то было смазкой с завода.
Под заглушкой была пробка из бывшей смазки, грязи и воды и хз еще чего. Новая смазка на шлицы не попадала практически, а выходила прямиком из тавотницы через заглушку наружу. Почистил, забил вручную смазку свежую, а заглушку приварил нах.
Этот кардан мне уже чёт не жалко. Если что-то пойдет не так, покупается новый.
Теперь по реанимационным мероприятиям полумертвой шлицевой части.
Сварка как известно стягивает металл. Ну дык стянем шлицевую. Попробую и я этот ветхозаветный способ.
Обваривал в кардан сборе, что бы потом кувалдой не заколачивать собирая.
Проваривал по кругу, а не вдоль. Вдоль может увести и будет слегка буква зю.
Пять колец в общем. Начинал от резьбы и далее. Последний провар сделал по первому.
После каждого провара окунал в ведро с водой на пару тройку секунд.
Окончательно остывал на воздухе.
Электрод 3мм озс. Режим 140 ампер, почти резка. Тут главное не шов, а глубина локального провара и соответственно нагрева.
Стянуло, чо. Люфт пропал, ход по шлицам остался. Ход с легким усилием. Это важно, а то потом натягивать к хвостовику то еще удовольствие.
Сварочные рубцы полностью не зачищал. Снял только явные наплывы металла и выровнял на глаз на наждаке.
Поставил на место, не забыв люфты хвостовиков проверить, там всё ок. Всё без ямы кстати. Просвет то позволяет орудовать под машиной спокойно, без приступов клаустрофобии.
Выехали на загородную дорогу, трассой назвать трудно. Полный привод — вкл. Разгон до сотки, больше зимой не езжу.
Отлично! Вибраций, зуда и прочих треморов замечено не было.
Надолго ли хватит? Я не знаю, время покажет. У кого- то быстро опять разбило, кто — то ездит и не вспоминает. Слишком много нюансов в этом деле, начиная от того как делать, какого качества металл шлицевой, закалка, отпуск и так далее вплоть до смазки и условий последующей эксплуатации.
Снимаем карданную передачу (см. Снятие карданной передачи).

Зубилом выправляем обойму сальникового уплотнения в местах ее контровочного кернения.
Трубным ключом отворачиваем обойму и сдвигаем ее вдоль вала.
Зубилом или кернером наносим установочные метки на скользящую вилку и карданный вал.
Снимаем скользящую вилку с вала.
…и выталкиваем из обоймы поочередно стальное, войлочное, резиновое и второе стальное разрезные кольца.
Снимаем кольца с вала.
Снимаем с вала обойму.
Очищаем шлицевое соединение от грязи и старой смазки. Промываем детали в керосине или дизельном топливе. Следы задиров и коррозии на шлицах и гладкой части вала удаляем мелкой шкуркой. Сильно изношенные и поврежденные резиновое и войлочное кольца заменяем. Измеряем радиальный зазор в шлицевом соединении, для чего,…
…вставив шлицевой хвостовик в отверстие вала и покачивая вал, индикатором, установленным на расстоянии 80–100 мм от шлицев замеряем зазор. Он должен быть не более 1,5 мм. В противном случае заменяем карданную передачу в сборе.
Наносим смазку на шлицы вала, войлочное кольцо пропитываем трансмиссионным маслом.
Собираем шлицевое соединение, совмещая установочные метки, при этом вилки шарниров должны встать в одной плоскости.
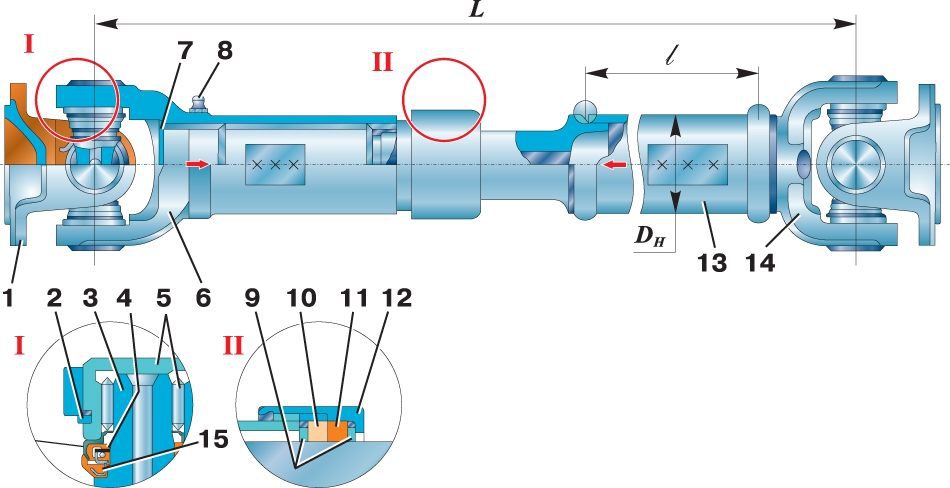
2 – стопорное кольцо; 3 – крестовина; 4 – резиновая армированная манжета; 5 – игольчатый подшипник; 6 – скользящая вилка; 7 – заглушка; 8 – пресс–масленка; 9 – стальные разрезные кольца; 10 – войлочное кольцо; 11 – резиновое кольцо; 12 – обойма;
Передача крутящегося момента к ведущим мостам осуществляется карданными валами ( рис. 3.75) открытого типа, каждый из которых имеет подвижное шлицевое соединение и по два карданных шарнира.
Конструкция задних и передних карданных валов одинаковая. Они отличаются только длиной, а также тем, что задние карданные валы имеют тонкостенную трубу 13 ( рис. 3.75), а передние выполняются комбинированными из трубы и вала.
Периодически проверяйте затяжку болтов крепления фланцев карданных валов к фланцам раздаточной коробки и ведущей шестерни главной передачи переднего и заднего мостов. Проверяйте зазоры у шарниров и шлицевого соединения, смазывайте их в соответствии с указаниями таблицы смазывания.
Для смазывания пользуйтесь шприцем со специальным наконечником. Этот наконечник надевается на шприц и входит в комплект инструмента водителя.
Вводить в шлицы излишнюю смазку не следует, так как она будет выбрасываться из шлицевого соединения, что приведет к преждевременному выходу из строя сальников и может выбить заглушку скользящей вилки. Никаких регулировок карданные валы не требуют.
Карданные валы балансируются динамически. Дисбаланс устраняйте приваркой пластин на концах вала. При индивидуальном методе ремонта пригодные к дальнейшей работе детали устанавливайте на прежние места, где они приработались. Такие детали перед снятием пометьте любым способом, не вызывающим их порчи (краской, кернением и т.д.).
1. Отверните обойму 12 (см. рис. 3.75) сальникового уплотнения шлицевого соединения, предварительно выправив ее в местах кернения, и сдвиньте уплотнение в сторону трубы.
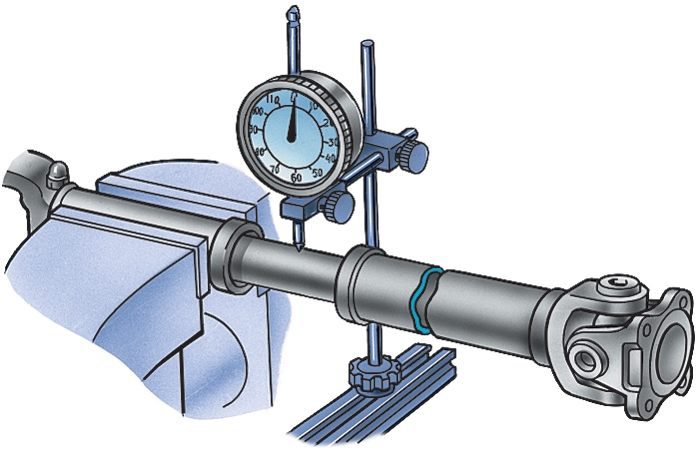
Замерьте индикатором радиальный зазор шлицев карданного вала ( рис. 3.76) на расстоянии 75–80 мм от шлицевого конца вилки в двух перпендикулярных плоскостях и запишите его величину.
3. Выпрессуйте при помощи приспособления 71–2427 стаканы игольчатых подшипников из отверстий ушков вилок и отсоедините вилки кардана.
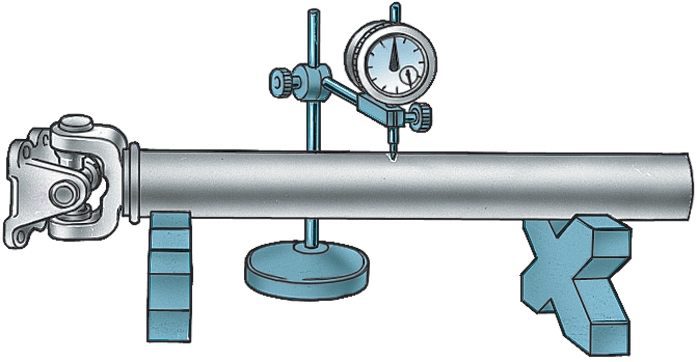
1. Выправьте или замените погнутый вал. После правки допустимое биение вала должно быть не более 0,6 мм в любой точке по его длине ( рис. 3.77). Правьте вал на призмах.
5. Замените изношенные детали шпилевого соединения карданного вала, если радиальный зазор в шлицах превышает 1,3–1,5 мм.
6. Замените изношенные вилки, если диаметр отверстия под подшипник более 30,02 мм или размер между плоскостями ушков вилки превышает величину 60,1 мм.
9. При износе или поломке отдельных деталей вала замените вал, если нет возможности его балансировать. Допускается замена комплекта крестовины с подшипниками и сальниками в сборе без балансировки вала, если при этом не появляется вибрация.
1. Установите на шлицевой конец карданного вала обойму 12 (см. рис. 3.75), войлочное кольцо 10, резиновое кольцо 11 и кольца 9.
3. Наверните обойму 12 до отказа и закерните в двух противоположных местах так, чтобы край обоймы немного загнулся в выточку скользящей вилки.

4. Установите крестовины и вилки шарниров так, чтобы пресс-масленки шлицевого соединения и крестовины, расположенной у моста, находились в одной плоскости и на одной стороне вала, а масленка крестовины противоположного конца вала – на 90° против часовой стрелки, если смотреть со стороны моста ( рис. 3.78).
5. Закрепите вилку с крестовиной в приспособление или тиски и запрессуйте в проушины стаканы игольчатых подшипников. При этом следите, чтобы не заворачивалась рабочая кромка сальников торцевых уплотнителей подшипников.
7. Смажьте перед сборкой шарниры смазкой Литол–24, для чего заполните смазкой каждый подшипник на 1/2 его объема.
– величину углового перемещения в шарнирах собранного карданного вала. Величина углового перемещения для одного шарнира не должна превышать 0,3 мм (номинальная величина 0,23 мм) на радиусе 35 мм под действием крутящего момента 98–117 Н·м (10–12 кгс·м).
При замене фланцев или вилок собранный вал отбалансируйте динамически. Допустимый после ремонта дисбаланс – не более 26 гс·см.
Вам потребуются: оправки для выпрессовки и запрессовки крышек игольчатых подшипников крестовины, молоток, металлическая щетка, отвертка с плоским лезвием.
1. Тщательно очистите детали карданных шарниров от грязи.

2. Пометьте взаимное расположение вилок карданного шарнира.
Предупреждение
Карданные валы в сборе отбалансированы на заводе-изготовителе. Поэтому при последующей сборке необходимо сохранить взаимное расположение деталей, иначе при движении автомобиля могут возникнуть вибрации.
Полезный совет

Легкими ударами молотка осадите стаканы игольчатых подшипников внутрь вилок, чтобы ослабить посадку стопорных колец.


3. Отожмите концы стопорного кольца, сдвиньте его в сторону…
4. …и, поддев отверткой, снимите стопорное кольцо подшипника карданного шарнира. Аналогично снимите остальные стопорные кольца.


5. Установите полый упор под проушину вилки карданного шарнира ударами молотка по оправке, установленной на стакан подшипника…
6. …и выпрессуйте подшипник.


7. Повернув карданный вал на 180°, выпрессуйте второй стакан игольчатого подшипника, аккуратно ударяя через оправку по цапфе крестовины.
8. Снимите вилку-фланец…


9. …и торцовый уплотнитель подшипника.
10. Выпрессуйте остальные подшипники и снимите крестовину.
11. Аналогично разберите второй шарнир карданного вала.
Предупреждение
Установите крестовины и вилки шарниров так, чтобы пресс-масленки скользящей вилки и крестовины находились в одной плоскости и на одной стороне вала, а масленка крестовины противоположного конца вала была смещена на 90° против часовой стрелки, если смотреть со стороны моста.
12. Установите детали в порядке, обратном снятию, совместив метки, нанесенные перед разборкой.
13. После сборки карданных шарниров проверьте легкость перемещения вилок - они должны перемещаться без люфтов и заедания.
Видео про "Разборка и сборка карданной передачи" для УАЗ 31519
Замена крестовин кардана уаз Ремонт КПП УАЗ Буханка (снятие, ремонт, установка) Замена крестовины карданаЧитайте также: