
Как правильно установить поршневые кольца на газель 405 двигатель
Упругость поршневых компрессионных колец, сжатых стальной лентой до зазора в стыке 0,4 мм, должна быть 17,5 — 25,0 Н. С увеличением изнашивания нарушается правильная геометрическая форма гильз цилиндров, увеличиваются зазоры в стыках колец, зазоры между кольцами и кольцевыми канавками в поршне; упругость колец сильно падает. Все это приводит к нарушению их герметизирующих свойств. С увеличением изнашивания возрастает и количество газов, проникающих в картер двигателя, начинается повышенный расход масла.
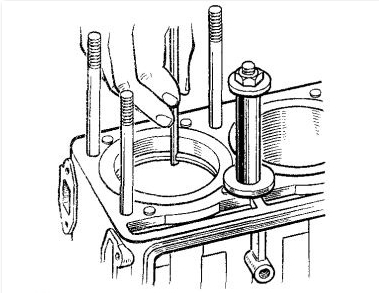
А вот основной причиной, определяющей необходимость замены поршней, является износ канавок под поршневые кольца. Увеличенный зазор между канавкой и кольцом способствует интенсивному перекачиванию масла в надпоршневое пространство. При больших изнашиваниях поршневых канавок замена одних только колец не даст положительных результатов, поэтому, если зазоры между торцом кольца и канавкой в поршне больше 0,15 мм, заменяют поршни и кольца новыми. Поршни заменяют с подбором по гильзам (если, конечно, Вы не меняете всю поршневую группу), в которых они будут работать. Подбирают поршни по усилию протягивания ленты-щупа толщиной 0,05 мм, шириной 10 мм и длиной 250 мм между поршнем и гильзой.
Подбор поршней по гильзам.
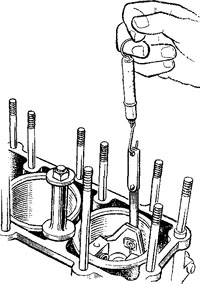
Ленту-щуп закладывают между гильзой и поршнем со стороны, противоположной прорези на юбке поршня по всей его длине. Усилие при протягивании ленты-щупа должно быть 35— 45 Н для новых гильз и поршней и 20 — 30 Н для гильз и поршней, бывших в употреблении. Подбирают поршни обязательно без поршневых пальцев при нормальной комнатной температуре (+20 °С). Если по каким-либо причинам подбор приходится делать при температуре, отличной от комнатной, то усилие протягивания ленты должно быть ближе к верхнему пределу при температуре выше 20 °С и ближе к нижнему пределу при температуре ниже 20 °С. После подбора поршни маркируют в соответствии с номерами цилиндров, к которым они подобраны.
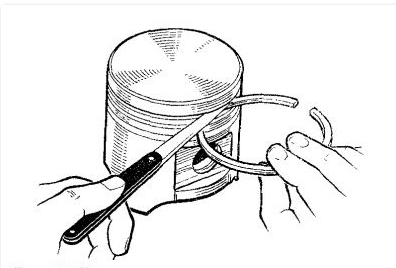
Если Вы ставите уже всю поршневую группу, новую, то конечно же будет легче. Но все же я Вам рекомендую ставьте поршень со своей гильзой как были упакованы. Поршневые кольца тоже нужно будет подобрать и проверить. Поочередно устанавливаем кольца в цилиндр на глубину 20–30 мм и щупом измеряем зазоры. Компрессионные кольца должны иметь зазор в замке 0,3–0,6 мм, маслосъемные — 0,3–1,0 мм.
Проверка зазора в стыках поршневых колец.
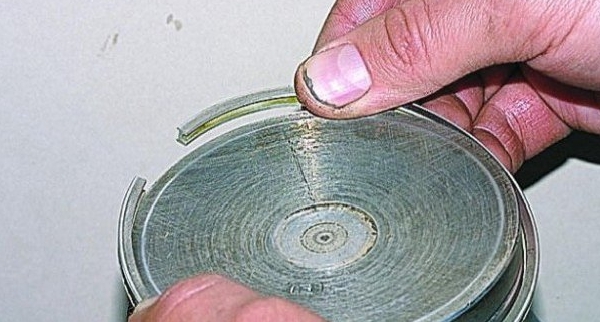
Если Вы ставите, поршневую группу, бывшие в употреблении, то нужно обязательно померить нутромером не изношены ли гильзы, согласно таблице. Нужно будет проверить еще зазоры между торцами и стенками поршневых канавок при помощи новых поршневых колец. Зазор проверяем в нескольких точках по окружности поршня. Величина бокового зазора для компрессионных колец должна быть 0,050–0,082 мм, для сборного маслосъемного кольца 0,135–0,335 мм.
Проверяем зазоры колец в поршневых канавках.
Теперь же нужно будет все кольца надеть на свои места в поршневых канавках. Обычно на упаковке, поршневых колец, производитель показывает в какой последовательности надевать поршневые кольца. Если же окажется, что инструкции нет, то нужно будет проделать следующее:
- Надеваем кольца на поршень, начиная с маслосъемного кольца;
- Раскрыв замок расширителя маслосъемного кольца, устанавливаем его в нижнюю канавку кольца, после чего сводим концы расширителя;

- Надеваем на расширитель маслосъемное кольцо, надписью к днищу поршня, угол между замками расширителя и кольца — 45 градусов;

- Устанавливаем нижнее компрессионное кольцо, надписью и фаской с внутренней стороны кольца, так же к днищу поршня;

- И наконец, устанавливаем верхнее компрессионное кольцо.

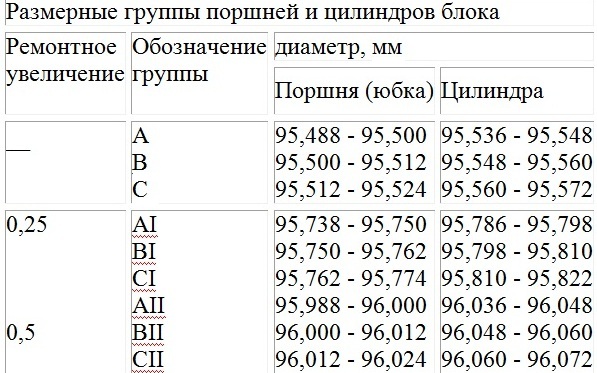
Нужно знать что для авторемонтного производства выпускают поршни номинального и трех ремонтных размеров. Для обеспечения подбора по гильзам поршни рассортированы на пять размерных групп, которые обозначены буквами русского алфавита. Обозначение размерной группы выбито на днище поршня. Размерные группы поршней номинального и ремонтного размеров, а также их обозначения приведены в таблице 1.
Подсборка шатунно-поршневой группы двигателя ЗМЗ-40524
Очистить днища поршней и канавки для поршневых колец от нагара
Поршни в цилиндры блока должны устанавливаться группа в группу, в соответствии с таблицей
Поршни по наружному диаметру юбки и цилиндры по внутреннему диаметру сортируются на три размерные группы и маркируются буквами - A, B, C.
Буква, обозначающая размерную группу диаметра цилиндра, наносится краской на наружной поверхности блока цилиндров справа, против каждого цилиндра.
Размерные группы диаметров цилиндров определяются при изготовлении блока цилиндров.
При ремонте двигателя бывшего в эксплуатации и имеющего износ цилиндров необходимо провести повторные замеры диаметров цилиндров и определить их группу.
Замеры диаметров цилиндров производить при температуре плюс 20±3˚C.
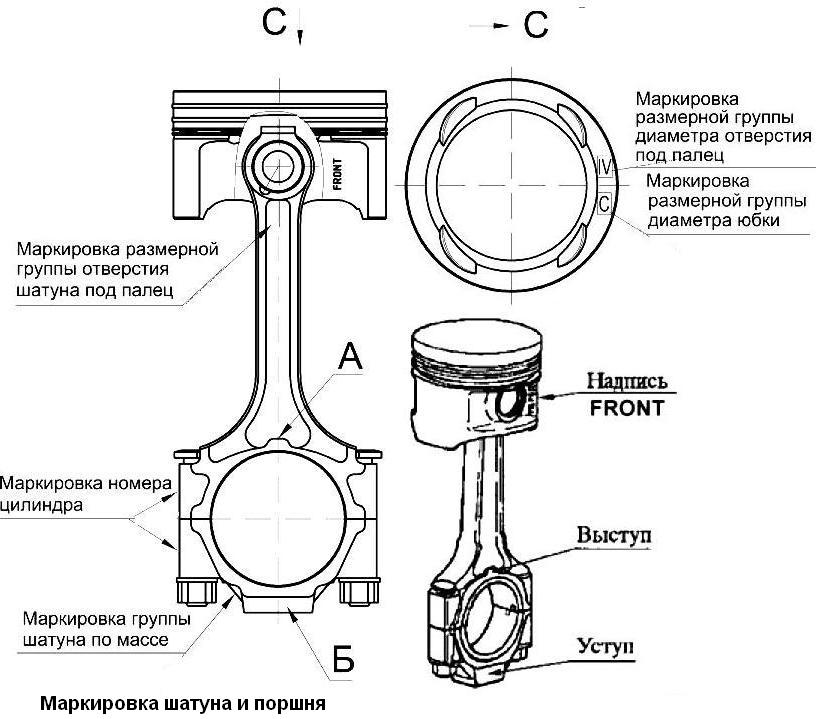
Поршни маркируются буквами на днище (Рисунок 1). Наибольший диаметр юбки поршня расположен в плоскости, перпендикулярной оси поршневого пальца на расстоянии 47,5 мм от днища поршня.
Замеры диаметров юбки поршней производить при температуре поршней плюс 20 ± 3 °С.
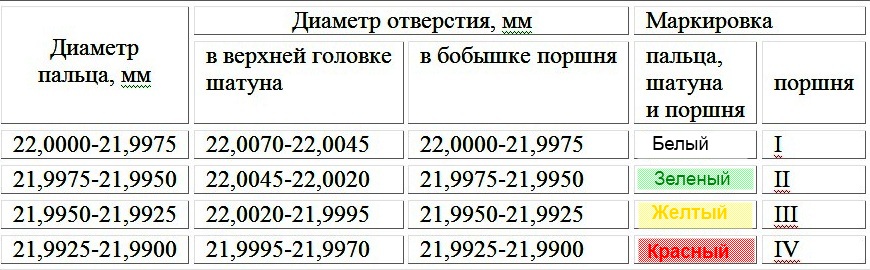
Пальцы по наружному диаметру, шатуны и поршни по диаметру отверстия под палец сортируются на четыре размерные группы, которые маркируются краской или римскими цифрами (Таблица 1).
Размерная группа отверстия шатуна под палец маркируется краской на стержне в зоне поршневой головки. Группа отверстия поршня обозначается римскими цифрами, выбитыми на его днище (Рисунок 1), а пальца - римскими цифрами, выбитыми на торце.
Шатун должен быть собран с пальцем одной размерной группы.
При превышении непараллельности осей отверстий поршневой и кривошипной головок максимально допустимой величины шатун деформирован и подлежит замене.
В случае износа отверстия втулки шатуна под палец более допустимого необходимо заменить втулку, выполнить проточку во втулке под масляный канал и обработать отверстие втулки под палец.
Перед установкой новой втулки замерить диаметр посадочного отверстия шатуна — при износе отверстия более допустимого шатун браковать.
Замеры поршней, пальцев и шатунов производить при температуре 20±3 °С.
Размерные группы пальцев, поршней и шатунов
диаметр, мм
Маркировка
Пальца
Отверстия
Шатуна
Поршня и пальца
В бобышке
поршня
Во втулке
шатуна
Шатуны по массе сортируются на три группы и маркируются краской на крышке шатуна (Рисунок 1). Цвет маркировки:
— белый — соответствует массе шатуна 900. 905 г;
— зеленый — 895. 900 г;
— желтый — 890. 895 г.
Для установки на двигатель следует брать шатуны одной группы по массе. Поршни по массе не сортируются.
Проверить разницу масс подобранных комплектов поршень, палец, шатун и кольца, которая не должна превышать 10 г.
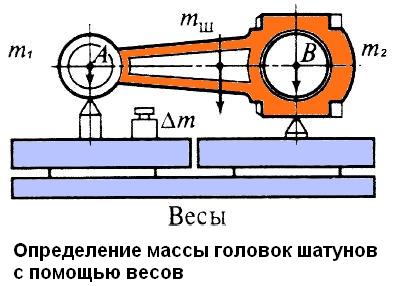
При большей разнице масс комплектов с целью исключения повышенных вибраций двигателя следует выровнять массу комплектов, для этого снять металл у шатунов более тяжелых комплектов с весовых бобышек поршневой или кривошипной головок, в зависимости от массы головок, до размера, не менее указанного на рисунке 3.
При удалении материала масса головок шатуна не должна выходить из следующих пределов: поршневой (m1) —211. 217 г, кривошипной (m2) — 679. 688 г.
Смазать поршневой палец маслом, применяемым на двигателе, и вставить в отверстия поршня и шатуна.
Кольца, предназначенные для установки в цилиндры номинального диаметра, маркируются желтой краской на верхнем компрессионном кольце.
Для установки в цилиндры первого ремонтного размера - голубой, второго ремонтного размера - зеленой.

Тепловой зазор, замеренный в стыках, помещенных в цилиндр (Рисунок 4), для новых колец должен быть:
— 0,25. 0,45 мм у верхнего компрессионного кольца;
— 0,45. 0,65 у нижнего компрессионного кольца;
— 0,30. 0,55 мм у коробчатого маслосъемного кольца.
Для изношенных колец допускается максимальный размер в замке не более 1,5 мм.
Кольца для замера теплового зазора в замке помещать в верхнюю неизношенную часть цилиндра (от верхней кромки цилиндра до места расположения первого компрессионного кольца при нахождении поршня в ВМТ) или в оправку аналогичного диаметра.
Поверхность цилиндра предварительно очистить от нагара. Установка поршневых колец с меньшим тепловым зазором в стыке приведет к схождению стыка кольца при работе двигателя и надиру цилиндра.
Установка изношенных колец с большим зазором приведет к снижению давления такта сжатия и повышенному угару масла.
Проверить щупом боковой зазор между кольцами и стенкой поршневой канавки (Рисунок 6). Проверку произвести по окружности поршня в нескольких точках.
Величина бокового зазора должна быть для новых колец и поршней 0,045. 0,090 мм. Для изношенных колец и поршней допускается максимальный зазор не более 0,15 мм.


Вставить поршня в цилиндры следующим образом:
— протереть салфеткой постели шатунов и их крышек, протереть и вставить в них вкладыши,
— повернуть коленчатый вал так, чтобы кривошипы первого и четвертого цилиндров заняли положение, соответствующее НМТ;
— смазать вкладыши, поршень, шатунную шейку вала и первый цилиндр чистым маслом для двигателя;
— развести замки колец на угол 120° (ориентировочно) друг к другу, при этом стык пружинного расширителя должен быть размещен напротив замка коробки маслосъемного кольца до установки кольца на поршень.
Рекомендуется не располагать замки колец в плоскости, перпендикулярной оси пальца;
— надеть на болты шатунов предохранительные наконечники, с помощью специальной оправки с внутренней конусной поверхностью сжать кольца и вставить поршень в цилиндр (Рисунок 7).

Перед установкой поршня следует еще раз убедиться, что номера, выбитые на шатуне и его крышке, соответствуют порядковому номеру цилиндра, проверить правильность положения поршня и шатуна в цилиндре.
Подтянуть шатун за кривошипную головку к шатунной шейке, снять с болтов латунные наконечники, надеть крышку шатуна.
Крышку шатуна следует ставить так, чтобы номера, выбитые на крышке и шатуне, или пазы под вкладыши находились с одной стороны.
Завернуть гайки динамометрическим ключом моментом 68. 75 Нм (6,8. 7,5 кгсм).
В таком же порядке вставить поршень четвертого цилиндра.
Повернуть коленчатый вал на 180˚ и вставить поршни второго и третьего цилиндров.
Повернуть несколько раз коленчатый вал, который должен вращаться легко от небольшого усилия.
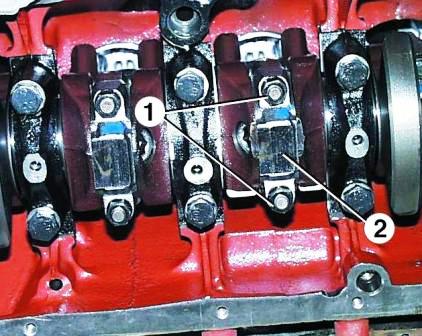
4. Отвернуть гайки 1 шатунных болтов и снять крышку 2 шатуна.
Так как крышка сидит плотно, сбить ее несильными ударами молотка.
Вынуть из крышки вкладыш шатунного подшипника.
5. Протолкнуть поршень в цилиндр так, чтобы он вышел из цилиндра, и затем вынуть его вместе с шатуном.
Вынуть из шатуна вкладыш шатунного подшипника.
Вынимать поршень с шатуном из цилиндра нужно осторожно, чтобы не повредить зеркало цилиндра.
Проверить метки на шатуне и крышке шатуна.
Если метки не видны — пометить шатун и крышку номером цилиндра.
6. Таким же образом вынуть остальные поршни с шатунами.
7. С помощью съемника снять поршневые кольца.
8. Снять стопорные кольца с двух сторон поршня.

9. Выпрессовать специальным приспособлением поршневые пальцы.
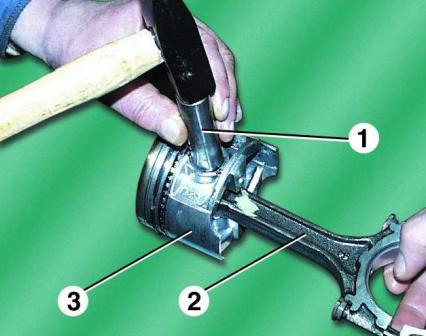
Если приспособления нет, можно выбить поршневые пальцы легкими ударами молотка через оправку 1.
Вынуть шатун 2 из поршня 3.
10. Таким же образом снять остальные поршни с шатунов.
11. После разборки промыть все детали в бензине.
Очистить поршни от нагара.
Прочистить канавки под поршневые кольца старым поршневым кольцом или обломком кольца.
Осмотр, проверка и ремонт
1. Осмотреть поршни. Если на них есть задиры, следы прогара, глубокие царапины, поршни заменить.
Измерить диаметр поршня.
Если он меньше 91,9 мм, поршень заменить. Диаметр поршня измеряют в плоскости, перпендикулярной оси поршневого пальца, на 8,0 мм ниже оси поршневого пальца.
Поршень установлен в цилиндре с зазором 0,024 –0,048 мм.
Для того чтобы обеспечить величину зазора, поршни разбиты по диаметру на пять размерных групп А, Б, В, Г и Д.
Буквенная маркировка выбивается на днище поршня.
При подборе поршня к цилиндру нужно обеспечить указанный выше зазор.
Предельно допустимый зазор между поршнем и цилиндром равен 0,25 мм.
Зазор между поршнем и цилиндром можно определить промером поршня и цилиндра.
В запасные части поставляются поршни двух ремонтных размеров: с увеличенным на 0,5 мм диаметром и на 1,0 мм.

2. Измерить зазор между поршневым кольцом и канавкой на поршне в нескольких местах по окружности поршня.
Зазор должен быть в пределах 0,05 –0,087 мм для компрессионных колец и 0,115 –0,365 мм для маслосъемного кольца.
Если зазоры превышают указанные, нужно заменить кольца или поршни.

3. Измерить зазоры в замках поршневых колец.
Для этого вставить кольцо в цилиндр и продвинуть поршнем как оправкой, чтобы кольцо встало в цилиндре ровно, без перекосов.
Измерить щупом зазор в замке кольца, он должен быть в пределах 0,3 –0,6 мм для компрессионных колец и 0,5 –1,0 мм для дисков маслосъемных.
Если зазор превышает указанный, кольцо заменить.
Если зазор меньше, можно спилить концы кольца напильником, зажатым в тисках. При этом кольцо перемещают по напильнику вверх- вниз.
4. Проверить посадку поршневого пальца в верхней головке шатуна.
Зазор между пальцем и втулкой верхней головки шатуна должен быть в пределах 0,0045 –0,0095 мм.
Пальцы, поршни и шатуны разбиты на четыре размерные группы и маркируются краской.
Палец маркируется на внутренней поверхности с одного конца, шатун — на стержне, поршень — на нижней поверхности одной из бобышек или выбивается римская цифра на днище поршня.
Размерные группы поршней, шатунов и пальцев приведены в таблице.
Слегка смазать поршневой палец моторным маслом и вставить в верхнюю головку шатуна.
Палец должен входить в головку от усилия большого пальца руки ровно, без заеданий.
Шатун должен проворачиваться на пальце под действием собственного веса из горизонтального положения.
Палец не должен выдвигаться или выпадать из головки шатуна под действием собственного веса, если шатун повернуть так, чтобы палец встал вертикально.
Поршневой палец и шатун должны быть одной или соседних размерных групп.
5. Поршни с поршневыми кольцами, пальцами и шатунами в сборе подбирают по массе. Разница по массе для одного двигателя должна быть не больше 10 г.
6. Осмотреть шатунные вкладыши. Если на них имеются задиры, риски, выкрашивания и т.д., их нужно заменить.
7. Установить на шатуны крышки и измерить диаметр отверстия в нижней головке шатуна. Номинальный диаметр отверстия 60 +0,019 мм, предельно допустимый — 60,03 мм.
Если измеренный диаметр превышает предельно допустимый, заменить шатун с крышкой.
Измерить диаметр отверстия во втулке верхней головки шатуна.
Номинальный диаметр отверстия 22 +0,007 и 22 –0,003 мм, предельно допустимый — 22,01 мм. Если измеренный диаметр превышает предельно допустимый, заменить шатун.
Размеры шатунно-поршневой группы приведены в таблице (таблица)
Сборка и установка
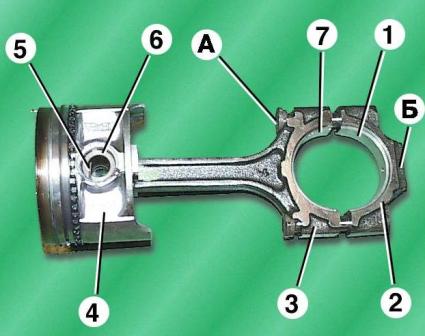
Собрать поршень 4 с шатуном 3. Перед этим нагреть поршень до температуры 60–80°С.
Установить стопорные кольца

Надеть с помощью съемника поршневые кольца на поршень.
На нижнем компрессионном кольце с внутренней стороны есть проточка, кольцо должно устанавливаться этой проточкой вверх к донышку поршня.
Вставить вкладыш 7 в нижнюю головку шатуна, при этом фиксирующий выступ на вкладыше должен войти в выемку в нижней головке поршня.
Вставить вкладыш 1 в крышку 2 шатуна, при этом фиксирующий выступ вкладыша должен войти в выемку в крышке.
Смазать цилиндр, поршень 4, шатунную шейку коленчатого вала и вкладыши 1 и 7 моторным маслом.
Повернуть поршневые кольца так, чтобы замки компрессионных колец расположились под углом 180° друг к другу, замки дисков маслосъемного кольца также под углом 180° друг к другу и под 90° к замкам компрессионных колец, замок расширителя маслосъемного кольца под углом 45° к замку одного из дисков маслосъемного кольца.
Размерные группы поршней, шатунов и пальцев
Повернуть коленчатый вал так, чтобы шатунная шейка того цилиндра, в который устанавливается поршень, находилась в н.м.т.
Чтобы не повредить зеркало цилиндра, рекомендуется на шатунные болты надеть втулки из мягкого материала (например, обрезки резиновых или пластмассовых шлангов).
С помощью специальной обжимки обжать поршневые кольца и легкими ударами рукояткой молотка протолкнуть поршень в цилиндр, при этом обжимка должна быть плотно прижата к блоку, иначе можно поломать поршневые кольца.
Продвинуть поршень вниз, чтобы нижняя головка шатуна села на шатунную шейку коленчатого вала, снять с шатунных болтов обрезки шлангов.
Установить крышку 2 шатуна на шатунные болты, при этом уступ Б на крышке шатуна должен быть с той же стороны, что и выступ А на нижней головке шатуна (рис 6), а номера цилиндра, выбитые на шатуне и крышке, располагались с одной стороны.

Завернуть гайки шатунных болтов и затянуть моментом 68–75 Нм (6,8–7,5 кгс·м).
Таким же образом установить остальные поршни с шатунами.
Несколько раз провернуть коленчатый вал, он должен вращаться легко, без заеданий.
Все прекрасно встаёт и перекрывается. Все равно это место герметиком подмазывать нужно.
Поршневую евро-2 нужно ставить, тогда степень сжатия остаётся как на 405 - 9.4, у 409 она изначально занижена по поршням до 9.0.

Константин, ок, спрокладкой вопрос отпал, Спасибо. Еще раз уточню, значит брать мне поршневую евро 2 409? Интересно, а везде где не встречал е3 указывают
Кирилл, это пишут под прокладку евро-3. Поршня евро-2 бывают из блока торчат на 0.5мм, а т.к. паранитовая прокладка 1.6мм, то это не страшно. Метал прокладка 0.5мм и есть вероятность что поршня до головки достанут.
Поршень без колец на место ставлю, если из блока не торчат, то собираю. Если торчат, на большом камне стачиваю эти 0.5мм.
Поршневая евро-2 лутше евро-3, кольца толще, меньше износу. Юбка длиньше, меньше болтанки на перекладке поршня.
Вот три причины почему нужно поршни евро-2.

Кирилл, в блок купить термо вставки и забить между цилиндрами, после блок на шлифовку и лишь тогда под поршню протачивать не раньше. Использовать динамометрический ключик щелчковый и все прокладки закручивать им и вообще все им крутить а не рукой, ещё дольше служить будет и ходить!
Владимир, метал прокладка первый раз тянется на 50, потом доворот на 90°. Я обычно ключ ставлю на 165, как раз в этом диапазоне 160-165 отщелкивает.
Владимир, у меня приятель вкладыши старые разогнул, туда забил и шлифанули. Вставки ещё какие то искать, покупать. Всё элементарно под рукой
Константин, что то я запутался. Кто про евро 2 кто про евро 3.
Я так понимаю:
1 коленвал 409
2 поршневая 409 е2
3 в блок термовставки ( незнал, сейчас почитал, интересная мысль)
4 прокладка гбц евро 3 или евро 2?
Константин, ну да, я про это тоже прочитал сейчас, и как раз у меня старые вкладыши есть они в хорошем состоянии на 3 цилиндрах, подумал об их применении
Блок на 96 буду растачивать и прошивку 627 думаю прошить, но пока не углублялся можно ли прошить, у меня микас 7.1 601. Форсунки deka, дмрв сименс, дк, и электро муфта. Если просто прошить то сам смогу, свою прошивку уже редактировал. Если нет значит платить и шить.
Владимир, ок. Прокладка евро 3, поршня евро 2 и у токаря подогнать под блок. Блок расточка до 96 и шлифовка обязательно, и головку на ровной поверхности на 1000 наждачке покатать. Но проверю перед этим, хотя зимой шлифовал
Кирилл, головку лучше сразу откапиталить тем более что ездите только на бензине. И шкурка тут не нужна, фрезернуть ее или шлифануть, а болты ГБЦ ваш учили менять при каждом снятие головы или нет?
Как я понимаю ещё много пробелов в знаниях! Так же проверка мест куда болты ГБЦ в блок вкручиваются на трещины, есть спец жидкость для этого. И голову проверять на посадочные места распредвалов с помощью пластик гель, так же прокладка поддона евро 3, пром вал смотреть и все замерять, скорее всего нвоое и новые втулки с новым масляным насосом
Рисую себе инструкцию:
1 коленвал 409
2 поршневая 409 е2(одгоняю под блок)
3 в блок термовставки (расточка,шлифовка перед подгоном поршневой)
4 прокладка гбц евро 3 (ушки под болты лепестковым кругом подточить, чтоб ремень не цепляли)
5 прошивка 538 и настройка.(а 627 ни кто не пробовал?)
Кирилл, 4. Ухи практически не торчат, до ремня далеко.
5. 627-ю не пробовали. Как первая машина попалась с 538 (это без ДК) , так на ней и гоняем. Пассажирки и будки трёшки кушали 10-12л. Но т.к. тошнить не умели , по трассе 100-120, расход всегда был 12-12.5л,
Владимир, если бы не было пробелов в знаниях, думаю сюда не зашел, но, знания кое какие есть. В плане все все проверять и замерять, это тоже деньги, которых сейчас нет, газель вообще брал для личного использования, работал на другой работе. Сейчас уволился. В целом знаю на что братить внимания, и да сглупил, мотор умер по моей вине, если бы в чужом гараже не поторопился и не забил в масло канал натяжителя кусочек свинца, а нормальную заглушку, было бы все хорошо. Насос родной был мертвый, давление выше 3 не выдавал, разобрал почистил, шлифанул корпус. Заглушил каналы натяжителей. Давление на горячую стало на холостых 1,2 при 3 тыс об 3. Расход бензина пустой при скорости 110 13,5.
Владимир, датчик дроссельной заслонки Kefico корея от хендай акцент, плавные показания без скачков. Ни один газелевский так ровно не показал. Клапан крышки расширителя febi держит давление 1атм, спускает давление на 1,3. Включение электромуфты 92 градуса - выключение 90. В 30 градусную жару муфта вентилятора срабатывала только на светофорах. Выключалась после трогания припереходе на 3 и на ходу не поднималась выше 89. Датчики температуры впуска и на термостате подбирал чтобы сходились утром с температурой окружающей среды по k-line кабелю, и вывел obdII в салон( кстати через otg переходник телефон тоже видит и сбрасывает ошибки по проводному k-line)

я себе переделал 405 на 409 мотор бомба программу переделал сам блок отвозил в заволжье мне его собрали коленвал и поршни сборку делали уже дома
Евгений, я его по осени уже собрал) правда проехала она с этого всемени всего 3500 и пока стоит. Есть вопрос по давлению, масло 10w40 на холодую после запуска давление 5, после прогрева около 2. Потом если поезжу ней по делам, давление на холостом почти у красной зоны, но лампа не загорается и при трогании при небольшом провале давления тоже не загорается, при движении на трассе давление чуть меньше 3 при 3000-3,500об.мин. Нормально это или нет.
Кирилл, померь механическим датчиком потом смотри панель у тебя до рейсталинга стрелка должа лежать на красной полосе ели ниже то стрелку поправь у меня тоже так было зажигание включаю стрелка стоит ниже красной полосы а должна быть на на первой полосе красной короче понял ты давление у меня на холостых 1.2 когда на ходу идешь то 2.5 панель я поставил другую от бизнеса лучше к стати почему в завольжье делал у нас в городе обработка говно полное я разбираюсь просто в этом хон говно делают запчасти говно полное а мне там все на заводе сделали поршня по весу колено нормальное я свой блок загильзовал я доволен гбо 2 поколения выкинул поставил 4 просто на вторм горели клапана 70тыс и все хана распределенка по лучше ну я у одного спрашивал мужика в иваново когда грузился но сказал 300тыс потом сгорел клапан у него 2 поколения как так пиши если что но мотор этот ракета 5 не вынимаю почти расход бенза пока 20 литров посмотрим сколько газа вот поеду в дальняк замерею пиши если что
Евгений, время будет померю, манометр для масла есть, не было времени пока мерить. У у моей расход по трассе 13 пустой без нагрузок до аченска, потом с аченска через дивногорск, там подьемы затяжные, 14,5 замерял до полного бака когда с кемерово в красноярск ездил. И обратно ехал 1т вез, 14,5 вышло. Все так же каждый раз до полного бака заливался. На бензине, гбо у меня нет.
Читайте также: