
Как правильно собрать колесо мотоцикла урал
Колеса заменяют или ремонтируют при наличии трещин в ободе, его эллиптичности более 5 мм, при износе тормозного барабана по диаметру более 204,5 мм, а для мотоцикла Урал М-62 — более 202,5 мм, при износе отверстия для подшипников — более 47 мм.
Для снятия переднего колеса мотоцикл устанавливают на подставку и вывешивают его постановкой подкладки под переднюю часть рамы. Отворачивают на несколько ниток гайку стяжного болта левого наконечника пера вилки и выворачивают переднюю ось колеса, им.е ющую левую резьбу; вынимают переднюю ось, поддерживая при этом колесо, затем снимают с колеса защитный колпак, вынимают колесо вместе с тормозной крышкой и освобождают его от тормозной крышки.
При снятии заднего колеса вынимают шплинт из гайки оси, отворачивают гайку, затем ослабляют гайку стяжного болта левого наконечника маятниковой вилки, вынимают ось и снимают защитный колпак. Сдвигают колесо с тормозных колодок влево и вынимают его из рамы. Для снятия колеса боковой коляски вынимают шплинт, отворачивают гайку и снимают защитный колпак. Подставляют под раму коляски подставку, чтобы вывесить колесо, и снимают ее, а затем защитный щиток. Перед установкой колес на место их оси смазывают моторным маслом.
Колеса требуют проведения ремонтных операций для установки новых спиц, устранения осевого (восьмерка) и радиального биения; замены подшипников и сальников ступицы, а также замены фрикционных накладок тормозных колодок.

Проверка биения колес: а — в тисках; б —н а специальном приспособлении.
При установке одной или нескольких спиц взамен оборванных новые спицы располагают только в соответствующие им пары отверстий обода и ступицы. Когда оборвано много спиц, соответствующие отверстия для установки новой спицы следует определять по аналогии с расположением спиц у исправного колеса.
На установленные спицы навертывают ниппели рукой или отверткой до половины резьбы, а затем затягивают ключом.
Весь комплект спиц в колесе устанавливают обычно лишь при замене обода. Эту работу можно выполнить, руководствуясь расположением спиц в исправном колесе. Для определения биения колеса его с достаточно сильно натянутыми спицами вращают на оси, закрепленной в вилке мотоцикла или в тисках, и к ободу подводят кусок мела. По оставленному мелом следу определяют осевое и радиальное биение обода. Допустимое биение по радиусу — не более 1,5 мм и осевое — не более 3 мм.
Биение колеса устраняют натяжением спиц. После окончательного устранения биения обода все спицы должны быть равномерно натянуты. Равномерность натяжения определяют на ощупь и по звуку их от отвертки, проведенной посередине спиц. После этого, положив обод на две опоры, наступают на ступицу обеими ногами (с двух сторон ступицы), а затем вновь проверяют биение и при необходимости дополнительно регулируют натяжение спиц.
В желобе обода после окончания работ по натяжению спиц спиливают их выступающие концы заподлицо с ниппелями.
Для сохранения покрышек рекомендуется через 2500. 3000 км пробега мотоцикла переставлять колеса.

Порядок перестановки колес

Замена накладок тормозных колодок с по-мощью :
а —з аклепок; б —клея; 1, 3 — бойки; г —тормозная колодка; 4 — фрикционная накладка.
Накладки снимают с колодок и заменяют новыми. Закрепляют накладки алюминиевыми или медными ( желательно) трубчатыми заклепками. Прикрепляют накладки с таким расчетом, чтобы головка каждой заклепки утопала в отверстии накладки не менее чем на 0,8..1 мм.
После замены накладок колесо проверяют на надежность торможения. Для этого внутреннюю поверхность барабана натирают тонким слоем мела или сажи, затем устанавливают колесо и запускают двигатель. Нажимая на тормоз, колесо несколько раз тормозят, вновь снимают колесо и осматривают поверхность накладок.
По окраске тормозных накладок можно судить о степени прилегания тормозных колодок и, следовательно, о надежной работе тормоза. Для надежной работы тормоза необходимо, чтобы колеса мотоцикла не имели волнообразной поверхности и соприкасание с поверхностью тормозного барабана было не менее чем на три четверти всей поверхности.
Если при осмотре обнаружится, что накладки неплотно прилегают к тормозному барабану, их необходимо обработать, чтобы увеличить площадь их соприкосновения. Для этого колодки протачивают на токарном станке или зажимают колодку в тиски и напильником снимают материал накладки с тех мест, где наиболее сильно сошла краска.
После снятия незначительного слоя материала накладки колодки вновь собирают в тормозном диске и проверяют торможением. Эта работа проводится до тех пор, пока не менее 3 Д поверхности накладок не будет соприкасаться с поверхностью тормозного барабана, а степень торможения будет достаточной для безопасной езды.
Блог им. Benzin13
Блог им. Benzin13 → Замена подшипников колеса Урал. Фотоотчет
Привет. Значит выяснил я, что подшипники заклинили в моем колесе. Надо поменять бы. Как это делать я не знал. Нагуглил в интернете распространенную инструкцию из книжки по замене подшипника… Изучил. Пошел к колесу и у меня нифига не получилось. Инструкция к другой модели урала.
Вот фотоотчет по колесу урал м67-36. Мне бы пригодился такой пару дней назад.
Берем вот такое колесо.
Откручиваем эту гайку тупым зубилом и молотком, потому, что спец ключа естественно нет. (на фото процесс закручивания)
Следующей откручиваем штуку, в которой сидит сальник. Абсолютно естественно, спец ключа у вас нет, но есть 100% ключ от болгарки. Он скорей всего не встанет в обе дыры. Но нам хватит и одной. Откручиваем!
Если сальник хороший, втулка снимется вместе с ним. Если нет, просто вытаскиваем ее)
Вот она
Теперь кладем колесо ступицой на втулку подходящего диаметра, вот как эта
И с этой стороны
с помощью шайбы подходящего диаметра, положенной на втулку (та, с красной стрелочкой. их там две, одну мы сняли уже, с другой стороны еще такаяже, вот ее выбиваем)выбиваем уже среднюю (внутреннюю) втулку. Эта втулка упирается в подшипник и выталкивает его.
Один подшибник снят, остался второй. Его выбиваем в ту же сторону, только шайба или оправка нужна диаметром побольше.
Вот это дерьмо с зеленой стрелочкой толкает второй подшипник.
Все пусто. Отмываем все от дедовской смазки.
Сборка в обратном порядке.
Бросаем эту штучку вниз
Потом эту штучку
Далее запресовываем внешнее кольцо нового подшипника. Я для этого использовал сепаратор с роликами и внутр кольцом от старого подшибника. С помощью трубы какойнибудь вбиваем все это до упора. (возможно это не правильно, гуру поправьте если так). Вставляем новые детали во внешнее кольцо. (предварительно надо бы смазать это все)) Я использовал такую, она не течет при нагреве.
Далее кидаем эту штучку
На нее кладем смазанные внутренности второго подшипника, вот так
Накрываем это внешним кольцом и забиваем.
Всё)Затягиваем по инструкции)
Комментарии ( 11 )
Я давно уже поменял все колесные подшипники на шариковые. Их не нужно регулировать вообще. Но под них нужны другие проставочные втулки, там их две — для внешней обоймы тоже. Я заказывал с завода, стоют они копейки. В заднем колесе подшипники менял в 50 тыщ пробега, в остальных уже по 80 тыщ прошли и пока живы.

Это вторая часть по реанимации колес (В первой части была только разборка, можно посмотреть ради интереса у меня в блоге). Занимался я этим еще весной, но только сейчас появилось время выложить в блог. Можно было бы растянуть на на пару частей, но лучше постараюсь все уместить за раз, а то опять лень и некогда будет))) Так что выбрал максимально полезные фото, спрашивайте если что упущу. До этого перечитал множество информации по натяжке, в теории все просто, но есть свои хитрости.


Диски отрихтованы и загрунтованы. Сразу не стал красить краской чтоб была возможность "подколотить" их уже при натяжке. Рихтовка дисков это самый ответственный момент, от этого зависит весь успех дела. Лично мне показалось что спицевать колеса мотоцикла гораздо легче чем велосипеда. У мотоцикла диски очень дубовые, их можно немного выровнять по высоте спицами, но не больше чем +-5мм. Так что не стоит бояться поймать сильную кривизну при натяжке. Сильную восьмерку тоже лучше рихтовать, хотя ее убрать спицами легче. Если мотоциклетные диски новые или идеально ровные то натяжка минутное дело. По этому нужно очень серьезно отнестись к рихтовке диска и не надеяться что уберете неровности за счет спиц. У меня были сильные вмятины на заднем колесе и вмятина от пойманного булыжника на колесе коляски. Я сделал деревянные оправки и на них выколачивал вмятины обратно. При чем резиновым рихтовочным молотком у меня это делать не получилось, а дело пошло с полноценным 2-х килограммовым молотком. Оправки в виде смыкающихся двух деревянных треугольников шириной от одного до другого борта обода. Крутишь между них обод и все вмятины очень хорошо видно. А вот небольшую восьмерку на одном из дисков я сумел компенсировать за счет неравномерной натяжки спиц.

Ниппеля спиц были сильно поедены ржавчиной и пришлось их прокислотить в преобразователе и тоже загрунтовать. Спицы были в лучшем состоянии и после небольшой чистки были облиты бесцветным лаком т.к. покрытие на них уже очень слабое. Все резьбы были прогнаны и смазаны, иначе будет не добиться равномерной натяжки. Вообще качество резьб очень плохое и много спиц в процессе натяжки было заменено на новые.

Перед натяжкой нужен обязательно хороший ключ. Простой рожковый не годится. Ниппеля тонкостенные, а усилие окончательной затяжки 5-6Н·м. На конце ключа отверстие для безмена. Зная длину рычага можно очень легко с неплохой точностью определить усилие затяжки, это очень помогает на последнем этапе когда нужно добиться равномерного усилия на всех спицах.

Лучше всего оставить одно колесо для примера или хорошо все сфотографировать перед разборкой. Барабан и обод перед сборкой нужно друг с другом сориентировать. Как видите в одном месте между двумя технологическими отверстиями в барабане всего 6 отверстий для головок спиц, а в остальных местах по 7. Отверстие для соска камеры должно стоять по центру где 6 отверстий как указано на фото. С самого начала еще до того как начали набирать спицы нужно хорошо отцентровать барабан линейкой или штангенциркулем. Ну и набираем первый ряд. Набор спиц не вызывает трудностей, мотоцикл в прошлом военный, а по-этому все гениально и просто)))


С другой стороны

Готово. Еще на ведущем колесе можно смещать барабан, но т.к. в днепре все колеса взаимозаменяемы я не стал этого делать и вылет барабана у меня нулевой.

Еще раз грубо проверяем центр.От руки подтягиваем все ниппеля чтоб они только касались обода и вешаем на стенд.

Прокручиваем и смотрим что у нас получилось. Насколько я помню удобнее сначала заняться устранением восьмерки если она есть, затем нужно придать нужный вам вылет барабана "зонт" и в конце убирать яйцо. Если есть небольшие дефекты обода их можно будет убрать в процессе утяжки, нужно будет сначала дать равномерный натяг, а затем отпускать или утягивать группы спиц. По всем этим действиям есть достаточно много информации, потратите вы несколько часов на первое колесо, а потом уже будет все интуитивно понятно. Любителям различных головоломок и ребусов эта процедура вообще не составит труда. Сложнее всего сохранить результат после натяжки, я не нашел советов как правильно все утянуть и после нескольких неудачных попыток придумал хитрое решение.

После того как вы считаете что выставили диск наилучшим образом нужно подтянуть ниппеля до плотного контакта с диском. Диск уже не должен болтаться на спицах и иметь минимально возможный бой который бы вас устроил. Отмечаем фломастером в каком положении стоит каждый ниппель. Начинаем тянуть круг за кругом ориентируясь по отверстию для соска камеры. За один круг поворачиваем каждый ниппель на одинаковый градус разворота. Я утягивал их в самом начале на оборот. под конец натяжки по пол оборота на круг. Чем прямее ваш обод и чем лучше вы его выставили перед утяжкой тем меньше он у вас будет искривляться после каждого круга и вы быстрее натяните спицы. Самый первый диск я очень удачно собрал и у меня получилось его утянуть практически в три приема (примерно за три круга). У остальных дисков приходилось убирать дефекты ободов за счет неравномерной натяжки. По неравномерной натяжке то же самое правило, даже если вы убрали неровности и одни спицы натянуты больше, а другие меньше вам не стоит дальше обращать на это внимание и нужно тянуть все ниппеля на одинаковое количество оборотов. Обычно в начале круга ниппеля тянутся легко, а замыкая круг в конце тянутся туго-это нормально и не стоит обращать внимания. Если некоторые ниппеля тянутся слабже других, но колесо стоит ровно мы тоже пока на них забиваем и тянем как все остальные. Вот когда уже большая часть спиц будет туго натянута нужно начинать проверять затяжку безменом. Обычно к этому моменту 70% спиц имеют примерно одинаковое усилие затяжки. Опять же тянем на одинаковое число оборотов добиваясь на большинстве 5-6Н·м . Дальше проходим только все сильно ослабшие спицы и стараемся их максимально натянуть. Потом уже по ситуации. Сильно перетянутые спицы можно слегка отпустить. Обычно к концу большинство спиц туго натянуты, диск не убежит и слабые спицы не обязательно дотягивать на одинаковое число оборотов, можно сразу доводить до нужного усилия затяжки, главное все делать по кругу, по порядку и поглядывать за боем. Я тянул в два дня. Первый день все полностью собирал, ставил на стенд, протягивал в несколько кругов. А в другой день я мог отпустить затяжу и начать по новой или мне оставалось только немного скорректировать и утянуть до максимума. На все я потратил месяц, занимался не каждый день, а по настроению.

Теперь можно готовить к окончательной покраске, самое сложное и муторное занятие)))

Купил Миша МТ, давно купил, и шло в комплекте с мотоциклом – ОНО, мечта всякого владельца МТяка, — ШИРОКОЕ. колесо. Поездил Мишаня на стоковом мотоцикле и возжелал запилить ВШК, дабы полностью соответствовать имиджу брутального байкера.

МТ был пригнан ко мне, покрутившись возле мотоцикла, я подумал, что работы не так уж и много.Разобрать, расширить маятник, расширить раму, перенести рычаг лапки тормоза, переделать крепления заднего крыла, покрасить и собрать. Ну, что? Понеслась? Снял заднее колесо, маятник, аморты, отметил ось мотоцикла.


Воткнул криво сваренный (ну может не было у человека приспособ, чтоб ровно сварить) маятник, установил колесо, чисто для полюбоваться. Ось колеса в отверстия маятника не попадает, не беда, болгарка/сварка вылечит. А так как заблаговременно была вварена шлицевая в имевшуюся ступицу, проблем с установкой на мост вообще не возникло. А…чуть не забыл, пришлось немного (55 мм) расширить раму, заднюю часть – там где крепятся амортизаторы, дабы они стояли вертикально.

Так как на Вулкане тормозной барабан и рычаг находились справа, при установке на МТ, они оказались слева. Прикольно…Реактивная тяга будет идти сверху маятника и работать на сжатие…
Полечив кривизну маятника, я добился идеальной установки колеса в маятник и решил показать Мишане великолепные свойства родной рамы МТ превращаться в круизер и бобер, притом заменяя всего лишь одну деталь – бак (ну и выбрасывая заднее крыло))). Итак – круизер:
Бобрятинка с баком от Явы-старушки. Ну это для тех кто не имея стапеля и желания переваривать раму, сможет себе представить как шикарно и замечательно будет выглядеть бобер на широкой резине. Всего то, меняем бак)))
Затем веселье продолжилось. Рассматриваем тормозной барабан и прикидываем что делать с реактивной тягой)))









Дальше – веселее. Решено было изготовить ось вращения для передачи усилия от тормозной лапки на тягу тормоза, и она будет проходить через всю раму горизонтально.






Установив тормозную ось, понял – я тормоз))) А рычаг тормоза (на барабане) на Вулкане оказывается длиннее чем на МТ. На целых 30 мм…И ход тормозной лапки выходит в 90 (ДЕВЯНОСТО. ) градусов))) От так прикол((((( Но проблема была решена переносом всего механизма – тормозной лапки и оси вращения, ниже на искомые 30 мм.

Затем было переделано крепление заднего крыла и перенесены поворотники (Миха, прости шо неправильно их подключил) Фото процесса не имеется, ибо пообещав владельцу отдать мот не успевал по срокам. После была покраска и сборка уже готового мотоцикла с исполнившейся мечтой Михаила. Мы сказку сделали былью))))
Фото ночью.



А…Вот вам еще для разжигания интереса парочка новых проектов. Скоро сезон, пора заканчивать)))
Всем лучи бобра)))
С уважением, MJ CC и лично Elvis MJ
Ремонт. Колеса мотоцикла легкосъемные, взаимозаменяемые. При ремонте колеса демонтируют шину, проверяют, нет ли в ней проколов, каких-либо повреждений, воткнувшихся острых предметов на внутренней поверхности. В случае необходимости ремонтируют покрышку или камеру.
Для разборки ступицы колеса ослабляют контргайку, отворачивают гайку сальника и вынимают левую распорную втулку. Вставляют со стороны шлицевой части ступицы оправку или ось колеса, выпрессовывают из ступицы крайний роликоподшипник, промежуточ-
ную втулку, внутреннюю обойму второго роликоподшипника и правую распорную втулку. Специальной оправкой выпрессовывают упорную шайбу и наружную обойму роликоподшипника. Чтобы отделить обод от ступицы, сворачивают все ниппели со спиц и вынимают спицы.
Дефектация и ремонт деталей. Обод колеса изготовлен из стали 10. При трещинах, захватывающих более половины ширины обода, короблении, не устранимом правкой, обод заменяют.
При ремонте обод может иметь следующие дефекты:
износ поверхности отверстия под ниппель до диаметра более 9 мм — заварить отверстие и просверлить отверстие нормального размера 8,7+°2 мм.
Корпус колеса в сборе заменяют при трещинах, идущих от отверстий под спицы к наружной кромке и выходящих на поверхность ступицы тормозного барабана и ребра жесткости, а также при износе боковых поверхностей шлицевых впадин до ширины паза более 2,7 мм.
При ремонте корпус может иметь следующие дефекты:
износ поверхности тормозного барабана до диаметра более 204,5 мм—заменить барабан или обварить, проточить до нормального размера;
износ, смятие поверхности отверстия под головку спицы до диаметра более 6,3 мм — заварить и обработать отверстие до нормального размера ;
износ поверхности отверстия ступицы под подшипник до диаметра более 47 мм — восстановить электронатиранием до нормального размера
срыв резьбы ступицы более двух ниток—сточить резьбу, обварить, проточить и нарезать резьбу М52Х1;
срыв резьбы в корпусе колеса под масленку более двух ниток — заварить отверстие, рассверлить и нарезать резьбу нормального размера.
Ось заднего колеса изготовлена из стали ЗОХГС или 30ХГСА с твердостью HRC 30—36. При трещинах любого размера ось заменяют. При срыве резьбы более двух ниток стачивают дефектную резьбу, обваривают, протачивают и нарезают резьбу нормального размера М14Х1.5, а для оси переднего колеса—размером М18Х1.5 (левая).
При ремонте ось может иметь следующие дефекты:
износ поверхности оси под крышку картера и подшипники до диаметра менее 19,55 мм — хромировать поверхность и шлифовать до нормального размера оси 201(у)4 мм;
новление передних осей аналогичны дефектации и восстановлению задних осей.
У мотоциклов Киевского завода задние оси колес имеют длину 218,5 и 207,3 мм, а передние —181,5 и 169,3 мм, у мотоциклов Ир-битского завода ось заднего колеса имеет длину 332 мм и передняя— 258 мм, но все оси имеют одинаковый диаметр и резьбу.
трещины на ступице и тормозном барабане — ограничить трещины, просверлив отверстия, разделать под заварку, заварить и шов зачистить заподлицо с основным металлом;
износ поверхности тормозного барабана до диаметра более 204,5 мм — обварить барабан по поверхности, установить на станок и проточить до нормального размера 203+0-3 мм;
ослабление посадки заклепок — обжать заклепки или заменить новыми;
износ, смятие отверстий ступицы под спицы до диаметра более 6,3 мм — заварить отверстие и обработать до нормального размера 5,2 мм;
износ. поверхности отверстия под подшипники до диаметра более 47 мм — восстановить поверхность электронатиранием до нормального размера отверстия 47 мм;
срыв резьбы отверстия более двух ниток — сточить резьбу, обварить поверхность отверстия, проточить и нарезать резьбу нормального размера М52Х1;
срыв резьбы отверстия под масленку более двух ниток—рассверлить отверстие и заварить, нарезать резьбу нормального размера.
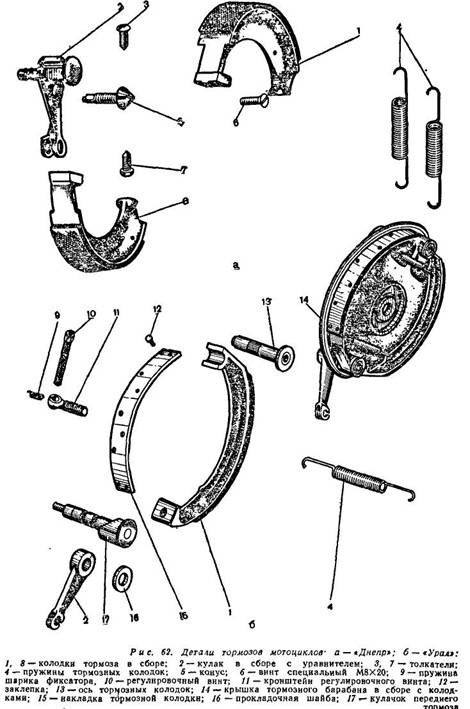
Во время осмотра деталей тормоза (рис. 62) проверяют упругость пружин колодок 4, величину износа или замасливания фрикционных накладок. Замасленные накладки промывают в чистом бензине и слегка шлифуют наждачной шкуркой, изношенные накладки снимают и заменяют новыми.
Конус 5 изготовлен из стали 40Х и имеет твердость HRC 50-56. При срыве резьбы более двух ниток, износе канавок на конической поверхности конуса до ширины более 0,3 мм и граней — до размера менее 7,6 мм конус заменяют. Допускается обварка и обработка граней до размера 8_0>2 мм.
При ремонте диск может иметь следующие дефекты: трещины, не выходящие на посадочные поверхности отверстий,— разделать трещины и залить эпоксидной композицией, дать затвердеть и зачистить шов заподлицо с основным металлом;
износ поверхности отверстия под втулку до диаметра более 25,08 мм — обработать отверстие до размера 25,5+°.°45 мм под ре-монтную втулку;
износ поверхности отверстия под втулку до Диаметра бОЛСб
16.06 мм — обработать отверстие до размера 16,5 мм пад ремонт. ную втулку;
срыв резьбы отверстия под регулировочный болт более двух ниток— рассверлить отверстие, заварить, просверлить и нарезать резьбу нормального размера;
износ поверхности отверстия под кронштейн до диаметра более
20.07 мм — обработать отверстие до ремонтного размера 25,15 или 20,3 мм под кронштейн соответствующего размера.
износ поверхности кронштейна под диск тормоза и картер задней передачи до диаметра менее 20,05 мм — хромировать поверхность и шлифовать до нормального размера кронштейна 20 мм или его ремонтных размеров 20,2; 20,3 мм;
износ поверхности отверстия под толкатель до диаметра более 85 мм — обработать под ремонтный толкатель;
срыв резьбы отверстия более двух ниток—рассверлить отверстие и нарезать резьбу ремонтного размера М14Х1.5 под ремонтный конус. Допускается рассверливание резьбового отверстия, заварка, просверливание и нарезка резьбы нормального размера М12Х1,25.
Колодку тормоза при трещинах любого размера и расположения заменяют.
При ремонте накладка может иметь следующие дефекты:
износ до толщины менее 3,2 мм — заменить накладку и обработать в сборе со второй колодкой до диаметра 202. 202,8 мм. При замене фрикционных накладок тормозных колодок их следует обжать на колодках струбциной или другими приспособлениями. При приклеивании накладки тормозной колодки последнюю очищают и драчевым напильником или рашпилем делают поверхность накладки колодки более шероховатой. На подготовленные поверхности наносят тонкий слой клея и затем подсушивают в течение 10. 15 мин при температуре 18. 20°С или 5 мин при 6О. 65°С в сушильном шкафу. После этого накладки и колодки прижимают друг к другу поверхностями, смазанными клеем, создавая давление не менее 500. 800 кПа, и в таком состоянии выдерживают при температуре 180. 200°С в течение 40 мин. Затем детали охлаждают на открытом воздухе, освобождают и обрабатывают колодку под соответствующий размер тормозных барабанов;
При установке одной или нескольких спиц взамен оборванных новые спицы располагают в соответствующие им пары отверстий обода и ступицы. Когда оборвано много спиц, соответствующее отЁер-стие для установки новой спицы определяют по аналогии с расположением спиц у исправного колеса. На установленные спицы наворачивают ниппели сначала рукой или отверткой до половины резьбы, а затем ключом.
Покрышку колеса монтируют по бортовым ограничителям без перекосов, предварительно протерев ее тальком. Вентиль затягивают, расположив его по радиусу колеса. Боковое биение накачанной шины должно быть не более 3 мм, эллипсность — не более 5 мм.
Читайте также: