
Чем заварить гбц ваз

Трещины эти возникают от механических повреждений, еще чаще – при замерзании охлаждающей жидкости (воды).
Если трещина проходит через зеркало цилиндров, клапанные гнезда и плоскости прилегания головки и блока – изделия бракуются. В иных местах трещины или даже пробоины устраняются.
1.Первый способ (газовый или электросваркой)Если блок чугунный (например, ВАЗ), концы трещины засверливают сверлом 5 мм и разделывают по всей длине шлифовальным кругом, зубилом или иным приспособлением под углом 90° на глубину 4/5 толщины стенки. Блок перед сваркой нагревается до температуры 600…650°С. Нейтральным пламенем газовой сварки, используя флюс и чугунно – медный присадочный пруток Ø 5 мм, наносится ровный сплошной слой, выступающий над поверхностью метала не более 1,0…1,5 мм. После заварки блок медленно охлаждают в термошкафу или в томильной яме.
Заварку трещины можно производить и без подогрева блока, применяя для этого электросварку постоянного тока обратной полярности.
Так же электросваркой с помощью медных электродов, обернутых жестью, можно приварить заплату из мягкой стали такой же толщины, что и стенка.
После этого сварочные швы можно покрыть эпоксидной пастой.
2.Второй способ (эпоксидной пастой).
Поверхность блока (или голоски блока) с двух сторон трещины зачищают до блеска металлической щеткой. На концах трещины сверлят отверстия Ø 3…4 мм, нарезают в них резьбу и ввертывают заподлицо заглушки из медной или алюминиевой проволоки. Трещину обрабатывают по всей длине под углом 60…90° зубилом или абразивным кругом на глубину до ¾ толщины стенки. Вокруг трещины на расстоянии до 30 мм делают насечки зубилом для создания шероховатости. Ацетоном или бензином обезжиривают поверхность. Шпателем наносят первый слой эпоксидной пасты, затем второй слой (толщина слоя – не менее 2 мм). Общая толщина слоя на всей поверхности должна быть 3…4 мм. В течении 24…28 часов паста затвердевает. При подогреве до температуры 100°С затвердевание произойдет в течении 3 часов. Поверхность потом зачищают напильником или абразивным кругом.
3.Третий способ (эпоксидной пастой и заплатой из стеклоткани толщиной 0,3 мм).
Подготовка аналогична предыдущему способу. Только на каждый слой пасты накладывают заплату из стеклоткани, пропитывают ее пастой и прикатывают роликом. Расстояние от края заплаты до края трещины или пробоины – не менее 15…20 мм. Следующий слой заплаты перекрывает предыдущий на 10…15 мм со всех сторон. Таких слоев может быть до 8. Последний слой покрывается пастой.
4.Четвертый способ (постановкой штифтов).
ПО концам трещины просверлить отверстие Ø 4…5 мм. Затем этим же сверлом сверлят отверстия по всей длине трещины на расстоянии 7…8 мм одно от другого. Нарезают резьбу и ввертывают медные прутки на глубину, равную толщине стенки. Прутки обрезают ножовкой, оставляя концы, выступающие на 1,5…2 над поверхностью детали. Между установленными штифтами еще сверлят отверстия так, чтобы они перекрывали предыдущие (заглушенные) на ¼ диаметра. Нарезают резьбу, ввертывают прутки и обрезают. Получилась сплошная полоса ввернутых друг в друга медных прутков. Далее легкими ударами молотка концы штифтов расчеканивают, образуя сплошной шов. Можно покрыть эпоксидкой.
После ремонта блок обязательно подвергается опрессовке. Головка блока подвергается аналогичному ремонту, если трещины не выходят к камере сгорания, гнезду седла клапана и направляющей втулке клапана.
Сварка различных элементов двигателей была очень востребована в эпоху дефицита запчастей и ограничений на свободную замену агрегатов. Однако и сегодня эта операция не потеряла своей значимости и способна вернуть мотор к жизни с того света, когда по тем или иным причинам его необходимо спасти.
Серьезные повреждения блока цилиндров или его головки — это еще не приговор для двигателя. Да, с одной стороны, проще поменять пострадавший элемент. Сейчас не проблема купить, например, новый шорт-блок (блок цилиндров в сборе). Но в некоторых случаях цена такой покупки может быть равна половине текущей стоимости самого автомобиля. Поэтому ремонт элементов двигателя с помощью сварки может стать более выгодным вариантом.
Теория и практика
С помощью сварки возможно успешное лечение трещин, восстановление стенок между цилиндрами и даже заделывание отверстия в блоке, пробитого шатуном. В каждом конкретном случае только сам мастер определяет целесообразность такого сложного ремонта и его стоимость. Ограничением является место и характер повреждения. В одних случаях успешный ремонт невозможен в принципе, а в других — очень высока цена вопроса.
Специфика сварки зависит от материала изготовления деталей. Проще всего работать с алюминиевыми сплавами — температура их плавления невысока, и металл хорошо растекается. Гораздо сложнее дела обстоят с чугуном. Для работы с ним нужны более высокие температуры и оснастка подороже.
Технология качественной сварки предусматривает предварительный нагрев и алюминиевых, и чугунных деталей. Элементы из легких сплавов разогревают примерно до 250ºC, а из тяжелого металла — до 350–400ºC. Можно и больше, если позволяет оборудование и терпение сварщика работать с горячей деталью. При этом последствия сильного локального нагрева сводятся к минимуму. После сварочных работ детали медленно охлаждают.
После любого вида сварки обязательна проверка геометрии деталей, например, диаметров цилиндра по всей высоте и плоскость привалочных поверхностей блока или его головки, а также их опрессовка в ванне с горячей водой. Если какие-то элементы все же повело, то их геометрию восстанавливают до заводских параметров.
Легкие сплавы
Хотя алюминиевые сплавы довольно удобны при сварке, у них есть и свои неприятные особенности, связанные с качеством литья. При работе с одной и той же деталью есть области, в которых металл плавится очень хорошо, а в других он пенится, и всплывает много шлаков и грязи. Специалисты отмечают, что зачастую это не связано с конкретным автопроизводителем.
Сварку по сплавам проводят с использованием специальной алюминиевой проволоки. Трещины вырабатывают до основания и наплавляют сверху новый металл. Крупные отверстия заделывают с помощью заплаток из высококачественного алюминия.
Стоимость работ зависит от конкретного случая, ведь трудоемкость их выполнения всегда разная. Очень сложно определить средний ценник, но можно привести грубые расчеты. Заварка пробоя в стенке между цилиндрами сегодня может стоить от 5 тыс. руб., а ремонт с помощью установки заплатки — от 7–8 тысяч. Наваривание всей привалочной поверхности для восстановления ее плоскости для рядного четырехцилиндрового блока и его головки стоит примерно от 9 тыс. руб. за каждую деталь.
Тяжелый металл
Сварка чугуна требует еще бóльших навыков от мастера. Высокая температура его плавления сильно осложняет работу и грозит тем, что металл может треснуть. Также для этого вида сварки требуется специальная дорогостоящая проволока-присадка.
Часть трещин в чугунных элементах заваривают, но иногда приходится и вырезать пострадавшую область и ставить заплатку. Окончательное решение с методом ремонта определяет сам мастер в зависимости от массы факторов. Заплатку вырезают из толстого листа стали. Дело в том, что при ее вваривании в плоскость возникают внутренние напряжения, которые грозят появлением трещин. Снять их помогает легкая деформация заплатки. Естественно, немного выгнуть без жертв чугунную деталь невозможно, а вот сталь более пластична.
Пробой стенок между цилиндрами в чугунном блоке если и заваривают, то очень редко, так как впоследствии место сварки обрабатывается резцом с большим трудом. Заплатки при таких повреждениях не ставят. Дальнейшее развитие трещин останавливают с помощью сверления отверстий в начале и в конце. Далее такой блок гильзуют по особой технологии с использованием герметика.
Наваривание привалочных поверхностей чугунных блоков и головок делают по аналогии с алюминиевыми элементами. Цена работы такая же. А вот установка заплатки обойдется дороже, так как при сварке используется дорогая присадка.
Бытует мнение, что сварка — это крайне сомнительный способ ремонта деталей двигателя с непредсказуемым результатом в плане дальнейшего ресурса и общей надежности агрегата. Но при должной квалификации мастера восстановленная конструкция прослужит не меньше, чем ее заводское исполнение и за доказательствами не надо далеко ходить. Сегодня к такой услуге прибегают многие представители автоспорта, а также владельцы ретроавтомобилей или целых музеев. В первом случае надежность сварочных работ подтверждена в суровых гоночных условиях, а во втором — высокими и уникальными требованиями, предъявляемыми специфическим заказчиком.
Увы, но иногда автомобилисты допускают серьезные ошибки в эксплуатации своих стальных коней. За них приходится дорого платить, как правило. Вот, например, трещина головки блока цилиндров. Она может образоваться от перегрева либо замерзания антифриза . Обе причины – результат неправильного использования транспортного средства.
Как провести такой ремонт? Нелегко, но возможно! Главное, чтобы трещина не проходила через сами цилиндры, а также гнезда клапанов. Можно ремонт трещины ГБЦ своими руками выполнить при помощи эпоксидки и стеклоткани, а можно и сваркой воспользоваться, а также поставить штифты. Сварка может использоваться и газовая, и электрическая.
Технология работ протекать будет следующим образом:
1. Если блок из чугуна, то трещину надо сверлом ф5 мм. засверлить с обоих ее концов, а потом разделать ее вдоль зубилом на 80% толщины стенки блока;
2. Прежде чем начать сварочные работы, ГБЦ полагается нагреть до +600С;
3. Используя газовую горелку и чугуномедный пруток, специалист должен наварить непрерывный слой металла. Допускается выступ шва максимум на 1,5 мм.;
4. Когда блок благополучно заварен, его надо плавно охладить, используя термошкаф.;
5. Заваривать трещину ГБЦ можно и без проведения разогрева. Но тут надо использовать не газовую сварку, а электрическую.;
6. Сварочный шов с целью дополнительной защиты и надежной герметизации надо покрыть эпоксидкой.
Можно попробовать установить штифты – так тоже заделываются трещины ГБЦ:
1. И снова сверлом засверливаем 4-5 мм. оба конца злополучной трещины;
2. Аналогичным сверлом нужно насверлить отверстий и вдоль всей трещины, выдерживая интервал меж ними 6-8 мм.;
3. Теперь надо взять метчик и создать в отверстиях резьбу. По ней следует потом вкрутить медные вставки, оставив торчать наружу концы максимум 2 мм.;
4. Теперь между установленными штифтами следует сверлить новые отверстия. Делать это надо так, чтобы новые отверстия могли перекрывать на 1-2 мм. старые;
5. В новые отверстия аналогично нужно ввернуть штифты. Должна получиться непрерывная полоса из штифтов, солединенных друг с другом.
Конечно, ремонт трещины ГБЦ легким делом не назовешь в любом случае. Не каждый автовладелец может провести данное мероприятие своими силами. При сомнении в успешном исходе гораздо выгоднее обратиться в автосервис.
Если ваш двигатель стал терять мощность, увеличился расход топлива и шум работающего мотора, значит, пришло время делать ремонт ГБЦ. ВАЗ - это автомобиль, где многое можно сделать самому, поэтому не спешите сразу ехать и записываться на автосервис. В головке блока цилиндров отремонтировать вам по силам если не всё, то многое.
Замена направляющих клапана
Критическая выработка направляющих втулок наступает при пробеге 150-200 тысяч км. Ремонт ГБЦ по замене втулок можно сделать и своими руками. Для их замены вам предстоит рассухарить все клапаны. Затем с помощью оправки для выбивания втулок следует удалить их из корпуса головки.
Немного сложнее будет установить новые втулки на место. Для правильной и лёгкой установки следует использовать температурный дисбаланс - головку блока нагреть (это расширяет металл, а значит, и посадочное место втулки), а новые втулки охладить до отрицательной температуры. Корпус головки в нужном месте следует нагревать до 100 градусов.
Сделать это можно с помощью электроплитки, разместив на ней ГБЦ так, чтобы место проведения работ находилось в зоне максимального прогрева. Смазав машинным маслом новые втулки (охлаждённые в морозильной камере обычного холодильника), вбиваем их в посадочные гнёзда. При соблюдении рекомендаций по температурной подготовке, описанных выше, втулки войдут легко, как "по маслу".
После остывания металла втулки необходимо развернуть до диаметра, позволяющего клапану ходить без заеданий и перекосов. При этом работу надо выполнить так, чтобы шток клапана не болтался. Для выполнения этой процедуры необходим специальный инструмент - развёртка. Особенность заключается в том, что работать им необходимо только с одной стороны, проворачивая развёртку до конца. Большой ошибкой является расточка направляющей втулки с двух сторон - всё закончится тем, что вам заново предстоит менять втулку.
Запомните, что ремонт ГБЦ - это сложный процесс, малейшая неточность которого может закончиться потраченными нервами и средствами. Как правило, оплошность даёт о себе знать уже после сборки и запуска двигателя. Не всегда это происходит сразу, но обязательно в первую тысячу пробега.
Зенкование сёдел
Делая ремонт ГБЦ своими руками, будьте готовы к самому монотонному и продолжительному процессу - зенкованию. От его качества зависит многое:
- плотность прилегания клапана к седлу; в камере сгорания.
Работы по притирке седла выполняются специальным инструментом - шарошкой (реже - зенкером). С его помощью не совсем сработанному седлу можно придать нужные формы, чтобы прилегание клапана было более плотным. Работу начинаете с зенкера в 60 градусов.

Как только начался съём металла по кругу, меняете насадку - берёте зенкер с углом конуса 120 градусов. Им работаете до появления чёткой круглой кромки. Заключительный этап зенкования делаем конусом в 90 градусов - он должен пройти рабочую фаску не более 1,5 мм. Дальнейшая притирка клапана увеличит её до необходимой величины.
Притираем клапаны
После подготовки седла нас ждёт следующий этап ремонта - притирка клапанов. Для этого вам понадобится специальная притирочная паста. Наносится небольшой слой на клапан, затем вставляется последний в головку. На шток клапана надевается кусок резинового шланга (такого диаметра, чтобы налез с трудом).

Затем свободный конец размещаете между ладонями и начинаете, потирая руки, вращать клапан в разные стороны. Абразивная паста сделает своё дело, и ремонт клапана ГБЦ можно считать законченным.
Фрезеровка головки
Существует несколько неисправностей головки блока, которые вы самостоятельно не сможете устранить. При систематических перегревах двигателя происходит деформация алюминиевой головки блока. Идеально ровная поверхность прилегания головки к блоку двигателя перестаёт быть таковой.
Это приводит к тому, что прокладка между блоком и головкой начинает пропускать. Замена её на новую не решает проблему. В этом случае выходом может стать шлифовка прилегающей поверхности. Фрезеровка выполняется на специальном станке, что позволяет выполнить работу идеально точно.
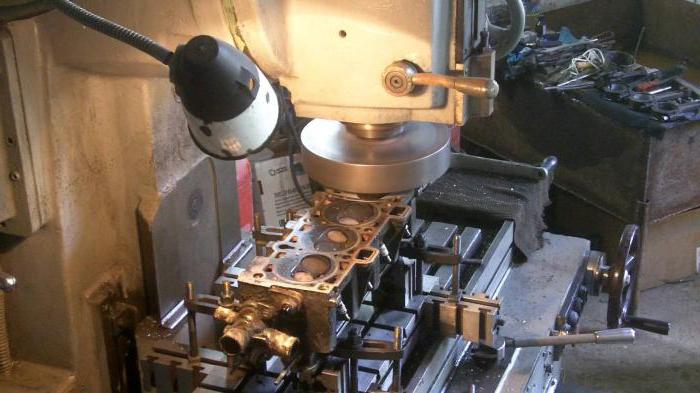
В условиях вашего гаража самостоятельно такую процедуру осуществить маловероятно. Использовать ручную шлифмашинку (как советуют некоторые гаражные "кулибины") для этой цели означает полностью испортить прилегающую поверхность. В таком случае ремонт ГБЦ приведёт к полной замене головки - шлифовать её до бесконечности невозможно.
Трещины
При перегревах также может наблюдаться разрыв корпуса в виде трещин. Не всегда они видны для глаза, однако их наличие сильно отражается на правильной работе двигателя. Если трещины образовались в местах прилегания головки и блока, клапанных сёдлах - вам не останется ничего другого, как заменить головку блока на новую. Все другие участки поддаются восстановлению с помощью аргонной сварки. Такой ремонт ГБЦ самостоятельно сделать не получится ввиду отсутствия специализированного оборудования - далеко не на всех СТО имеется такая сварка.
Как видим, не всё доступно для ремонта своими силами. Правильно оценив фронт работ, вы, тем не менее, сможете сэкономить средства своего бюджета.
Трещина в ГБЦ возникает в результате неправильной работы двигателя вследствие перегрева и сдвига напряжений в металле.
Симптомы трещины в головке блока цилиндров

Трещины могут появляться в разных местах, отсюда и разные последствия. В основном бытует мнение, что при пробитой головке из выхлопной трубы идёт белый дым, но это только один частный случай. Трещина в головке может возникнуть между разными каналами, соответственно и признаки наличия трещины в ГБЦ будут разными.
Далее рассмотрим некоторые случаи трещин между системой охлаждения и другими системами двигателя.
Масляная система— при смешивании масла и тосола в двигателе вместо масла появляется эмульсия, беловатая пена, как у бисквитного теста, а в расширительном бачке системы охлаждения образуется масляная плёнка.
Впускной канал— если в него начинает попадать ОЖ, то в первую очередь она отмоет поршни до блеска, можно посмотреть через свечное отверстие,- поршни будут как новые. И при попадании в камеру сгорания- это как раз то случай, когда может пойти белый дым из выхлопной трубы, хотя не факт, что он пойдёт.
С каналом выпуска— тут ОЖ просто вылетит в трубу в виде пара. Двигатель постоянно выпускает пар и заметить что-либо в данном случае вряд ли получится, проста будет уходить жидкость из бачка. Скорее всего, даже запаха отработавших газов в бачке не будет.
С камерой сгорания— через трещину часть жидкости пойдёт в камеру сгорания, но очень малое количество, всё из-за разницы давления. В двигателе при сгорании топлива образуется большое давление, и выхлопные газы через эту самую трещину попадают в систему охлаждения, повышая давление в ней. Из-за этого раздуваются патрубки, а из бачка воняет выхлопными газами. Но жидкость также может пойти и в камеру сгорания- система охлаждения всё ещё находится под давлением, а в камере сгорания уже пошло разрежение и начал засасываться воздух. Из-за разницы в давлении ОЖ начинает просачиваться в камеру сгорания. Признаком такой трещины будут чистые поршни (не всегда), запах в бачке, упругие патрубки и холодный радиатор печки (воздушная пробка).
Типичные места образования трещин в ГБЦ
Автопроизводители допускают образование трещин в головке, и это не будет считаться неисправностью, так как трещина будет неглубокой и она не будет соединять две ёмкости. В дизельных двигателях VW головка с трещиной между клапанами допускается к использованию.
Но найти все трещины- задача проблематичная даже для опытного моториста. Казалось бы, на одних и тех же моторах трещины должны образовываться в одних и тех же местах. Но от этого поиск не упрощается. Есть места, которые можно обнаружить одним взглядом на головку:
—между клапанами— трещина сразу видна, проходит под сёдлами двух соседних клапанов.
—между свечой и клапаном— та же ситуация, опять же, всё на виду и никуда не надо заглядывать

—в дизельном двигателе трещина может пойти от клапана в сторону форкамеры, такую трещину легко заметить, но как её увидеть, если она образуется под форкамерой и не выходит наружу?
—под направляющей клапана— ещё одно злачное место, где не видно трещины, во-первых, в канале и так темно, а во-вторых, трещина прикрыта направляющей втулкой. Тут нужен другой подход, а не только визуальный. Да и какая польза от обнаружения трещины между клапанами, если через неё не прорываются газы? Не будем полагаться на случай, тем более метод диагностики придуман давно и зарекомендовал себя с лучшей стороны.
Проверка ГБЦ на трещины

Чтобы проверить ГБЦ на трещины, её надо опрессовать, то есть герметично закрыть все отверстия, и дунуть воздуха в каналы. Если опустить головку в воду, то из трещины пойдут пузырьки. Или наоборот- заглушить все отверстия и налить воды в канал, после чего накачать насосом туда воздуха, создав давление 0,6-0,7МПа, и дать постоять так головке 1=2 часа. Если вода уйдёт- значит головка пробита.
Существуют ещё красители, которыми подкрашивают воду. Их очень хорошо видно на трещине.
А закрываются отверстия в охлаждающей рубашке очень легко: на ник кладётся резиновая прокладка, которая чуть больше отверстия, сверху накладывается металлическая пластина, которая прикручивается болтом к головке. И никакая вода так не пройдёт. А к штуцеру, который будет выступать из головки, подсоединяют насос и накачивают воздух. Такая опрессовка позволяет выявить все трещины.
Ремонт трещин
Качественно заделать трещину получится только с помощью сварки. Никаким клеевым составом не получится качественно заделать трещину в головки, потому что при нагревании до рабочих температур головка будет расширяться и трещина будет становиться больше, то есть нужен состав для заделывания трещины, который имел бы такие же линейные температурные расширения, как и материал головки, к тому же быть устойчивыми к другим нагрузкам. Всего этого возможно добиться только сваркой.
Подготовка головки для сварки

Перед сваркой трещину необходимо разделать, для этого фрезерной машинкой высверливают металл по всей длине трещины. Канавка должна получиться достаточно глубокой, 6-8 мм в глубину и примерно такая же по ширине, по форме желательно сделать клиновидной. Это поможет лучше проварить металл. Для разделки трещины между сёдел, сначала нужно извлечь сёдла, а только потом разделать трещину.
После разделки трещин головку надо нагреть до температуры 200-250°C, но не выше, чтобы головку не повело. Нагрев позволяет снизить напряжения в металле, возникающие при сварке. Для нагрева лучше всего использовать ацетиленовую горелку либо печь, но нельзя использовать паяльную лампу, потому что её можно легко перегреть ГБЦ.
Сварка ГБЦ

Для сварки головки блока цилиндров можно использовать газовую сварку с использованием присадочного материала, но лучшие результаты даёт аргонно-дуговая сварка (TIG). К головке подключается масса, а дуга горит в среде аргона между вольфрамовым электродом и головкой, куда подсовывают алюминиевую присадочную проволоку.
После сварки шов надо зачистить, повторно опрессовать, и если всё хорошо, то поверхность, прилегающую к блоку, отфрезеровать, чтобы была идеально ровной.

Появление трещин в головке блока цилиндров (ГБЦ) сопровождается рядом неприятных симптомов, которые так или иначе влияют на производительность силового агрегата. Далее мы поговорим о том, как понять, что в ГБЦ есть трещина, в каких местах она чаще всего возникает, а также как решить данную проблему.
Признаки трещины головки блока
Довольно часто такую поломку ассоциируют с белым дымом из выхлопной, который якобы является верным признаком трещины ГБЦ. Это действительно так, однако довольно часто проблема проявляется по-другому и цвет выхлопа при этом никак не меняется.

Изменение цвета масла, масло пенится. Когда антифриз попадает в моторное масло, оно становится более жидким, меняет свой цвет и начинает пениться. В системе охлаждения при этом появятся следы масла, пленка будет и в расширительном бачке.


Пузырьки выхлопных газов в системе охлаждения. Появление трещины в ГБЦ в точке контакта с рубашкой охлаждения двигателя может привести к появлению пузырьков в расширительном бачке, а также в радиаторе охлаждения. Это будет заметно во время работы двигателя, все что нужно сделать это аккуратно открутить крышку радиатора и посмотреть. Обращаю ваше внимание на то, что делать это лучше на холодном двигателе, так как на горячем при попытке открутить крышку радиатора ОЖ можно получить ожоги.
Появление пузырей объясняется давлением, которое образуется в процессе сжигания топлива. В случае появления трещины, часть давления проникает в систему охлаждения, в итоге часть выхлопа попадет в бачок и радиатор. Жидкость начинает менять свой цвет, приобретает запах выхлопных газов, возможно появление воздушных пробок, раздувание патрубков и т. д.
В каких местах чаще всего возникают трещины
Поиск трещины в ГБЦ — пожалуй, самое сложное, так как она может появиться в разных точках головки. Даже опытный мастер не всегда в силах выполнить эту задачу быстро, несмотря на то, что трещины возникают, как правило, в определенных местах.
- Между клапанами. Такой тип повреждения обнаружить не сложно, трещину видно между седлами соседних клапанов.
- Между клапаном и свечой. В этом случае также вы без труда сможете найти место повреждения.
- Под направляющей клапана. В таком месте обнаружить трещину довольно проблематично, она прикрыта направляющей втулкой, кроме того в канале темно. Визуальный метод обнаружения в данном случае не подойдет.
Проверка головки цилиндра на наличие трещин
Магнитно-порошковая диагностика
Данный метод считается одним из наиболее оперативных и точных. Принцип проверки следующий: головка устанавливается на специальный магнитный стенд, после чего головка посыпается металлической стружкой. В местах трещин стружка не сможет примагнититься, что и будет свидетельствовать о наличии трещины в конкретном участке.
Проверка ГБЦ с использованием специальной жидкости
Для данного метода потребуется специальная жидкость. Головка полностью очищается от грязи, затем обезжиривается. Красящая жидкость наносится на чистую поверхность, и после нескольких минут удаляется при помощи тряпки. Любые, даже малейшие трещины и дефекты будут окрашены в цвет жидкости, и вы без проблем сможете увидеть их.
Проверка головки под давлением в воде
Принцип заключается в том, чтобы подключить головку к компрессору, предварительно загерметизировав в ней все отверстия. Далее ГБЦ погружается в ванну с водой. Если в головке будут трещины, они так или иначе проявятся в виде пузырьков воздуха. Таким образом вы сможете увидеть в каком месте есть трещина, после чего можно произвести более детальное изучение повреждения.
Ремонт трещин головки блока цилиндров
Существуют разные способы ремонта ГБЦ и каждый из них имеет свои плюсы и минусы.

Наиболее качественным и эффективным считается сварка трещин. Для ремонта используется специальный материал, который по своему составу близок к составу ГБЦ, способен выдерживать высокую температуру и обладает стойкостью к расширению во время нагрева и охлаждения. Сварка трещины в головке блока производится после тщательной подготовки места повреждения. Оно зачищается и углубляется для того, чтобы шов имел больший контакт сцепления с телом блока. Канавку расширяют до 6-8 мм в глубину и в ширину. После этого ГБЦ нагревают 200-250 °C, это необходимо для того, чтобы снизить напряжения в металле, а также избежать растрескивания шва при остывании и повторном нагреве. Сварка производится либо с использованием газовой горелки, либо при помощи аргонно-дуговой сварки. По завершению работ шов следует зачистить, а также произвести фрезеровку и полировку. После место ремонта снова подвергается проверке и по его результатам головка либо устанавливается на место, либо подвергается повторному ремонту.
Преимущество такого ремонта в его надежности, шов получается очень прочным, а новые трещины больше не возникают. Недостаток данного способа ремонта в том, что сварка есть не у всех, к тому же такой ремонт будет стоить намного дороже по сравнению с альтернативными.
Менее эффективные способы ремонта трещин — холодная сварка и установка штифтов
Первый вариант предусматривает обработку места повреждения, углубления трещины для лучшего контакта после чего на трещину наносится слой холодной сварки. После остывания место обрабатывается напильником, болгаркой или специальными насадками на дрель.
Установка штифтов. Принцип ремонта данным способом заключается в рассверливании места трещины и установки по всей ее длине медных штифтов. Каждый последующий штифт должен идти внахлест предыдущего таким образом, чтобы перекрыть стык полностью. После кончики подрезаются, но не до конца, торчащие остатки медных штифтов расклепываются молотком, образуя сплошной шов. При необходимости улучшить эффект можно при помощи эпоксидки или холодной сварки.
Плюсы такого ремонта в бюджетности и простоте выполнения. Заклеить трещину в ГБЦ холодной сваркой может каждый, для этого не нужно иметь какого-то спец. оборудования или навыков. Недостатки двух последних способов в том, что шов получается не таким прочным, как в случае со сваркой.
Обязательно посмотрите видеоверсию статьи!
Читайте также: