
Чем отличаются клапана ваз 2108 от 2101
СЕРГЕЙ ПЕРФИЛОВ — начальник бюро отдела функциональных испытаний (8).
1. На многих вазовских карбюраторных автомобилях в корпусе воздушного фильтра несколько небольших отверстий. На переднеприводных, например, и в самом корпусе, и в крышке. В то же время на некоторых машинах отверстия закрыты резиновыми заглушками.
Резиновые заглушки в некоторых таких отверстиях появились позже, по требованиям экологов, когда стали ограничивать выброс бензиновых паров в атмосферу.
2. Можно ли использовать стеклоизол в качестве шумоизоляции?
Материалы, содержащие стекловолокно, применять в качестве шумоизоляции, особенно в салоне, нежелательно. Они небезвредны — при дыхании мелкие частицы стекла оседают на легких. Для этой цели больше подходят материалы на основе базальтового волокна — они гигиеничней и к тому же имеют более высокую термостойкость (по сравнению с материалами на основе стекла практически в два раза — 800°С против 400°). Последнее важно, когда требуется изолировать элементы систем выпуска.
3. Какое давление должно быть в шинах размерностью 185/60R14, установленных на автомобиле VAZ 2112?
4. Имеет ли смысл при ремонте головки блока цилиндров двигателя VAZ 2103 заменить направляющие втулки клапанов на бронзовые? Каковы должны быть шаг и профиль смазочной канавки, марка материала?
Противопоказаний к применению цветных сплавов для направляющих втулок клапанов нет. Но следует иметь в виду, что большинство цветных сплавов непригодно для этих целей из-за недостаточной твердости. Для работы в паре с такими втулками стержни клапанов нужно хромировать и полировать.
5. На двигатель VAZ 2106 установил коленвал 21213. После этого мотор работает плохо, мощность снизилась, зажигание по детонации установить не удается. Возможно, я допустил ошибку. Подскажите, какую.
По определяющим геометрическим размерам коленвал 21213 не отличается от аналога — 2103, применяемого в двигателе 2106. Скорее всего, допущена ошибка при сборке привода ГРМ — неправильно установлены цепь и звездочки привода.
6. Еще недавно в инструкции к автомобилю VAZ 2110 допускалось применение бензина АИ-91 и АИ-92, а потом появилось требование — только АИ-95. Но именно при работе мотора на таком бензине многим приходится чаще менять свечи зажигания.
Во-первых, внимательно читайте руководство по эксплуатации. В нем, в частности, сказано: для карбюраторных двигателей (2183 или 2110) рекомендован бензин с октановым числом от 91 (с 1 января 2003 года ГОСТ Р 51105–97 узаконил бензин АИ-92), а вот для впрысковых 2111 и 2112 допускается только АИ-95.
7. Какой установочный угол опережения зажигания рекомендован для двигателя VAZ 21084 и каковы его клапанные зазоры?
Двигатель ВАЗ 21083-1000260-53. Характеристика двигателя ВАЗ 21083.
Двигатель четырехтактный, карбюраторный, рядный, с верхним расположением распределительного вала. Система охлаждения двигателя — жидкостная, закрытого типа, с принудительной циркуляцией жидкости. Двигатель имеет комбинированную систему смазки: под давлением и разбрызгиванием.
Особенности двигателя. Технические данные
Предназначен для установки на модели ВАЗ: 2108, 21083, 2109, 21093, 21099, 2113, 2114, 2115 и их модификации.
Двигатель ВАЗ 21083, как и его предшественник, двигатель ВАЗ 2108 был специально разработан для поперечного размещения в моторном отсеке автомобиля.
Поршневой палец используется мод. 21213. При установке он запрессовывается в верхнюю головку шатуна, но обеспечивает свободное вращение в бобышках поршня. Поршневой палец имеет длину — 67мм., диаметр — 22мм.
На новые поршня устанавливаются новые кольца на диаметр 82 мм. Высота колец осталась прежней: первое компрессионное — 1,5мм; второе компрессионное – 2мм; маслосъемное -3,95мм. Маслосъемное кольцо – хромированное. Обозначение комплекта для нормального размера — 21083-1000100-10. Возможна установка стальных поршневых колец 21083-1004029.
Двигатель получил новую головку цилиндров 21083. Изменены диаметры впускных клапанов (с 35мм. до 37мм.). Оптимизация процесса сгорания топлива позволила повысить степень сжатия до 9.9.
На двигателе ВАЗ 21083 установлен масляный насос нового типа мод.2108, с шестернями внутреннего зацепления. Устанавливается он в передней части блока цилиндров. Особенностью конструкции масляного насоса является то, что привод его осуществляется непосредственно от коленчатого вала.
На бензонасосе мод.2108 подводящий и отводящий патрубки размещены на одной линии, в этом и заключается основное его отличие от бензонасоса 2101. Новый карбюратор, 21083-110701000 обеспечивает более экономичную работу двигателя.
На двигателе ВАЗ 2108 применяется электронная бесконтактная система зажигания. В состав системы входят: датчик распределитель зажигания типа 40.3706 или 40 3706 — 01, коммутатор модели 3620 3734 или 763734, катушки зажигания 3122 3705, свечи зажигания, выключатель зажигания и провода высокого напряжения.
В системе охлаждения применяется водяной насос новой конструкции с индексом 2108.
Раздел создан: 22 января 2007 г.
Последнее обновление: 7 июля 2010 г.
Автор статьи, фото-видео материалов: © Квазар
Запрещены без письменного разрешения автора: перепечатка статьи целиком или частично, перепечатка и использование фото-видео материалов, равно как их изменение и редактирование в целях дальнейшей публикации на сторонних сайтах.

Автолюбители, независимо от стажа владения машиной, постоянно ищут способы повышения мощности двигателя. Есть несколько вариантов усовершенствования вашего автомобиля, одним из которых является доработка головки блока цилиндров (ГБЦ).
Мы знаем, что крутящий момент, а соответственно и мощность, находятся в прямой зависимости от такого показателя, как коэффициент наполнения цилиндров рабочей смесью. Чем больше наполнение, тем больше мощность двигателя, которая растет при смещении максимального значения крутящего момента на более высокие обороты. Для этого устанавливают распредвалы с расширенными фазами впуска/выпуска и увеличенными подъемами клапанов, но на практике этого оказывается недостаточно. Если критически подойти к рассмотрению головки блока цилиндров, то мы увидим множество недочетов — казалось бы, мелких, но именно они не дают реализовать полный потенциал мотора. Это обусловлено технологией изготовления при массовом производстве ГБЦ, и поэтому все придется исправлять самим или на станции техобслуживания. Как? Об этом речь:
Стыковка каналов ГБЦ и коллекторов
Желательно перед началом работ посадить коллекторы на штифты. Это необходимо по той причине, что крепеж коллекторов на автомобилях ВАЗ допускает небольшое смещение плоскостей ГБЦ и коллекторов относительно друг друга, что может привести всю работу к нулевому результату. Находим места на ГБЦ и коллекторах (2 штифта на каждый по краям) для удобного засверливания. В ГБЦ металлические штифты сажаем плотно, коллекторы же должны на них надеваться легко, но без люфтов. Проделайте необходимые отверстия в прокладке. Теперь точное позиционирование коллекторов и ГБЦ обеспечено.
Следует учесть то, что если диаметр канала ГБЦ немного больше (1-1,5 мм) диаметра канала впускного коллектора, но их соосность совпадает, то этим можно пренебречь, так как сколько-нибудь значимого сопротивления это не создаст. На выпуске создается аналогичная ситуация, только канал ГБЦ теперь может быть немного меньше канала выпускного коллектора.
Впускные/выпускные каналы ГБЦ
Если внимательно осмотреть впускные/выпускные каналы заводской головки блока цилиндров, то сразу бросаются в глаза приливы литья в районе направляющих втулок клапанов, выступающие в канал втулки и местами ломаная форма узких каналов. Используя шаровые фрезы разных форм и размеров необходимо добиться увеличения проходного сечения каналов, удалить все неровности и выступающие части. Форму канала надо изменить таким образом, чтобы его изгиб был наиболее плавным, но сохранил определенные радиусы кривизны. Внутренняя поверхность впускных каналов оставляется немного шероховатой для лучшей испаряемости бензина с их стенок. Выпускные каналы можно полировать, хотя заметного эффекта это не даст.
Поперечное сечение канала не должно быть правильной окружности. Впускной канал имеет форму эллипса с небольшим бочкообразным расширением перед седлом клапана. Остальная часть канала ГБЦ и впускного коллектора плавно сужается по направлению потока.
Проводя увеличение диаметра каналов надо учитывать близлежащие внутренние коммуникации. При неаккуратной работе можно повредить маслоканал или канал рубашки охлаждения. При работе с ГБЦ восьмиклапанных двигателей, которые применяются на переднеприводных ВАЗах, надо быть предельно осторожным. Хотя это не убережет вас при расточке одного впускного канала, в котором маслоканал проходит настолько близко, что его вскрытие неизбежно. К сожалению, даже если канал останется невскрытым, он может быть просто прикрыт тонким слоем алюминия и позже прорвётся под давлением масла работающего двигателя.
Перед началом расточки желательно в маслоканал вогнать стальную втулку, но, к сожалению, это не самый удобный вариант. Лучше устанавливать стальные или алюминиевые втулки после вскрытия канала, либо заваривать канал аргоном.
Вначале определитесь: с коллектора или ГБЦ начинать расточку. При значительном увеличении диаметра каналов работы начинают в деталях с более тонкими стенками, а по их форме и положению затем растачиваются каналы сопрягаемых блоков. В классических двигателях ВАЗ принято начинать расточку с коллектора, потому что каналы ГБЦ имеют достаточный запас толщины для последующего совмещения.
Обратите внимание на части направляющих втулок клапанов, которые выступают в каналы. Они создают заметные помехи потоку, поэтому их стараются укоротить или заострить. Иногда втулки стачивают заподлицо со стенкой канала и, хотя это в лучшей степени оптимизирует его пропускную способность, но такая доработка снижает ресурс направляющих, у которых он и так невелик на форсированных двигателях.
Клапаны
Здесь доработки направлены на увеличение пропускной способности и уменьшение веса клапанов. Увеличить пропускную способность можно изменив профиль тарелки, а так же рабочие и дополнительные фаски клапана.

При переточке клапанов снимается лишний металл с обеих сторон тарелки клапана. На лицевой стороне делается небольшая выемка, а на тыльной уменьшается радиус перехода стержня в тарелку. Так же утоньшается тарелка и стержень клапана. Если вы не планируете менять втулки, то снимите лишний металл с ножки клапана от тарелки до направляющей втулки.
Можно поставить титаноалюминиевые клапаны, которые на 40% легче стальных, но они очень хрупкие и дорого стоят. Седла при этом приходится менять на бронзовые, которые более мягкие по сравнению с чугунными, что приводит к уменьшению отскока клапана при закрытии и дополнительно гасит ударные нагрузки.

Чтобы вы могли лучше ориентироваться, мы приведем данные по клапанам, которые можно устанавливать на двигатели ВАЗ:
- — ВАЗ 2101-2107, 21213 — клапаны от 39/34 до 42/35;
- — ВАЗ 21083/2111 — клапаны от 39/34 до 40/34;
- — ВАЗ 2112 — клапаны от 31/27 до 33/29,
Конечно, это не единственное решение, и вы можете подбирать размеры тарелок клапанов самостоятельно, но при этом необходимо учитывать, что для атмосферных двигателей оптимальным соотношением площади выпускного клапана по отношению к впускному — ¾ или примерно 75%. Это наглядно видно из следующих данных:
Если ваш автомобиль оснащен наддувом или впрыском закиси азота, ему необходимо увеличение выпускных клапанов, так как двигатель производит больше отработанных газов. Под такие моторы соотношение клапанов может быть от 90% и более.
Пружины клапанов
Штатные пружины рассчитываются под конкретный двигатель с применением серийного распредвала. Учитывается достаточный запас прочности, рассчитанный на относительно невысокие обороты. В классических двигателях клапаны зависают на оборотах более 7000, на ВАЗ 21083 допускаются большие обороты, а на ВАЗ 2112 неадекватная работа клапанов вероятна на оборотах 7500-8000 об/мин.
Замена распредвала на более верховой может привести к зависанию клапанов. Наиболее простым способом является увеличение преднатяга штатной пружины, что выполняется подкладыванием под нее шайбы. Усилие на пружине увеличивается, но заметно уменьшается свободный ход.
При установке спортивных распредвалов предъявляются более жесткие требования к усилиям на пружинах. В этом случае требуется большой подъем кулачка и соответствующий ход пружины, поэтому их меняют на более жесткие, которые имеют больший ход сжатия. Хорошим примером могут служить усиленные пружины клапанов PROSPORT ВАЗ 2108 / 2110 8V.
Более жесткие пружины заметно увеличивают нагрузки на клапаны, распредвал и тарелки, поэтому такую доработку желательно проводить последней из всех способов повышения порога зависания клапанов.

Еще одним способом является облегчение тарелок клапанных пружин. Их меньшая масса снижает нагрузки на распредвал и детали ГРМ, что особенно важно на повышенных оборотах. Можно перетачивать штатные тарелки, но лучше поставить новые из алюминиевого сплава или титана. Алюминиевые дешевле, но подвержены деформациям в критических режимах работы. Более прочными являются титановые изделия, хотя некоторых автолюбителей сдерживает их цена. Хорошо себя зарекомендовали тарелки пружины клапана SPORT (титан, алюминиевый сплав) ВАЗ 2108/2110 8V.
Толкатели клапанов
В двигателях ВАЗ 2108 и 2112 кинетическая связь клапанов ГБЦ с распредвалами осуществляется при помощи толкателей. На ГБЦ 2108 они механические с регулировочными шайбами, а на ГБЦ 2112 — гидрокомпенсаторы. Для 16-клапанных двигателей подходят цельные толкатели клапана d-30 мм SPORT ВАЗ 2112/Приора/Калина 16V. Штатные толкатели имеют некоторые ограничения, поэтому неприемлемы при работе со спортивными распредвалами. В этом случае применяются цельные механические толкатели, имеющие увеличенный диаметр и не требующие регулировочных шайб. Для их установки необходима расточка колодцев серийных толкателей до нужного размера.
Клапаны регулируются подбором подпятников нужного размера, что довольно трудоемко. Работа мастера по регулировке 8 клапанов вам обойдется в пределах 3000 руб.
Рычаги привода клапанов
Направляющие втулки клапанов
В зависимости от типа двигателя и предполагаемых режимов работы подбирается конструкция и материал направляющих втулок клапанов. Причины, которые могут потребовать доработки или замены штатного оборудования:
- — При использовании клапанов с меньшим диаметром стержня;
- — При сильно выступающей части направляющей втулки в канал ГБЦ;
- — Если форма или размер противоположной части направляющей не удовлетворяют требованиям;
- — При недостаточной теплопроводности направляющей втулки (возможна замена на бронзовые).
Бронза является хорошим теплопроводником, хорошо отводит тепло от клапана и эффективно его рассеивает в ГБЦ, поэтому на высокофорсированных двигателях применение бронзовых направляющих втулок крайне необходимо.
Хорошим примером изделий являются направляющие втулки клапанов бронзовые ВАЗ 2108/2110 8V. Они имеют немного меньший ресурс по сравнению с металлокерамическими изделиями, но все зависит от режимов работы двигателя и их завода-изготовителя.
Форма камеры сгорания
При помощи этой доработки можно значительно снизить риск возникновения детонации, улучшить наполнение цилиндра и создать условия, при которых топливная смесь будет лучше распределяться, перемешиваться и возгораться.
Детонация возникает в местах, наиболее удаленных от свечи. Это объясняется тем, что при возгорании смеси давление в камере сгорания (КС) резко возрастает и приводит к чрезвычайной компрессии еще не воспламенившейся смеси. Это провоцирует ее самовоспламенение, которое носит взрывной характер и приводит к резкому повышению температуры и давления в цилиндре. Возникает детонация, характеризующаяся металлическими звуками и распространяющаяся по двигателю серией ударных волн детонационных взрывов. Частые возникновения детонации приводят к разрушительным последствиям, поэтому надо принимать меры к их устранению. Для этого максимально сглаживают острые кромки и углы камер сгорания, удаляют погрешности литья и полируют поверхность камер сгорания, что дополнительно прибавляет 5% мощности за счет снижения тепловых потерь.
ГБЦ ВАЗ 2112 изначально имеет полусферическую КС, что минимизирует все необходимые доработки и заключается в ликвидации огрехов серийного производства.
Степень сжатия
Степенью сжатия (СЖ) является отношение полного объема цилиндра ко всему объему КС. Чем больше сжата топливная смесь перед воспламенением, тем большую работу она совершит впоследствии. Повышая СЖ, мы увеличиваем мощность двигателя, но есть и ограничивающие факторы, такие как рост нагрузки на поршневую и риск возникновения детонации. Стандартные литые поршни двигателей ВАЗ допускают СЖ до 11:1.
Для двигателей с небольшими фазами ГРМ прибавка мощности относительно степени увеличения СЖ хорошо отслеживается по следующей таблице:

Наиболее заметен положительный эффект от роста СЖ в двигателях с широкими фазами открытия клапанов. Это происходит оттого, что коэффициент наполнения атмосферных двигателей ВАЗ не превышает 100%, то есть динамическая СЖ не превышает статическую СЖ. Динамическая СЖ — объем топливно-воздушной смеси, попавшей в цилиндр, относительно объема камеры сгорания. При использовании широкофазных распредвалов на низких и средних оборотах динамическая СЖ ниже статической. Повышение СЖ приводит к пропорциональному росту динамической, что положительно влияет на мощность и экономические показатели двигателя. При этом необходимо исключить предпосылки возникновения детонации при максимальном коэффициенте наполнения цилиндра, что достигается повышением октанового числа топлива и изменением состава топливно-воздушной смеси.
С ростом оборотов двигателя длительность цикла сгорания уменьшается, что может привести к неполному сгоранию топлива, а, следовательно, потере мощности. Поэтому повышая СЖ, мы ускоряем процесс сгорания, что позволяет получить максимальную мощность от двигателя. Вследствие этого большинство высокооборотистых форсированных бензиновых двигателей требуют повышения СЖ.
После проведения доработок ГБЦ, которые мы рассмотрели в данной статье, вы сможете полностью раскрыть потенциал двигателя вашего автомобиля!
Сегодня ситуация с запчастями для иномарок в корне отличается от той, что была каких-нибудь 6-7 лет назад, и найти нужные для ремонта детали, как правило, не проблема. Тем не менее в практике ремонта двигателей возможны случаи, когда приходится ориентироваться не на то, что нужно, а на то, что можно приобрести.
Сегодня разговор о маслосъемных колпачках
Маслосъемные колпачки, как известно, предназначены для уплотнения сопряжения стержней клапанов с направляющими втулками, они препятствуют проникновению масла в зазор. В современных двигателях эту задачу решают резиновые колпачки с армированием тонкой стальной втулкой и эспандерной пружиной, поджимающей уплотнительную кромку к стержню клапана. Такая конструкция, как показывает опыт, наименее чувствительна к перекосам стержня клапана во втулке, обеспечивает надежную посадку колпачка и при использовании соответствующих материалов (акрилатный или фторкаучук) дает весьма высокий ресурс уплотнения — более 150 тыс. км пробега автомобиля. Колпачки другой конструкции, в том числе неармированные с широкой уплотняющей поверхностью, фторопластовые и пр., устанавливались на некоторых двигателях прошлых лет выпуска, но на современных моторах уже не применяются.
При ремонте в подавляющем большинстве случаев необходимо применять только те колпачки, которые предназначены для этого двигателя. Тем не менее иногда это правило может быть нарушено без какого-либо ущерба для надежности двигателя и расхода масла. Например, на старый мотор можно поставить маслосъемные колпачки современного исполнения, если их основные посадочные размеры (в первую очередь — диаметр посадочного пояска на направляющей втулке и диаметр стержня клапана) совпадают. Такая замена не только не ухудшит, но, скорее всего, улучшит уплотнение и сделает его более долговечным.
Подобные примеры есть. Так, известная фирма-производитель уплотнений Goetze для старых моторов Mercedes модели М102 выпускает колпачки современной конструкции взамен устаревших (они используются для уплотнения впускных клапанов). Не менее известная фирма Reinz поставляет в запчасти для двигателей Mercedes моделей М110 и М123 резиновые колпачки вместо "родных" фторопластовых, удовлетворительно работавших только с неизношенными клапанами и направляющими втулками.
Эти примеры свидетельствуют, что не всегда использование более дорогих "оригинальных" запасных частей, поставляемых производителем автомобиля, лучше того, что предлагают непосредственно сами производители этих деталей.
Потребкость в замене маслосъемных колпачков на аналогичные, но с другого двигателя, может возникнуть и в иных случаях. Например, когда "родные" колпачки слишком дороги — цена на некоторые образцы может достигать $ 4-5 за штуку. Возможны ситуации, когда при неаккуратной сборке головки один из колпачков окажется поврежден.Тогда поиск такого же нового приведет к потере времени (вплоть до поставки на заказ дней через десять) и денег (нередко маслосъемные колпачки поставляются комплектом на двигатель). Поэтому для таких "случайностей" иногда полезно знать возможные выходы, т.е. варианты замены маслосъемных колпачков на аналоги при условии, что замена не приведет к ухудшению надежности двигателя.
При подборе маслосъемных колпачков, помимо совпадения уже отмеченных характеристик, необходимо учесть и другие размеры и особенности конструкции:
— высота "заменяющего" колпачка не должна превышать высоту "родного" более, чем на 0,5 мм, в противном случае при максимальном ходе клапана тарелка пружины может повредить колпачок;
— наружный диаметр колпачка не должен быть слишком большим, по крайней мере колпачок должен свободно проходить внутри пружины клапана. Это важно для тех двигателей, у которых на каждом клапане установлено по две пружины, — в этом случае внутренняя пружина ограничивает наружный диаметр колпачка;
— желательно, чтобы длина посадочного пояска на направляющей втулке была близка к длине пояска на колпачке. Если поясок на колпачке слишком короткий, то при установке колпачка слишком "глубоко" на втулку он будет поврежден краем втулки либо втулка отожмет уплотнительную кромку колпачка от стержня клапана, и уплотнение нарушится;
— необходимо обращать внимание на профиль внутренней поверхности колпачка. На некоторых двигателях (в основном японских) колпачок имеет на внутренней посадочной поверхности кольцевой выступ, входящий в ответную канавку на направляющей втулке. Установка такого колпачка на гладкую втулку неудачна, т.к. он может быть поврежден из-за большого натяга. Колпачки без армирующей втулки нередко имеют аналогичный буртик, из-за чего их применение тоже ограничено, но вследствие опасности соскакивания с гладкой втулки;
— при подборе колпачков необходимо обращать внимание на годы выпуска двигателей — и того, который ремонтируется, и того, от которого предполагается использовать колпачки. Более старые моторы могли иметь и более дешевые материалы колпачков (включая нитрильный каучук с ограниченным сроком службы). Да и в целом колпачки более старых конструкций использовать на современных двигателях нежелательно из-за более жестких условий работы, хотя обратная замена вполне допустима.
Если провести анализ посадочных размеров маслосъемных колпачков различных марок и моделей автомобилей (см. таблицу), то нетрудно заметить, что подавляющее большинство двигателей европейского производства имеет всего-навсего два основных типоразмера колпачков — 7×9,8 мм и 8×12 мм и др. имеют, пожалуй, только двигатели Mercedes, Ford и Opel, старые Volvo да некоторые дизельные моторы Fiat и Alfa Romeo. У японских двигателей, как правило, размеры колпачков отличаются от европейских (за исключением некоторых моделей Nissan и Isuzu), и речь может идти только о взаимозаменяемости между ними.
В заключение отметим, что отечественные двигатели ВАЗ в соответствии со своей европейской родословной имеют маслосъемные колпачки типоразмера 8х10,8 мм. Этот факт позволяет без проблем использовать на наших моторах маслосъемные колпачки от их основных мировых производителей-фирм AE (Payen), Elring, Glazer, Goetze, reinz и других. Правда, обратный путь — а именно установка колпачков отечественного производства на иномарки, как это делали в недалеком прошлом, когда запчастей для иномарок в России было очень мало, мы все-таки не рекомендуем — качество отечественной продукции пока заметно уступает иностранной. Хотя подделки под иностранные фирмы у нас тоже не редкость. Но это тема другого разговора.
Примеры использования наиболее распространенных типораразмеров маслосъемных колпачков на двигателях различных фирм
| Посадочные размеры колпачка d х D, мм | Марка автомобиля, модель двигателя |
| 7 х 9,8 | Audi-VW с многоклапанными головками BMW M20, M40, M42, M50, M51D, M70 Fiat 100, 156, 160, 200 Peugeot серия TU Renault серий C, E, J SAAB и Volvo с многоклапанными головками |
| 7 х 11 | Ford OHC/HCS, DOHC 2,0 л Opel* 13N, 13S, 14N, C14, C16, C18, C20, 20N, 20XE, C30, 16D, General Motors* 122 |
| 7 х 12 | Honda EK, EP, ET, ES, EY, A18, A20 Mazda B3, B6, F2, JE** Nissan E13, E15, CA18, CA20, CD17, RD28, KA24 |
| 8 х 10,8 | Audi-W — большинство моделей BMW M10, M30 Fiat — большинство моделей Peugeot серий F, J, Z SAAB BZ20 Лада — все модели, кроме многоклапанных |
| 8 х 12 | Alfa Romeo и Fiat — дизели Ford, Isuzu — большинство моделей Mercedes M102, ** M103, ** OM601, 602, 603 Nissan серий A, Z, L, LD, TD Opel* 16S, 18S Volvo B19, B20, B21, B23, B28, B200F, B230 Ford (US) 140, 153, 183, 302, 351 General Motors 151, 181, 231, 252, 273, 368 |
* Посадочный диаметр на втулке больше указанного на 0,1 мм;
** Только для впускных клапанов.
Уточнить данные по размерам, конструкции и материалам маслосъемных колпачков можно по каталогам их основных производителей — фирм AE (Payen), Elring, Goetze, Glazer, Reinz
Александр Хрулев, кандидат технических наук,
директов фирмы "АБ-Инжиниринг"
Затягивать процедуру замены не следует, так как увеличение расхода моторного масла несёт дополнительные расходы финансовые и проблемы экологические.
Какие маслосъемные колпачки лучше, знать владельцам необходимо уже по той причине, что можно будет ориентироваться в предложениях сервисных центров или торговых точек и сделать правильный выбор. Сегодня нет тотального дефицита не только сальников клапанов, но и запасных частей вообще. Остаётся только научиться правильно, выбирать изделия хорошего качества и отличать подделки от оригиналов.
Содержание

Зачем их устанавливают в моторах?
Все трущиеся пары в двигателях получают определённую порцию смазки для уменьшения трения, а задача маслосъемных колпачков сократить до минимума её попадание в камеру сгорания. Такой парой в головке блока цилиндров выступает направляющая втулка и стержень клапана. Сделать это сопряжение без зазора невозможно, поэтому для уплотнения и используют сальники клапанов. Их изготавливают из специальной маслостойкой армированной резины. Верхнюю часть этих сальников к стержню клапана прижимает пружина.
Было время, когда широко использовался фторопласт для них, но в настоящее время он редко используется в производстве этих запасных частей. Инструкции по ремонту и эксплуатации автомобилей рекомендуют при замене устанавливать только такие детали, которые устанавливал завод изготовитель. Сегодня эту рекомендацию часто нарушают, так как использование высококачественных материалов и современных технологий, позволяют создать продукцию ничем не уступающую, а иногда и превосходящую по своим характеристикам оригинальные колпачки.

Почему требуется их замена?
Поводом для их снятия и установки новых деталей может быть только износ кромки сальников клапанов, которой обжимается стержень клапана. Во время работы двигателя они совершают огромный объём работы, испытывают большую температурную нагрузку и воздействие агрессивной среды. Это не может не сказываться на их стойкости и долговечности. В основе большинства таких запасных частей лежит каучук, который под воздействием всех этих негативных факторов начинает твердеть, рабочие кромки начинают растрескиваться, изнашиваться и истираться.

Как выбрать лучшие?
Практически до средины 90-х годов отечественные автомобили комплектовались продукцией Курского завода резинотехнических изделий. Средняя температура в рабочей зоне составляет примерно 1800°C, а используемая для их изготовления резина была рассчитана только до 1500°C. Поэтому ходимость таких деталей составляла не более 30 тысяч км. пробега. Сегодня их не производят однако изредка ещё появляются в продаже.

О поводах замены

Собственно сабж размер маслосъемных колпачков felicia, мотор 1,3л. 58 лошадок, в прошлый раз менял колпачки, купил аналог от оригинального номера, в итоге размер купленных мной колпачков оказался 8 мм на 10,8мм естественно теперь они лежат без дела, славо богу после мотания по магазинам в экзисте были обнаружены подходящие колпачки, но их размер к сожалению не помню, вроде бы как 7мм на 10 мм если кто подскажет точные размеры буду признателен… или размер колпачков от 16-клапанной десятки вроде бы они идентичны

Комментарии 8
Если кому пригодится размер масло съемных колпачков машин после средины 96 года 7мм и второй размер 9,8мм, но лучше всего уточнять по вину машины. До середины 96 года клапана шли с 8мм диаметром.

Димон не делай людям мозги приедь комне я тебе их подарю !МОЗГАЧ ТЫ
Виталь лучше бы ты мне размер подсказал, я хочу купить оригинал. Уже заказал пробную партию. На счет мозгача ты гонишь, а инфа эта полезная чтоб не получилось как у меня в прошлый раз…

Я от таза какого то поставил

От ваз 2112 с двигателем 1.5 16 клапанов подходит

Колпачок маслосъемный 6.96-… 7мм — VAG 027109675
Зависит от года выпуска. До середины 96 года клапана шли с 8мм диаметром.
Если открыта клапанная крышка, то перед заказом, лучше померить диаметр штанги клапана.
Вот список, марки которых используют точно такие же колпачки (я имею ввиду размеры).
LADA
1.5 [VAZ-2111] 78 ? бензиновый двигатель 01/1995 — по н.в.
1.5 16V [VAZ-2112] 95 ? бензиновый двигатель 01/1995 — по н.в.
Код двигателя: VAZ-2112
только с номером оригинала видемо ошиблись — 047109675A, а по вашему коду 027109675 в экзисте выдает колпачки с диаметром 5,5 мм, А нижний диаметр какой должен быть если верх 7 у меня машинка 98 г.в. 9-й месяц
Номер — 047109675A рассчитан под диаметр штанги клапана — 8 мм. Но свободный диаметр юбки колпачка должен быть меньше.
Если у вас диаметр штанги клапана 7 мм, то свободный диаметр юбки колпачка тоже должен быть меньше, то есть 5,5мм
Если у вас остались те колпачки, которые вы купили в прошлый раз, то померьте внутренний диаметр юбки. Он должен быть больше чем 5,5 мм
Нижний диаметр я не замерял.
В Чешском каталоге номера выдают под диаметр штанги клапана, а в экзисте по свободному диаметру юбки колпачка.
Можно поставить и под этим номером — 047109675A, но плотность обжима будет хуже и проходит он меньше (будет пропускать масло).

Материал написан для новичков, опытные автолюбители не найдут ничего нового, а некоторые моменты могут вызвать удивление у них т.к. на момент доработки ГБЦ опыта у меня не было =) Статья написано для тех, кто хочет добавить немного динамики своему автомобилю, естественно содержит ошибки, которые постараюсь указать. Это не руководство к действию
Удачным средством поднятия мощности на высоких оборотах является доработка головки, которую несет блок цилиндров. Прежде всего требуется доработка впускных и выпускных каналов ГБЦ. Это необходимо для улучшения наполнения цилиндров за счет снижения потерь в каналах ГБЦ. Любые местные нестыковки и шероховатости ведут к торможению потока, собственно к ухудшению наполнения и потере мощности.
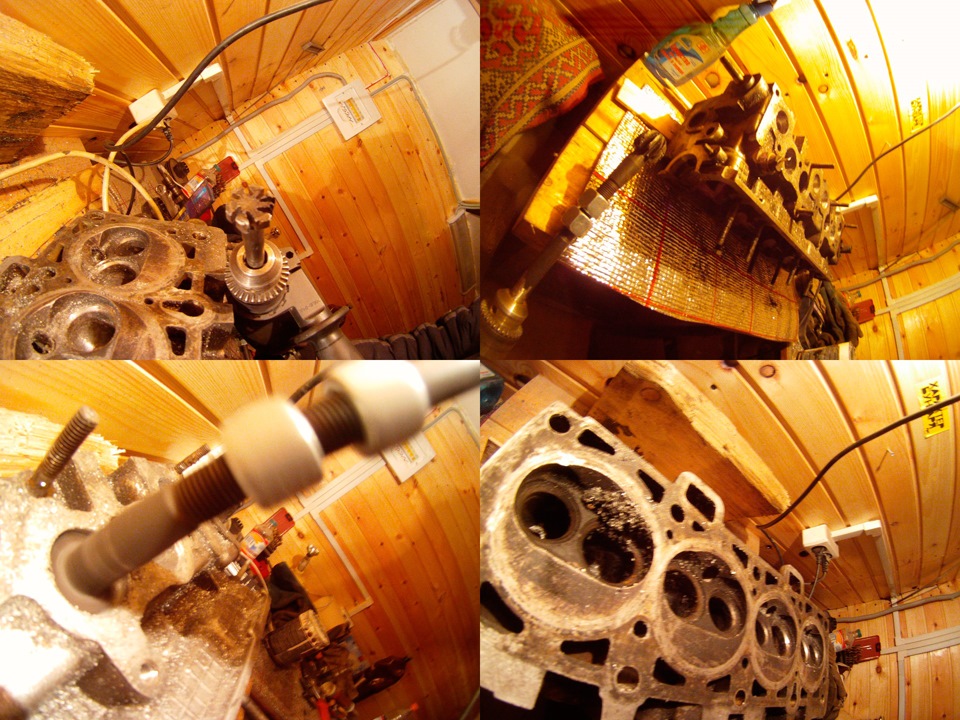
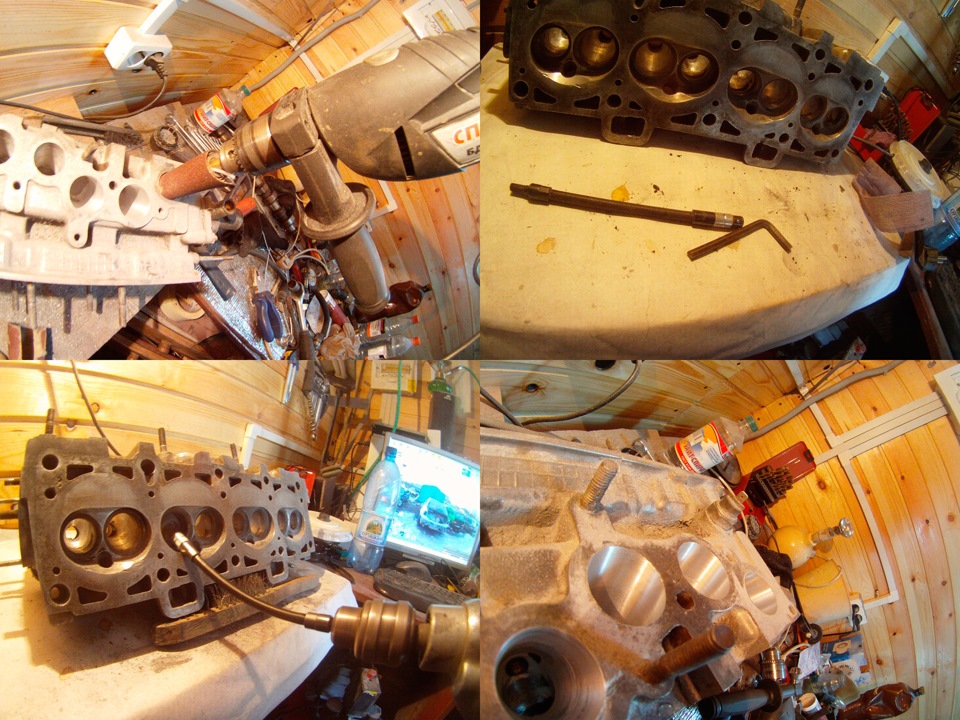
1)Снятие, разборка и дефектовка
Нам потребуется мурзилка, рассухариватель 2108, инструмент для забивания направляющих, химия для чистки
Разбираем все по мурзилке, чистим, подписываем что и откуда. Разбирается всё просто, но осторожность не помешает при работе с пружинками, любят они стрелять — пострадавшие все как один говорят что не смогли среагировать, да ещё и выстреливают они вверх, а сверху обычно лицо находится удивленное, я с ней работал с особой опасностью. Ещё выбил направляющие – клапана просто болтались в них поэтому решил менять.

2) Закупка запчастей после дефектовки:
— направляющие
— маслосъёмные колпачки
— фрезы маленькие
-шарошки (сделал сам)
-наждачная бумага Р80-120-180-240-320 и Р600
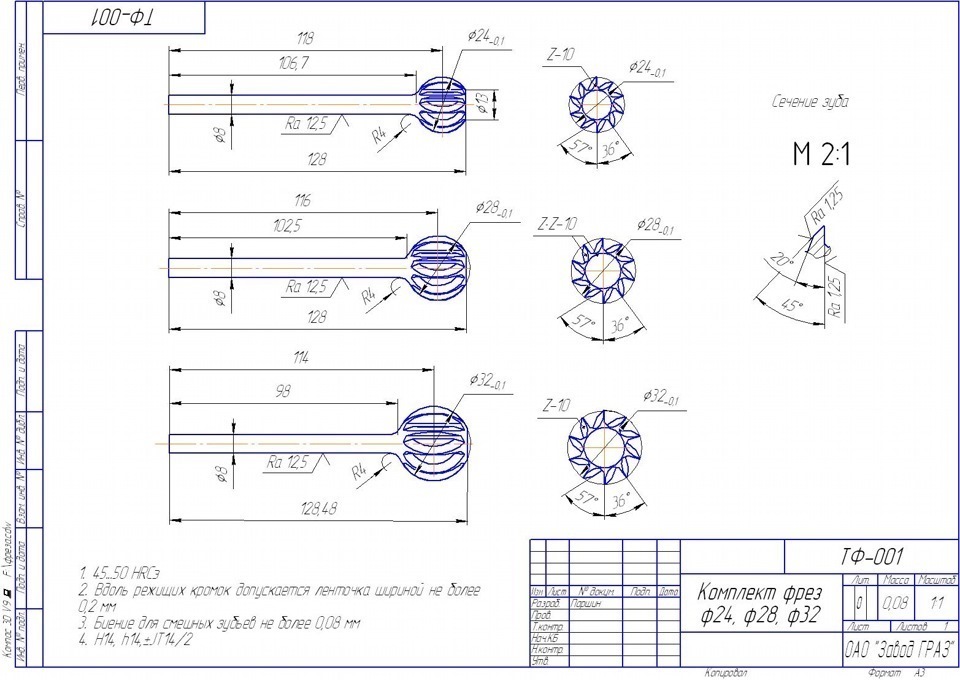
3) Шарошки 28,30,32 мм своими руками – из-за ограниченного бюджета
Если есть возможность — купите хорошие фрезы, если денег мало, а желания расточить ГБЦ много читаем …
Потребуются:
-верх.шаровая 2107(33мм) — 1шт
-нижн.шаровая 2107(30мм) — 2шт
-болт и гайка( соединительная)
Освобождил заготовки для фрез, заварил болт.
Начинаем вырезать зубья стараясь поддерживаться этому рисунку)
Обтачиваем до размера 28, 30 и 32 мм, измеряя штангенциркулем в процессе обточки)

Минусы: низкое качество, небольшой ресурс, неудобства при работе
Плюс: экономия
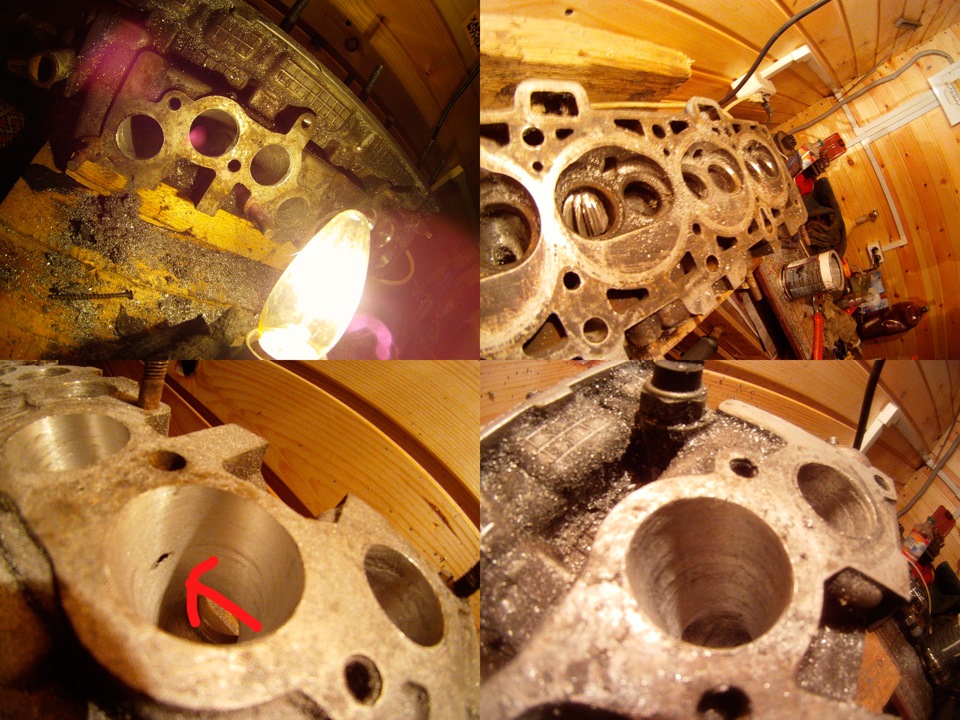
4) Расточка ГБЦ каналы впуск 33 мм, выпуск 30 мм
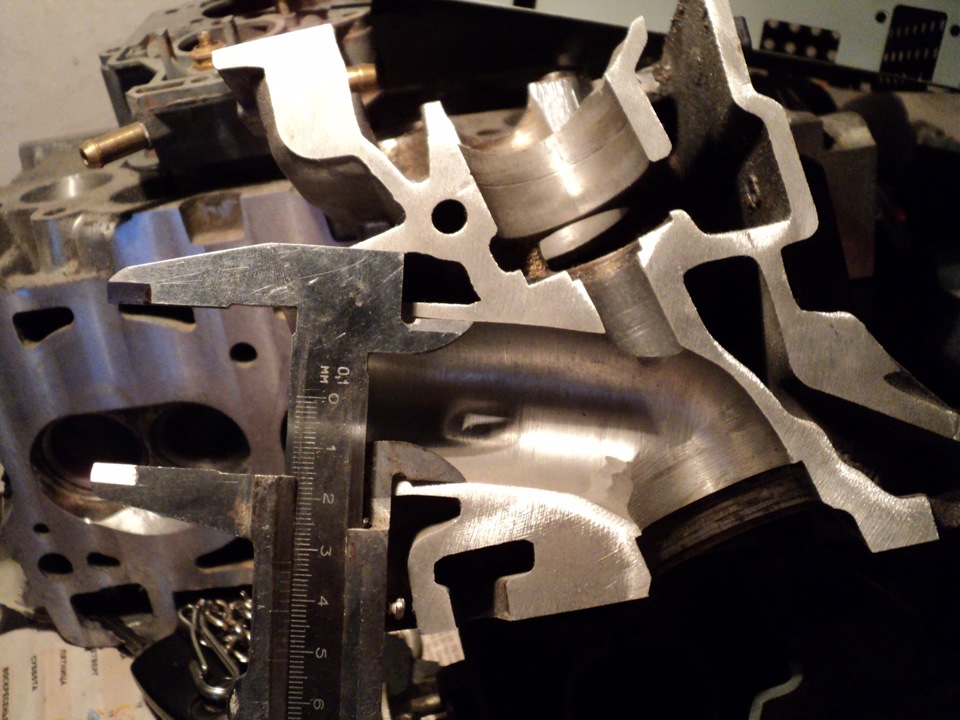
Наплывы лучше снимать маленькими бор-фрезами (комплект около 80руб), но их длины не хватает немного и приходит на помощь вот такое 3-минутное изобретение, фрезой не назову, но пилит. Проходя канал 28 мм фрезой очень чувствуются косяки при производстве. Прошёл первый вечер, расточены впуск/выпуск в 30 мм.
Проваливается выпускной клапан как показатель 30 мм, растачиваем в 33 мм)
Ничего сложного в расточке ГБЦ нет, если не выходить за рамки 32/29, дальше есть риск провалиться в рубашку охлаждения, маслоканал втулить обязательно, каналы шлифовать после фрезы, полировать впускные каналы нельзя, выпускные можно, но эффекта полировки немного.
5) Втулим маслоканал
Добрый человек нарисовал чертеж втулки.
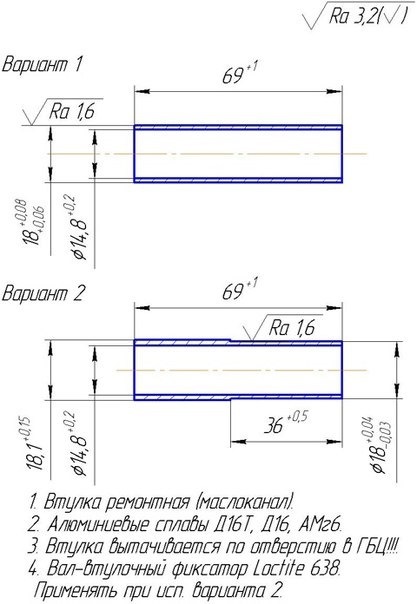
Втулочку вытачиваем только после обработки отверстия в ГБЦ, иначе, вполне можно пролететь с размерами.
Наружный диаметр
6) Расточка впускного коллектора в 33мм
После расточки впускных каналов ГБЦ в 33мм нужно расточить коллектор в эти же 33мм, всё вроде просто, но на деле ГБЦ точится гораздо проще)))
Особняком нервов и злости стала перегородка между каналами — фрезой трудно проходить из-за перегородки, наждачной бумагой тоже, приходилось классически — через резиновый шланг, ветоши и нождачной бумагой, предварительно убрав эту перегородку мелкими фрезами)

Использовал гибкий шланг и шестигранник, в котором срезал поворот и сделал вырез, куда крепил наждачку)
Шлифовка Р80-120-180-240-320-600
Доработка необходимая, даже без расточки каналов
Использовал пластилин, прижимая коллектор видно нестыковку, которую и надо убрать. Штифты чтобы коллектор не гулял.

Любые "ступеньки" в канале рождают паразитные завихрения, заметно тормозящие поток, поэтому от них необходимо избавиться. Убираем нестыковки, одновременно доработав прокладки под коллектора (дабы пресловутых ступенек не создавали и они). Настоятельно рекомендую перед удалением нестыковок каналов сделать следущее — посадить коллектора на штифты. Причиной тому служит крепёж коллекторов на некоторых двигателях, допускающий некоторое смещение плоскостей коллекторов и ГБЦ друг относительно друга. Чем это грозит, предельно ясно — немного сместив коллектора при крепеже после удаления нестыковок, мы самостоятельно убиваем плоды своей же работы. Штифтов достаточно по два на коллектор — по краям. Ищем место на ГБЦ и коллекторе, где можно безопасно всверлиться. В ГБЦ прочно сажаем металлический штифт, на который легко, но без особых люфтов должен надеваться коллектор — вуаля, точное позиционирование коллекторов относительно ГБЦ нам гарантировано. Не забудьте только сделать несколько дополнительных отверстий в прокладке. Отмечу так же, что если диаметр канала впускного коллектора меньше диаметра канала ГБЦ на 1-1,5 мм при нормальной соосности каналов, то это не создаст измеримого сопротивления прохождению потока, поэтому филигранной подводкой диаметров каналов в этом случае можно пренебречь. На выпуске аналогично, только наоборот — выпускной канал в ГБЦ может быть несколько меньше канала в выпускном коллекторе. Более того, т.к. называемые "обратные ступеньки" на выпуске используют для борьбы с некоторыми негативными явлениями настроенной выпускной системы, но сейчас разговор не об этом.
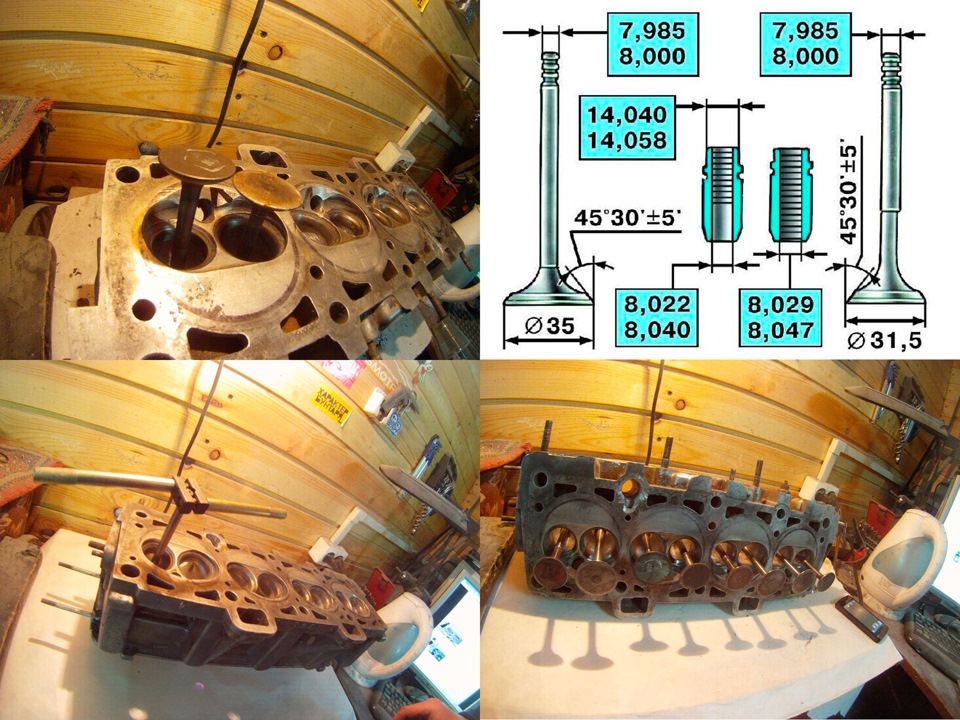
9) Замена направляющих
С направляющими интересная ситуация — купил когда-то комплект SM, а они оказались без колец и отдельно они не продаются( Пришлось покупать ещё комплект уже проверяя наличие колец)
На внутренней поверхности втулок выполнены спиральные канавки для смазки клапанов: у направляющих втулок впускных клапанов — до половины длины отверстия, у втулок выпускных клапанов — по всей длине отверстия.
Выбиваются просто, забиваются несложно — главное равномерно нагреть ГБЦ, а сами направляющие охладить)
Клапана не заходят и это хорошо, надо развернуть
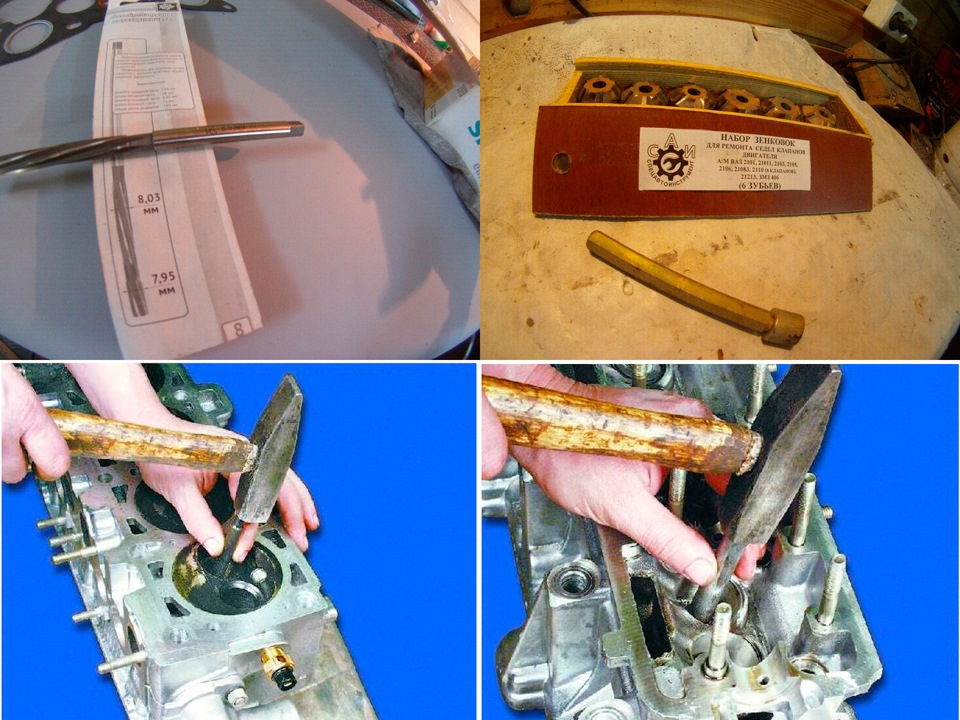
10) Зенковка седел
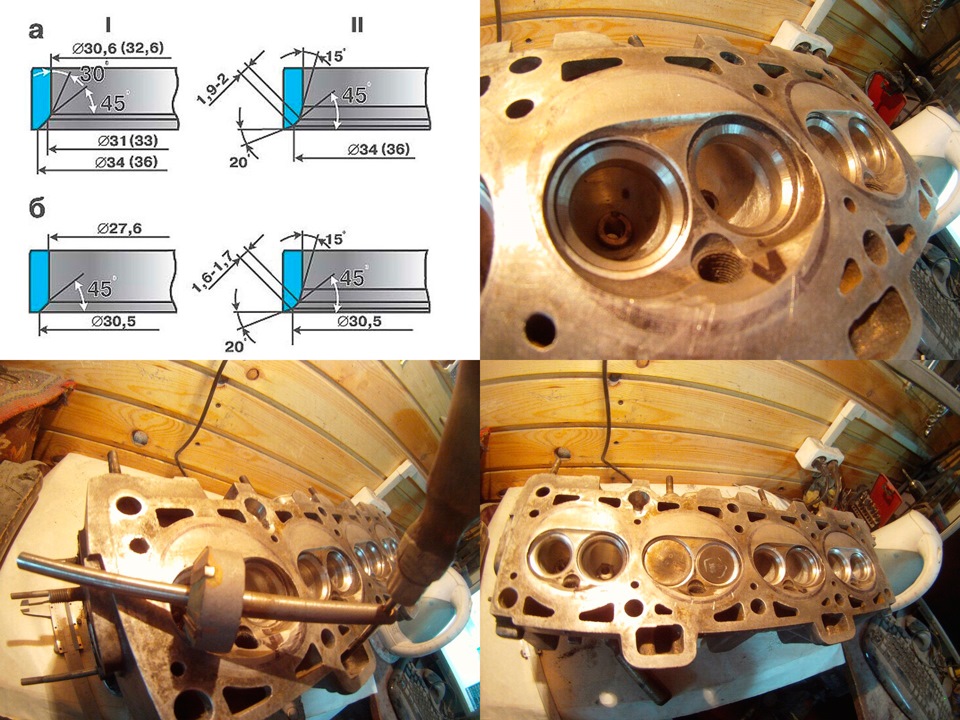
а – седло впускного клапана б – седло выпускного клапана I – новое седло II – седло после ремонта
Сначала проходил под 45гр, потом 20гр и 15гр. хотя можно и наоборот. Качество зенковок не радует.
Итог, фаски 20 и 15 градусов почти не видно, но они есть)
11) Притирка клапанов
Притирку клапанов делал впервые, жутко утомительное занятие…

Проверка (взято из мурзилки): Для проверки герметичности клапана установите его в головку с пружинами и сухарями.
Затем положите головку набок и залейте керосин в тот канал, который закрыт клапаном.
Если в течение трех минут керосин не просочится в камеру сгорания – клапан
герметичен.
12) Доработка КС
Седла клапанов после прирезки получились просажены на 2 мм. В начале открытия впускного клапана (на 1-2 мм) топливовоздушная смесь будет испытывать значительные затруднения, проникновению в цилиндры двигателя. В случае с выпускным клапаном уступ будет мешать очистке цилиндров от выхлопных газов в конечной фазе выпуска. Наличие неровностей и острых углов очень сильно сказывается на "продувке цилиндров", очень важной фазе работы двигателя, к примеру на известный распредвал Нуждин 10,93 широкофазный и КПД сильно зависит от "продувки" =)

Использовал точильние камни и нождачную бумагу. Чтобы не испортить случайно кромки седел вставляем ненужные клапаны. Сглаживаем и выводим форму КС.
Ставим ГБЦ ровно на столе, для этого пригодится строительный уровень, закручиваем свечи, вставляем клапана и заливаем маслом
Чтобы не возиться с формулами использовал удобный сервис для расчета степени сжатия — это не реклама)))
После фрезеровки плоскости расчетная степень сжатия 10,5
13) Фрезеровка ГБЦ
Фрезеровал на 2мм. Сделали качественно)
После фрезеровки остается много масла и стружки, прикупил химию для чистки

Напшикал, подождал, прочистил, продул с помощью компрессора и так до логического завершения)
14) Расточка карбюратора 24*26
Расточка карбюратора экспериментальная, дело в том что диффузоры имеют форму конуса и аккуратно повторить форму после расточки очень сложно, просто увеличив отверстие карб не будет работать должным образом =)
При правильном подходе солекс 21083 просто заменяется, к примеру 21073 или растачивается на координатно-расточном станке. Этот карб точил сам гибким шлангом с нождачной бумагой, если ехать не будет то заменю его карбом с большими размера диффузоров)))
Растачивал 80, после шлифовал постепенно до Р1000. Промывал и продувал компрессором. Плоскость была неровной — выровнил)

15) Распредвал Нуждин 10,93 282гр.
Хороший человек предложил 10,93 вместе с шестерней, валик бегал немного, долго сравнивал, прикидывал, читал отзывы и решил купить 10,93, хорошие результаты должен показать с расточенной ГБЦ)))

Данные с оф.сайта (Нуждин 10,93) :
Подъем клапана (мм) 10.93
Ширина фазы (градусы ПКВ) 282
Базовый диаметр 37,5 мм
Рекомендуемые установочные фазы — впуск открытие 34 градуса до ВМТ, закрытие 68 градусов после НМТ, выпуск открытие 65 градусов до НМТ, закрытие 32 градуса после ВМТ.
Подъем впускного клапана в точке ВМТ 2,10 мм.
Делал всё это давно — уже перебрался на 16V и почти собрал машинку.

Пишите конструктивную критику и замечания — добавлю в пост =)
Седло клапана — небольшое кольцо, имеющее скос по внутренней поверхности.

Устанавливается в отверстия головки блока цилиндров, предназначенные для установки клапанов и перегонки через них топливовоздушной смеси и отработавших газов. Деталь запрессовывается в ГБЦ на заводе.
Выполняет следующие функции:
- герметичность отверстия;
- передает излишки тепла к ГБЦ;
- обеспечивает необходимый приток воздуха, когда механизм открыт.
Замена седла клапана требуется в том случае, когда восстановить его герметичность способом механической обработки не удается (многочисленные обработки в прошлом, прогар, сильный износ). Сделать это можно своими руками.
Ремонт детали выполняют при:
- прогаре тарелки;
- после замены направляющих втулок;
- при умеренной степени естественного износа;
- при нарушении герметичности соединения кольца с тарелкой.

Правка изношенных и поврежденных седел в домашних условиях выполняется с использованием шарошек. Помимо этого, может потребоваться сварочный аппарат или мощная газовая горелка, стандартный набор гаечных ключей, необходимых для демонтажа и разборки ГБЦ, притирочная паста, дрель.
Замена седел
Процедура замены состоит из двух ответственных процедур: удаления старых деталей и монтажа новых.
Удаление старых посадочных элементов
Замена седел клапанов выполняется на демонтированной ГБЦ с разобранным газораспределительным механизмом. Удалить старое кольцо можно с использованием сварочного аппарата, если материал, из которого оно изготовлено, позволяет это сделать.
Для выполнения процедуры изготавливается съемник седел клапанов — берется старый ненужный клапан, тарелку которого необходимо проточить до размеров внутреннего диаметра седла.
Важно! Процедура с использованием сварки может привести к некоторой деформации посадочного места. При этом стандартные седла будут иметь слабое закрепление, что может привести к их самопроизвольному демонтажу в процессе работы мотора. Требуются кольца увеличенного диаметра, которые не продаются в магазинах, а изготавливаются на заказ.
Седло клапана, изготовленное из металлов, не подлежащих сварке, можно удалить путем вкручивания в него отрезка трубы, используемого как съемник седел клапанов. Для этого на внутренней поверхности кольца нарезается резьба. Аналогичную резьбу наносят на внешнюю поверхность подходящей по диаметру металлической трубы.
Берется старый клапан, который предварительно приваривают к торцу трубы в обратной положении. При этом ножка клапана проводится в предназначенное для нее отверстие, труба вкручивается в резьбу, после чего элемент удаляют постукиваниями по ножке.
Монтаж новых седел
Перед началом процедуры монтажа новых седел, посадочные места под них очищают от загрязнений. После ГБЦ следует равномерно нагреть до температуры, превышающей 100˚С. При этом металл расширяется, позволяя запрессовать кольцо.
Монтируемую деталь охлаждают с помощью жидкого азота. При его отсутствии можно использовать сочетание льда и ацетона, что позволяет снизить температуру металла до -70˚С. Размеры деталей подбирают таким образом, чтобы разница между диаметром посадочного места и кольца составляла не более 0.05-0.09 мм на холодных деталях.
Седло клапана запрессовывается с помощью специальной оправки или отрезка трубы подходящего диаметра. Деталь должна входить на посадочное место с небольшим усилием. При этом важно, чтобы кольцо встало без перекоса.
После запрессовки и остывания ГБЦ следует проверить, не болтается ли элемент на посадочном месте. Если зазор отсутствует, а замененный элемент плотно держится на своем месте, процедуру его замены можно считать оконченной. Далее требуется прирезка седел клапанов с использованием шарошек.
Важно! При стандартной процедуре замены тарелки всех клапанов оказываются посажены достаточно высоко. Однако некоторые специалисты рекомендуют обрабатывать фаски таким образом, чтобы выпускные клапаны сидели несколько глубже нормального положения. Седло впускного клапана при этом оставляют в штатном положении.
Ремонт седел
Ремонт седел клапанов выполняется при их естественном износе и неплотном прилегании тарелки к своему посадочному месту.

С целью восстановления геометрии колец применяются шарошки для седел клапанов — набор фрезерующих головок, позволяющих делать необходимые углы.
Шарошки могут использоваться в сочетании со специальным оборудованием. Однако оно является дорогостоящим. Поэтому в домашних условиях применяют ключ-трещотку с удлинителем. Правильно обработанные места имеют углы 30˚, 60˚ и 45˚. Обработка седел клапанов для создания каждого из них производится соответствующей фрезой.
Еще одной разновидностью ремонта является проточка посадочных мест под ремонтные вставки. Для этого по вышеописанному алгоритму удаляют седла, после чего, специальным режущим инструментом протачивают места под них. Размер ремонтного места должен быть на 0.01-0.02 см меньше вставки. Монтаж производят после нагрева ГБЦ и охлаждение монтируемых элементов.
Правильно произвести расточку самостоятельно можно попытаться на свой страх и риск. Однако, с учетом сложности процедуры и необходимой высокой точности работ, подобные манипуляции лучше производить в условиях квалифицированной автомастерской или авторемонтного завода.
Раздел создан: 22 января 2007 г.
Последнее обновление: 7 июля 2010 г.
Автор статьи, фото-видео материалов: © Квазар
Запрещены без письменного разрешения автора: перепечатка статьи целиком или частично, перепечатка и использование фото-видео материалов, равно как их изменение и редактирование в целях дальнейшей публикации на сторонних сайтах.
Читайте также: