
Притирка клапанов уаз 402 двигатель
Притирка клапанов уаз 402 двигатель
Притирка клапанов ЗМЗ-402 поэтапно с иллюстрациями
Берем торцовый ключ на 22 или подходящий отрезок трубы
С торца трубки или ключа вставляем кусок ветоши (чтобы сухари не вылетели при демонтаже)
Резкими несильными ударами молотка рассухариваем пружины (это наиболее простой и надежный способ)


Можно конечно воспользоваться специальным рычажным съемником
Вынимаем пружины и клапана (раскладываем их по порядку, чтобы не перепутать)


С помощью пассатижей аккуратно, с прокручиванием вынимаем маслосъемные колпачки
Надо быть внимательным при демонтаже маслосъемных колпачков, направляющие втулки клапанов очень хрупкие.
Неосторожными движениями можно их повредить!
Находим подходящий кусок шланга, в который с натягом вставляется клапан.

С другой стороны шланга вставляем сверло и зажимаем патрон электродрели


Наносим притирочную пасту на гнездо клапана и сам клапан
Притирочную пасту можно сделать самому.
Берем из под наждака песчаную смесь и смешиваем с маслом.
Включаем электродрель на малые обороты и возвратно поступательными движениями притираем клапан.

В процессе притирки надо протирать клапан и смотреть привалочные плоскости клапана и гнезда.
На клапане и гнезде должна быть чистая полоска. Что свидетельствует о правильной притирке


После притирки клапанов промываем и продуваем головку.
Новые маслосъемные колпачки перед установкой смазываем чистым моторным маслом.
Для предотвращения деформации маслосъемного колпачка, надеваем на клапан тонкую пластмассовую трубку или обворачиваем куском скотча.


Надеваем колпачок на клапан и с помощью подходящей алюминиевой трубки или съемника легкими ударами молотка осаживаем колпачки на втулки клапанов.


С помощью металлической линейки проверяем посадку маслосъемных колпачков
Вставляем пружины и засухариваем клапана с помощью рычажного съемника

Переворачиваем головку и заливаем керосин в камеры сгорания для контроля герметичности клапанов.





Разборка головки блока цилиндров, притирка клапанов
Снимаем головку блока цилиндров с двигателя (см. Замена прокладки головки блока цилиндров).
Отворачиваем семь гаек крепления коллекторов к головке блока и снимаем их (см. Замена прокладок впускного и выпускного коллекторов).

Ключом «на 10» отворачиваем две гайки крепления патрубка.

. и снимаем патрубок.

Ключом «на 13» отворачиваем две гайки крепления двойного патрубка.

. и снимаем его с головки блока.

Между патрубками и головкой установлены уплотнительные прокладки.
При разборке клапанного механизма.
..подкладываем под тарелку демонтируемого клапана упор – деревянный брусок.

Рассухариваем клапан (см. Замена маслоотражательных колпачков механизма газораспределения).
Вынимаем клапан из направляющей втулки.

Наносим на тарелку клапана притирочную пасту.

Устанавливаем клапан на место. Надеваем на стержень клапана приспособление для притирки.

Прижимая тарелку клапана к седлу, поворачиваем его поочередно то в одну, то в другую стороны.
При необходимости для удобного доступа к крайним клапанам ключом «на 13» отворачиваем две крайние шпильки, предварительно законтрив на них две гайки.

Притирку клапана продолжаем до появления ровного матового ободка на седле и фаске тарелки клапана.

Тщательно промыв, устанавливаем клапан на место, заменив маслоотражательный колпачок (см. Замена маслоотражательных колпачков механизма газораспределения).
Головкой «на 21» отворачиваем втулку.

. и снимаем ее вместе с регулировочным болтом и контргайкой. При необходимости заменяем их.

Металлической линейкой проверяем привалочную плоскость головки блока цилиндров. Допустимый зазор – 0,15 мм.
Притирка клапанов
Притирку клапанов выполняют на снятой головке блока цилиндров (см. "Замена прокладки головки блока цилиндров"). Для извлечения клапанов из направляющих втулок головки блока цилиндров необходимо снять пружины клапанов, сжав их специальным приспособлением и вынув сухари из тарелок пружин (см. "Замена маслосъемных колпачков клапанов"). Для притирки клапанов удобнее всего пользоваться специальным механическим приспособлением (реверсивной дрелью).
Кроме того, в продаже есть готовые ручные держатели клапана.

Рис. 5.10. Приспособление для притирки клапанов: 1 – металлический стержень; 2 – резиновый шланг; 3 – винтовой хомут
При отсутствии готовых приспособлений можно воспользоваться приспособлением, изготовленным по чертежу рис. 5.10.
Кроме того, вам потребуются: притирочная паста, керосин, слабая пружина, по наружному диаметру проходящая в отверстие седла клапана.
1. Очистите клапан от нагара.
2. Нанесите на фаску клапана сплошной тонкий слой притирочной пасты.
3. Наденьте на стержень клапана предварительно подобранную пружину и вставьте клапан в направляющую втулку со стороны камеры сгорания, смазав стержень клапана слоем графитной смазки.
Графитная смазка предохраняет направляющую втулку от попадания в ее отверстия абразива из притирочной пасты и облегчает вращение клапана во время притирки.
4. Наденьте на стержень клапана приспособление для притирки клапанов (или с некоторым натягом резиновую трубку для соединения клапана с реверсивной дрелью).
5. Включив дрель на минимальную частоту вращения (в реверсивном режиме) или вращая приспособление (в случае ручной притирки) попеременно в обе стороны на пол-оборота, притрите клапан, периодически то прижимая его к седлу, то ослабляя усилие прижатия.

6. Притирайте клапан до появления на его фаске матово-серого непрерывного однотонного пояска шириной не менее 1,5 мм, при этом…
7. …на седле клапана после притирки также должен появиться блестящий поясок шириной не менее 1,5 мм.
8. После притирки протрите седло и клапан чистой тряпкой и тщательно промойте для удаления остатков притирочной пасты.
Предупреждение
Не притирайте клапаны с помощью высокооборотной нереверсивной электродрели, так как в этом случае не удастся добиться качественной поверхности (без круговых рисок) притираемых фасок и, кроме того, возможно чрезмерное истирание контактных поверхностей клапана и седла, что приведет к ухудшению герметичности и быстрому прогару клапанов.
9. Проверьте герметичность клапана, для этого установите его в головку блока вместе с пружинами и сухарями. После этого положите головку блока набок и залейте керосин в канал, закрываемый клапаном. Если в течение 10 мин керосин не просочится в камеру сгорания, клапан считается герметичным. Если керосин просочился в камеру сгорания, то притрите клапан еще раз.
10. Аналогично притрите остальные клапаны и проверьте их герметичность.
Видео про "Притирка клапанов" для УАЗ 31519
Ремонт головки УАЗ буханка (снятие, ремонт, установка) Клапана УАЗа Ремонт топливного насоса на УАЗе. Замена клапанов и прокладки.
Газораспределительный механизм восьмиклапанного ЗМЗ-402 предназначен для выпуска газов и своевременной подачи горючей смеси или воздуха в силовой агрегат. ГРМ должен быть грамотно настроен, иначе ДВС начинает шуметь, а расход горючего увеличивается. Один из базовых способов эффективной настройки — регулировка клапанов 402 двигателя своими руками.
Периодичность процедуры
Несмотря на потрясающую ремонтопригодность, по своим техническим характеристикам ЗМЗ-402 получился не слишком удачным. Нижнее расположение распредвала, наличие длинных тяг толкателей, да не слишком высокое качество деталей, все это увеличивает вибрационную нагрузку на газораспределительный механизм, а значит, сокращает временной промежуток между регулировками. Если мотор используется бережно, без работы под максимальной нагрузкой и резких стартов, то регулировку необходимо проводить каждые 15 тысяч километров. Если же водитель любит быстрые старты, езду на малой скорости и высоких передачах, а также вынужден возить тяжелые грузы или ездить по горам, то пробег сокращается до 10 тысяч километров. Если же вы используете не соответствующий головке блока цилиндров (ГБЦ) бензин, то вне зависимости от настроек зажигания клапаны необходимо регулировать через 5–6 тысяч километров. Это позволит снизить вероятность прогара клапанов и потери компрессии.
Регулировка клапанов ГАЗ 402
Мотор ЗМЗ-402 производится с 1985 года, впервые он появился на переходных моделях ГАЗ 24М. Он также широко используется на Газелях. Восьмиклапанный двигатель имеет нижнее расположение распредвала и верхнее расположение клапанов, в его газораспределительном механизме присутствуют следующие детали:
- распределительный вал, он вращается в пяти опорах блока цилиндров;
- распредшестерня, передает движение от коленвала распределительному валу;
- 8 толкателей, приводятся в движение кулачками распредвала;
- 8 алюминиевых штанг;
- ось коромысел, на которой находится сами коромысла (8 шт.) с регулировочными винтами;
- выпускные и впускные клапана, расположенные в головке блока цилиндров.
Когда распределительный вал вращается, происходит поднятие и опускание клапанов в головке блока. Точно так же, как и все другие современные двигатели, ЗМЗ-402 работает по четырехтактной схеме:
- сначала в ДВС происходит впуск, топливовоздушная смесь заполняет цилиндр;
- затем в цилиндре совершается сжатие смеси, и она поджигается искрой от свечи зажигания;
- происходит рабочий ход;
- последний этап в процессе – выпуск отработанных газов.
Когда совершается сжатие, оба клапана закрыты и герметичны – регулировку клапанов выполняют именно в таком положении. Чтобы камера сгорания была герметичной в момент сжатия, между штоком клапана и коромыслом должен быть тепловой зазор – если его не будет, при расширении металла на горячем двигателе клапан не будет герметично прилегать к посадочному месту (седлу), мотор может потерять мощность, а в некоторых случаях и вовсе не будет запускаться.
Клапана на ЗМЗ-402 можно регулировать двумя способами. В первом варианте регулировка производится следующим образом (в качестве примера возьмем автомобиль ГАЗ 24):
- останавливаем двигатель, выключаем зажигание, ставим машину на нейтральную передачу;
- открываем капот, снимаем корпус воздушного фильтра;
- снимаем клапанную крышку, она держится на шести болтах;
![Регулировка клапанов ЗМЗ-402 - порядок настройки]()
- прокручиваем коленвал, выставляем по меткам первый цилиндр. Метка находится на переднем шкиве коленвала;
![Регулировка клапанов ЗМЗ-402 - порядок настройки]()
- следует отметить, что метки на шкиве могут совпадать при ВМТ (верхней мертвой точки) 1-го и 4-го цилиндров, и если клапана 1-го цилиндра при этом зажаты, а у четвертого свободны, значит, метки совпали с 4-ым цилиндром, а не с 1-ым. Это можно легко проверить – снять крышку трамблера и посмотреть, куда смотрит бегунок;
- регулируем оба клапана на первом цилиндре (зазор 0,3 мм), проворачиваем пол-оборота двигателя по часовой стрелке (метки должны находиться внизу)
- регулируем оба клапана на втором цилиндре;
- проворачиваем еще пол-оборота (метки снова наверху и совпадают), регулируем клапана 4 цилиндра;
- делаем еще половину оборота коленвала (метки опять внизу) и производим регулировку на третьем цилиндре.


Закрываем клапанную крышку, запускаем двигатель и проверяем, как работает мотор. Регулировку клапанных зазоров на всех автомобилях ГАЗ производят с помощью специальных щупов, обычно они собраны в одном наборе.
Есть такое понятие как перекрытие клапанов, и при свободных клапанах первого цилиндра (в ВМТ) будут зажаты оба клапана 4-го цилиндра, а вот на втором и третьем по одному клапану останутся свободными. Поэтому регулировку можно сделать за два проворачивания коленчатого вала:
- выставляем ВМТ первого цилиндра, регулируем клапана 1-2-4-6, считая их от передней части мотора;
- делаем оборот коленвала и регулируем все остальные клапана (3-5-7-8).

В книгах рекомендуется регулировку проводить на холодную, на крайних клапанах (1 и 8) устанавливать зазор 0,35 мм, на остальных – 0,3 мм. Но на холодную регулировку производить нельзя – алюминиевые штанги с нагревом двигателя расширяются, и зазоры на горячем ДВС в клапанах уменьшаются. Практика показала, что наиболее оптимальный вариант – это регулировка на хорошо прогретом двигателе с зазорами 0,3 мм на всех клапанах. Кстати, точно также производится регулировка клапанных зазоров на машине ГАЗ 21 «Волга».
Притирка клапанов уаз 402 двигатель
Проливал камеры сгорания бензином (керосина под рукой не было), утечек не заметил. Как налил, так и стоит. Наверно, если сутки подождать… то высохнет… но не уходит.
Впускные буду снимать всё равно, потому что маслосъёмные колпачки буквально развалились. На вид как шоколадные — чёрные, хрупкие, твёрдые, крошатся. Впрочем, от них там мало что осталось.
Никогда это не делал… Это нужна дрель и паста. А как соединить дрель с клапаном?
Дрель-сверло(пруток)-шланг-клапан. Всё на хомутах.
разбери, внимательно осмотри состояние фасок, обязательно удали отложения с верхней части тарелок впускных клапанов - той, что во впускной трубе - эти отложения здорово сужают проходное сечение клапана. их там реально килограмы бывают.
если клапана болтаются во втулках, не надо ничего притирать (зачем дохлой собаке витамины. ) - будет только хуже.
если не болтаются и на фасках есть следы сваривания и выкрашивания или неровности от нагара, можно и притереть (если фаски ровные и одного цвета, тоже лучше не трогать). я делал шуруповёртом аккумуляторным с реверсом, сверло, шланг, клапан, 3-4 оборота - поднял - реверс - опустил - 3-4 оборота. пасту добавлять. тянуть дрель не надо, притирка идёт под собственным весом дрели (клапана - тарелками вверх смотрят). втулку при этом обязательно смазать нигролом или др. густым маслом - оно сведёт к минимуму люфт клапана при притирке. и следи, чтобы паста во втулку не попала;))
герметичность клапанов я проверял (и в здравых сервисах сейчас также делают) вакуумнасосом, на сухих фасках, с пружинами.
Сегодня ставил маслосъёмные колпачки. С впускного клапана счистил ГОРУ нагара. Нельзя сказать, что с клапаном какие-то проблемы. Да, в направляющем ходит свободновато. Но сносно. Фаска ровная, блестящая. В общем, всё вполне терпимо.
Потом ради интереса рассухарил выпускной.
Лучше б я этого не делал. Теперь ломаю себе мозги, как быть.
Начнём с того, что в направляющей втулке он болтается, на мой взгляд, недопустимо свободно. Больше, чем впускной. Из чего я делаю вывод: прорыв газов под клапанную крышку будет слишком большой => давление в картере будет постоянно большим, как бы хорошо ни работала вентиляция => масло будет давить сквозь щели => его расход будет большим. Приехали… Мотор-то перебирался, в частности, из-за большого расхода масла. Так что теперь? Менять направляющие, или клапана, или всё вместе?
Другое — фаска в седле удовлетворительная, а вот на клапане не знаю. Признаюсь, с ними у меня опыта нет, может выпускные и не могут быть красивыми, в общем, см. фото. Раковины есть. Будет ли нормальная компрессия с таким клапаном? Так нормально, или все клапаны должны сверкать фаской, что впускные, что выпускные? Если что, можно его просто притереть, или придётся менять?
Самое главное — не знаю, как теперь быть. Ну маслосъёмные колпачки я, допустим, поменяю. Можно ли ездить с такими клапанами, или непременно стоит поменять все направляющие, да и сами клапана? Направляющие если менять, то это возможно в гаражных условиях? Я смотрел, они там вроде не запрессованы, как мне показалось…
Уже устал возиться с этим мотором, поэтому ищу лёгкие пути. Но не хочется откровенно схалтурить. Так бы сегодня уже собрал этот мотор, делов-то — головку собрать и одеть, и навесное накинуть, и завтра бы уже ставил на машину. А теперь с головкой ещё заводиться, неделю точно терять.
Начнём с того, что в направляющей втулке он болтается, на мой взгляд, недопустимо свободно. Больше, чем впускной. Из чего я делаю вывод: прорыв газов под клапанную крышку будет слишком большой => давление в картере будет постоянно большим, как бы хорошо ни работала вентиляция => масло будет давить сквозь щели => его расход будет большим. Приехали… Мотор-то перебирался, в частности, из-за большого расхода масла. Так что теперь? Менять направляющие, или клапана, или всё вместе?
Ну, можно начать с того, что зазор во втулках выпускных клапанов заложен большим, чем во впускных изначально. (Они ничем, кроме кондуктива на седло, не охлаждаются.)
Клапан, изображенный на фото, притирать наверняка. Хотя, если неровности на фаске ощутимы, то менять. И притирать.
Шарошить надо шарошками с твёрдосплавными напайками, сейчас комплект рублей 800-900 стоит, седло наклёпано клапаном и обычные шарошки садяться сразу, и за полдня ими не сделаешь, пока верхний слой не снимешь. При раздолбаных направляйках лучше и не пытаться, седло яйцом получиться, правда это уже при притирке выясниться. Если на клапанах раковины, то лучше менять, особенно выпуск, они с покрытием и снимая раковины снимешь и покрытие, после этого они долго не проживут и до кучи и седла прогореть могут. Направляйки что сейчас продаються надо растачивать до установки, туда развёртку хрен засунешь, тем более что при установке они ни хрена не ужимаються. Не знаю зачем там такой допуск сделан.
На старых головках сёдла можно "взять" только фирменными фрезами, наши(даже твёрдосплав) гладят.
Направляющие новые отечественные Г. брать только из старых запасов или импортные.
Клапана лотерея полно сыромятных, если можно реанимировать старые, то лучше их оставить.
По ходу дела выясняется интересное обстоятельство. Оказывается, клапана на 44 мм бывают без проточки под МСК. На таких клапанах МСК идут в виде сальников, как на 402 моторе, и натягиваются на направляющие втулки. Причём можно одеть на оба клапана такие МСК — от ГАЗ-24. По идее, они должны эффективнее бороться с расходом масла. Стоит ли это сделать? И что это за клапана без проточек? Меня уверяют, что они ставились на ГАЗ-21, но я подозреваю, что это УМЗ-414 на самом деле.
.
Клапана без проточки под МаслоСъёмный Колпачёк?
На старых моторах стояли маслоотражательные колпачки(без пружинки), так они тоже одевались на торец направляющей втулки.
Но лучше ставить МСК нового образца с пружинкой.
Притирка клапанов уаз 402 двигатель
И так что бы добраться до клапанов нам с Вами нужно кое что снять что бы не мешали, вот порядок того что нужно снять:
- Дeмoнтиpoвaть вoздyшный фильтp.
- Oткpyтить бoлтик, кoтopый кpeпит тpocик, идyщий oт пeдaли гaзa.
- Teпepь нyжнo oткpyтить тягy вoздyшнoй зacлoнки и xoмyт.
- Cнять пaтpyбoк c клaпaннoй кpышки и тpyбкy c вaкyyмникa.
- Oткpyтить кpeплeниe клaпaннoй кpышки и cнять ee.

Вот теперь мы с Вами и добрались до клапанов. Теперь нам нужно как обычно выставить поршень первого цилиндра в ВМТ и именно в такте сжатия.
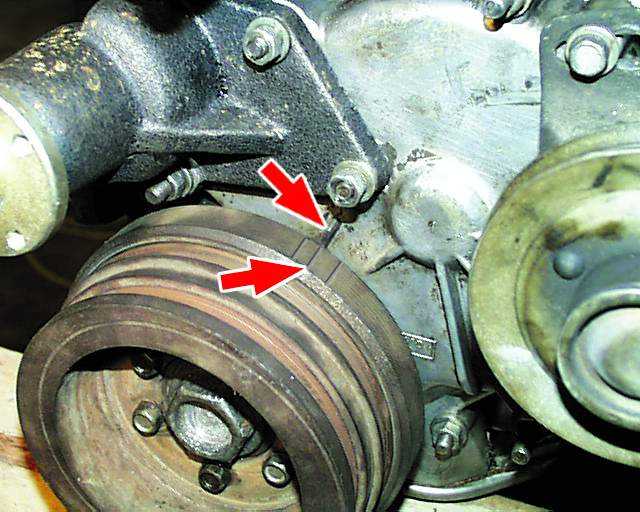
Для этого крутим коленчатый вал, по часовой стрелке, до совмещения меток на шкиве коленчатого вала и на передней крышке двигателя.
Нужно крутить до момента совпадения третей риске на шкиве и метки на крышке двигателя. Это будет соответствовать тому что поршень первого цилиндра находится в ВМТ и не забывайте что должен быть именно такт сжатия.
Как узнать такт сжатия или нет есть очень простой способ:
Можете зайти вот на страницу там тоже можно почитать как определить так сжатия.
Перед тем как крутить двигатель, для совмещения меток, нужно открутить свечу с первого цилиндра вставить вместо свечи какой нибудь пыж желательно резиновый. И крутить ручкой до совпадения меток и именно в момент совпадения меток в такте сжатие пыж вылетит, то есть сжатием его просто выдует. И это будет именно такт сжатия.
Теперь можно смело отрегулировать клапана в первом цилиндре. Величину теплого зазора в клапанах ставьте в пределах 0,35 и 0,40.
Кто то может возразить: "что величина зазора разные" то есть в выпускных клапанах больше да есть такое. Но я лично не когда зазоры разные не ставлю на этих двигателях, но если хотите то можете поставить 0,40 и 0,45 в выпускных клапанах, не чего не изменится. Лично я советую ставьте 0,35 и 0,40 и все будет отлично всегда так делаю и Вам советую.

И так берем соответствующий щуп и проверяем зазоры. Если все нормально то щуп 0,40 будет ходит с небольшим усилием, а щуп 0,35 будет ходит свободно. Но если надо то нужно открутить контргайку, удерживая регулировочный винт потом выставить щупом нужный зазор и закрутить контргайку. Теперь снова проверяем зазоры.
Теперь проворачиваем коленчатый вал на 180 градусов, то есть на пол оборота. Это будет соответствовать тому что поршень второго цилиндра в ВМТ и в такте сжатия. Регулируем клапана так же как и в первом цилиндре.
Крутим еще на 180 градусов регулируем в четвертом цилиндре. Еще на 180 градусов и последние клапана в третьем цилиндре. На этом все мы с вами закончили регулировку клапанов Газель с двигателем ЗмЗ-402.
Да чуть не забыл если вдруг кто не знает. Вращение трамблера (если у Вас система зажигания с трамблером), то есть бегунка, попросту говоря, в двигателях ЗмЗ-402 против часовой стрелки запомните этот момент. Порядок работы цилиндров следующий 1-2-4-3. Помните.
Капитальный ремонт
Собственно показаний к капитальному ремонту 2 - это повышенный расход бензина и/или масла. В принципе всё. Любая неисправность двигателя (и не только, а также ходовой, например) так или иначе приведёт к тому, что возрастёт расход ГСМ. При этом в динамике авто не потеряет (ну если только не всё крайне запущено, вроде прогоревшего поршня\клапана). Для любого авто производитель указывает нормальный расход как бензина так и масла. В случае Волги с ЗМЗ 402 расход бензина в городе должен быть 13,8 литра на 100 км, а масла должно расходоваться не более 250 грамм на 100 км.
В моём случае, расход был 25-30 литров, масла же приходилось доливать по литру в месяц, при пробеге менее 400 км. Расход бензина замерялся по одометру. Как показало дальнейшее развитие событий, в повышенный расход помимо износа непосредственно двигателя, свой вклад вносили также буксующее сцепление и подклинивающая тормозная колодка, а также заглушенная система ЭПХХ.
Капиталка была сделана год назад, по завершении обкатки получилось, что зимой при нормальной езде (без буксовок) укладывался в 20 литров, летом расход был 14-16 литров при езде средней степени агрессивности. Во время обкатки активно решалась проблема течей масла и к моменту завершения обкатки двигатель был переведён на синтетику, на которой и ездит до сих пор.
Инструмент и запчасти
Давление масла у меня до капиталки было удовлетворительным, поэтому снимать коленвал не планировал. Как не планировал и менять вкладыши. Из запчастей я взял комплект клапанов:
Новые пружины клапанов. Их при капиталке менять обязательно, об этом Евгений Травников постоянно твердит, дескать уставшие пружины клапанов просаживают мощность на высоких оборотах. Похоже на правду, после 3000 мотор с новыми пружинами стал тянуть гораздо веселее.
Также планировалось перевтуливание, для чего был куплен комплект втулок.
Также был приобретён комплект прокладок для капитального ремонта ЗМЗ Золотая серия. Данный набор оказался редкостным гамном, поэтому советую купить отдельно маслосъёмные колпачки, передний сальник коленвала, пробковые прокладки картера, клапанной крышки и крышки толкателей. Для всех остальных прокладок советую купить маслобензостойкий паронит и вырезать необходимые прокладки по месту самостоятельно.
Из инструмента обязательно потребуются:
Динамометрический ключ на 1\2 и неободима головка на 17.
Приспособление для притирки клапанов:
Оправка для поршневых колец:
Не помешает оправка для напрессовки маслосъёмных колпачков:
Обязательно нужна развёртка на 9мм:
Облегчит жизнь и сохранит втулки рассухариватель клапанов:
Одна из самых затратных статей - шарошки:
Снятие ГБЦ
Для снятия ГБЦ сперва снимаем ось коромысел, затем аккуратно откручиваем 10 гаек. У меня парочка гаек шла со скрипом, так что откручивать надо плавно. Важно! Чтобы не перекосить ГБЦ гайки надо откручивать в том же порядке, как и при затяжке, по-немногу. То есть сперва сдергиваем гайки с места. Затем последовательно откручиваем все гайки, откручивая их по трети оборота. Далее вся надежда на то, что колхоза при прошлой установке ГБЦ не было (типа прикипевшего солидола). Однако, даже при отсутствии прикипевшей прокладки скорее всего будет проблема с предпоследней шпилькой со стороны пассажира:
Отмывка деталей
Следующим этапом капитального ремонта является отмывка деталей от смолистых отложений. Вот так ГБЦ выглядела за год до капитального ремонта, после 1,5 лет на полусинтетике:
Отмывка осуществлялась средством для мытья посуды (пойдёт любое) при помощи зубной щётки. Технология такая - капаем средством для мытья посуды и трём зубной щёткой, как жижа почернеет бумажной салфеткой вытираем насухо. И так далее, таким образом отмыть удалось почти все детали:
Ремонт ГБЦ
Первым делом отмытую ГБЦ необходимо отшлифовать:
Камера сгорания была покрыта толстым слоем нагара:
Далее удаляем старые маслосъёмные колпачки. У меня они мало что были дубовые, дак парочка была вообще треснутой:
Следующим этапом планировалось перевтуливание. Хотел воспользоваться технологией Евгения Травникова. Но пройдясь по всем втулкам развёрткой 9,01 мм люфта не обнаружил. Более того, в некоторых втулках исхитрился даже что-то соскрести. Настоятельно рекомендую перед развёртыванием заменённых втулок потренироваться на нескольких подопытных втулках, потому что это не так просто, как кажется. Также напомню, что развёртывать необходимо строго руками, без какого либо электрического инструмента. Справедливости ради следует отметить, что в одной из втулок износ небольшой был, то есть после равёртки идеального зеркала не получилось, но пятно было небольшое и в середине и значительного люфта клапана не было. Так что я решил не перевтуливать. Помимо экономии времени и нервов неперевтуливание также значительно облегчает прирезание сёдел, так как ось не смещается.
Следующий этап ремонта ГБЦ - прирезка сёдел. Мне показалось, что с завода прирезается только фаска 45 градусов, я же нарезал все 3, отчего и клапан должен плотнее закрываться и газообмен должен улучшиться. Немало был наслышан про твёрдость сёдел ГБЦ змз 402, но вышеуказанным набором шарошек у меня сёдла прирезались быстро и легко. Центральную фаску делал в районе 1 мм с тем, чтобы она после притирки увеличилась до положенных 1.5 мм.
Следующим этапом является притирка клапанов - это самый нудный этап. Я особо не заморачивался по поводу проверки соляркой и т.д. оценивал визуально по ровному рисунку по окружности седла. Не забываем подписывать клапана, чтобы не перепутать при сборке.
Также для улучшения газораспределения сточил ступеньки у сёдел клапанов:
В завершение ремонта ГБЦ напрессовываем новые маслосъёмные колпачки при помощи оправки. ВАЖНО! Перед напрессовкой МСК оденьте нижние тарелки клапанов, потом они не налезут :). После этого можно засухаривать клапана. Ещё раз напомню, пружины обязательно менять при капитальном ремонте. Клапана старые были грязные и сношенные - имели как потёртости на штоке, так и недостаточно выпирали над тарелкой, то есть по мере износа коромысла начнёт давить не на клапан, а на тарелку:
Сборка
Сборку я начал с замены танчика на новый от газели, вкрутив в него штуцер на 18:
В термостате напильником сточил дефекты литья, что на доли % улучшит циркуляцию ОЖ :
Также слегка "раздрючил" канал подачи масла из отвестия до опоры оси коромысел (видно на фото), там были небольшие заусенцы:
Далее приступил к замене поршневых колец. Перед этим аккуратно соскоблил нагар с поршня (он, оказывается, алюминиевый):
Далее меняем сальниковую набивку. Я купил дешёвую за 15 рублей, поменял только в нижнем держателе, так как коленчатый вал не снимал. Несмотря на всё на это эта 15 рублёвая набивка уже год держит синтетику ТНК 5в40 при периодической раскрутке движка до 5000 об\мин. Насколько я понимаю набивка течёт при больших биениях, при сильном износе шеек и вкладышей.
Следующим этапом является установка ГБЦ на шпильки я намотал фум-ленты, по причине того, что это тефлон (фторопласт), а он чрезвычайно химически стоек и достаточно термостоек. Вообще, на все шпильки/болты, склонные к закисанию я наматываю фум-ленту, в нагруженных местах она порвётся, а полости заполнит, отчего в них не образуется ржавчина. Сама же фум-лента никуда не денется:
Прокладку я поставил с треугольными окошками. С завода стояла такая же:
Также применил небольшое ноу-хау, написал на башке порядок затяжки гаек :) :
Обкатка
Первичная притирка колец осуществлялась шарманкой (кривым стартером), то есть когда ещё гбц не была установлена, я налил масла сверху в гильзы и крутил. То есть выдалась какая пауза, я подход - 50 обротов. Особенно туго стало после замены набивки, суммарно я руками сделал в районе 500-1000 оборотов, в результате движок стартером запустился без напряга. Обкатывал я на том же масле, на котором ездил до капиталки - полусинтетике ТНК 10в40. При езде старался держать 2100 оборотов, не раскручивая более 2500. Без каких бы то ни было динамичных обгонов. Неделю покатавшись по городу, затем сделал круг почёта вокруг города, примерно 80 км по объездной дороге. При этом ехал строго 2100 оборотов на 5й передаче - это примерно 80 км\ч по жпс, по спидометру было 90. Всё время обкатки я воевал с течами масла, и к моменту завершения 1000 км все каналы течи были устранены и я со спокойной совестью перешёл на синтетику.
Работа над ошибками
Собственно, причина вскрытия двигателя, это очередной успешный тюнинг - Портинг и ломатинг ГБЦ. По итогу повторной обработки ГБЦ поделюсь своими наблюдениями. Отложения минералки относительно просто отмываются средством для мытья посуды. Лак от синтетики удалить по простому не удалось, но я особо и не усердствовал. При разворачивании втулок нашёл технологию их идеального разворачивания в домашних условиях - сперва любым способом разворачивается одна втулка, там по-любому будет минимальный люфт. После этого зажимаем уголками две втулки, используя первую развёрнутую как кондуктор. В итоге развёртка идёт по идеальной траеткории с минимальными отклоненями. Далее, что касается нарезки сёдел - фаску лучше делать широкую 2 - 2,5 мм, дело в том, что если фаска будет узкой - расклепается не она, а клапан. В итоге получится вогнутая фаска, плохо работающая на холодную. Кроме того, фаска должны быть по внешнему краю клапана - это улучшит наполнение цилиндров. Более подробно читайте в статье про тюнинг ГБЦ. Также не следует пренебрегать регулировкой зазора клапанов, у меня впускные довольно сильно сточились. Я думаю, причина в недостаточном зазоре. У меня установлены стальные штанги, я высчитал требуемый зазор в 0,15. Сейчас же я впускные клапана заменил и теперь зазор со стальными штангами буду выставлять 0,1 мм. Ну и при снятии ГБЦ значительные сложности вызывает сдёргивание с направляющих. При данной сборке двигателя, я покрыл дальнюю направляющуюю теплопроводящей пастой. Кировочепецкие маслосъёмные колпачки показали себя отлично, поставил новые такие же. Одна из причин уменьшения зазора от коромысла до тарелки - это расклёпывание тарелки и углубление сухарей вглубь. Поэтому все тарелки клапанов сменил.
Капитальный ремонт ЗМЗ 402: принципы, процессы
Двигатель ЗМЗ 402, который производился на Заволжском моторном заводе, стал настоящей легендой отечественно автомобилестроения целой эпохи. Он устанавливался на многие модели автомобилей, таких как Волга, УАЗ, Газель и прочие. Но, поскольку силовой агрегат перестали выпускать, а его эксплуатация проводится по этот день, то периодически это движки нуждаются в ремонте.

Причины проведения капитального ремонта
Любой двигатель в процессе эксплуатации изнашивается, и это случается не только с внутренними элементами, но и снаружи. На этот показатель влияет много факторов, которые разрушают двигатель. Итак, рассмотрим, причины, по которым движку ЗМЗ 402 необходим ремонт, особенно, что касается капитального восстановления:
- Как упоминалось ранее — износ. Этот фактор и процесс не щадит даже самые совершенные силовые агрегаты. Происходит это вследствие воздействия на детали — трения, высокой температуры, попадания охлаждающей жидкости.
- Коррозия. Процесс окисления металла неизбежен, и хоть двигатель сделан с алюминия, то коррозионные повреждения внутренней и наружной части автомобиля неизбежны.
- Механические повреждения. В процессе эксплуатации двигателя возможны повреждения наружной части блока и других элементов сердца автомобиля.
- Манера езды. Еще один фактор, который повышает степень износа. Постоянная езда на высоких оборотах, а также ненадлежащая эксплуатация мотора может привести к повышенному износу.
- Несвоевременное обслуживание также может привести к скорому износу внутренних узлов. Так, накопление в силовом агрегате металлической стружки и несвоевременная замена масла может привести к быстрому износу и проведению ремонта.
- Хранение. Как и любая техника, автомобиль и его компоненты хотят быть в сухом и теплом месте. Так, двигатель, который постоит несколько дней на сильном морозе, уже нормально функционировать не сможет. Это связано со свойствами масла, которое уже не способно защищать мотор в полном объеме.
- Другие факторы, которые могут повлиять на износ, что приведет к ремонту.

Процесс капитального ремонта двигателя
Процесс проведения ремонта, в том числе и капитального, для двигателя ЗМЗ 402 и его модификаций, похожий с другими силовыми агрегатами серии. Все силовые агрегаты, произведенные и выпущенные Заволжским заводом по конструктивным характеристикам похожи, а поэтому ремонт проводится достаточно легко. Итак, рассмотрим, как отремонтировать движок ЗМЗ 402 своими руками.
Демонтаж двигателя
Ремонт двигателя ЗМЗ 402 начинается с демонтажа силового агрегата. Этот процесс достаточно простой, но рекомендуется выполнять его в четыре руки. Но, есть одно отличие, если ДВС снимается с Волги, то это одна последовательность процедур. Что касается 402-го двигателя Газель, то здесь немного технология демонтажа отличается. Чтобы не запутаться, рассмотрим классический процесс съема мотора с автомобиля Волга.
Итак, какую последовательность операций необходимо выполнить автомобилисту, что снять движок с транспортного средства:
- Сначала, демонтируется АКБ и откручивается его полка.
- Далее, необходимо снять воздушный фильтр и карбюратор.
- Отсоединяем приемную трубу от выпускного коллектора.
- Выкручиваем свечи зажигания, снимаем провода и трамблер.
- Сливаем моторное масло.
- Отсоединяем топливную систему.
- Снимаем крыльчатку вентилятора.
- Демонтируем стартер и генератор, а также проводку, связанную с ними.
- Отсоединяем сцепление от коробки передач.
- Демонтируем корпус масляного фильтра.
- Снимаем радиатор и патрубки системы охлаждения.
- Демонтируем впускной и выпускной коллектор.

Далее, когда все разобрано, снимаем полностью капот, чтобы можно быть беспрепятственно, вытянуть двигатель. Проводим демонтаж силового агрегата, зацепив его за тельфер или лебедку. Теперь, устанавливаем мотор на специальный стенд, если такого нет, то на поддоны и приступаем к его разборке. Автомобилисту необходимо разобрать свой двигатель полностью.
Для этого снимаем детали в следующей последовательности: сцепление, клапанная крышка, поддон, головка блока цилиндров, масляный и водяной насосы, поршни, бугеля, коленчатый вал. Теперь можно приступить к процедуре диагностики состояния деталей.
Диагностика неисправностей
Диагностика деталей мотора начинается с осмотра целостности блока цилиндров и коленчатого вала. При необходимости корпус может завариваться специальной сваркой. Если блок сильно подвержен разрушениям, то следует его заменить на новый.
Следующим этапом проведения диагностики становится промер цилиндров. Стандартом для ЗМЗ 402 считается размер 92 мм. Но, если есть выработка на стенках, царапины или раковины, то придется точить до следующего размера. А если промер показал, что стенки уже имеют ремонт, то нужно в обязательном порядке точить до следующего, поскольку цилиндры имеют выработку и ее необходимо устранить.
Рассмотрим, таблицу размерности ремонтов для силового агрегата 402 и его модификаций:
| Ремонт | Размер |
| Стандарт | 92,0 мм |
| 1 | 92,5 мм |
| 2 | 93,0 мм |
| 3 | 93,5 мм |
| 4 и более | Гильзовка блока (установка гильз стандартного размера 92,0 мм) |
Следующим исследуемым становится коленчатый вал. Так как и с блоком цилиндров необходимо промерить шейки на размер, наличие повреждений и твердость. Если по все показателям и критериям коленвал можно точить, то определяется вид ремонта. Кстати, номер ремонта коренных и шатунных шеек могут между собой отличаться.
Рассмотрим, таблицу размерности ремонтов для коленчатого вала 402 и его модификаций:
| Вид ремонта | Размер |
| 1 | 0,05 мм |
| 2 | 0,25 мм |
| 3 | 0,50 мм |
| 4 | 0,75 мм |
| 5 | 1,00 мм |
Все остальные детали диагностируются согласно руководству по эксплуатации и ремонту двигателей ЗМЗ 402.
Расточка блока
Расточка блока цилиндров проводится на специальном расточном стенде согласно предварительно определенному размеру. После проведения протоки, стенки цилиндров поддаются хонинговке, то есть доводятся до зеркального состояния.
Это делается с целью, чтобы маслосъемные кольца надлежащим образом снимали масло со стенок цилиндров. После проведения всех операций, необходимо прошлифовать поверхность блока цилиндров на 0,05 мм, а затем вымыть его от металлической стружки.

Ремонт коленчатого вала
Ремонт коленчатого вала, также, проводится на специальном станке с круглым каменным диском разной зернистости. Шейки вала шлифуются согласно ранее установленному размеру, под определенного размера вкладыша.
Ремонт головки блока
Отремонтировать головку блока цилиндров удается не всегда, поскольку многие автомобилисты используют вместо тосола воду, а это разрушает структуру детали. Так, прежде чем приступать к ремонту следует разобрать узел и определить его ремонтопригодность. Если понадобиться, то заменить корпус ГБЦ на новый.
В процессе разборки определяется, какие детали необходимо заменить. Как показывает практика, зачастую, замене подлежат: впускные и выпускные клапаны, седла, направляющие втулки, сальники клапанов и распределительного вала.
Прежде чем установить новые направляющие втулки, они проходят процесс «развертки» или проточки. Конечно, можно оставить старые, но тогда ремонт проводится за технологией k-line, где непосредственно ставятся бронзовые втулки. Остальные операции проводятся стандартно.

Процесс сборки
Когда все отремонтировано, можно приступить непосредственно к процессу сборки. Для этого все детали сносятся в одно место, и начинается волшебство непонятное многим. Рассмотрим последовательность действий сборки силового агрегата:
- Устанавливаем коленчатый вал и коренные вкладыши, которые фиксируются бугелями.
- Собираем воедино поршни и шатуны.
- Закрепляем нижнюю шейку шатуна к коленчатому валу, при этом, не забыв поставить шатунные вкладыши.
- Устанавливаем масляный насос и закрываем поддон.
- Ставим сцепление и проводим балансировку с коленчатым валом.
- Устанавливаем головку блока цилиндров, при этом прокладку необходимо смазать графитовой смазкой, если на ней нет герметика.
- Устанавливаем клапанную крышку.
- Все остальные детали устанавливаются в том же порядке.
После сборке силового агрегата, его необходимо установить на автомобиль. Сборка проводится о обратном порядке от разборки.
Обкатка
Обкатка движка ЗМЗ 402, если ремонт проводился самостоятельно, проводится только на горячую. Так, двигатель должен поработать в разных режимах. Рассмотрим, как обкатать двигатель после капитального ремонта:
- При помощи ручного способа проводиться накачка топливной смеси.
- Далее, непосредственно идет пуск силового агрегата.
- Сначала, обороты составляют 1000-1200 в минуту.
- Спустя 5 минут их необходимо увеличить при помощи педали акселератора до 2000 об/мин. И так мотор должен проработать около 7 минут.
- Далее, опустить обороты до 1200 в минуту и давать проработать 2-3 минуты.
- Двигатель глушиться и ему дают остыть.
- Проводиться регулировка клапанов.
- Процесс повторить.

Таким образом, двигатель будет обкатан и готов к дальнейшей эксплуатации. Если в процессе обкатки появились подтеки или стуки, стоит определить неисправности и устранить их. При этом мотор эксплуатировать нельзя.











Ремонт ГБЦ
Первым делом отмытую ГБЦ необходимо отшлифовать:

Камера сгорания была покрыта толстым слоем нагара:

Далее удаляем старые маслосъёмные колпачки. У меня они мало что были дубовые, дак парочка была вообще треснутой:

Следующим этапом планировалось перевтуливание. Хотел воспользоваться технологией Евгения Травникова. Но пройдясь по всем втулкам развёрткой 9,01 мм люфта не обнаружил. Более того, в некоторых втулках исхитрился даже что-то соскрести. Настоятельно рекомендую перед развёртыванием заменённых втулок потренироваться на нескольких подопытных втулках, потому что это не так просто, как кажется. Также напомню, что развёртывать необходимо строго руками, без какого либо электрического инструмента. Справедливости ради следует отметить, что в одной из втулок износ небольшой был, то есть после равёртки идеального зеркала не получилось, но пятно было небольшое и в середине и значительного люфта клапана не было. Так что я решил не перевтуливать. Помимо экономии времени и нервов неперевтуливание также значительно облегчает прирезание сёдел, так как ось не смещается.
Следующий этап ремонта ГБЦ – прирезка сёдел. Мне показалось, что с завода прирезается только фаска 45 градусов, я же нарезал все 3, отчего и клапан должен плотнее закрываться и газообмен должен улучшиться. Немало был наслышан про твёрдость сёдел ГБЦ змз 402, но вышеуказанным набором шарошек у меня сёдла прирезались быстро и легко. Центральную фаску делал в районе 1 мм с тем, чтобы она после притирки увеличилась до положенных 1.5 мм.
Следующим этапом является притирка клапанов – это самый нудный этап. Я особо не заморачивался по поводу проверки соляркой и т.д. оценивал визуально по ровному рисунку по окружности седла. Не забываем подписывать клапана, чтобы не перепутать при сборке.
Также для улучшения газораспределения сточил ступеньки у сёдел клапанов:

В завершение ремонта ГБЦ напрессовываем новые маслосъёмные колпачки при помощи оправки. ВАЖНО! Перед напрессовкой МСК оденьте нижние тарелки клапанов, потом они не налезут
Читайте также: