
Момент затяжки гбц камаз камминз
Момент затяжки гбц камаз камминз
Головку блока цилиндров снимаем для замены прокладки под головкой блока, а также для ремонта.
Отсоединяем минусовую клемму аккумулятора
Сливаем охлаждающую жидкость

Снимаем выпускной коллектор (для полной разборки ГБЦ, при замене прокладки можно не снимать)
Снимаем корпус термостата и вынимаем термостат
Снимаем трубку перепуска охлаждающей жидкости
Снимаем топливные трубки высокого давления
Откручиваем и снимаем рампу
Снимаем впускной коллектор


Для этого ослабляем хомуты воздуховодов промежуточного охладителя наддувочного воздуха, снимаем воздуховод.
Выкручиваем болты крепления, снимаем воздушный угловой патрубок, верхнюю прокладку, подогреватель воздуха на впуске устройства облегчения запуска и нижнюю прокладку.

Снимаем датчик давления во впускном коллекторе с датчиком температуры в сборе:
- отсоединяем разъем датчика давления во впускном коллекторе;
- снимаем датчик строго вверх, стараясь не повредить кольцевое уплотнение.
Выкручиваем все болты крепления впускного коллектора к головке блока цилиндров и снимаем впускной коллектор.

Заклеиваем лентой каналы в головке блока цилиндров, чтобы не попал мусор.
Снимаем трубки отвода топлива.
Отсоединяем трубки охлаждения воздушного компрессора
Снимаем крышку головки блока цилиндров:
- отсоединяем проводку двигателя:
- ослабляем винты крепления крышки головки блока цилиндров (винты не снимаются и являются частью крышки).


Осторожно приподнимаем и снимаем крышку
Снимаем рычаги клапанов (коромысла) для этого:
- откручиваем регулировочную гайку;
- выкручиваем болты крепления коромысел;
- снимаем коромысла и мосты клапанов. Мосты и коромысла должны устанавливаться на свои места, поэтому маркируем их и раскладываем на столе в нужном порядке.

Снимаем штанги толкателей.
Наносим на штанги метки их расположения. Штанги должны устанавливаться по своим местам.

После этого, равномерно в несколько проходов, выкручиваем болты и снимаем головку блока цилиндров.
Разборка, проверка, очистка и ремонт ГБЦ будет рассмотрена в отдельной статье.
Установка головки блока цилиндров
Установите новую прокладку головки блока цилиндров.

В зависимости от выступания поршня после шлифовки головки или блока цилиндров может быть установлена прокладка головки блока цилиндров одного из трёх размеров.
При превышении выступания поршня на 0,5 мм блок цилиндров необходимо заменить.

Толщина прокладки головки блока цилиндров:
- номинальная прокладка 1,25 мм
- ремонтная №1 -1,50 мм
- ремонтная - №2 - 1,75 мм
Установите головку блока цилиндров.
а) Осторожно опустите головку блока цилиндров на установочные штифты блока цилиндров.
Примечание: головка блока цилиндров весит более 23 кг.
б) Смажьте резьбу и под головками болтов моторным маслом.
в) Установите болты и заверните их от руки.

г) Затяните болты крепления головки блока цилиндров в последовательности, показанной на рисунке.
- первый этап 70Нм
- 2 этап ослабьте на 180°
- довернуть на 90˚
- довернуть на 90°
Установите штанги толкателей.
Примечание: штанги должны устанавливаться в те места, откуда они были сняты.
а) Установите штанги в углубление толкателя.

б) Смажьте торец штанги моторным маслом
Установите коромысла в сборе.
Примечание: все детали коромысел должны устанавливаться в те места откуда они были сняты.
а) Полностью заверните регулировочные винты, затем заверните контргайку.


б) Смажьте оси коромысел моторным маслом
в) Установите оси в коромысла.
г) Установите коромысла на опору.

Примечание: не перепутайте коромысла впускных и выпускных клапанов.
д) Установите мосты клапанов в те места откуда они были сняты.
е) Установите коромысла с опорами в сборе в те места откуда они были сняты.
ж) Заверните болты крепления опор.
Момент затяжки 36 Нм

Установите впускной коллектор.
а) Установите впускной коллектор и наверните болты. Нанесите на болты фиксатор резьбы (№3824041) перед установкой.
Если впускной коллектор был установлен через прокладку, замените прокладку на новую. Если впускной коллектор был посажен на герметик RTV, удалите старый герметик и нанесите новый (№3164070).
Момент затяжки 24 Нм
Установите крышку головки блока цилиндров.
а) Установите крышку головки блока цилиндров.
б) Затяните винты.
Момент затяжки 9 Нм
Установите топливную рампу.
Установите трубки отвода топлива.
Установите топливные трубки высокого давления.
Установите трубку перепуска охлаждающей жидкости.
Установите корпус термостата.
Установите выпускной коллектор.
а) Нанесите высокотемпературный состав от прикипания резьбы на болты крепления выпускного коллектора.
б) Установите выпускной коллектор, новые прокладки, проставки и стопорные пластины.
в) Затяните болты крепления выпускного коллектора в последовательности, показанной на рисунке.
Момент затяжки 53 Нм

Установите ремень привода навесных агрегатов.
Подсоедините трубки охлаждения воздушного компрессора к головке блока цилиндров.
Раздел V. Данные для контроля и регулирования (часть 2)
Применение качественных моторных масел в сочетании с соблюдением рекомендуемой периодичности смены масла и масляных фильтров - определяющий фактор в поддержании необходимых эксплуатационных качеств двигателя и его долговечности.
Камминз Энджин Кампани, Инк. рекомендует для применения в двигателе высококачетсвенные масла с вязкостью по SAE 15W-40 (такие как "Камминз Примиум Блю"), которые по классификации API (Американского института нефти) имеют индекс качества CE/SG.
ПРИМЕЧАНИЕ: Менее качественные масла с индексом качества CC/CD или CD/SF допускаются к применению в тех регионах, где качественное масло СЕ пока недоступно, но при этом периодичность смены масла должна быть сокращена в два раза по сравнению с рекомендуемой на Стр. V-14. Массовая доля сульфатной зольности не должна превышать 1, 85%.
Вязкость моторного масла для двигателей Камминз Камаз
Применение всесезонных масел экономически выгодно, поскольку позволяет эксплуатировать двигатель в широком температурном диапазоне.
Моторное масло с вязкостью SAE 15W-40 рекомендуется для большинства климатических условий, однако для эксплуатации в местностях с суровыми зимними условиями следует подбирать масла с соответствующей вязкостью по диаграмме на странице V-13.
ПРИМЕЧАНИЕ: Применение низковязкостных масел, таких как 10W-30, допускается в местностях с суровой зимой при постоянной температуре окружающей среды ниже -5 ° С [23 ° F] с целью облегчения пуска двигателя и обеспечения достаточной текучести моторного масла. Однако постоянное применение низковязкостных масел может сократить ресурс двигателя вследствие повышенного износа деталей.

Масла для обкатки новых двигателей Cummins Камаз
Не следует применять специальные масла для обкатки новых или отремонтированных двигателей "Камминз". В период обкатки двигателя рекомендуется применять такой же тип масла, который используется в обычных условиях эксплуатации.
Периодичность смены масла двигателей Камминз Камаз
Рекомендации по периодичности смены масла в зависимости от конкретных условий эксплуатации даны на следующей странице.

* В зависимости or того, что наступит первым. Если Ваше транспортное средство нарабатывает много могочасов при малом количестве километров пробега, то периодичность смены масла измеряется часами.
Арктические условия эксплуатации двигателей Cummins Камаз
Если двигатель постоянно работает в условиях с температурой окружающей среды ниже -23 0 С [-10 0 F] без обогреваемой стоянки или теплого гаража, то рекомендуется в смазочной системе применять синтетические моторные масла CE/SG класса качества с достаточным диапазоном вязкости для работы при низких температурах, например 5W-30.
Следите за тем, чтобы применяемое в двигателе масло соответствовало по своему качеству характеристикам, которые поставщик указывает в серификате качества на ярлыке.
Внимание ! Применение моторных масел на синтетической основе не позволяет увеличивать периодичность его смены в картере двигателя по сравнению с приведенной на странице V-14. Увеличение рекомендованной периодичности может сократить ресурс двигателя из-за коррозии деталей, нагарообразований и износа.
Дополнительную информацию о наличии смазочных масел на рынках мира можно найти в информационном издании "Справочник по моторным маслам для двигателей большегрузных автомобилей и двигателей промышленного назначения"(Е.М.А. Libricating Oils Data Book for Heavy Duty Automotive and Industrial Engines). Справочник можно заказать в Ассоциации изготовителей двигателей, One Illinois Center, 111 East Wacker Drive, Chicago, IL U.S.A. 60601, телефон № (312) 644-6610.
Рекомендации и технические требования к охлаждающей жидкости двигателей Камминз Камаз
Двигатели большой мощности, работающие на тяжелых транспортных средствах, требуют применения высокоэффективной охлаждающей жидкости, которая представляет собой сбалансированную смесь воды и антифриза. Во избежание накопления вредных химических веществ в системе рекомендуется производить полную смену охлаждающей жидкости через каждые 2 года, 320 000 км [200 000 Mi] или 6 000 часов эксплуатации (смотря что наступит раньше)
• Система охлаждения двигателя рассчитана на постоянное использование антифриза в любых климатических услових. Применение антифриза понижает температуру замерзания и повышает температуру кипения охлаждающей жидкости, благодаря чему расширяется диапазон рабочих температур. Не превышайте 50% концентрацию антифриза в охлаждающей жидкости, в противном случае потребуется дополнительная защита от антифриза. Но ни при каких условиях нельзя превышать 68% уровень концентрации антифриза в охпажадющей жидкости.
• Для охлаждающей жидкости следует применять мягкую воду, поскольку содержащиеся в жесткой воде загрязняющие примеси нейтрализуют эффективность антикоррозийных веществ. Жесткость воды не должна превышать 300 частиц на миллион или содержание эфирхлорида или сульфата не должно превышать 100 частиц на миллион .
• Технические требования - Рекомендуется применять антифриз с низкой концентрацией силикатов, который соответствует требованиям стандарта ASTM4985 (GM6038M).
Концентрация - Антифриз необходимо применять в любых климатических условиях в качестве средства защиты как от замерзания, так и от закипания охлаждающей жидкости . Фирма "Камминз" рекомендует 50% уровень концентрации этиленгликоля или про-пиленгликоля (в диапазоне от40%до 60%) для большинства климатических условий . При концентрации антифриза, равной 68%, раствор имеет самую низкую температуру замерзания, однако ни при каких условиях не следует превышать этот уровень концентрации, поскольку при дальнейшем повышении концентрации происходит снижение свойств антифриза .
Температура кристаллизации раствора в зависимости от концентрации

Контроль концентрации - Концентрацию антифриза необходимо проверять рефрактометром (таким, как Флитгард №СС2800). Приборы поплавкового типа для измерения плотности веществ или гидрометры имеют точность, недостаточную для системы охлаждения дизельных двигателей повышенной мощности .
Выбор фильтров для двигателей Cummins Камаз
Масляные фильтры двигателей Камминз Камаз
А = LF 3345 стандартные для 4-цилиндровых двигателей
В = LF 3349 стандартные для 6-цилиндровых двигателей
Внимание ! Масляные фильтры для 6-цилиндровых двигателей можно применять на 4-цилиндровых двигателях, но не наоборот - нельзя применять масляные фильтры для 4-цилиндровых двигателей на 6-цилиндровых двигателях, т.к. это может стать причиной выхода двигателя из строя.

Топливные фильтры двигателей Cummins Камаз
А = Стандартный фильтр тонкой очистки топлива, применяемый в паре с водоотделителем как вторая ступень очистки топлива.
В = Водоотделитель, применяемый в паре с фильтром в качестве первой ступени очистки топлива.
С = Одинарный топливный фильтр комбинированный с водоотделителем в одном корпусе.
Величины крутящих моментов затяжки крепёжных деталей двигателей Камминз Камаз

Величины крутящих моментов затяжки крепёжных деталей двигателей Камминз Камаз (продолжение)


Герметики для двигателей Cummins Камаз
При установке перечисленных ниже деталей необходимо уплотнить их указанным герметиком либо герметиком с аналогичными свойствами.
1. Пробки с трубной резьбой
Тефлоновое покрытие или герметик для трубной резьбы.
Loctite 277 или 11, 264.
3. Кольцевые уплотнения
4. Задняя заглушка распредвала
Тефлоновое покрытие или жидкий тефлон Loctite 59, 241.
5. Шпильки крепления ТНВД
6. Сливной маслопровод из турбокомпрессора (в блоке)
Loctite 277 или 11, 264.
7. Переднее уплотнение коленвала
Loctite 277 или 11, 264.
8. Заднее уплтнение коленвала
9. Масляный поддон в месте соединения блока с крышками
3-Bond 120С (P/N 3823494).
Маркировка болтов и крутящие моменты их затяжки двигателей Камминз Камаз
Внимание! При замене болтов применяйте болты того же размера и той же прочности, что использовались прежде. Неправильно подобранные болты могут стать причиной неисправности двигателя.
Прочность болтов и гаек с метрической резьбой классифицируется по номеру, нанесенному на головку болта или поверхность гайки. Идентификация американских стандартных болтов проводится по радиальным линиям, нанесенным на головке болта.
Ниже приведены примеры обозначения болтов:

1. Если крутящий момент затяжки болта не указан особо, то следует затягивать его с моментом, величина которого указана в таблице ниже.
2. Нельзя руководствоваться данными таблицы вместо тех величин, которые указаны в других Разделах настоящего руководства.
3. Величины крутящих моментов затяжки указаны для смазываемой резьбы при установке болта.
4. Если величина в ft-lb меньше 10, то ее следует перевести в in-lb с целью обеспечения более точного контроля затяжки. Например, 6 ft-lb равны 72 in-lb.
Установка ГБЦ Камаз- момент затяжки

Снятие установка ГБЦ на автомобиле Камаз происходит довольно часто. По причинам связанным с неисправностями двигателя. Причины могут быть самые разные. Прорыв газов через уплотнительное кольцо. Прогорание клапанов. Утечка охлаждающей жидкости через уплотнения в гильзах. Утечка охлаждающей жидкости через уплотнения между ГБЦ и блоком двигателя. Замена вкладышей. Их рекомендуют менять через каждые 125000 км. И так далее.
Снятие ГБЦ Камаз
Снятие гбц начинается стого что необходимо снизить уровень охлаждающей жидкости в системе. Для этого достаточно слить 10- 15 литов жидкости. Затем откручиваются коллектора впускной, водяной выпускной.
Выпускной коллектор
Выпускной коллектор на двигателе евро прикручен непосредственно к головкам через прокладки. Трудность его снятия заключается в том что иногда не удаётся открутить болты. Для этого необходимо применять усилие. А сами болты легко обламываются. Если резьба прикипела. И понять когда болт начинает ломаться очень тяжело. Поэтому необходимо при возникновении усилия постоянно проверять, что болт откручивается а не заламывается. При откручивании и возникновении усилия провернуть болт в обратную сторону. Это делать необходимо постоянно потому что болты обламываются практически не заметно. Впускной коллектор полностью снимать не нужно достаточно того что он отойдет немного от головок. Потом просто необходимо будет подставить прокладки между ним и головками
Водяной и впускной коллектора
Прежде чем снимать водяной и впускной коллектор необходимо открутить трубки высокого давления от ТНВД и форсунок. Трубки потом следует устанавливать на свои места . Путать их не желательно потов очень тяжело будет их подобрать по местам где они стояли. Лучше всего их положить в отдельное место по порядку. Сложность снятия коллекторов заключается в неудобстве раскручивания крепёжных болтов. Проще снять компрессор. Он не очень сложно устанавливается а заодно поменять на нем уплотнительные резинки. Но если очень постараться, то компрессор можно и не трогать.
После того как коллектора удалены откручиваются клапанные крышки. Снимать их желательно. Потому что прежде чем вытаскивать головки требуется вынуть штанги толкателей. Если снимать головки со штангами, они могут упасть внутрь двигателя и достать будет тяжело. Сняв клапанные крышки следует раскрутить крепление коромысел. Они прикручены двумя гайками на шпильках. Предварительно необходимо разогнуть концы стопорной пластины. Коромысла снимаются со шпилек и вынимаются штанги толкателей клапанов.
Болты головки блока цилиндров
Болты крепления головки блока цилиндров необходимо раскручивать поочередно согласно схемы затяжки ГБЦ. Поэтапно в несколько приёмом. Если сразу ослабить один из болтов то это может вызвать перепад натяжения болтов такт остальные будут находиться в напряжение. Это может привести в дальнейшем к обрыву головки крепежного болта. На камазах это болезнь. Незначительный перекос приводит к обрыву болта. Поэтому и нужно раскручивать болты в несколько приёмов. Собственно говоря также как их затягивали. После того как болты раскручены головки можно снимать.
Осмотр головки
Прежде чем произвести установку ГБЦ Камаз на место после проведенного ремонта их обязательно необходимо осмотреть. По следующим причинам.

Состояние компрессионного кольца
Газовое компрессионное кольцо может просесть. Или появится люфт и кольцо будет двигаться на своем месте. В результате того что разбито посадочное место. На это обязательно необходимо обратить внимание. Кольцо должно выступать выше уровня головки 0,122-0,230 мм и разность показаний замеров по длине кольца не должна превышать 0,08 мм. В противном случае кольцо необходимо поменять. Для его снятия предусмотрены пазы с помощью которых кольцо можно вынуть с посадочного места.
Седла клапанов
Второе на что обязательно необходимо обратить внимание это состояние седел клапанов. на седлах может образоваться трещина. Или седло может просесть в своем посадочном месте и разболтаться. Для того чтобы в это убедиться необходимо распрячь клапана. Также возможно образование выработки в направляющих втулках клапанов. С этим разобраться сложнее. Замена направляющих на головках автомобиля камаз сложная задача. Они очень тяжело выпрессовываются. Делать это самостоятельно не советую. Специалисты не охотно берутся за ремонт камазовских головок. Именно по этой причине. И назначают цену немного менее, чем стоит новая головка. Поэтому здесь горячиться не нужно. Если люфт небольшой, то направляющие лучше не трогать. Попробовать установить новые клапана . Если люфт все равно большой попробовать найти другие головки. Это будет дешевле и надёжнее.
Притирка клапанов
Клапана желательно очистить от нагара и притереть. Клапана притирают при помощи дрели. Соединение дрели с клапаном не должно быть жестким. Желательно использовать резиновый шланг. Он быстро выходит из строя и его приходится менять но это того стоит. При жестком соединение возможна не правильная посадка клапана в седло. В момент соединение клапана с седлом должен происходить удар клапана и его одновременное проворачивание.
Правильная притирка клапанов считается при помощи коловорота со стороны шляпки клапана. При этом с обратной стороны необходимо установить слабую пружину что бы клапан отрывался от седла. Это самый надёжный способ притирки, но очень неудобный. Потому что приходится придумывать какой то паз чтобы коловорот смог проворачивать клапан. Самый простой способ это вырезать резиновый пятак с прорезью под коловорот. Для этого хорошо подходит транспортерная лента. И приклеить её к клапана при помощи расплавленной смолы. Это самый простой и доступный способ.
Посте притирки необходимо тщательно очистить клапана и седла от абразива который применялся при притирке. Бывали случаи когда забывали это сделать, в результате клапана с седлами приходили в негодность. Головку после притирки необходимо промыть и тщательно продуть воздухом. После этого клапана можно устанавливать на место. Предварительно требуется установить новые масло съёмные колпачки. И запрячь их в пружины при помощи съёмника клапанов.
Когда клапана установлены на место устанавливаются коромысла. После того как притянуться гайки необходимо их застопорить. Если гайки расслабятся то кронштейн вала коромысел начнет двигаться. В результате будут обламываться шпильки с определенной периодичностью.
Установка ГБЦ Камаз
Собранную головку устанавливают на двигатель.
Установка прокладок ГБЦ
Предварительно требуется установить прокладки. Ранее каналы системы охлаждения уплотнялись так называемыми присосками. Они вставлялись в три водяных канала головки а плоская х часть была обращена к блоку двигателя. И также ставилась резиновая прокладка. По всей плоскости прилегания головки. Она выполняла роль пыльника. Что бы грязь и пыль не попадали под головки не вызывали коррозию.
На современных двигателях устанавливается плоска резиновая прокладка с металлическим каркасом. Она выполняет общую роль как прокладки охлаждающей жидкости так и пыльника.Единственно что осталось неизменным это резиновое колечко которое ставится в выступ масленого канала. О этом колечке не в коем случае забывать нельзя. Какие прокладки лучше старого или нового образца трудно сказать. Скорее всего дело в аккуратности при сборке. И дальнейшей эксплуатации двигателя.

Установка фторопластового кольца
На двигателях оснащенных турбокомпрессорами дополнительно устанавливается фторопластовое колечко. Его необходимо аккуратно установить внутрь компрессионного (газового) кольца. Так чтобы при переворачивании головки оно не смогло выпасть. Это кольцо служит дополнительным уплотнением. Что бы предостеречь прорыв газов. из под газового кольца. Потому что турбины закачивают больший объём воздуха. Это приводит к более полному сгоранию топлива. И как следствие повышает температуру горения в камере сгорания. Дополнительное фторопластовое кольцо уплотняет соединение между головкой и гильзой.
После того как установлены прокладки необходимо вставить на свои места штанги толкателей. Делать это нужно аккуратно если штанга не попадет в своё посадочное место внутри двигателя может провалиться в в поддон и достать его без снятия поддона будет очень тяжело. Штангу необходимо вставить и после этого немного приподнять и опустить на свое место. Как бы убедиться что она стоит правильно.
Теперь необходимо одеть головку , так чтобы штанги вошли в свои каналы и уперлись в регулировочные винты коромысел. Также выступ масленого канала с надетой на нем резиновым колечком должен попасть в отверстие головки блока. Головка должна сесть на свое место без особого усилия. Если кулачки распредвала будут направлены на открытие впускного или выпускного клапана. Штанги упрутся в коромысла. И не дадут сразу плотно прижаться головке . ничего страшного. После того как вставятся болты крепления головки и будут закручиваться пружины клапанов сожмутся. Клапана станут в открытое положение . Это не помешает притягиванию головки.
Можно. прокрутить коленчатый вал. Штанги опустятся вниз и головка плотно прижмется к гильзе. Самое важное на начальном этапе притягивания головки равномерно её выставить по плоскости гильзы. Если какой то болт сильнее будет притянут. То получится рычаг. И после того как будет притягиваться противоположный болт возникнет большое усилие которое может привести к отрыву головки болта. По этому первоначально нужно добиться при помощи притягивания болтов равномерного расположения головки относительно гильзы. Протяжку болтов необходимо провести с помощью динамометрического ключа.
Затяжка ГБЦ Камаз
Схеме протяжки выглядит следующим образом
Крест на крест протягиваются противоположные болты.
Момент затяжки ГБЦ Камаз
Затяжка производится при помощи динамометрического ключа
Первый момент затяжки гбц составляет 40 Н-м. протяжка производится согласно показанной выше схемы
Момент второй затяжки гбц составляет 120-150 Н-м
Третья окончательная затяжка производится моментом 190-210 Н-м
Чтобы более равномерно установить головку ГБЦ , коромысла на них можно сразу не устанавливать. Сначала притянуть головки. Потом аккуратно установить штанги и после этого установить и притянуть коромысла. И застопорить крепёжные гайки.
Регулировка клапанов
Остаётся поставить на свое место коллектора. Установка ГБЦ требует последующей регулировки клапанов. Страшна она тем . что нужно хорошо понимать как работает двигатель. Так же необходимо знать метод регулировки который предлагают конструктора. Разные двигатели имеют свою методику регулировки. Связано это с конструктивными особенностями. Всегда предлагается самый простой и удобный способ регулировки для конкретного двигателя. Способ регулировки клапанов автомобиля подробно описан в этой статье. Он подходит для всех V-образных моделей двигателей.
Капиталка Cummins ISF 2.8
Поршни имеют стрелочку указатель на перед двигателя. Шатуны имеют отливы со стороны переда двигателя по серединке, такой же отливчик есть на крышке шатуна. К слову, крышка шатуна должна быть именно от своего шатуна, так как они отливаются одним целым, заготовка фрезеруется и только потом отламываются для точного соблюдения зазоров в дальнейшем! При соединении нет даже следа от разлома.
Кольца ставятся легко. Компрессионные пронумерованы и подписан верх:
Масляное состоит из двух частей, направленности верх-низ у него нет. Единственное замки этих колец на 180 градусов нужно располагать. Расположение на поршне двух компрессионных и масляного кольца со смещением замков на 120 градусов.
Это, кстати, для сравнения, почему ломаются кольца, казалось бы без намёка на перегрев:
При установке колнвала, сначала устанавливаются коренные вкладыши, посадочное место и тыльную часть нужно обезжирить, а после установки тоненьким слоем смазать моторным маслом, чтобы масло не ушло на тыльную часть. Это желательно сделать для того, что бы снизить риск проворачивания вкладышей при первом пуске. 4 ый коренной вкладыш имеет особую форму и место для установки. То же самое нужно проделать с крышками коренных подшипников и их вкладышами. Напомню крышки коренных подшипников пронумерованы, нумерация начинается спереди двигателя, менять расположение нельзя, так же на крышках есть указатель на перед двигателя:
После установки промежуточной шестерни, коренных вкладышей, укладки коленвала, установки крышек с вкладышами нужно простучать крышки, чтобы убедиться, что они хорошо встали на свои места. Затем этап протяжки. Камминс славится своим методом докручивания.
Коленвал протягивается в три этапа от центра и диагонально:
Резьба болтов смазывается маслом!
1 Протянуть до 5 кг;
2 Протянуть до 8 кг;
3 Довернуть на 90 градусов.
Далее поршни… С помощью стяжки колец заправляем поршни в цилиндры. Незабываем соблюдать ориентацию поршневой группы на перед двигателя. Обязательно соблюсти принадлежность крышки свому шатуну и его ориентацию! Резьбу болтов требуется смазать маслом.
Затяжка по следующему алгоритму:
1 Крутим до 3,5 кг;
2 Отворачиваем на 60 градусов;
3 Опять крутим 3,5 кг;
4 Доворачиваем на 60 градусов.
Само собой, по ходу сборки коленвал поворачиваем и проверям что его нигде не клинит.
Далее головка блока. С ней обязательно использовать новую прокладку, предварительно очистить контактные плоскости головки и блока! Устанавливается легко, а вот протяжка заставит попотеть!
1 Моментом до 6 кг;
Даём осесьть головке 5 минут
2 Докручиваем на 90 градусов;
Даём осесьть головке 15-20 минут
3 Докручиваем на 90 градусов.
Далее постепенно собирал двиг…
Когда разбирал, открученные деталюхи откладывал вместе со своими болтами, процесс поиска болтов при этом минимизирован! Передняя крышка и задняя плита имеют манжетки, они обычно требуют замены, к сожалению от них на коленвале выработка, требуется сместить от изнального положения манжетку на пару мм.
Далее наступает этап синхронизации впрыска. На самом деле, довольно лёгкий этап!
1 Выставил коленвал в положение вмт:
2 Выставил вал ГРМ в положение, которое замечал на ВМТ первого цилиндра, если нет метки как у меня, можно черкнуть маркером или ещё чем:
3 Наживив звезду с диском на вал ГРМ кореектируем если надо положение диска синхронизации впрыска, зубом на датчик!
4 При совмещении всех положений, затягиваем диск со звездой в два этапа:
1 Тянем до 3 кг;
2 Тянем до 16 кг.
Дальше двигатель потихоньку дособирал:
Момент затяжки гбц камаз камминз
Моменты затяжки соединений дизеля КАМАЗ 740.11-240, 740.13-260, 740.14-300, 740.30-260, 740.50-360, 740.51-320
Наименование
Болты крепления 740.1005157-02 крышек коренных подшипников (вертикальные) коленчатого вала
Резьба на болтах должна быть смазана моторным маслом, избыток масла должен быть удален.
Затяжку производить, от средней опоры к крайним начиная с правого ряда в 2 приема:
- предварительно с крутящим моментом 95-120 Нм (9,6-12 кгс-м);
Стяжные болты 7482.1005158, 7482.1005159 крышек подшипников коленчатого вала
Резьба в отверстиях крышки и на болтах должна быть смазана моторным маслом, избыток масла должен быть удален.
Затянуть с моментом 147-167 Нм (15-17 кгс-м).
Болты крепления маховика
Перед вворачиванием резьба должна быть смазана тонким слоем графитовой смазки.
Затяжку производить последовательно в два приема (предварительно и окончательно), окончательно с крутящим моментом:
7406.1005127 - 245. 264 Нм (25. 27 кгс-м).
740.1005127-11 -167. 186 Нм (17. 19 кгс-м).
Болты крепления полумуфты отбора мощности и гасителя 740.21-1005106-10 или 740.1005106
Непосредственно перед сборкой нанести на 3-4 нитки резьбы болта герметик «Стопор-6» по ТУ 2257-003-25669359-98 или Унигерм 6 по ТУ 6-01-1285-84 с полным заполнением профиля резьбы методом окунания или кисточкой. Поверхность резьбы при этом должна быть чистой, без следов масла и коррозии.
Болт крепления крышки шатуна 740.1004062-11
Затяжку производить в 2 приема:
Допускается затяжка с крутящим моментом - 127,5-137,3 Нм (13-14 кгс-м).
Болты крепления передней крышки блока цилиндров:
- M10xl,25-6gxl20 49-60.8 Нм (5-6,2 кгс-м)
- M12xl,25-6gxl20 88.1-108 Нм (9-11 кгс-м)
Болты крепления головок цилиндров М16
Перед вворачиванием резьба болтов должна быть смазана тонким слоем графитовой смазки.
Болты затягивать в три приема:
-1 - прием 39-49 Нм (4-5 кгс-м)
- 3 -прием 186. 206 Нм (19-21 кгс-м)
Болты крышек головок цилиндров М8
Болты крепления картера маховика М12:
Затягивать в два приема
- 1 - прием 50-70 Нм (5-7 кгс-м)
Болты крепления картера маховика М10:
Затягивать в два приема
-1 - прием 20-30 Нм (2-3 кгс-м)
- 2-прием 43,1-54,9 Нм (4,4-5,6 кгс-м)
Болты крепления оси ведущей шестерни привода распредвала М10
Затягивать в два приема, окончательно с моментом – 49-61 Нм (5-6,2 кгс-м)
Болты крепления масляного картера М8
Болты крепления выпускных коллекторов М10
Затягивать в два приема, окончательно с моментом – 43-55 Нм (4,4-5,6 кгс-м)
Болты крепления корпусов компрессоров М6
Болты крепления корпуса турбины М8
Болты крепления трубопровода подвода масла к турбокомпрессору М14
Ремонт двигателя Cummins ISLe 310, 340, 375 30, ISL, L 8.9 345 КАМАЗ, САМС, Dong Feng

Капитальный и текущий ремонт двигателя фирмы Камминз. За качество отвечаем. Гарантия - один год. Обращайтесь!
Специалисты высокой квалификации выполнят работы, используя профессиональное оборудование.
В процессе ремонта выявим и устраним все неисправности и дефекты. Звоните!
ТАК ЖЕ ВЫПОЛНЯЕМ
- Диагностику двигателя профессиональным оборудованием с выездом специалистов к месту эксплуатации техники
- Замену топливной аппратуры на двигателе
- Все виды регулировок и настроек - Ремонт турбокомпрессоров, воздушных компрессоров, водяных и масляных насосов - Продажа запасных частей Применение
Cummins ISLe 310-30
- КАМАЗ 53228, 65115, 65116, 65117
- САМС, Dong Feng
Cummins ISLe 340-30
- КАМАЗ 44108, 43118
- САМС 70471, HN 3250 P34C6M
- Dong Feng DFL3251AW1
Cummins ISLe 375-30
- КАМАЗ 6522, 65225
- CAMC HN 3310 P38C3M
- Dong Feng DFL3310AW1
и прочая техника.
Эти и другие двигатели, а также агрегаты Cummins вы можете отремонтировать в нашей компании. Подробности на сайте в разделе - Капитальный ремонт Внешний вид до ремонта
Внешний вид после ремонта
Технические характеристики ISLe 310, 340, 375
- Рабочий объем - 8,9 л
- Порядок работы цилиндров - 1-5-3-6-2-4
- Направление вращения коленвала - по часовой
- Диаметр цилиндра - 114мм
- Ход поршня - 144,5мм
- Сухая масса - 706 кг
- Зазор клапанов - впускных 0,305мм , выпускных 0,559мм
- Топливная система с общим топливопроводом высокого давления
- Емкость системы смазки - 26,5л
- Емкость системы охлаждения двигателя (без радиаторов и трубопроводов) - 11,1л
- Максимальная температура охлаждающей жидкости - 107 градусов
- Давления картерных газов - 30,5 см водного столба
- Моторное масло класса SAE 15W-40, предназначенное для работы в тяжелых условиях эксплуатации
1. 4955483 - Блок цилиндров
2. 
3950661 - Вкладыш шатунный
3. 
- Вкладыш шатунный верхний
4. 4942002 - Генератор 24V, 70A
5. 
3800328 - Гильза цилиндра (3948095)
6. 5347974 - Головка блока
7. 
4921517 - Датчик давления
8. 
- Датчик давления
9. 
5297641 - Датчик давления
10. 
2872277 - Датчик положения коленвала
11. 
- Датчик скорости
12. 
3967250 - Датчик температуры
13. 
4954905 - Датчик температуры охлаждающей жидкости
14. 
4089761 - Клапан впускной
15. 
- Клапан выпускной
16. 
- Коленчатый вал
17. 3968362 - Коллектор выхлопной
18. 3937478 - Коллектор выхлопной
19. 
4933782 - Компрессор воздушный WABCO 9111535300 SS31
20. 
4995630 - Коромысло впускного клапана (3964796)
21. 
5253888 - Коромысло выпускного клапана
22. 
5253887 - Коромысло впускного, выпускного клапана в сборе на кронштейне (3972540, 4995628, 4995629, 3972541)
22. 
3943445 - Крейцкопф (5262552)
23. 3960755 - Маховик
24. 
3945917 - Набор коренных вкладышей
25. 
4089644 - Набор поршневых колец 4089643
26. 
4089758 - Набор прокладок верхний
27. 
4089759 - Набор прокладок нижний
28. 4940173 - Нагреватель
29. 
5402699 - Насос водяной 4934058, шкив 110 мм крыльчатка 5 лопаток
30. 
4941464 - Насос масляный
31. 
- Насос топливный
32. 
- Насос топливоподкачивающий
33. 
- Натяжитель ремня
34. 4089944 - Поршень составной в сборе
35. 3966430 - Распредвал
36. 
3289179 - Ремень привода агрегатов (3288475(8PK1725), 3911620, 3289135, 3289191, 6742-82-3310) 8PK1727
37. 4930899 - Ремень привода компрессора (1149мм)
38. 5256984 - Стартер (12 зуб.,24V,7.5кВт)
39. 3966365 - Теплообменник
40. 
5273379 - Термостат водяной
41. 
3965966 - Толкатель
42. 4955900 - Турбокомпрессор в сборе HX40W
43. 
5272937 - Форсунка
44. 
4944337 - Форсунка охлаждения поршня
45. 
4944670 - Шатун в сборе
46. 
3964715 - Штанга толкателя (3966719)
Замена прокладки ГБЦ на двигателе Cummins ISF 2.8 Газель «Next», «Бизнес»

В Российском сегменте легких коммерческих автомобилей модели ГАЗель Next и ГАЗель Бизнес с двигателем Cummins ISF 2.8. являются признанными лидерами популярности. Дизельный двигатель Cummins ISF 2.8, как и любой двигатель внутреннего сгорания автомобиля, является сложным механизмом и состоит из множества отдельных деталей и крепежных элементов, в совокупности составляющих сборочные узлы. В блоке цилиндров располагается коленчатый вал с шатунно-поршневой группой, сверху он накрывается головкой блока цилиндров, в которой расположены клапаны и газораспределительный механизм. А между ними и располагается прокладка головки блока цилиндров (ГБЦ). Она необходима для герметизации непосредственно полости цилиндров, каналов системы охлаждения и каналов системы смазки. Такая конструкция создана для удобства ремонта и обслуживания двигателя.
Признаки неисправности прокладки ГБЦ
Прокладка испытывает механические и температурные нагрузки. Постепенно эти нагрузки приводят к деформации прокладки, она уже не полностью прилегает к плоскостям, вследствие этого происходит потеря эластичности и начинаются неизбежные утечки газов из камеры сгорания, которые могут попадать в системы охлаждения и смазки. Еще одной причиной может быть неправильная затяжка болтов при установке ГБЦ во время ремонта, что ускоряет износ как поршневой группы, так и прокладки блока.

Признаки выхода прокладки ГБЦ из строя:
- На месте соединения головки блока цилиндров и самого блока появилась течи масла или охлаждающей жидкости;
- При попадании охлаждающей жидкости в масло образуются эмульсионные следы, наличие которых в масле можно определить визуально при проверке уровня масла масляным щупом;
- При попадании охлаждающая жидкости в цилиндры двигателя сгораемое топлива образуется выхлоп белого цвета и происходит падение уровня жидкости в расширительном бачке автомобиля;
- При попадании масла в систему охлаждения двигателя появляются масляные разводы в расширительном бачке на поверхности охлаждающей жидкости;
- Выхлопные газы могут начать попадать в систему охлаждения двигателя. В этом случае видны пузыри газа как в расширительном бачке, так и в радиаторе автомобиля;
- При попадании масла в цилиндры двигателя из выхлопной трубы может идти сизый дым;
- Ухудшение тяги двигателя на всех оборотах.
При появлении этих признаков необходима тщательная диагностика двигателя специалистами, так как эти признаки могут и не быть показателями для замены прокладки ГБЦ, возможно неисправность в другом месте. Но, если проблема в прокладке, не стоит затягивать с ее заменой, это может привести к дорогостоящему ремонту как шатунно-поршневой группы, так и к ремонту головки блока.
Замена прокладки ГБЦ
Специалисты HellMotor, которые специализируются на ремонте двигателя и его деталей (расточка, хонингование, шлифовка, фрезеровка плоскости), выбрали для замены прокладку ГБЦ EG 2087 известного производителя – компании ESPRA, для двигателя Cummins ISF 2.8. Согласно многолетним наблюдениям и внутренним испытаниям технического персонала HellMotor, прокладки от ESPRA «живут» в среднем на 20-30% дольше большинства представленных на Российском рынке прокладок.
ESPRA EG 2087 представляет собой многослойную структуру, одинаково пригодную для любой комбинации материалов блока цилиндров и ГБЦ. Изделие компании ESPRA изготовлено из нержавеющей стали, что обеспечивает повышенную стойкость к нагрузкам и коррозии. Внешние слои прокладки ESPRA EG 2087 имеют пластичное покрытие из материала Viton на основе каучука, и устойчивы к нагреву до 250°С. Вокруг отверстий под цилиндры имеется специальный слой из нержавеющей стали, позволяющий прокладке эффективно адаптироваться к малейшим перепадам зазора. Многослойность структуры прокладки обеспечивает равномерное распределение прижимающего усилия по всей поверхности, исключает деформацию и изменения формы при затяжке, а также компенсирует возможные деформации алюминиевых ГБЦ на чугунных блоках цилиндров.
Специалисты HellMotor, имеющие практический опыт в замене прокладок отмечают, это сложный процесс и требует серьезного внимания. Также необходимо наличие специальных инструментов: динамометрических ключей, слесарного набора, шлифовального станка, профессиональной дрели и др. Поэтому всю работу должен производить только специалист в сертифицированном центре обслуживания автомобилей.
Соблюдение предписаний производителя является основополагающим моментом при замене прокладок в моторах Cummins.
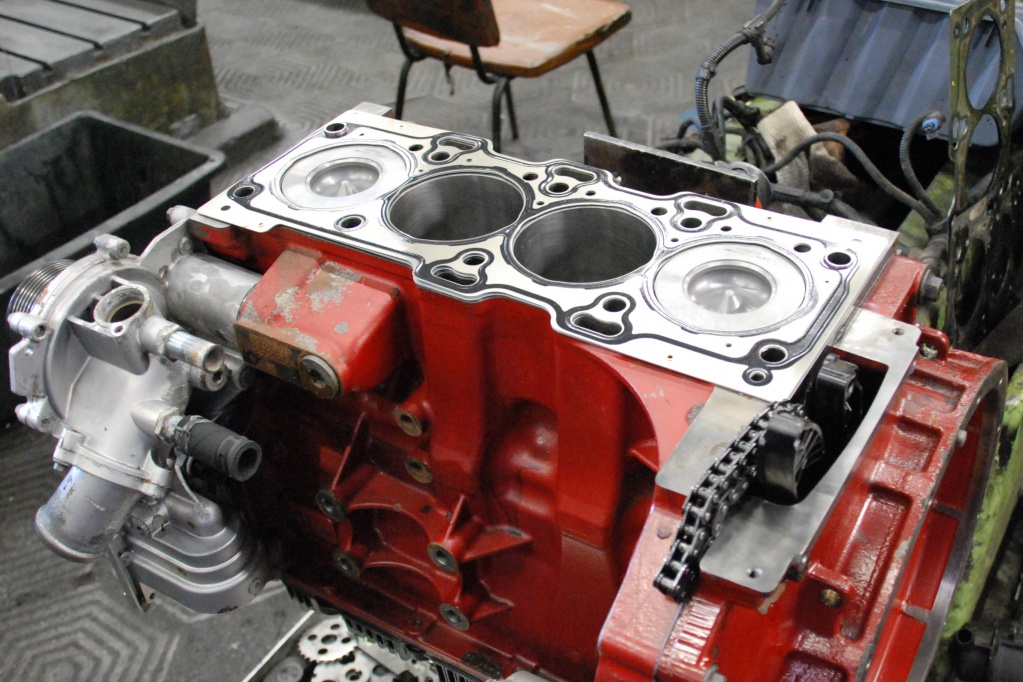
Итак, приступив к работе мастер снимает головку в сборе с впускной трубой, дроссельным узлом и выпускным коллектором затем снимает с нее неисправную прокладку.
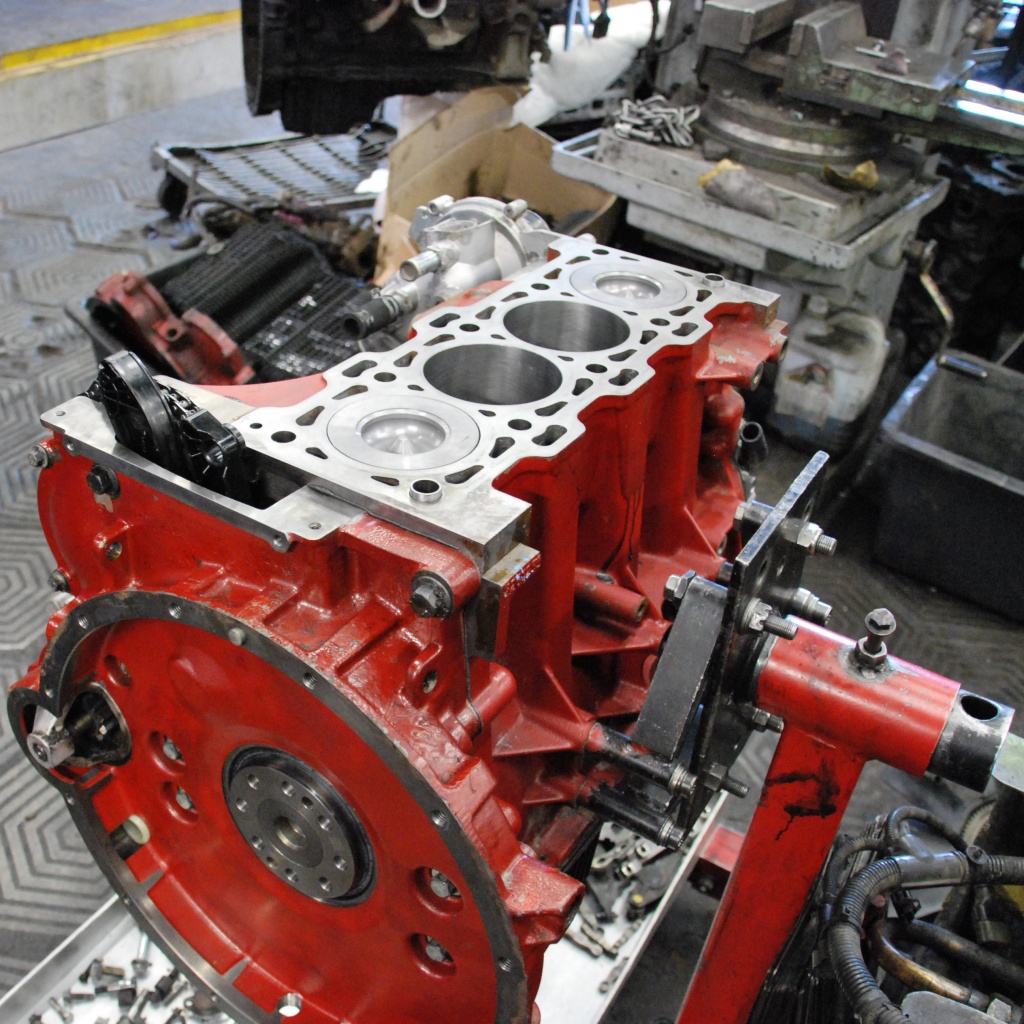
Снимать головку блока цилиндров приходится вдвоем, так как она довольно тяжелая 23кг.
При снятии головки блока цилиндров вместе с форсунками нужно быть аккуратным, чтобы не повредить наконечники форсунок. Мастер поясняет, что не нужно класть головку блока цилиндров на ее нижнюю поверхность, когда в ней установлены форсунки. Именно это может привести к повреждению наконечников форсунок.
Аккуратно проделав необходимые манипуляции, специалисты очистили привалочные поверхности головки и блока.


Затем проверили головку блока на отсутствие коробления. Для этого поставили металлическую линейку ребром на поверхность головки сначала посередине вдоль, затем поперек, а также по диагоналям и щупом измерили зазор между плоскостью головки и линейкой. Заменили головку блока цилиндров, когда увидели, что зазор превысил 0,05 мм.
Ремонтные прокладки для использования после шлифовки верхней поверхности блока цилиндров или опорной поверхности головки блока цилиндров не предусмотрены. Мастер отмечает что, если после такой шлифовки нельзя обеспечить требуемую высоту выступания поршня, блок и/или головка блока цилиндров подлежит замене. В нашем случае, этого не понадобилось.
При установке ГБЦ мастера в том числе предприняли ряд необходимых действий:
— удалили из резьбовых отверстий болтов крепления головки блока цилиндров масло или охлаждающую жидкость, попавшие туда при снятии головки;
—установили новую прокладку ГБЦ EG 2087 головки блока,
— заменили болты крепления головки блока новыми;
— смазали болты моторным маслом;
Затягивали болты на холодном двигателе в четыре этапа в следующем порядке:
I этап (предварительная осадка прокладки) – затянули болты моментом 20 Н·м
(2 кгс·м), после чего довернули на угол 100° ±6°. Подождали 3мин;
II этап – отпустили болты 1 и 2, после чего снова затянули их моментом 20 Н·м (2 кгс·м) и довернули на угол 110° ±6°;
III этап – отпустили болты 3, 4, 5 и 6, после чего снова затянули их моментом 20 Н·м (2 кгс·м) и довернули на угол 110° ±6°;
IV этап – отпустили болты 7, 8, 9 и 10, после чего снова затянули их моментом 20 Н·м (2 кгс·м) и довернули на угол 110° ±6°.
Работа требует большой аккуратности, даже можно сказать педантичности.
Теперь нужно установить все снятые детали и узлы, кроме крышки головки блока цилиндров и воздушного фильтра, в порядке, обратном снятию. Что и было сделано.
Проверили и отрегулировали зазоры в приводе клапанов, установили крышку клапанного механизма (не забыли про правильный порядок затяжки болтов крышки клапанного механизма).
Специалисты предупреждают:
Болты типа TTY не должны использоваться для повторной затяжки. Их повторное использование недопустимо из-за большой вероятности разрыва, в результате чего недостаточное прижатие прокладки может стать причиной протеканий масла и прочих неприятностей.
Работа завершена, в среднем она занимает от 3 дней.
Читайте также: