
Момент затяжки болтов гбц маз
Момент и порядок затяжки гбц на автомобилях разных марок

Затяжку болтов головки производят в четыре этапа (указаны в таблице). А вот что пишут об этом в руководстве по эксплуатации ВАЗ-2123:

Рис.1 Порядок затяжки болтов головки блока цилиндров (гбц)Установите головку блока цилиндров, отцентрировав её по двум направляющим втулкам, вверните болты её крепления и затяните их в четыре приема в определенной последовательности.
Момент затяжки гбц ВАЗ-2112 16 клапанов (ПРИОРА)
Момент затяжки гбц на приоре взяты из руководства по эксплуатации автомобиля и указаны в табличке №2.
Установите головку на блок, предварительно убедившись, что коленчатый и распределительные валы находятся в положении ВМТ (оба клапана 1-го цилиндра должны быть закрыты). Затяните болты крепления головки блока в последовательности, указанной на рис. 5.6, в четыре этапа:
1-й – моментом 20 Н·м (2 кгс·м);
2-й – моментом 69,4–85,7 Н·м (7,1–8,7 кгс·м);
3-й – доверните болты на 90°;
4-й – окончательно доверните болты на 90°.
Необходимо учитывать что:
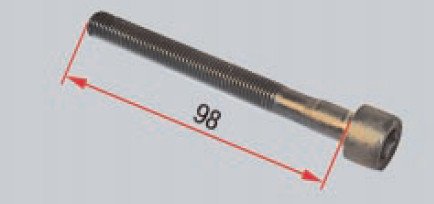
Болты крепления головки блока цилиндров вытягиваются при многократном использовании. Болты, длина которых (без учета высоты головки) превышает 98 мм, замените новыми. Перед установкой головки блока смажьте болты тонким слоем моторного масла.
Момент затяжки гбц КАЛИНА, ГРАНТА
Момент затяжки головки блока цилиндров на двигателях модели 21114-50, установленные на автомобилях Lada Kalina указаны в таблице №3. Двигатель 21114-50 создан на базе двигателя ВАЗ-2111. Увеличение рабочего объема двигателя модели 21114 до 1,6 л. по сравнению с объемом двигателя 2111 достигнуто за счет большего хода поршня при неизменном диаметре цилиндра.
Вот что нам говорит руководство по эксплуатации о моменте затяжки гбц на калине:
Момент затяжки гбц ВАЗ 2106, 2107, 2103
Момент затяжки головки блока цилиндров на двигателях 2106 и 21011, 2103 одинаковый и приведен в таблице №4. В зависимости от модели или модификации автомобиля устанавливались двигатели трех типов:
Момент затяжки гбц ВАЗ 2108, 2109
Момент затяжки гбц на двигателях ВАЗ-2108, ВАЗ-2111-80 совпадают, и приведены в таблице №5.
Болты крепления головки блока цилиндров вытягиваются при многократном использовании. Замените новыми болты, длина которых превышает 135,5 мм. Перед установкой головки блока смажьте болты тонким слоем моторного масла.
Момент затяжки гбц ваз 2108, 2110, 2114 8 клапанов инжектор, 2115
Момент затяжки гбц ваз 2101
Момент затяжки гбц, приведенный в таблице№7, применяется для двигателей следующих моделей:
- ВАЗ-2101 с рабочим объемом 1.2 литра. Это основной двигатель для автомобилей ВАЗ-2101;
- ВАЗ-21011 с рабочим объемом 1.3 литра. Устанавливался на автомобили ВАЗ 21011 и ВАЗ-21021. От предыдущей модели он отличается увеличенным на 3мм диаметром цилиндров, поэтому у него другие блок цилиндров и поршень; Момент затяжки гбц аналогичный с ВАЗ 2101;
- ВАЗ-2103 с рабочим объемом 1.45литра. От первой модели отличается увеличенным на 14мм ходом поршня, поэтому у него другие блок цилиндров и шатунно-поршневая группа. Момент затяжки болтов гбц аналогичен двигателю ВАЗ-2101.
Момент затяжки головки блока цилиндров (гбц) ОКА-1111, 11113
Момент затяжки головки блока цилиндров (гбц) НИВА
Моменты затяжки для двигателей ВАЗ-21214 евро3.
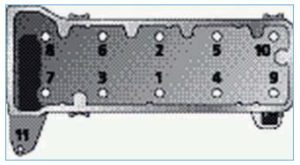
Рис.3 Порядок затяжки гбц НИВА
Для обеспечения надежного уплотнения и исключения подтяжки болтов головки блока цилиндров при техническом обслуживании автомобиля затягиваем их в четыре приема. Порядок затяжки указан на рисунке.
Момент затяжки гбц на двигателях ЗМЗ.
Двигатели ЗМЗ представлены модификациями ЗМЗ-402.5, ЗМЗ-402.6, ЗМЗ-4061, ЗМЗ-4063, ЗМЗ-40522, ЗМЗ-40524. Моменты затяжек гбц у этих моделях двигателей имеют разные значения.
Момент затяжки головки блока цилиндров (гбц) на 402-х двигателях (ГАЗЕЛЬ), модификации двигателей ЗМЗ-4025,4026.
Момент затяжки головки блока цилиндров (гбц) на 406-х двигателях, модификации ЗМЗ-4061, ЗМЗ-4063, ЗМЗ-40522.
Момент затяжки головки блока цилиндров (гбц) на 405-х и 405 евро3 двигателях, модификации ЗМЗ-40524.
Момент затяжки головки блока цилиндров (гбц) на двигателях ЗМЗ-409.

Последовательность затяжки болтов крепления головки блока цилиндров показана на рисунке
Момент затяжки гбц ГАЗ-53.
Момент затяжки головки блока цилиндров КАМАЗ-740
Момент затяжки на двигателях КАМАЗ-740.10, КАМАЗ-7403.10 или КАМАЗ-740.11-240 совпадает и приведен в таблице №15.
Порядок затяжки ГБЦ ЯМЗ 236

Порядок затяжки гбц ямз 236 и усилие производится с помощью динамометрического ключа. Помимо прижатия прокладок. Необходимо учитывать просадку гильз. При неравномерной затяжке. Большая вероятность того что на гильзы будет оказываться неравномерная нагрузка. Одна гильза прижмется сильнее. Другая слабее. В результате одна из гильз просядет.
Cнятие головки ямз 236
Cнятие головки начинается с откручивания водяного коллектора. Впускного коллектора. Топливные трубки. При их снятии необходимо фиксировать удлинители топливных форсунок. Они откручиваются от форсунок. И теряют герметичность. При последующей установке. Возможно просачивание топлива в картер двигателя. Осторожно необходимо откручивать трубку обратки топлива.

Возможна утечка как из под гайки трубки . Так и из под штуцера. Который вворачивается в блок. Особенно необходимо быть острожным при откручивании трубки обратки с форсунок. Трубка лопается в основании штуцера. Если резко провернуть ключ. После того как удалены все трубки. Откручиваются и вынимаются форсунки. Кронштейны коромысел прикручены болтами.

Снятие штанг толкателей может привести к неприятному моменту. Если неосторожно вытаскивать штангу . И она выскочит из рук. То провалиться в картер двигателя . Достать её будет очень тяжело. Многие оставляют штангу там. Она особенно не помешает работе двигателя. Если займет нейтральное положение. Поэтому выниматься штанга должна аккуратно.
Гайки крепления головки желательно откручивать с одним усилием. При помощи динамометрического ключа. Головка массивная. Ослабление одних гаек приведет к увеличению нагрузки на другие. Это может вызвать как просадку гильз. Так коробление самой головки. Лучше открутить её в два приема. Установив на ключе нагрузку в 140 Н*м.
Проверка посадки гильз и плоскости головки
Головка снята. Её необходимо отчистить от нагара. Промыть. Тоже самое необходимо сделать с плоскостью гильз и блока. Важно отчистить поверхности тщательно. Что бы произвести проверку плоскости головки на возможный изгиб. И проверить блок на просадку гильз. Для двигателей ЯМЗ это очень актуальная тема. Гильзы проседают в свои посадочных местах. И проседают на только друг относительно друга. Они садятся на один бок . это практически не видно на глаз.

Линейка хорошо позволяет увидеть, как сидят гильзы. Лечат эту проблему по разному. Все зависит от того на сколько сильно произошла просадка. Иногда помогает установка дополнительного кольца по верхнюю кромку гильзы. Которая упирается в блок двигателя. У кого то получается выровнять гильзу у кого то нет. Лучше это сделать на ремзаводе при помощи расточного станка. Есть специальные приспособления по выравниванию посадочных мест не снимая и не разбирая двигатель до конца.
Посадка гильз в первую очередь влияет на прорыв газов из камеры сгорания. Газы попадают в водяную рубашку. И через расширительный бачок наружу. Или скапливаются в верхней точке водяного коллектора. Образуют воздушную пробку. Первое что происходит. Перестаёт нагреваться радиатор печки. Так пробки газов не позволяют циркулировать жидкости. При э том мотор хорошо работает и не выбрасывает охлаждающую жидкость из расширительного бачка. Это как бы первый звонок. снова придётся снимать головку блока цилиндров. Поэтому лучше сразу проверить перепады и наклон гильз. Для этого можно воспользоваться специальной линейкой. Что бы потом не делать двойную работу.
Установка прокладки
Если с плоскостями всё нормально головки после ремонта можно ставить на место. Предварительно устанавливается прокладка головки блока. На турбированных двигателях помимо основной прокладки предусмотрены фторопластовые кольца. Но их можно установить и на обычные двигателя. Эти кольца помогают выровнять возможные небольшие неровности при посадке гильз. И неровности головки блока. Кольца эти ставятся внутри прокладки . Для этого в кольцах предусмотрен паз по наружной стороне. Его необходимо расширить. Сделать это можно с помощью отвертки. Кольцо вставляется в прокладку.

И затем прокладка со всеми кольцами устанавливается на блок двигателя. При установке прокладки необходимо проверить правильность её установки. Если головка стоит правильно. Отверстия под масляные каналы совпадают с каналами. Луче лишний раз в этом убедиться.
Затяжка головки
Порядок затяжки ГБЦ ЯМЗ 236 предусматривает схема затяжки. То есть затяжка происходит по порядку предусмотренной в схеме. Согласно номерам

Этапы протягивания ГБЦ
Первый раз болты необходимо затягивать от руки. Чтобы головка равномерно выровнялась по плоскости. Усилие прилагать практически не надо. Главное чтобы гайки до крутились до плоскости головки и прижались к ней. При каждом этапе необходимо соблюдать порядок затяжки головки ЯМЗ 236.
Следующий этап необходимо производить уже с динамометрическим ключом. На необходимо выставить незначительное усилие. Скажем в 50 Н*м. Это позволит максимально выровнять плоскость головки. Относительно гильз и блока. Это усилие как бы подстраховывает. В том что головка стоит ровно. И её уже можно начинать притягивать уже с большим усилием.
140 Н*м это промежуточное усилие с которым необходимо протянуть гайки головки блока. Оно даст предварительную просадку гильз. Обтянется прокладка головки блока
240-260 Н*м окончательное усилие протяжки. Очень важно не делать резких усилии на ключ. А плавно проворачивать его до характерного щелчка. Лучше воспользоваться динамометрическим ключом с большим диапазоном усилий. Ключ имеет больший рычаг и им проще работать. Это усилие окончательное. Можно дать головке отстояться некоторое время и ещё раз. Проверить усилие 240-260 Н*м на гайках. До характерного щелчка. Бывает что неровно садиться шайба. Потому что на них появляются проточки от гаек.
Предосторожность при сборке
Головка протянута. Теперь можно устанавливать все на свои места. Как при снятии штанг толкателей. Так и при установке. Необходимо быть очень осторожным. Обязательно нащупать штангой её посадочное место. Оно представляет собой чашку. И в неё очень легко промахнуться. Штанга сама если её вставлять, не придерживая. в чашку не попадет. А провалится в картер двигателя. После того штанги встали на свои места. Прикручиваются кронштейны коромысел вместе с коромыслами. Форсунки крепятся кронштейнами.
Топливные трубки на слив обратки. Необходимо прикручивать аккуратно. Желательно поставить новые уплотнительные шайбы. С новыми шайбами трубки не будут прокручивать при затяжке штуцера. Даже небольшой проворот на форсунке грозит тому что трубка лопнет. При затягивание штуцера трубки в саму головку необходимо убедиться, что затянут штуцер. И при затягивании гайки трубки. Его необходимо придерживать. Чтобы не повредить резьбу. Это соединение очень часто приносит проблему. С подтеканием топлива. Которое попадет в поддон. После чего увеличивается уровень масла в двигателе.После установки всех коллекторов необходимо провести регулировку клапанов.
Проверка герметичности топливных трубок
Перед тем как закрыть клапанную крышку. Следует завести двигатель. Для того чтобы проверить утечку топлива. Смотреть необходимо на все места соединения трубки обратного топлива. Так же смотреть необходимо на все места соединения трубки обратного топлива. Так же необходимо проверить соединения между форсункой и удлинителем. При не правильной затяжке трубок высокого давлении. Проворачивается удлинитель в корпусе форсунки. В результате корпус лопается. Трещина очень мелкая её трудно увидеть. Но топливо через неё будет просачиваться. Это заметить можно.
При работающем двигателе полость головки быстро наполняется маслом. Если не хватило времени все внимательно осмотреть двигатель лучше заглушить . Дождаться пока масло стечет. И снова завести мотор. Процедура не очень приятная. Но после сборки может поднимать уровень масла. Это от того что в него попадает топливо. И попадает оно туда как раз из этих мест. Поэтому лучше сразу лишний раз убедиться.
Если все нормально можно закрывать крышку. При затяжке крышки усилие большое прилагать ненужно. Так как можно выдавить прокладку. Перед установкой обязательно нужно убедиться что прокладки сидит в пазах правильно. Чтобы избежать лишних проблем с подтеканием масла. Установка ГБЦ ЯМЗ на этом закончена . Осталось завести мотор и проверить возможные подтекания . Охлаждающей жидкости. Масла из под прокладки крышки. Порядок затяжки ГБЦ ЯМЗ 236 и усилие с которой она протягивается влияют на дальнейшую работу двигателя. Поэтому важно сделать всё правильно.
Момент затяжки болтов гбц маз
ЗАПЧАСТИ И СБОРОЧНЫЕ ДЕТАЛИ
СПЕЦТЕХНИКА НА БАЗЕ УРАЛ, МАЗ, КАМАЗ ____________________


Запасные части для грузовых автомобилей Урал, Краз, МАЗ, Камаз. Детали двигателей ЯМЗ-236, ЯМЗ-238
Проверка и регулировка двигателя ЯМЗ-236
Регулировка натяжения ремней двигателя ЯМЗ-236
Привод водяного насоса, компрессора и генератора ЯМЗ-236 автомобилей Урал-4320, 43206, Урал-5557 и МАЗ-5551, МАЗ-5335, 5336, 5337 осуществляется клиновыми ремнями, от надежной работы которых зависит нормальная работа этих агрегатов.
Поэтому при повседневном уходе за двигателями предохранять ремни от попадания масла и топлива, контролировать их натяжение и регулировать его.
Особенно тщательно проверять натяжение ремней в течение первых 50 часов работы двигателя, так как в это время происходит их наибольшая вытяжка.
Натяжение ремней должно быть всегда нормальным, поскольку как излишнее, так и недостаточное натяжение приводит к преждевременному выходу их из строя.
Кроме того, чрезмерное натяжение ремня привода водяного насоса ЯМЗ-236 может послужить причиной разрушения подшипников насоса.
Нормально натянутый ремень водяного насоса при нажатии на середину длинной ветви с усилием 40 Н (4 кгс) прогибается на 7–12 мм или 10–15 мм (рис. 14), а ремень компрессора – на 4 – 8 мм на короткой ветви (рис. 16).
Натяжение ремней привода генератора автомобилей МАЗ-5551, МАЗ-5335, 5336, 5337 и Урал-4320, 43206, Урал-5557 проверять нажатием с усилием 40 Н (4 кгс) на середину ветви каждого ремня (рис. 4), при этом ремни привода генератора должны прогибаться на 10 – 15 мм.
Если ремни прогибаются больше или меньше указанного, отрегулировать их натяжение.
Натяжение ремня водяного насоса двигателей ЯМЗ-236НЕ, НЕ2, БЕ, БЕ2 регулировать натяжным устройством, для чего:
- ослабить болты крепления рычага кронштейна натяжного приспособления;
- при помощи воротка Ø12 мм, вставленного в отверстие рычага кронштейна натяжного приспособления, произвести натяжение ремня;
- не ослабляя усилие натяжения затянуть болты крепления рычага кронштейна натяжного приспособления;
- проверить натяжение ремня.

Рис.14. Проверка натяжения ремня водяного насоса двигателей ЯМЗ-236

Рис.15. Снятие регулировочных прокладок
Натяжение ремня водяного насоса двигателей ЯМЗ-236 регулируйте прокладками. Для натяжения ремня отверните гайки крепления боковины шкива и снимите одну-две регулировочные прокладки (рис. 15).
Прокладки поставьте на наружную сторону боковины и последовательно, в несколько приемов, заверните гайки, проворачивая шкив после подтяжки каждой райки. Затем проверьте правильность натяжения ремня.
При замене старого ремня новым все прокладки поставьте между ступицей и съемной боковиной шкива и отрегулируйте натяжение ремня, как указано выше.
Натяжение ремня компрессора двигателя ЯМЗ-236 автомобилей Урал-4320, 43206, Урал-5557 и МАЗ-5551, МАЗ-5335, 5336, 5337 регулировать натяжным устройством.
Перед регулировкой отвернуть контргайку на один оборот, гайку крепления оси шкива натяжного устройства – на половину оборота и гайку болта-натяжителя – на два оборота.
Вращая болт-натяжитель, отрегулировать натяжение ремня. После регулировки затянуть гайку и контргайку крепления оси моментом 120…150 Нм (12…15 кг/см) и гайку болта-натяжителя моментом 10…20 Нм (1…2 кг/см), при большем моменте затяжки будет нарушена регулировка из-за перемещения оси шкива.

Рис.16. Проверка натяжения ремня компрессора ЯМЗ-236

Рис.17. Проверка натяжения ремня генератора ЯМЗ-236
Натяжение ремня привода генератора регулировать перемещением генератора относительно оси его крепления.
Перед регулировкой ослабить затяжку болтов крепления генератора, гайку крепления планки генератора и болт крепления генератора к планке.
После регулировки надежно закрепить генератор. При увеличенной вытяжке и обрыве хотя бы одного из ремней привода генератора заменить комплектом оба ремня для обеспечения равномерной нагрузки на них.
Подтяжка крепления головки блока цилиндров ЯМЗ-236
Проверить момент затяжки гаек шпилек крепления головок цилиндров ЯМЗ-236 тарированным ключом в холодном состоянии двигателя и, при необходимости, подтянуть их до момента 235…255 Нм (24…26 кг/см). Затяжку гаек производить в последовательности, показанной на рис. 18, в
порядке возрастания номеров.
Рис.18. Порядок затяжки гаек шпилек крепления головок цилиндров ЯМЗ-236
После подтяжки гаек шпилек крепления головок цилиндров ЯМЗ-236 отрегулировать тепловые зазоры в клапанном механизме и установить крышки головок цилиндров.
Регулировка зазоров в клапанном механизме двигателя ЯМЗ-236
Тепловые зазоры в клапанном механизме ЯМЗ-236 автомобилей МАЗ-5551, МАЗ-5335, 5336, 5337 и Урал-4320, 43206, Урал-5557 предназначены для обеспечения герметичной посадки клапана на седло при расширении деталей привода клапанов во время работы двигателя.
Величина теплового зазора у впускного и выпускного клапанов устанавливается одинаковой и регулируется в пределах 0,25…0,30 мм.
При повторной проверке зазоров после прокрутки коленчатого вала отрегулированного двигателя возможно изменение их до пределов 0,20…0,35 мм из-за погрешности формы и расположения поверхностей деталей распределительного механизма, что является допустимым.
При слишком больших тепловых зазорах уменьшается высота подъема клапанов ЯМЗ-236, вследствие чего ухудшаются наполнение и очистка цилиндров, растут ударные нагрузки и увеличивается износ деталей газораспределительного механизма.
При очень малых зазорах в результате теплового расширения деталей газораспределительного механизма ЯМЗ-236 автомобилей Урал-4320, 43206, Урал-5557 и МАЗ-5551, МАЗ-5335, 5336, 5337 не обеспечивается плотное прилегание клапанов к седлам, нарушаются газодинамические процессы в цилиндрах двигателя, ухудшаются мощностные и технико-экономические показатели двигателя.
Кроме того, уменьшение зазора в приводе выпускных клапанов может привести к перегреву клапанов и их прогару. Тепловые зазоры регулировать на холодном двигателе или не ранее, чем через 1 час после его остановки.
При регулировке тепловых зазоров и повторной их проверке коромысла клапанов ЯМЗ-236 рекомендуется прижать:
- на головке правого ряда цилиндров ЯМЗ-236 коромысла выпускных клапанов к торцу оси, впускных клапанов – к упорной шайбе;
- на головке левого ряда цилиндров ЯМЗ-236 коромысла выпускных клапанов к упорной шайбе, впускных клапанов – к торцу оси.
Выпускные клапаны ЯМЗ-236 правого ряда цилиндров расположены ближе к вентилятору, левого ряда цилиндров – к маховику.
- Выключить подачу топлива.
- Отвернуть болты крепления крышек головок цилиндров и снять крышки.
- Проверить момент затяжки болтов крепления осей коромысел, который должен быть 120…150 Нм (12…15 кг/см).
- Проворачивая коленчатый вал по часовой стрелке (при виде со стороны вентилятора) спереди ключом за болт крепления шкива или сзади ломиком за маховик через люк в нижней части картера маховика, используя отверстия в маховике (рис. 19), установить момент, когда впускной клапан первого цилиндра полностью поднимется (то есть закроется).
- Продолжая вращать коленчатый вал, провернуть его еще примерно на 1/3 оборота (≈120º). Это положение коленчатого вала соответствует такту сжатия в первом цилиндре и оба клапана этого цилиндра будут закрыты.

Рис.19. Проворачивание коленчатого вала ЯМЗ-236
- Проверить щупом зазор между торцом клапана и носком коромысла у впускного и выпускного клапанов первого цилиндра и, при необходимости, отрегулировать.

Рис.20. Регулировка зазора клапанного механизма ЯМЗ-236
- Для регулировки зазоров отвернуть гайку регулировочного винта, вставить в зазор щуп и, вращая винт отверткой (рис.20), установить зазор 0,25…0,30 мм.
- Придерживая винт отверткой, затянуть гайку и проверить величину зазора. При правильно отрегулированном зазоре щуп толщиной 0,25 мм должен входить при легком нажиме, толщиной 0,30 мм – с усилием.
Для регулировки зазоров клапанного механизма ЯМЗ-236 автомобилей МАЗ-5551, МАЗ-5335, 5336, 5337 и Урал-4320, 43206 Урал-5557 остальных цилиндров провертывать коленчатый вал в том же направлении до полного закрытия впускного клапана регулируемого цилиндра и дополнительно еще на 1/3 оборота. Зазоры регулировать как указано выше.
Регулировку зазоров по цилиндрам ЯМЗ-236 рекомендуется проводить в соответствии с порядком их работы 1–4–2–5–3–6.
После окончания регулировки зазоров запустить двигатель и прослушать его работу. Стуков в клапанном механизме не должно быть. В случае наличия характерного стука клапанов остановить двигатель и регулировку зазоров повторить.
Поставить и закрепить крышки головок цилиндров, проверить состояние прокладок. В месте прилегания крышек масло не должно подтекать.
Порядок затяжки головки ямз 238 схема. 2.13. Моменты затяжки основных резьбовых соединений двигателей ЯМЗ-7601.10, ЯМЗ-7514.10, ЯМЗ-7513.10, ЯМЗ-7512.10, ЯМЗ-7511.10
МОМЕНТЫ ЗАТЯЖКИ ОСНОВНЫХ РЕЗЬБОВЫХ СОЕДИНЕНИЙ ДВИГАТЕЛЕЙ ЯМЗ-238БЕ2, ЯМЗ-238БЕ
содержание .. 40 41 42 43 44 45 46 47 48 49 50 ..
МОМЕНТЫ ЗАТЯЖКИ ОСНОВНЫХ РЕЗЬБОВЫХ СОЕДИНЕНИЙ ДВИГАТЕЛЕЙ ЯМЗ-238БЕ2, ЯМЗ-238БЕ, ЯМЗ-238Б ЯМЗ-238ДЕ2, ЯМЗ-238ДЕ, ЯМЗ-238Д
Резьбовое соединение Момент затяжки Н·м (кгс·м)
Болты крепления крышек коренных подшипников:
горизонтальные 100–120 (10–12) Болт крепления ступицы коленчатого вала 431–490 (44–50) Болты крепления крышек шатунов 200–220 (20–22)
Болты крепления картера маховика 100–125 (10–12,5)
Болты крепления маховика:
с пластинами стоп. под два болта 200–220 (20–22)
с пластиной под все болты 235–255 (24–26)
Болты крепления кронштейна передней опоры
двигателя 90–110 (9–11)
Боты крепления верхней крышки блока
цилиндров 25–32 (2,5–3,2)
Гайки шпилек крепления головки цилиндров 240–260 (24–26)
Гайки крепления осей коромысел 120–150 (12–15)
Болт скобы крепления стартера 70–90 (7–9)
Болты крепления кронштейнов стартера 45–62 (4,5–6,2) Болты стартера с фланцевым креплением М12 98,1–122,6 (10–12,5) Гайки скоб крепления форсунок 50–62 (5–6,2)
Гайка крепления муфты опережения впрыска 130–150 (13–15) Штуцеры топливного насоса высокого давления 100–120 (10–12) Гайки распылителей форсунок 60–80 (6–8)
Штуцер форсунки 8–10 (8–10)
Гайка крепл. шестерни распределительного вала 270–300 (27–30)
Гайка крепления ведомой шестерни привода
топливною насоса 140–180 (14–18)
Резьбовые соединения муфты привода топливного насоса высокого давления:
полумуфте 32–40 (3,2–4)
Резьбовое соединение Момент затяжки Н·м (кгс·м)
Гайка оси шкива натяжного устройства привода пневмокомпрессора 120–150 (12–15)
Гайка болта-натяжителя натяжного устройства
привода компрессора 10–20 (1–2)
Гайки регулировочных винтов коромысел 44–56 (4,4–5,6)
Болты крепления масляного насоса 90–100 (9–10)
Пробка сливная масляного картера 140–160 (14–16)
Болты крепления топливного насоса высокого
давления 28–36 (2,8–3,6)
Гайки топливопроводов высокого давления 18–25 (1,8–2,5)
Болты крепления турбокомпрессора 36–44 (3,6–4,4)
Болты крепления выпускных коллекторов 36–44 (3,6–4,4)
Болты крепления топливопроводов низкого давления:
Болты крепления картера сцепления к картеру коробки передач
Болты крепления картера сцепления к картеру
маховика М12 70–80 (7–8)
Болты крепления проставки к картеру
основной коробки 123–157 (12,5–16)
Болты крепления картера демультипликатора к проставке:
Болты крепления верхней крышки картера основной коробки
Оси вилки переключения демультипликатора 118–128 (12–13)
Болты крепления крышки первичного вала 23,5–35 (2,4–3,6)
Болты крепления муфты зубчатой низшего
диапазона к проставке 49–55 (5–5,6)
Болт крепления фланца выходного вала 431–490 (44–50)
содержание .. 40 41 42 43 44 45 46 47 48 49 50 ..
1. Установка двигателя на место разборки
При снятии и установке двигателя на место разборки, желательно чтобы основание было крепкое (к примеру асфальт или плиты). Лучше первый раз опустить на что то мягкое (например, старый баллон) и на левой стороне выкрутить болты, стягивающие крышки коренных подшипников.
Затем, перецепить стропы или чалку за одну головку (за передний и задний рым болт) и подготовить старую гильзу цилиндров или кусок бруса по длине гильзы.
Поднимать двигатель лучше за правую головку, после чего опустить его на пол таким образом, чтобы противоположная головка опиралась на коллектор, а разъем блока по поддону опирался на вертикально поставленную гильзу в середине блока. Под коллектор следует положить доску дюймовку.
Cнятие головки ямз 236
Cнятие головки начинается с откручивания водяного коллектора. Впускного коллектора. Топливные трубки. При их снятии необходимо фиксировать удлинители топливных форсунок. Они откручиваются от форсунок. И теряют герметичность. При последующей установке. Возможно просачивание топлива в картер двигателя. Осторожно необходимо откручивать трубку обратки топлива.
Возможна утечка как из под гайки трубки . Так и из под штуцера. Который вворачивается в блок. Особенно необходимо быть острожным при откручивании трубки обратки с форсунок. Трубка лопается в основании штуцера. Если резко провернуть ключ. После того как удалены все трубки. Откручиваются и вынимаются форсунки. Кронштейны коромысел прикручены болтами.
Снятие штанг толкателей может привести к неприятному моменту. Если неосторожно вытаскивать штангу . И она выскочит из рук. То провалиться в картер двигателя . Достать её будет очень тяжело. Многие оставляют штангу там. Она особенно не помешает работе двигателя. Если займет нейтральное положение. Поэтому выниматься штанга должна аккуратно.
Гайки крепления головки желательно откручивать с одним усилием. При помощи динамометрического ключа. Головка массивная. Ослабление одних гаек приведет к увеличению нагрузки на другие. Это может вызвать как просадку гильз. Так коробление самой головки. Лучше открутить её в два приема. Установив на ключе нагрузку в 140 Н*м.
Проверка посадки гильз и плоскости головки
Головка снята. Её необходимо отчистить от нагара. Промыть. Тоже самое необходимо сделать с плоскостью гильз и блока. Важно отчистить поверхности тщательно. Что бы произвести проверку плоскости головки на возможный изгиб. И проверить блок на просадку гильз. Для двигателей ЯМЗ это очень актуальная тема. Гильзы проседают в свои посадочных местах. И проседают на только друг относительно друга. Они садятся на один бок . это практически не видно на глаз.
Линейка хорошо позволяет увидеть, как сидят гильзы. Лечат эту проблему по разному. Все зависит от того на сколько сильно произошла просадка. Иногда помогает установка дополнительного кольца по верхнюю кромку гильзы. Которая упирается в блок двигателя. У кого то получается выровнять гильзу у кого то нет. Лучше это сделать на ремзаводе при помощи расточного станка. Есть специальные приспособления по выравниванию посадочных мест не снимая и не разбирая двигатель до конца.
Посадка гильз в первую очередь влияет на прорыв газов из камеры сгорания. Газы попадают в водяную рубашку. И через расширительный бачок наружу. Или скапливаются в верхней точке водяного коллектора. Образуют воздушную пробку. Первое что происходит. Перестаёт нагреваться радиатор печки. Так пробки газов не позволяют циркулировать жидкости. При э том мотор хорошо работает и не выбрасывает охлаждающую жидкость из расширительного бачка. Это как бы первый звонок. снова придётся снимать головку блока цилиндров. Поэтому лучше сразу проверить перепады и наклон гильз. Для этого можно воспользоваться специальной линейкой. Что бы потом не делать двойную работу.
Затяжка головки
Порядок затяжки ГБЦ ЯМЗ 236 предусматривает схема затяжки. То есть затяжка происходит по порядку предусмотренной в схеме. Согласно номерам
Ремонт головок цилиндров МАЗ
Головка цилиндров представляет собой цельную отливку из серого чугуна и крепится к блоку шпильками, ввернутыми в блок. Шпильки изготовлены из хромоникелевой стали и термически обработаны. Для обеспечения отвода тепла головка цилиндров имеет водяную рубашку, сообщающуюся с рубашкой блока, для обеспечения подвода топлива к форсунке в боковой поверхности имеются отверстия под штуцера.
В головке цилиндров размещены клапаны с пружинами и деталями их крепления, коромысла, оси коромысел и форсунки.
Седла клапанов вставные. Седла впускных клапанов изготовлены из специального чугуна, а седла выпускных — из специального жаропрочного сплава. Седла запрессованы в гнезда с натягом. Седла и металлокерамические направляющие втулки клапанов окончательно обрабатываются после их запрессовки в головку.
Устанавливаемые на двигатели головки цилиндров имеют между собой конструктивные отличия:
Головки цилиндров на двигателях ЯМЗ-236НЕ2,БЕ2 могут быть блочные на три цилиндра каждая или индивидуальные:
— Блочная головка на три цилиндра каждая. Привалочная поверхность шлифована и в зоне уплотнения гильз цилиндров выполнены кольцевые проточки.
Стык головки цилиндров, блока и гильзы уплотняется прокладкой состоящей из металлической единой на три цилиндра прокладки, уплотняющей газовый стык, и резиновых уплотнительных элементов, уплотняющих масляные, водяные и штанговые полости. Уплотнительные элементы пяти видов в количестве 14 шт. на прокладку (рис. 1).
Индивидуальная головка установлена на каждый цилиндр и крепится к блоку шестью шпильками, имеющими длину 209 мм и 248 мм. В головку запрессован чугунный стакан форсунки. Стакан в верхней части уплотнен резиновым кольцом. Привалочная поверхность в зоне уплотнения гильз цилиндров имеет три кольцевые проточки. Стык головки цилиндров, блока и гильзы (рис. 2) уплотняется прокладкой состоящей из металлической прокладки, уплотняющей газовый стык, и резиновой прокладки, уплотняющей масляные, водяные и штанговые полости. Металлическая и резиновая прокладка устанавливаются на штифты блока. Металлическая прокладка выпускается четырех размеров по толщине (1,1 мм; 1,3 мм; 1,5 мм; 1,7 мм) и подбирается при сборке двигателя индивидуально с целью достижения оптимального рабочего процесса в каждом цилиндре. В запасные части поставляется прокладка толщиной 1,7 мм.
Головки цилиндров на двигателях ЯМЗ-236Н; (Б; НЕ; БЕ) блочные на три цилиндра каждая. Конструктивно выполнена в основном аналогично предыдущей блочной.
Головку цилиндров снимать только для устранения неисправностей деталей цилиндропоршневой группы, прокладки головки цилиндров, клапанов или для замены самой головки.
Снимать головку цилиндров в следующем порядке:
1. Слить охлаждающую жидкость из системы охлаждения двигателя.
2. Отсоединить от головки все трубопроводы, защитить их внутренние полости от попадания пыли и грязи.
3. Снять крышку головки цилиндров.
4. Отвернуть гайки скоб крепления форсунок (рис. 3),…
…снять форсунки (рис. 4), предохраняя распылитель от ударов и засорения отверстий.
5. Отвернуть гайки крепления осей коромысел, снять оси коромысел в сборе с коромыслами и извлечь штанги.
6. Отвернуть гайки крепления головки цилиндров (рис. 5),…
… соблюдая последовательность, обратную затяжке (рис. 6).
Отворачивать гайки крепления индивидуальных головок цилиндров не менее чем за три приема:
7. Снять головку цилиндров с двигателя и осмотреть ее состояние.
8. Если необходимо, осторожно снять прокладку головки цилиндров.
9. Проверить состояние гильз цилиндров и закрыть цилиндровые отверстия, чтобы предохранить их от попадания пыли и грязи.
Установку головки цилиндров на двигатель производить в обратном порядке. Перед установкой протереть чистой ветошью привалочные плоскости блока цилиндров, бурта гильзы цилиндров и головку цилиндров. Повторное использование прокладки головки цилиндров допускается с той же головкой цилиндров только при неизменном положении гильз в блоке цилиндров и при отсутствии следов прорыва газов и разрушения окантовок газового стыка. Обратить внимание на правильность установки прокладки головки цилиндров на штифты и окантовок прокладок — на бурты гильз цилиндров.
Гайки крепления головок цилиндров затягивать в порядке возрастания номеров, как показано на рис. 7, моментом 240 — 260 Нм (24 — 26 кгсм). После первой затяжки повторной операцией проверить требуемый крутящий момент на каждой гайке, соблюдая указанную последовательность. Нельзя затягивать гайки моментом большим, чем указано, так как это неизбежно приведет к разрушению деталей газового стыка.
Этапы протягивания ГБЦ
Первый раз болты необходимо затягивать от руки. Чтобы головка равномерно выровнялась по плоскости. Усилие прилагать практически не надо. Главное чтобы гайки до крутились до плоскости головки и прижались к ней. При каждом этапе необходимо соблюдать порядок затяжки головки ЯМЗ 236.
Следующий этап необходимо производить уже с динамометрическим ключом. На необходимо выставить незначительное усилие. Скажем в 50 Н*м. Это позволит максимально выровнять плоскость головки. Относительно гильз и блока. Это усилие как бы подстраховывает. В том что головка стоит ровно. И её уже можно начинать притягивать уже с большим усилием.
140 Н*м это промежуточное усилие с которым необходимо протянуть гайки головки блока. Оно даст предварительную просадку гильз. Обтянется прокладка головки блока
240-260 Н*м окончательное усилие протяжки. Очень важно не делать резких усилии на ключ. А плавно проворачивать его до характерного щелчка. Лучше воспользоваться динамометрическим ключом с большим диапазоном усилий. Ключ имеет больший рычаг и им проще работать. Это усилие окончательное. Можно дать головке отстояться некоторое время и ещё раз. Проверить усилие 240-260 Н*м на гайках. До характерного щелчка. Бывает что неровно садиться шайба. Потому что на них появляются проточки от гаек.
Конструкция + замена коленчатого вала дизеля ЯМЗ-238
Коленчатый вал – стальной, изготовлен методом горячей штамповки. Все поверхности вала азотированы и глубина азотированного слоя не менее 0,35 мм. Коленчатый вал имеет пять коренных опор и четыре шатунные шейки. На шатунных шейках установлены шатуны (по два на каждую). Коренные и шатунные шейки в процессе работы смазываются маслом под давлением. Масло подается к коренным опорам, а затем, по наклонным каналам к шатунным шейкам. В шатунных шейках есть закрытые заглушками внутренние полости, где масло подвергается дополнительной центробежной очистке.
Для уравновешивания двигателя и разгрузки коренных подшипников от инерционных сил движущихся масс поршней и шатунов и неуравновешенных центробежных сил на щеках коленчатого вала установлены противовесы, в сборе с которыми вал балансируется. Кроме того, в систему уравновешивания входят две выносные массы, одна из которых выполнена в виде выемки на маховике, закрепленном на заднем конце коленчатого вала, другая представляет собой противовес, установленный на переднем конце коленчатого вала.
Осевая фиксация вала осуществляется четырьмя бронзовыми полукольцами, установленными в выточках задней коренной опоры. Для предохранения от проворачивания нижние полукольца своими пазами входят в штифты, запрессованные в крышку заднего коренного подшипника.
Носок и хвостовик коленчатого вала уплотняются резиновыми самоподжимными манжетами.
Коленчатый вал двигателей ЯМЗ-238БЕ2, ЯМЗ-238ДЕ2 имеет конус на переднем конце. На конус устанавливается ступица, на которой закрепляются жидкостный гаситель крутильных колебаний и шкив. При ремонте двигателя следует помнить, что удары и вмятины на гасителе крутильных колебаний выводят его из строя, что неизбежно приведет к поломке коленчатого вала. Хранить и транспортировать гаситель следует только в специальной таре в вертикальном положении.
Маркируется коленчатый вал в поковке на 5-й щеке.
Шейки коленчатого вала могут быть двух номинальных размеров и поэтому возможны следующие варианты маркировки и применение соответствующих им вкладышей.
Пробило прокладку ГБЦ МАЗ – как ее заменить?
МОМЕНТЫ ЗАТЯЖКИ ОСНОВНЫХ РЕЗЬБОВЫХ СОЕДИНЕНИЙ ДВИГАТЕЛЕЙ ЯМЗ-238БЕ2, ЯМЗ-238БЕ
содержание .. 40 41 42 43 44 45 46 47 48 49 50 ..
МОМЕНТЫ ЗАТЯЖКИ ОСНОВНЫХ РЕЗЬБОВЫХ СОЕДИНЕНИЙ ДВИГАТЕЛЕЙ ЯМЗ-238БЕ2, ЯМЗ-238БЕ, ЯМЗ-238Б ЯМЗ-238ДЕ2, ЯМЗ-238ДЕ, ЯМЗ-238Д
Резьбовое соединение Момент затяжки Н·м (кгс·м)
Болты крепления крышек коренных подшипников:
горизонтальные 100–120 (10–12) Болт крепления ступицы коленчатого вала 431–490 (44–50) Болты крепления крышек шатунов 200–220 (20–22)
Болты крепления картера маховика 100–125 (10–12,5)
Болты крепления маховика:
с пластинами стоп. под два болта 200–220 (20–22)
с пластиной под все болты 235–255 (24–26)
Болты крепления кронштейна передней опоры
двигателя 90–110 (9–11)
Боты крепления верхней крышки блока
цилиндров 25–32 (2,5–3,2)
Гайки шпилек крепления головки цилиндров 240–260 (24–26)
Гайки крепления осей коромысел 120–150 (12–15)
Болт скобы крепления стартера 70–90 (7–9)
Болты крепления кронштейнов стартера 45–62 (4,5–6,2) Болты стартера с фланцевым креплением М12 98,1–122,6 (10–12,5) Гайки скоб крепления форсунок 50–62 (5–6,2)
Гайка крепления муфты опережения впрыска 130–150 (13–15) Штуцеры топливного насоса высокого давления 100–120 (10–12) Гайки распылителей форсунок 60–80 (6–8)
Штуцер форсунки 8–10 (8–10)
Гайка крепл. шестерни распределительного вала 270–300 (27–30)
Гайка крепления ведомой шестерни привода
топливною насоса 140–180 (14–18)
Резьбовые соединения муфты привода топливного насоса высокого давления:
полумуфте 32–40 (3,2–4)
Резьбовое соединение Момент затяжки Н·м (кгс·м)
Гайка оси шкива натяжного устройства привода пневмокомпрессора 120–150 (12–15)
Гайка болта-натяжителя натяжного устройства
привода компрессора 10–20 (1–2)
Гайки регулировочных винтов коромысел 44–56 (4,4–5,6)
Болты крепления масляного насоса 90–100 (9–10)
Пробка сливная масляного картера 140–160 (14–16)
Болты крепления топливного насоса высокого
давления 28–36 (2,8–3,6)
Гайки топливопроводов высокого давления 18–25 (1,8–2,5)
Болты крепления турбокомпрессора 36–44 (3,6–4,4)
Болты крепления выпускных коллекторов 36–44 (3,6–4,4)
Болты крепления топливопроводов низкого давления:
Болты крепления картера сцепления к картеру коробки передач
Болты крепления картера сцепления к картеру
маховика М12 70–80 (7–8)
Болты крепления проставки к картеру
основной коробки 123–157 (12,5–16)
Болты крепления картера демультипликатора к проставке:
Болты крепления верхней крышки картера основной коробки
Оси вилки переключения демультипликатора 118–128 (12–13)
Болты крепления крышки первичного вала 23,5–35 (2,4–3,6)
Болты крепления муфты зубчатой низшего
диапазона к проставке 49–55 (5–5,6)
Болт крепления фланца выходного вала 431–490 (44–50)
содержание .. 40 41 42 43 44 45 46 47 48 49 50 ..
Cнятие головки ямз 236
Cнятие головки начинается с откручивания водяного коллектора. Впускного коллектора. Топливные трубки. При их снятии необходимо фиксировать удлинители топливных форсунок. Они откручиваются от форсунок. И теряют герметичность. При последующей установке. Возможно просачивание топлива в картер двигателя. Осторожно необходимо откручивать трубку обратки топлива.
Возможна утечка как из под гайки трубки . Так и из под штуцера. Который вворачивается в блок. Особенно необходимо быть острожным при откручивании трубки обратки с форсунок. Трубка лопается в основании штуцера. Если резко провернуть ключ. После того как удалены все трубки. Откручиваются и вынимаются форсунки. Кронштейны коромысел прикручены болтами.
Снятие штанг толкателей может привести к неприятному моменту. Если неосторожно вытаскивать штангу . И она выскочит из рук. То провалиться в картер двигателя . Достать её будет очень тяжело. Многие оставляют штангу там. Она особенно не помешает работе двигателя. Если займет нейтральное положение. Поэтому выниматься штанга должна аккуратно.
Гайки крепления головки желательно откручивать с одним усилием. При помощи динамометрического ключа. Головка массивная. Ослабление одних гаек приведет к увеличению нагрузки на другие. Это может вызвать как просадку гильз. Так коробление самой головки. Лучше открутить её в два приема. Установив на ключе нагрузку в 140 Н*м.
Признаки пробитой прокладки ГБЦ МАЗ
Как всегда, прокладка головки блока цилиндров МАЗ выходит из строя в самое неподходящее время.
К примеру, после загрузки большегрузного автомобиля с бочка может политься тосол.
Как только открутите коллектор, вы наверняка увидите жидкость (тосол) на головке блока и, конечно же, лопнувшую прокладку.
Признаки поломки могут быть следующими:
- Из-под ГБЦ наружу вырываются газы с ошеломительным свистом;
- Двигатель начал троить;
- В радиаторе МАЗ появляются выхлопные газы;
- Из выхлопной системы выходит пар;
- Течь масла или воды.
В основном материал прокладки ГБЦ МАЗ – металл различного диаметра. Также могут применяться дополнительно фторкаучук, фторсиликон, герметик.
При выборе прокладки головки блока цилиндров для МАЗ рекомендуем пользоваться следующим советом:
Ставьте прокладки точно такие же, которые выбрал завод-изготовитель. Но если не знаете, что стояло ранее – используйте измерительный инструмент.
1. Установка двигателя на место разборки
При снятии и установке двигателя на место разборки, желательно чтобы основание было крепкое (к примеру асфальт или плиты). Лучше первый раз опустить на что то мягкое (например, старый баллон) и на левой стороне выкрутить болты, стягивающие крышки коренных подшипников.
Затем, перецепить стропы или чалку за одну головку (за передний и задний рым болт) и подготовить старую гильзу цилиндров или кусок бруса по длине гильзы.
Поднимать двигатель лучше за правую головку, после чего опустить его на пол таким образом, чтобы противоположная головка опиралась на коллектор, а разъем блока по поддону опирался на вертикально поставленную гильзу в середине блока. Под коллектор следует положить доску дюймовку.
Проверка посадки гильз и плоскости головки
Головка снята. Её необходимо отчистить от нагара. Промыть. Тоже самое необходимо сделать с плоскостью гильз и блока. Важно отчистить поверхности тщательно. Что бы произвести проверку плоскости головки на возможный изгиб. И проверить блок на просадку гильз. Для двигателей ЯМЗ это очень актуальная тема. Гильзы проседают в свои посадочных местах. И проседают на только друг относительно друга. Они садятся на один бок . это практически не видно на глаз.
Линейка хорошо позволяет увидеть, как сидят гильзы. Лечат эту проблему по разному. Все зависит от того на сколько сильно произошла просадка. Иногда помогает установка дополнительного кольца по верхнюю кромку гильзы. Которая упирается в блок двигателя. У кого то получается выровнять гильзу у кого то нет. Лучше это сделать на ремзаводе при помощи расточного станка. Есть специальные приспособления по выравниванию посадочных мест не снимая и не разбирая двигатель до конца.
Посадка гильз в первую очередь влияет на прорыв газов из камеры сгорания. Газы попадают в водяную рубашку. И через расширительный бачок наружу. Или скапливаются в верхней точке водяного коллектора. Образуют воздушную пробку. Первое что происходит. Перестаёт нагреваться радиатор печки. Так пробки газов не позволяют циркулировать жидкости. При э том мотор хорошо работает и не выбрасывает охлаждающую жидкость из расширительного бачка. Это как бы первый звонок. снова придётся снимать головку блока цилиндров. Поэтому лучше сразу проверить перепады и наклон гильз. Для этого можно воспользоваться специальной линейкой. Что бы потом не делать двойную работу.
Оплата через Яндекс Кассу
После выбора оплаты через Яндекс запустится платежная система Яндекс Касса, где требуется выбрать удобный способ оплаты (банковская карта, QIWI, аккаунт Яндекс Деньги и т.д.)
После указания платежных реквизитов и подтверждения платежа, произойдет оплата товара.
Если у Вас банковская карта в валюте, которая отличается от рубля, то списание денег с карты произойдет по курсу Центрального банка России на момент совершения покупки.
Данный способ оплаты оптимально подойдет для жителей России, Казахстана и Беларуси.
Официальный сайт платежной системы Яндекс Касса https://kassa.yandex.ru
Затяжка головки
Порядок затяжки ГБЦ ЯМЗ 236 предусматривает схема затяжки. То есть затяжка происходит по порядку предусмотренной в схеме. Согласно номерам
Ремонт головок цилиндров МАЗ
Головка цилиндров представляет собой цельную отливку из серого чугуна и крепится к блоку шпильками, ввернутыми в блок. Шпильки изготовлены из хромоникелевой стали и термически обработаны. Для обеспечения отвода тепла головка цилиндров имеет водяную рубашку, сообщающуюся с рубашкой блока, для обеспечения подвода топлива к форсунке в боковой поверхности имеются отверстия под штуцера.
В головке цилиндров размещены клапаны с пружинами и деталями их крепления, коромысла, оси коромысел и форсунки.
Седла клапанов вставные. Седла впускных клапанов изготовлены из специального чугуна, а седла выпускных — из специального жаропрочного сплава. Седла запрессованы в гнезда с натягом. Седла и металлокерамические направляющие втулки клапанов окончательно обрабатываются после их запрессовки в головку.
Устанавливаемые на двигатели головки цилиндров имеют между собой конструктивные отличия:
Головки цилиндров на двигателях ЯМЗ-236НЕ2,БЕ2 могут быть блочные на три цилиндра каждая или индивидуальные:
— Блочная головка на три цилиндра каждая. Привалочная поверхность шлифована и в зоне уплотнения гильз цилиндров выполнены кольцевые проточки.
Стык головки цилиндров, блока и гильзы уплотняется прокладкой состоящей из металлической единой на три цилиндра прокладки, уплотняющей газовый стык, и резиновых уплотнительных элементов, уплотняющих масляные, водяные и штанговые полости. Уплотнительные элементы пяти видов в количестве 14 шт. на прокладку (рис. 1).
Индивидуальная головка установлена на каждый цилиндр и крепится к блоку шестью шпильками, имеющими длину 209 мм и 248 мм. В головку запрессован чугунный стакан форсунки. Стакан в верхней части уплотнен резиновым кольцом. Привалочная поверхность в зоне уплотнения гильз цилиндров имеет три кольцевые проточки. Стык головки цилиндров, блока и гильзы (рис. 2) уплотняется прокладкой состоящей из металлической прокладки, уплотняющей газовый стык, и резиновой прокладки, уплотняющей масляные, водяные и штанговые полости. Металлическая и резиновая прокладка устанавливаются на штифты блока. Металлическая прокладка выпускается четырех размеров по толщине (1,1 мм; 1,3 мм; 1,5 мм; 1,7 мм) и подбирается при сборке двигателя индивидуально с целью достижения оптимального рабочего процесса в каждом цилиндре. В запасные части поставляется прокладка толщиной 1,7 мм.
Головки цилиндров на двигателях ЯМЗ-236Н; (Б; НЕ; БЕ) блочные на три цилиндра каждая. Конструктивно выполнена в основном аналогично предыдущей блочной.
Головку цилиндров снимать только для устранения неисправностей деталей цилиндропоршневой группы, прокладки головки цилиндров, клапанов или для замены самой головки.
Снимать головку цилиндров в следующем порядке:
1. Слить охлаждающую жидкость из системы охлаждения двигателя.
2. Отсоединить от головки все трубопроводы, защитить их внутренние полости от попадания пыли и грязи.
3. Снять крышку головки цилиндров.
4. Отвернуть гайки скоб крепления форсунок (рис. 3),…
…снять форсунки (рис. 4), предохраняя распылитель от ударов и засорения отверстий.
5. Отвернуть гайки крепления осей коромысел, снять оси коромысел в сборе с коромыслами и извлечь штанги.
6. Отвернуть гайки крепления головки цилиндров (рис. 5),…
… соблюдая последовательность, обратную затяжке (рис. 6).
Отворачивать гайки крепления индивидуальных головок цилиндров не менее чем за три приема:
7. Снять головку цилиндров с двигателя и осмотреть ее состояние.
8. Если необходимо, осторожно снять прокладку головки цилиндров.
9. Проверить состояние гильз цилиндров и закрыть цилиндровые отверстия, чтобы предохранить их от попадания пыли и грязи.
Установку головки цилиндров на двигатель производить в обратном порядке. Перед установкой протереть чистой ветошью привалочные плоскости блока цилиндров, бурта гильзы цилиндров и головку цилиндров. Повторное использование прокладки головки цилиндров допускается с той же головкой цилиндров только при неизменном положении гильз в блоке цилиндров и при отсутствии следов прорыва газов и разрушения окантовок газового стыка. Обратить внимание на правильность установки прокладки головки цилиндров на штифты и окантовок прокладок — на бурты гильз цилиндров.
Гайки крепления головок цилиндров затягивать в порядке возрастания номеров, как показано на рис. 7, моментом 240 — 260 Нм (24 — 26 кгсм). После первой затяжки повторной операцией проверить требуемый крутящий момент на каждой гайке, соблюдая указанную последовательность. Нельзя затягивать гайки моментом большим, чем указано, так как это неизбежно приведет к разрушению деталей газового стыка.
Читайте также: