
Гбц камаз 740 схема
Перечень чертежей:
- Чертеж головки цилиндров двигателя КамАЗ-740 формата А1 с технологическим маршрутом, схемами базирования деталей и таблицей дефектов:
- Коробление поверхности сопряжения с блоком цилиндров
- Износ и раковины на седлах клапанов
- Ослабление посадки направляющих втулок клапанов
- Износ отверстий направляющих втулок клапанов
- Маршрутная схема восстановления головки блока А1:
- Мойка и очистка
- Дефектация
- Браковать
- Восстановление
- Очистка
- Испытание, контроль
- Карта эскизов А1 с указанием операций:
- Обработка фасок седла, вертикально-сверлильный станок 2Н125
- Фрезерная, фрезерный станок 65А60
Дополнительные материалы: прилагается расчетно-пояснительная записка на 18 листах.
В пояснительной записке разработан ремонт головки блока цилиндров двигателя КамАЗ-740.
Приведено обоснование проекта. Проведен анализ конструкции. Головка закрывает цилиндр и образует верхнюю часть рабочей полости двигателя. Она выполнена из алюминиевого сплава АЛ4 ГОСТ 2685-75 (НВ 70), оснащена камерами сгорания клиновидной формы.
На наружной поверхности направляющих втулок предусмотрена проточка для размещения стопорного кольца, которое обеспечивает точность положения втулок при выполнении их запрессовки в головку цилиндров и предохраняет втулки от возможного выпадения. Отверстия во втулках проходят обработку после запрессовывания их в головку цилиндров.
В отверстиях направляющих втулок выполнены спиральные канавки для смазки. У втулок впускных клапанов нарезка канавок выполнена до половины длины отверстия, а у втулок выпускных клапанов - на всей длине отверстия.
Маслоотражательные колпачки из тепломаслостойкой резины со стальным арматурным кольцом надеваются сверху на направляющие втулки. Колпачки производят охват стержня клапана и предназначены для уменьшения проникновения масла в камеру сгорания через зазоры, находящиеся между направляющей втулкой и стержнем клапана.
Отличительной особенностью двигателей КамАЗ является наличие индивидуальной головки на каждый цилиндр.
Сделан анализ условий работы. Вследствие воздействия коррозии, горячих газов, отложений смолистых веществ, ударных нагрузок, нарушается герметичность закрытия клапанов в процессе эксплуатации. При этом происходит потеря мощности, работа двигателя выполняется с перебоями (рывками) на малых оборотах под нагрузкой и это приводит к характерным хлопкам в глушителе и карбюраторе. Кроме этого, износ отверстий в направляющих втулках и стержнях клапанов вызывают стуки стержней о втулки, повышается расход масла, которое при этом засасывается через втулки впускных клапанов в цилиндры двигателя из клапанной коробки и сгорает в них, образуя усиленное нагарообразование.
Произведен выбор варианта технологического маршрута и его технико-экономическое обоснование. Выбор рационального способа восстановления детали произведен при помощи технико-экономического критерия, где производят следующие операции:
- 005 Транспортировку
- 010 Мойку головки с чисткой впускного и выпускного каналов
- 015 Замену старых направляющих втулок клапанов новыми
- 020 Обработку седел, притирку клапанов с проверкой качества притирки керосином
- 030 Восстановление рабочей фаски клапанов
- 040 Восстановление стойки оси коромысел с коромыслами
- 050 Замену седел клапанов. Замену одного заводского седла
- 060 Сварку головки по плоскости
- 070 Фрезерование головки по плоскости
- 080 Проверку головки на герметичность
Приведен технологический раздел. Составлена таблица возможных дефектов детали и рассмотрены способы их устранения:
- Восстановление изношенных направляющих втулок накаткой
- Замена втулок
- Обработка седла клапана твердосплавными зенкерами
- Обработка плоскости при ремонте головок фасонным твердосплавным резцом
- Замена седла
- Ремонт постелей распределительного вала в головке блока с применением специализированного горизонтально-хонинговального станка
- Заварка трещин
Выполнена разработка ремонтного чертежа.
Произведен расчет режимов резания операции фрезерования торцевой фрезой. Сделан расчет годового объема работ участка. Рассчитаны значения:
Головка блока цилиндров Камаз-740, изготовлен из алюминиевого сплава. Головка цилиндра Камаз-740 имеет полость охлаждения, соединенную с полостью охлаждения блока.
Головка блока Камаз-740 устанавливается на два штифта, запрессованных в блок цилиндров, и крепится четырьмя болтами.
Один из установочных штифтов служит втулкой для подачи масла на смазку коромысел клапанов. Втулка уплотнена резиновыми кольцами.
Стык "головка цилиндра - гильза" Камаз-740 (газовый стык) - без прокладки. В расточенную канавку на нижней плоскости головки запрессованы стальное уплотнительное кольцо.
Посредством этого кольца головка цилиндра Камаз-740 устанавливается на бурт гильзы. Герметичность уплотнения обеспечивается высокой точностью обработки сопрягаемых поверхностей уплотнительного кольца и гильзы цилиндра.
Уплотнительное кольцо дополнительно имеет свинцовистое покрытие для компенсации микронеровностей уплотняемых поверхностей.
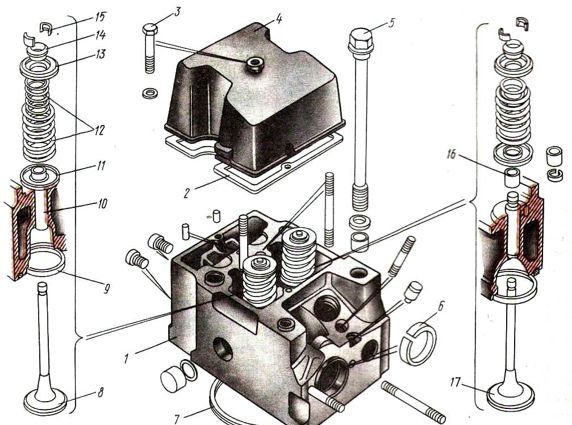
1 - головка цилиндра, 2 - прокладка крышки головки, 3 - болт крепления крышки, 4 - крышка головки цилиндра, 5 - болт крепления головки, 6-втулка прокладки патрубка, 7 - уплотнительное кольцо газового стыка, 8 - впускной клапан, 9 - седло клапана, 10 - направляющая втулка клапана, 11 - шайба пружин клапана, 12 - наружная и внутренний пружины клапана, 13 - тарелка пружин клапана, 14 - втулка тарелки, 15 - сухарь клапана, 16-уплотнителъная манжета, 17 - впускной клапан
Сравнение головки блока цилиндров Камаз-740 и 740.10
В головке блока цилиндров Камаз-740, по сравнению с головкой двигателя 740.10, увеличено отверстие слива моторного масла из-под клапанной крышки в штанговую полость. Окна впускного и выпускного каналов расположены на противоположных сторонах головки цилиндров.
Впускной канал Камаз-740 имеет тангенциальный профиль для обеспечения оптимального вращательного движения воздушного заряда, определяющего параметры рабочего процесса и экологические показатели двигателя, поэтому замена на головки цилиндров двигателя 740.10 не допускается
В головку блока цилиндров Камаз-740 запрессованы чугунные седла и металлокерамические направляющие втулки клапанов. Седла клапанов имеют увеличенный натяг в посадке по сравнению с седлами 740.10, и фиксируются острой кромкой.
Установка головки блока цилиндров Камаз-740
1)Перед установкой прокладки берем силиконовое колечко, устанавливаем на масляный канал.
2)Одно кольцо одеваем на низ канала под прокладку. Далее ставим прокладку силиконовую на место, а теперь второе кольцо на масляный канал в паз устанавливаем. Все это проделываем со всеми цилиндрами.
3)Далее на головке необходимо проверить установку уплотнительных колец газового стыка из фторопласта. Они могут не установиться по размеру, так как головка может быть перегрета и кольцо не влезет в паз.
Устанавливаем головку ГБЦ
5)После этого кольцо встанет на место. Все прокладки ставим на место и устанавливаем головку блока цилиндров на блок цилиндров. Резьбу болтов крепления головки смазываем графитовой смазкой. Болты крепления головки затягиваются крест на крест.
6)Затяжку болтов делают динамометрическим ключом 40 - 50 Нм. Окончательно затягиваем болты головок в два приема. Первый прием момент затяжки 120 - 150 Нм. Второй прием затяжки болтов 160 - 180 Нм.
7)Теперь устанавливаем штанги толкателей клапанов в стакан.
8)Теперь устанавливаем стойку коромысел с коромыслами на место, затягиваем гайки. Теперь регулируем клапаны в соответствующем порядке. После регулировки клапанов устанавливаем прокладку на головку и одеваем крышку клапанов.
- Трещины, захватывающие внутренние каналы, полости отверстий под форсунку, направляющие втулки, поверхность сопряжения с блоком цилиндров.
- Разрушение посадочных мест под седла клапанов и перемычек между ними.
- Повреждение или кавитационное разрушение поверхности прилегания к блоку цилиндров.
- Ослабление посадки седел клапанов в гнездах или износ гнезд под седла, опробование посадки производится легкими ударами медного молотка.
- Выработка, риска или раковины на рабочих поверхностях седел выпускного и впускного.
- Ослабление посадки направляющих втулок клапанов.
- Трещины, сколы, механические повреждения на поверхности направляющих втулок клапанов.
- Износ отверстия направляющих втулок клапанов.
- Прогорание или механическое повреждение уплотнительного кольца газового стыка.
- Нарушение герметичности масляной полости и масляных каналов и нарушение герметичности рубашки охлаждения.
- Обломы и трещины на крышке цилиндров.
- Коробление плоскости прилегания крышки к головке цилиндров.
Общая трудоемкость ремонта — 57,0 чел. мин.
Оборудование и инструмент для ремонта головки блока
Разборка головки блока цилиндров двигателя КамАЗ
Трудоемкость — 17,0 чел. мин
1. Установить головку блока цилиндров в сборе на приспособление для разборки.
2. Разогнуть усики стопорной шайбы крепления стойки коромысел.
3. Отвернуть гайки 18 (Рис. 1) крепления стоек оси коромысел. (Головка сменная 17 мм).
Рис. 1. Механизм газораспределения:
1 — распределительный вал; 2 — толкатель: 3 — направляющая толкателей; 4 — штанга; 5 — прокладка крышки головки; 6 — коромысло; 7 — контргайка; 8 — регулировочный винт; 9 — болт крепления крышки головки; 10 — сухарь; 11 —втулка тарелки; 12 — тарелка пружины; 13 — наружная пружина; 14 — внутренняя пружина; 15 — направляющая клапана; 16 — шайба; 17 — клапан выпускной; А — тепловой зазор; 18 — гайка крепления стоек оси коромысел
4. Снять стойку коромысел, стопорные шайбы и фиксатор коромысел.
5. Снять коромысла 8 (Рис. 2) клапанов со стойки коромысел.

Рис. 2. Газораспределительный механизм:
1 — распределительный вал; 2 — толкатель; 3 — направляющая толкателей; 4 — штанга толкателя в сборе; 5 — винт регулировочный коромысла; 6 — коромысло клапана со втулкой в сборе; 7 — гайка регулировочного винта; 8 — коромысло клапана в сборе; 9 — тарелка пружины со втулкой в сборе;10 — внутренняя пружина клапана; 12 — пружинная шайба клапана; 13 — сухарь клапана; 14 — клапан; 15 — корпус подшипника распределительного вала в сборе; 16 — шестерня распределительного вала; 17 — шпонка сегментная.
6. Отвернуть и снять гайку 7 с регулировочного винта и вывернуть регулировочный винт 5 коромысла. (Ключ гаечный 17 мм, отвертка 10,0 мм).
7. Снять головку блока цилиндров с приспособления для разборки.
8. Установить головку блока цилиндров на приспособление для снятия-установки клапанов.
9. Вращением рукоятки 2 отжать тарелку 12 (Рис. 1) пружины вместе со втулкой 11, и снять сухари 10 клапанов, втулки 11 тарелок пружин клапанов, тарелки 12 пружин клапанов, наружные 13 и внутренние 14 пружины и шайбы 16 пружин клапанов. (Отвертка 10,0 мм).
10. Снять уплотнительную манжету 15 (Рис. 4) впускного клапана в сборе с кольцом 16 манжеты с направляющей втулки 18 впускного клапана. (Отвертка 10,0 мм).

Рис. 4. Головка цилиндра с клапанами:
1 — клапан выпускной; 2 — седло выпускного клапана; 3 — направляющая втулка выпускного клапана; 4 — пружинная шайба клапана; 5 — наружная пружина клапана; 6 — внутренняя пружина клапана; 7 — втулка тарелки; 8 — сухарь клапана; 9 — болт крепления крышки головки блока цилиндров; 10 — шайба плоская; 11, 25 — шайба; 12 — крышка головки блока цилиндров; 13 — болт крепления головки блока цилиндров; 14 — тарелка пружин клапана; 15 — уплотнительная манжета впускного клапана; 16 — кольцо манжеты; 17 — уплотнительная манжета впускного клапана в сборе; 18 — направляющая втулка впускного клапана; 19 — седло впускного клапана; 20 — клапан впускной; 21 — шпилька крепления патрубка выпускного коллектора; 22 — предохранительная втулка прокладки патрубка; 23 — опора скобы форсунки; 24 — шпилька крепления прижимной скобы форсунки; 26 — шпилька крепления стойки коромысел; 27 — прокладка крышки головки блока цилиндров; 28 — штифт стойки оси коромысел; 29 — ввертыш крепления впускного коллектора; ввертыш крепления водяной трубы; 31 — головка блока цилиндров; 32 — заглушка головки блока цилиндров; 33 — уплотнительное кольцо заглушки; 34 — кольцо уплотнительное газового стыка
11. Вынуть впускные 20 и выпускные 1 клапана.
12. Отвернуть ввертыш 29 крепления впускного коллектора и ввертыш 30 крепления водяной трубы.
Работу выполнять при необходимости замены ввертышей
(Ключ для выворачивания ввертышей).
13. Вывернуть шпильки 21 крепления патрубка выпускного коллектора, шпильки 26 крепления стоек коромысел и шпильки 24 крепления скобы форсунки.
Работу выполнять при необходимости замены шпилек. (Приспособление для отворачивания шпилек).
14. Снять головку 31 блока цилиндра с приспособления.
Мойка
15. Промыть снятые детали и головку блока цилиндров, очистить от нагара клапана, седла клапанов, направляющие втулки клапанов, головку блока и обдуть их сжатым воздухом.
Дефектовка
16. Продефектовать детали головки блока цилиндров. Дефектовку производить согласно карты дефектовки № 1.3.
17. Установить головку блока цилиндров на стенд для опрессовки головки, проверить герметичность головки и при необходимости устранить нарушение герметичности. Проверять при давлении 0,4 МПа (4 кгс/см2) в течение 2 мин. Течь жидкости и подтекание не допускаются. (Стенд для опрессовки, секундомер).
Сборка головки блока цилиндров
18. Установить головку 31 блока цилиндра со втулками 22 в сборе на приспособление для сборки.
19. Завернуть шпильки 21 крепления патрубка выпускного коллектора (при необходимости замены шпилек).
Высота выступания шпилек должна быть 52±1.
20. Завернуть шпильки 24 крепления скоб форсунок до упора. Работу выполнять при необходимости замены шпилек.
21. Завернуть шпильки 26 крепления стоек коромысел до упора. Работы выполнять при необходимости замены шпилек.
22. Завернуть ввертыш 29 крепления впускного коллектора. Работу выполнять при необходимости замены ввертышей. (Патрон для заворачивания ввертышей, пневмогайковерт).
23. Завернуть ввертыши крепления водяной трубы до упора. Работу выполнять при необходимости замены ввертышей.
25. Нанести на рабочую поверхность седел клапанов притирочную пасту. Состав пасты: электрокорунд зернистый — 81%, парафин ГОСТ 16360-71 — 13%. Состав развести в моторном масле М10Г,К ГОСТ 8581-78 до сметанообразного состояния.
26. Установить выпускной 1 и впускной 20 клапаны в головку цилиндров.
27. Притереть клапана к седлам. Притирку продолжать до тех пор, пока на фаске клапана и седла не появится непрерывный матовый поясок шириной менее 1,5 мм (Рис. 5.). Необходимо не допускать разрывов в пояске и риски.
28. Установить клапаны и головку цилиндров в тару для отправки на моечную машину. Гнезда кассеты для клапанов должны быть пронумерованы порядковыми номерами расположения клапанов в головках цилиндров, гнезда тары для головок цилиндров должны быть пронумерованы порядковыми номерами расположения головок цилиндров. Нумерация гнезд тары и кассеты должны соответствовать.
29. Промыть головку цилиндров и клапана после притирки. Применять моющий раствор КМ-1 с пеногасителем ЭАП-40. Концентрация КМ-1 — 5 г/л ЭАП-40 — 0,2—0,3%. Состав моющего раствора: карбонат натрия — 22,5% тринатрийфосфат —18,9% триполифосфат натрия — 50,6% сульфонол — 2,3% синтанол ДГ-7 — 5,7%. Температура моющего раствора 70-80°С. Время выдержки — 2 мин.
30. Установить головку блока цилиндров на стенд для сборки головки с клапанами.
31. Смазать стержни клапанов 1 и 20 (Рис. 4) рабочие поверхности направляющей втулки 18 клапанов чистым моторным маслом.
32. Установить впускной 20 и выпускной 1 клапаны в головку блока цилиндров согласно нумерации.
33. Установить уплотнительную манжету 15 впускного клапана в сборе с кольцом 16 на направляющую втулку 18 впускного клапана 20.
34. Установить шайбы 4 пружин клапанов.
35. Установить внутренние 6 и наружные 5 пружины.
36. Установить тарелки 14 пружин клапанов и втулки 7 тарелок пружин клапанов.
37. Установить головку блока цилиндров на приспособление для установки клапанов и сжать пружины 5 и 6 с тарелкой 14 и втулкой 7.
38. Установить сухари 8 клапанов и отпустить пружины, чтобы сухари вошли во втулку 7.
39. Снять головку блока цилиндров с приспособления, проверить герметичность притирки клапанов и, при необходимости, устранить неисправность.
Порядок выполнения работы следующий: установить головку блока цилиндров поочередно впускными и выпускными окнами вверх и залить в них дизельное топливо. Притертые клапана не должны пропускать топливо в местах уплотнения в течение 30 сек. При подтекании топлива постучать резиновым молотком по торцу клапана. Если подтекание не устраняется, клапаны притереть повторно, повторив работы 24-29.
При необходимости качество притирки проверить на карандаш: для чего поперек фаски клапана на равном расстоянии нанести им 6-8 черточек. Осторожно вставить клапан в седло и, сильно нажав, повернуть на 1/4 оборота все черточки должны быть стертыми; в противном случае повторить притирку повторив работы 24-29. При правильной притирке матовый поясок на седле головки должен начинаться у большого основания конуса седла, как показано на рис. 5.;

Рис. 5. Головка цилиндров с впускным и выпускными клапанами:
1 - кольцо опорное; 2 - седло впускного клапана; 3 - седло выпускного клапана; 4, 5 - втулки; 6 - клапан выпускной; 7 - тарелка; 8 - сухарь; 9 - клапан впускной;
10, 11 - пружины; 12 - манжета; 13 - шайба; 14 - головка цилиндра
40. Установить головку блока цилиндров на приспособление для сборки головки.
41. Завернуть в коромысла клапана регулировочный винт 5 (Рис. 2). (отвертка на 10).
42. Навернуть гайку 7 регулировочного винта на винт 5 не затягивая гайку 7Ч (ключ на 17 , отвертка 10,0 мм).
43. Установить коромысла 8 клапанов в сборе на стойку коромысел.
44. Установить фиксатор коромысел на головку блока цилиндров.
45. Установить стойку коромысел в сборе с коромыслами клапанов на головку блока цилиндров.
46. Установить стопорную шайбу крепления стойки коромысел.
47. Завернуть гайки 18 (Рис.1) крепления стойки оси коромысел. Момент затяжки гаек 42-54 Н. м (4,2—5,4 кгс. м). (Головка сменная 17 мм, ключ с п. к., рукоятка динамометрическая мод. 131М).
48. Загнуть усики стопорной шайбы крепления стойки коромысел.
Грузовые автомобили КамАЗ начали производить в 1969 году, для него инженеры создали 4-тактный дизельный восьмицилиндровый мотор КамАЗ-740 V8. Данный силовой агрегат имел рабочий объем в 10852 см3, а мощность его составляла 210 лошадиных сил. Затем показатели мощности пришлось расширить от 180 л.с. до 360. Эти грузовики комплектовались пневмоусилителем сцепления, 5-ступенчатой коробкой с синхронизаторами.
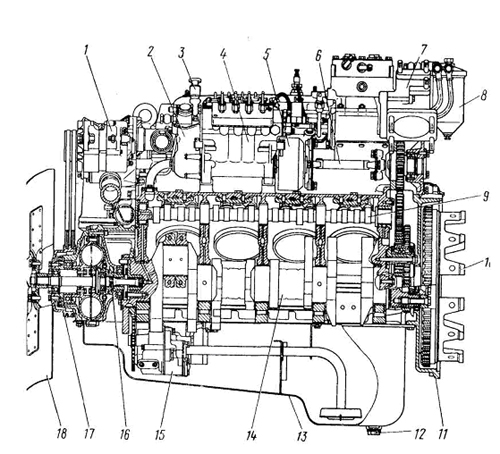
Продольный разрез двигателя КамАЗ
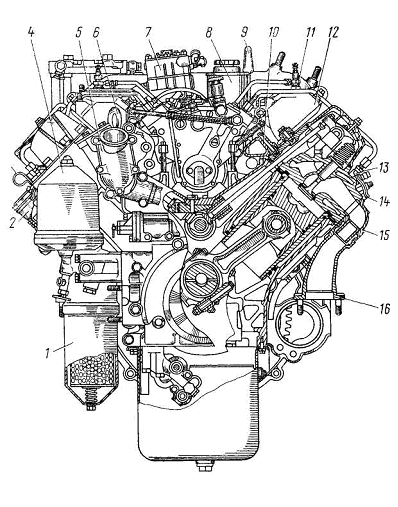
Поперечный разрез двигателя КамАЗ-740
1 - фильтр полнопоточный очистки масла; 2 - горловина маслозаливная; 3 -указатель уровня масла; 4 - фильтр центробежный масляный; 5 -коробка термостатов; 6 - рым-болт передний; 7 - компрессор; 8 -насос гидроусилителя рулевого управления; 9 - рым-болт задний; 10 - труба водяная левая; 11 - свеча факельная; 12- воздухопровод впускной левый; 13 - форсунка; 14 - скоба крепления форсунки; 15 - патрубок выпускного коллектора; 16 - коллектор выпускной
Конструктивные особенности двигателя КамАЗ-740
- поршни, отлитые из высококремнистого алюминиевого сплава, с чугунной упрочняющей вставкой под верхнее компрессионное кольцо и коллоидно-графитным приработочным покрытием юбки;
- гильзы цилиндров, объемно закаленные и обработанные плосковершинным хонингованием;
- поршневые кольца с хромовым и молибденовым покрытием боковых поверхностей;
- трехслойные тонкостенные сталебронзовые вкладыши коренных и шатунных подшипников;
- закрытую систему охлаждения, заполняемую низкозамерзающей охлаждающей жидкостью, с автомати ческим регулированием температурного режима,гидромуфтой привода вентилятора и термостатами;
- высокоэффективную фильтрацию масла, топлива и воздуха бумажными фильтрующими элементами;
- электрофакельное устройство подогрева воздуха, обеспечивающее надежный пуск двигателя при отрицательных температурах окружающего воздуха до минус 25 С.
Блок цилиндров отлит из легированного серого чугуна заодно с верхней частью картера. Картерная часть блока связана с крышками коренных опор поперечными болтами-стяжками, что придает прочность конструкции. Для увеличения продольной жесткости наружные стенки блока выполнены криволинейными. Бобышки болтов крепления головок цилиндров представляют собой приливы на поперечных стенках, образующих водяную рубашку блока.
Левый ряд цилиндров смещен относительно правого вперед на 29,5 мм, что вызвано установкой на одной кривошипной шейке коленчатого вала двух шатунов.
Спереди к блоку крепится крышка, закрывающая гидромуфту привода вентилятора, сзади — картер маховика, который служит крышкой механизма привода агрегатов, расположенного на заднем торце блока.
Зеркало гильзы обработано плосковершинным хонингованием для получения сетки впадин и площадок под углом к оси гильзы. Такая обработка способствует удержанию масла во впадинах и лучшей прирабатываемости гильзы.
В соединении гильза — блок цилиндров водяная полость уплотнена резиновыми кольцами круглого сечения. В верхней части установлено кольцо под бурт в проточку гильзы, в нижней части два кольца установлены в расточки блока.
Блок цилиндров

Представляет собой корпус агрегата, предназначается для монтажа и закрепления всех механизмов мотора. Блок цилиндров выполнен в виде монолитной литой конструкции. Деталь имеет технологические отверстия, а также каналы для смазки и охлаждения.
В верхней части этого блока располагаются гнезда под гильзы. Корпус оснащен каналами и полостями для прохода охлаждающей жидкости. В нижней части блока установлен коленвал. Картер имеет два технологических отверстия для смазки. Внутри узел имеет перегородки со специальными ребрами жесткости. В этих перегородках и стенках картера сделаны специальные расточки, которые закрываются крышками. Эти детали служат опорами для коленвала.
Гильзы служат в качестве направляющих для поршней. Вместе с головкой блока они образуют специальную полость, которая является камерой сгорания топлива. Гильзы изготавливаются из особого чугуна, а также проходят закалку электричеством.
Головка блока цилиндров двигателя КамАЗ

Каждая головка внутри имеет рубашку охлаждения, которая в свою очередь соединена с рубашкой блока. Также каждая головка имеет смазочные отверстия, клапаны для впуска и выпуска, специальное гнездо под форсунку.
Каждая головка блока КамАЗ устанавливается на два установочных штифта, запрессованные в блок цилиндров, и крепится четырьмя болтами из легированной стали.
Один из установочных штифтов одновременно служит втулкой для подачи масла на смазку коромысел клапанов. Втулка уплотнена резиновыми кольцами.
Коленвал двигателя

Коленвал изготовлен из высококачественной стали и имеет пять коренных и четыре шатунные шейки, закаленных ТВЧ, которые связаны между собой щеками и сопрягаются с ними переходными галтелями.
Для равномерного чередования рабочих ходов расположение шатунных шеек коленчатого вала выполнено под углом 90°. К каждой шатунной шейке коленвала КамАЗ присоединяются два шатуна: один для правого и один для левого рядов цилиндров.
Для уравновешивания сил инерции и уменьшения вибраций коленчатый вал Камаз имеет шесть противовесов, отштампованных заодно со щеками коленвала.
Кроме основных противовесов, имеются два дополнительных съемных противовеса 1 и 2, напрессованных на вал, при этом их угловое расположение относительно коленчатого вала определяется шпонками 5 и 6. В расточку хвостовика коленвала запрессован шариковый подшипник.
Устройство смазочной системы
Двигатель оснащен смазочной системой комбинированного типа. В зависимости от того, где размещены и в каких условиях работают трущиеся детали, масло подается различными способами. Система может разбрызгивать, подавать масло под низким давлением, либо пускать ее самотеком.
Устройство подает масло под давлением к деталям, которые больше подвержены износу и работают в особенно нагруженных узлах. Этот узел состоит из основных приборов и устройств, в которых хранится смазка, устройств фильтрации и подвода, а также охлаждения масла.
Масло проходит из поддона на маслоприемник, проходит через специальный фильтр в виде сетки. Затем оно поступает к маслонасосу. Из секции нагнетания через специальный канал смазка подается в масляный фильтр, а затем на магистрали. Далее, по смазочным каналам под давлением проходит смазывание ГБЦ и блока цилиндров, а затем к другим узлам, таким как коленвал, газораспределительный механизм, компрессор и топливный насос.
В цилиндрах лишняя смазка снимается при помощи маслосъемных колец, а затем уходит через поршневые канавки далее. Так смазывается опора поршневого пальца в верхней головке.
Из основной магистрали масло подается к термосиловому датчику. Если открыт кран, который включает гидромуфту, тогда обрабатывается и муфта. Если же он находится в закрытом положении, то из фильтров центробежной очистки жидкость подается в поддон.
Если смазки недостаточно, то падает мощность, а также детали терпят повышенный износ, мотор перегревается, плавятся подшипники, а поршни могут заклинить.
Система питания
Двигатель КамАЗ оснащен узлом питания разделительного типа. Здесь разделены ТНВД и форсунки. Топливная система состоит из баков для хранения дизельного горючего, топливных фильтров, насоса низкого давления, ТНВД, а также топливопроводов.
Из топливных баков посредством насоса для подкачки горючее проходит на фильтры очистки. Затем по сети топливопродов низкого давления солярка подается на ТНВД. После ТНВД закачивает дизель под высоким давлением порциями, исходя из режимов работы мотора, через форсунки в цилиндры и камеры сгорания. Форсунки, в свою очередь, распыляют смесь. Лишняя солярка попадает снова в бак посредством перепускного клапана.
Система охлаждения
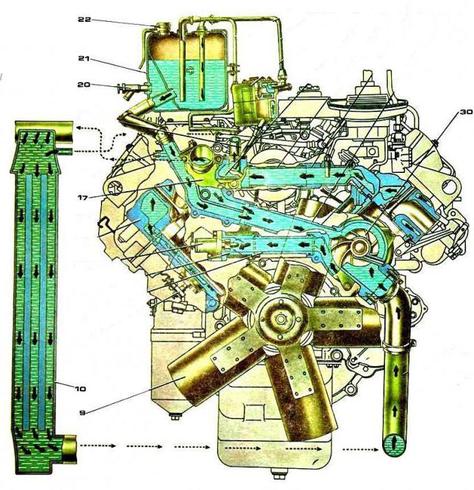
Охлаждение реализовано в виде закрытой системы с жидким охладителем и принудительной циркуляцией.
Охлаждающая жидкость циркулирует под воздействием центробежного насоса. Сначала антифриз попадает в полость левого ряда цилиндров, далее через трубку – в правую полость. Затем смесь омывает гильзы цилиндров, а затем через отверстия – полость ГБЦ.
Дальше горячий охладитель поступает в термостаты, а затем либо в радиатор, либо в водяной насос. Температурные режимы регулируются посредством термостатов и гидромуфт.
Поршни и шатуны

Шатун Камаз-740 стальной, кованый, стержень имеет двутавровое сечение. Верхняя головка шатуна неразъемная, нижняя выполнена с прямым и плоским разъемом.
Шатун окончательно обрабатывают в сборе с крышкой, поэтому крышки шатунов не взаимозаменяемы. В верхнюю головку шатуна Камаз-740 запрессована сталебронзовая втулка, а в нижнюю установлены сменные вкладыши.
Крышка нижней головки шатуна Камаз-740 крепится с помощью гаек, навернутых на болты, предварительно запрессованные в стержень шатуна. На крышке и стержне шатуна нанесены метки спаренности - трехзначные порядковые номера. Кроме того на крышке шатуна выбит порядковый номер цилиндра.

Поршень КамАЗ отлит из алюминиевого сплава со вставкой из износостойкого чугуна под верхнее компрессионное кольцо.
Боковая поверхность представляет собой сложную овально-бочкообразную форму с занижением в зоне отверстий под поршневой палец. На юбку нанесено графитовое покрытие.
Поршни Камаз комплектуются тремя кольцами, двумя компрессионными и одним маслосъемным. Отличительной его особенностью является уменьшенное расстояние от днища до нижнего торца верхней канавки, которое составляет 17 мм.
Поршни двигателей 740.11, 740.13 и 740.14 отличаются друг от друга формой канавок под верхнее компрессионное и маслосъемное кольца. Установка поршней с двигателей Камаз740.10 и 7403.10 недопустима. Допускается установка поршней с поршневыми кольцами двигателей 740.13 и 740.14 на двигатель 740.11.
Компрессионные кольца Камаз изготавливаются из высокопрочного, а маслосъемное из серого чугунов. На двигателе 740.11 форма поперечного сечения компрессионных колец односторонняя трапеция, при монтаже наклонный торец с отметкой "верх" должен располагаться со стороны днища поршня.
Устройство двигателя КамАЗ Евро-1
Появилась новая поршневая группа и все элементы новесного потерпели изменения. При этом масса агрегата увеличилась с 760 до 835 кг.
Появились отличия в блоках цилиндров. Увеличилось сечение масляного канала, были перенесены установочные места некоторых узлов и механизмов. Комплектация Евро 1 пополнилась форсунками для охлаждения поршня. Теперь направляющие толкателей присоединили к блоку. Улучшилась экономичность по сравнению с базовой версией.
Устройство двигателя КамАЗ Евро-2
С стандартом Евро-2 начали производиться силовые установки серии 740.31. Здесь был использован турбонаддув с промежуточным охлаждением подаваемого воздуха. Мощность осталась прежней – 240 л.с. при объеме 10,85 литра.
Конструкция отличается от предыдущей версии наличием теплообменника и интеркуллера. Вместо гидромуфты уже используется более современная электромагнитная муфта, также установлена новая помпа и ремни.

Головка цилиндров отлита из алюминиего (литейного) сплава ГОСТ 158393, имеет камеры сгорания клиновидной формы. Запрессованные седла и направляющие втулки клапанов. Седла клапанов изготавливаются из серого чугуна ГОСТ 141285. Чтобы обеспечить высокую прочность при воздействии ударных нагрузок. Рабочие фаски седел обрабатываются после запрессовки в сборе с головкой цилиндров. Чтобы обеспечить точную соосность фасок с отверстиями направляющих втулок клапанов.
Направляющие втулки клапанов также изготавливаются из чугуна и запрессовываются в головку цилиндров с натягом. На наружной поверхности направляющих втулок имеется проточка. Куда вставляется стопорное кольцо. Оно обеспечивает точность положения втулок при запрессовке их в головку цилиндров и предохраняет втулки от возможного выпадения. Отверстия во ввтулках обрабатываются после запрессовки их в головку цилиндров. Это обеспечивает узкий допуск на диаметр отверстия и точность его расположения по отношению к рабочим фаскам седла и клапана. В отверстиях направляющих втулок имеются спиральные канавки для смазки. У втулок впускных клапанов канавки нарезаны до половины длины отверстия, а у втулок выпускных клапанов - на всей длине отверстия.
Сверху на напраляющие втулки надеваются маслоотражательные колпачки из тепломаслостойкой резины со стальным арматурным кольцом. Колпачки охватывают стержень клапана и служат для уменьшения проникновения масла в камеру сгорания через зазоры между направляющей втулкой и стержнем клапана.
1.3. Дефекты детали и причины их возникновения.
Дефект 1 — износ гильз блока цилидров — является следствием трения между поршнем и гильзой. Причем наибольший износ рабочей поверхности гильзы происходит в верхней ее части, где при сгорании топлива резко повышаются температура и давление газов. Газы проникают под поршневые кольца и повышают их давление на поверхность гильзы, а значит, вызывают повышенный износ ее зеркала.
Под действием высокой температуры ухудшаются условия смазки верхней части гильзы, так как происходит разжижение масляной пленки. Кроме этого смазка частично смывается рабочей смесью. Такой неравномерный износ диаметра рабочей поверхности гильзы по высоте называется конусообразностью.
Причиной появления овальности рабочей поверхности гильзы является неравномерное давление поршня на стенки гильзы. В плоскости, перпендикулярной оси поршневого пальца, это давление больше, поэтому и износ гильзы больше.
Дефект 2 — деформация поверхности, сопряженной с головкой блока цилиндров — причиной деформации является местный или общий перегрев.
1.4. Технические требования к отремонтированной детали
Длина головки — 585 мм, ширина — 230 мм, высота — 200 мм. Допустимые ремонтные отклонения 0,2 мм.
Технологическая часть
2.1. Маршрут ремонта.
Головка блока цилиндров перемещается по производственным участкам завода согласно маршруту № 1. На этом маршруте устраняются следующие дефекты: трещины на рубашке охлаждения, деформация поверхности прилегания к поверхности, облом шпилек в резьбовых отверстиях, срыв резьбы в отверстиях, трещины на седлах клапанов и износ рабочей поверхности седел выпускных клапанов.
2.2. Выбор рационального способа восстановления детали
В ремонтной практике восстановление изношенных автомобильных деталей производится разными способами и выбор того или иного способа в конкретных условиях определяется или экономическими соображениями или производственными возможностями ремонтных мастерских (наличием соответствующего технологического оборудования).
Для восстановления детали принята следующая схема технологического процесса ремонта:
2) восстановление размеров посадочных поясков;
3) устранение неисправностей опорного буртика;
4) восстановление внутренней рабочей поверхности;
5) цинкование наружной поверхности;
2.6. Выбор оборудования и технологической оснастки.
Операция — фрезерование покоробленной поверхности прилегания головки блока цилиндров двигателя. Длина головки — 585 мм, ширина — 230 мм.
2.9. Технологическая документация.
Оформление технологических документов — заключительный этап разработки технологического процесса. Комплект документов проекте должен включать:
1) титульный лист, форма 2 ГОСТ 3.11052005;
2) маршрутную карту (МК), форма 1 и 16 ГОСТ 3.11182003;
3) операционные карты (ОК) механической обработки, форма 2 или 3 и 2а ГОСТ 3.14042009;
4) карты эскизов (КЭ), форма 7 и 7а ГОСТ 3.11052005;
2.10. Организация технологических процессов на участке.
Проектируемый участок предназначен для выполнения фрезеровочных работ. На данном участке фрезеровки проходят ремонтные работы головки блока цилиндров.
Конструкторская часть
3.1. Назначение и устройство приспособления.
Крышка головки блока цилиндров. На нее возлагается защитная функция. В ней находится маслозаливная горловинадля моторного масла. С помощью резиновой прокладкимногоразового использования обеспечивается уплотнение при креплении крышки к КБЦ.
Прокладка головки блока цилиндров. Выполняет функцию в месте прилигания головки к блоку цилиндров. Она одноразового использования, поэтому менять ее нужно всегда, производя ремонт либо обслуживание. Не стоит экономить на прокладке, так как впоследствии это обойдется дороже.
Полость. В ней расположены натяжитель цепи и привод распредвала, находящиеся в передней части ГБЦ.
Резьбовые отверстия. Находятся в корпусеголовки и предназначены для свечей зажигания или форсунок.
Место для газораспределительного механизма.
В верхней части находятся места для опорных шайб клапанных пружин и корпусов подшипников распредвала, втулок клапанов.
Также в корпусе есть отверстия для крепления выпускного и впускного коллекторов.
При производстве ГБЦ в нее устанавливаются направляющие втулки клапанов и седла. Технология установки такова, что холодные части вставляются в разогреты корпус головки. За счет этого, после выравнивания температур, в соединении деталей достигается большее натяжение.
3.2. Принцип действия приспособления.
Головка - это деталь, которая закреплена неподвижно и, собственно, не работает. Работают размещенные в ней детали - распредвалы, клапаны и многое другое.
Шкив от ремня вращаясь вращает распредвалы, они в свою очередь открывают и закрывают клапаны.
Заключение
В процессе курсового проектирования разработан технологический процесс восстановления головки блока цилиндров двигателя КамАЗ740. Произведен анализ условий работы детали и возможных дефектов. Произведен анализ возможных способов восстановления по каждому из дефектов.
Основным дефектом является деформация поверхности, сопряженной с головкой блока цилиндров. Из возможных способов восстановления основного дефекта был выбран оптимальный – способ восстановления путем фрезерования.
Для выполнения технологических операций подобрано необходимое оборудование, технологическая оснастка, режущий и измерительный
инструменты. Выполнен расчет производственной программы по восстановлению головки блока цилиндров, дано обоснование по организации рабочего места и выбору планировочного решения. Разработанное планировочное решение позволяет эффективно реализовать технологический процесс восстановления головки блока цилиндров.
Оценка ремонтопригодности детали показала, что головка блока цилиндров двигателя КамАЗ740 имеет хорошую ремонтопригодность.
Осуществлена технико-экономическая оценка проекта по основным показателям, которая дает возможность говорить о высокой экономической эффективности восстановления работоспособности головки блока цилиндров двигателя выбранными методами и средствами производства.
Пружина клапана внутренняя
Тарелка пружин клапана
Шайба пружин клапана
Втулка тарелки пружин клапана
Манжета клапана уплотнительная
Кольцо уплотнительное
Шпилька крепления стойки коромысел
Уплотнительное кольцо газового стыка
Шпилька М10х1.25х20х45
Пружина клапана наружная
Технология восстановления головки
блока цилиндров КАМАЗ-740
Алюминиевый (литейный) сплав
Технология восстановления головки
блока цилиндров КАМАЗ-740
Алюминиевый (литейный) сплав
Читайте также: