
Ниссан трещина в гбц
Вероятные симптомы и причины

Ниже описаны признаки, по которым можно косвенно определить трещину в блоке или головке. Хотя, описанные признаки могут означать и иные неисправности.

Антифриз лучше использовать импортный и безсиликатный G-11 – для алюминиевых блоков. Для чугунных блоков цилиндров лучше использовать антифриз красный, штатный. Он рассчитан под температуру -80 +135.
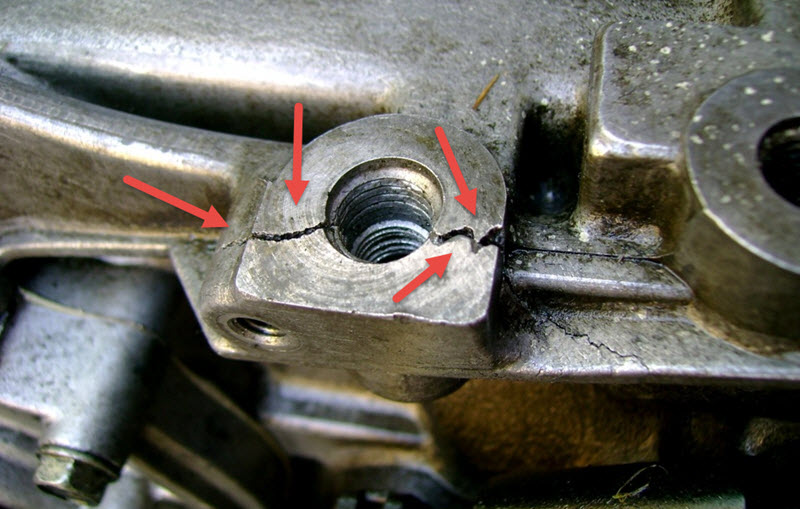
На заметку: на верхней плоскости блока цилиндров могут появиться трещины вследствие плохой промывки и продувки блока перед сборкой. В результате этого в резьбовых отверстиях под болты остается грязь и жидкость.
Методы определения

Чтобы окончательно убедиться в образовании микротрещин, существует несколько способов определения дефектов.
- Производится установка магнитов по корпусу устройства или ГБЦ. Сверху насыпается металлическую стружку. Она начинает двигаться к местам установки магнитов, забиваясь в трещины.
- На тщательно промытую ацетоном либо керосином поверхность ГБЦ наносим особую жидкую краску и ждем 10 минут. После этого чистой тряпкой стираем оставшуюся краску. Дефекты после такого метода обнаруживаются сразу.
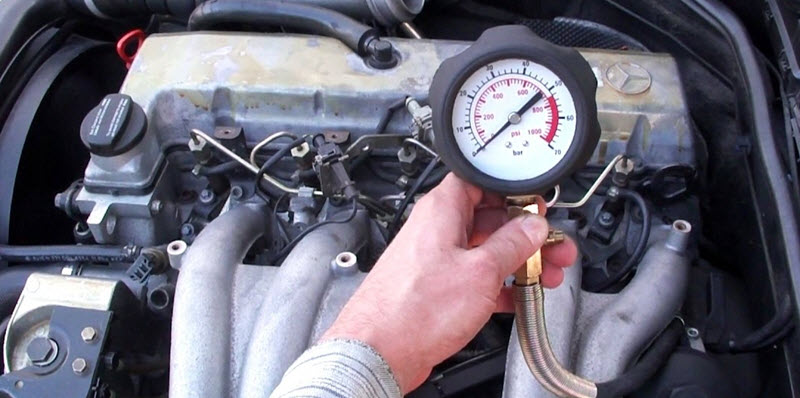
- Для проверки целостности можно использовать жидкость. Для этого необходимо герметично закрыть все отверстия и залить в канал воды. С помощью насоса закачиваем в канал воздух под давлением 0,7 Мпа. Оставляем блок в таком состоянии на несколько часов. Ушедшая вода скажет о том, что в головке блока присутствуют дефекты. Таким же образом целостность проверяется путем погружения блока в емкость с водой. В этом случае пузырьки покажут место трещин.
" alt="">
Места расположения дефектов, за устранение которых браться не стоит.
- на клапанных гнёздах;
- на зеркалах цилиндров;
- на плоскости прилегания блока и головки.
Как заделать поврежденные места
Заделывание электросваркой

Засверлить трещины сверлом, чтобы они не пошли дальше и не начали увеличиваться во время работы. Зашлифовать.
Разогреваем блок до 600-650 градусов. Для заделки используем пруток присадочный из чугунно-медного сплава, диаметром 5 мм и флюс. Шов предохранить от окисления с помощью буры.
На поверхности в блоке двигателя должен остаться ровный слой с выступом не более 2 мм. После этого охлаждаем блок в термошкафу.
Электродуговая сварка
В этом случае подогрев блока не требуется. Электронная проволока идёт в качестве присадочного материала. Аргон используется как среда для сварки. Не допускайте перегрева свыше 60 градусов.
Заделка трещин ГБЦ
Нагреваем головку до температуры 200 градусов. Используем для этого ацетиленовую горелку. Заделывание производится при помощи постоянного тока. Диаметр электрода выбираем в зависимости от ширины и толщины стенки.
Приварка заплаты

Подбираем кусок металла, размером с трещину. Жестянкой обворачиваем медные электроды из медного сплава и привариваем заплату. Шлифуем и в довершение покрываем эпоксидной пастой.
Применение эпоксидной пасты
Разлом разделать шлифовкой и засверлить концы трещин сверлом, диаметром не более 85 мм. В отверстия засадить медные заглушки. По очертаниям трещин проходимся насечкой, для создания искусственной шероховатости.
Поверхность обезжириваем с применением ацетона, подогреваем с помощью инфракрасной лампы до температуры 80 градусов. На разлом наносим эпоксидную пасту в следующей последовательности:
- 1 слой 1 мм,
- второй 2-3 мм,
- третий 3-4 мм.
Выдержать в течение суток при температуре 20 градусов, затем необходимо просушить место ремонта в сушильной камере, при температуре 90 градусов, в течение одного часа.
" alt="">
После просушки склеенный участок зачистить и выровнять шлифовкой.
Печка стала дуть холодным воздухом. поменяли термостат,помпу,прокладку ГБЦ. эффект 0. Говорят трещина и надо менять мотор. Неужели они правы.
Sylphy Bot
Группа поддержки

рекламщик
интересный вывод от холодной печки. антифриз не уходит? при прогреве, как трубки? радиатор печки снимали?

подмастерье
моторчик печки или прям мотор?
имхо, если печка дует таки, то моторчик печки не причем, а если проблемы с мотором таковы, что печка холодом дует, то печка - это минимум, что должно волновать и на чем проявляться

профессор
Ничего не понятно.
vilkovak, опиши подробнее проблему. При чем тут прокладка ГБЦ - непонятно (я так понимаю, это прокладка между головкой блока цилиндров и картером).
После чего печка стала дуть холодным? Может завоздушила?
___________________________
Вишнёвая птица, QR20DD, CVT-M6, TG10, 2001
Птица перелётная :-) г.SehrGut - город без дорог.
260 т.км.

интересующийся
А помпу зачем менял? Уж накройняк шланг обратки с печки снял бы.ставится прозрачный переходник и смотри циркуляцию,печку закрыл-открыл.конечно газы если даванули то да,но ты менял прокладку! Как двигатель держит температуру? Тосол в масло бежит? Или с глушака льет?
Может антифриз замерзал? На какую температуру он расчитан? Случай из личного опыта, антифриз был с японии на -20 был расчитан, он схватился и печка холодом грела Вроде отогрел машину (почти сутки в тёплом боксе стояла), а печка всё-равно холодом.
на холостых оборотах греет. а под нагрукой идут газы в расширительный бачок.сняли головку,шлифонули,поменяли прокладку. газы идут. говорят трещина в блоке. а её не найти. меняй типа мотор на контрактный
vilkovak,
да, тогда не повезло, проблема серьезная, и действительно только замена движка тебе поможет.
скажи, после чего проблема такая появилась? в основном из-за перегрева трещины появляются
перегрева вроде не было. за температурой слежу. антифриз был гавно. а у нас морозы сильные -30. пару раз прикуривал.
Последствия появления трещины блока цилиндров и методы ее обнаружения зависят от ее расположения. Среди основных симптомов можно выделить появление эмульсии в бачке охлаждающей жидкости или поддоне, повышенное давление в системе охлаждения и, как следствие, перегрев двигателя. Мы расскажем о причинах и последствиях трещин стенок ГБЦ/БЦ, о том, какой метод лучше для обнаружения микротрещин и можно ли это сделать без разборки двигателя. Отдельно рассмотрим ремонт трещин блока цилиндров, при котором антифриз вытекает по внешней части блока цилиндров.

Причины появления микротрещин
Практически все причины появления микротрещин в блоке цилиндров (БЦ) и головке блоков цилиндров (ГБЦ) являются следствием ненормальных условий эксплуатации или неквалифицированного ремонта двигателя. К таковым относят:
Трещина головки блока цилиндров чаще всего обнаруживается между седлами клапанов, между седлом и форкамерой, а также по седлу выпускного клапана и по постелям распределительного вала.
Трещина блока с наружной части

Помимо внутренних микротрещин, встречаются и наружные расколы, приводящие к попаданию антифриза (реже масла) наружу блока двигателя. Чаще всего причина в производственном браке блока цилиндров. Встречаются случаи, при которых треснул блок двигателя после превышения момента затяжки болтов КПП или ее неправильной состыковки с БЦ.
Проблема заводского брака хорошо известна владельцам автомобилей Suzuki с бензиновым мотором объемом 2,4 л, выпускавшимся в период с 2008 по 2010. Уже на небольших пробегах через трещину в блоке цилиндров антифриз вытекал из двигателя. И хотя практика отзывной компании не применялась, при возникновении неисправности в гарантийный срок владельцам бесплатно меняли БЦ.
Признаки и последствия
Последствия и симптомы трещины в головке или блоке сильно зависят от зоны ее возникновения. Если говорить о наиболее распространенных случаях, то трещины между масляным каналом и рубашкой системы охлаждения приводят к смешиванию жидкостей. В расширительном бачке образовывается налет коричневого цвета, а масло на щупе имеет молочный оттенок. И в том и в другом случае речь идет об эмульсии, которая появляется при смешивании моторного масла и охлаждающей жидкости.
Разбавленное антифризом масло теряет свои смазывающие свойства, из-за чего повышается коэффициент трения между подвижными узлами, возрастает риск появления задиров. Эксплуатировать автомобиль при этом категорически запрещено.
Трещина в верхней части гильзы приводит к обильному попаданию выхлопных газов в систему охлаждения двигателя. На поверхности охлаждающей жидкости в расширительном бачке может появиться маслянистая пленка. Появляющиеся в таком случае воздушные пробки нарушают циркуляцию ОЖ, как следствие, двигатель перегревается. За время простоя автомобиля в дефектном цилиндре будет скапливаться антифриз, из-за чего двигатель тяжело запускается, а в первые минуты работы из выхлопной трубы будет идти густой белый дым.
При значительной утечке охлаждающая жидкость может не успевать протекать через поршневые кольца в поддон и скапливаться в цилиндре в большом количестве. Последствием долгих попыток запуска двигателя с такой неисправностью может стать погнутый шатун.
Если трещина в блоке цилиндров по нижней части гильзы, в момент опускания поршня давление в цилиндре снижается, из-за чего выхлопные газы практически не прорываются в водяную рубашку двигателя. При этом за время стоянки автомобиля через негерметичность гильзы ОЖ попадает в поддон и образовывает эмульсию на масляном щупе. В обоих описанных выше случаях наблюдается повышенный расход антифриза.
Как обнаружить трещину?

Проверить блок цилиндров или ГБЦ на трещину можно несколькими способами.
- Визуальный осмотр. Метод пригоден в основном для поиска внешних трещин и значительных негерметичностей гильзы. Неэффективен при поиске микротрещин и скрытых дефектов.
- Метод гидравлической опрессовки. Чаще всего применяется при дефектовке ГБЦ и блоков цилиндров, так как идеально подходит для деталей сложной формы с внутренними полостями и каналами. При испытании герметично закрываются все наружные отверстия головки блока/БЦ. Через специальный переходник в одну из заполненных водою зон подается сжатый воздух под давлением 0,6-0,8 МПа. Нередко признаки микротрещины начинают проявлять себя только на прогретом двигателе. Для повышения точности гидравлические испытания проводятся в ванне с разогретой до 90-95ºС водой. В случае трещины жидкость из одного канала будет проникать в смежную зону. При опрессовке гильз поршень следует установить в нижней мертвой точке (НМТ). Через специальную оправку сжатый воздух подается непосредственно в цилиндры. Смежные каналы при этом заполняются водой и в случае скрытых повреждений сжатый воздух будет выходить пузырями через заполненные водою каналы.
- Метод цветной дефектоскопии. На исследуемый элемент наносится цветной проникающий пигмент. Деталь промывается, после чего обрабатывается контрастным проявляющим раствором. Контур трещины проявляется цветом пигмента на общем фоне раствора. Цветная дефектоскопия позволяет обнаружить микротрещины шириной до 0,001 мм и подходит для поисков дефектов деталей из любого материала .
- Магнитная дефектоскопия (доступна для деталей из чугуна и стали). Деталь намагничивается, после чего посыпается ферромагнитным порошком или суспензией. В зоне микротрещины магнитное поле неоднородное, из-за чего контур дефекта проявляется скоплением ферромагнитного материала.
Ищем дефект подручными средствами
Проверить утечку антифриза в цилиндр зачастую можно без разборки двигателя. Для этого понадобится эндоскоп. Для теста необходимо поочередно в каждом из цилиндров выставить поршни в НМТ, после чего оставить автомобиль в неподвижном состоянии. Спустя 1-2 часа загляните в цилиндры через свечной колодец с помощью эндоскопа. Внимательно осмотрите гильзы на предмет подтеков/капель антифриза.
Видео:Как проверить ГБЦ на микротрещины
Методы ремонта
Удаление трещин в блоке и ГБЦ методом электрической сварки требует предварительного нагрева детали. Детали из алюминия прогревают минимум до 250ºС, а блоки цилиндра из тяжелых металлов, к которым относится чугун, до 350-400ºС. Таким образом сводится к минимуму риск локальной деформации детали в зоне сварочных работ. Перед нагревом и заплавлением дефекта трещина в ГБЦ/блоке цилиндров зачищается абразивом, а ее концы засверливаются для снятия остаточного напряжения. Таким методом можно удалить не только микротрещины, но и восстановить недостающие части детали, приварить отколовшиеся кронштейны.
Трещина в блоке или головке блока цилиндров, симптомы, как определить и заделать
Независимо от того, какой металлический сплав применяется в изготовлении блока, со временем в ходе работы может образоваться трещина в блоке цилиндров двигателя.
Вероятные симптомы и причины
Ниже описаны признаки, по которым можно косвенно определить трещину в блоке или головке. Хотя, описанные признаки могут означать и иные неисправности.
Антифриз лучше использовать импортный и безсиликатный G-11 – для алюминиевых блоков. Для чугунных блоков цилиндров лучше использовать антифриз красный, штатный. Он рассчитан под температуру -80 +135.
На заметку: на верхней плоскости блока цилиндров могут появиться трещины вследствие плохой промывки и продувки блока перед сборкой. В результате этого в резьбовых отверстиях под болты остается грязь и жидкость.
Методы определения
Чтобы окончательно убедиться в образовании микротрещин, существует несколько способов определения дефектов.
- Производится установка магнитов по корпусу устройства или ГБЦ. Сверху насыпается металлическую стружку. Она начинает двигаться к местам установки магнитов, забиваясь в трещины.
- На тщательно промытую ацетоном либо керосином поверхность ГБЦ наносим особую жидкую краску и ждем 10 минут. После этого чистой тряпкой стираем оставшуюся краску. Дефекты после такого метода обнаруживаются сразу.
- Для проверки целостности можно использовать жидкость. Для этого необходимо герметично закрыть все отверстия и залить в канал воды. С помощью насоса закачиваем в канал воздух под давлением 0,7 Мпа. Оставляем блок в таком состоянии на несколько часов. Ушедшая вода скажет о том, что в головке блока присутствуют дефекты. Таким же образом целостность проверяется путем погружения блока в емкость с водой. В этом случае пузырьки покажут место трещин.
- на клапанных гнёздах;
- на зеркалах цилиндров;
- на плоскости прилегания блока и головки.
Как заделать поврежденные места
Заделывание электросваркой
Засверлить трещины сверлом, чтобы они не пошли дальше и не начали увеличиваться во время работы. Зашлифовать.
Разогреваем блок до 600-650 градусов. Для заделки используем пруток присадочный из чугунно-медного сплава, диаметром 5 мм и флюс. Шов предохранить от окисления с помощью буры.
На поверхности в блоке двигателя должен остаться ровный слой с выступом не более 2 мм. После этого охлаждаем блок в термошкафу.
Электродуговая сварка
В этом случае подогрев блока не требуется. Электронная проволока идёт в качестве присадочного материала. Аргон используется как среда для сварки. Не допускайте перегрева свыше 60 градусов.
Заделка трещин ГБЦ
Нагреваем головку до температуры 200 градусов. Используем для этого ацетиленовую горелку. Заделывание производится при помощи постоянного тока. Диаметр электрода выбираем в зависимости от ширины и толщины стенки.
Приварка заплаты
Подбираем кусок металла, размером с трещину. Жестянкой обворачиваем медные электроды из медного сплава и привариваем заплату. Шлифуем и в довершение покрываем эпоксидной пастой.
Применение эпоксидной пасты
Разлом разделать шлифовкой и засверлить концы трещин сверлом, диаметром не более 85 мм. В отверстия засадить медные заглушки. По очертаниям трещин проходимся насечкой, для создания искусственной шероховатости.
Поверхность обезжириваем с применением ацетона, подогреваем с помощью инфракрасной лампы до температуры 80 градусов. На разлом наносим эпоксидную пасту в следующей последовательности:
- 1 слой 1 мм,
- второй 2-3 мм,
- третий 3-4 мм.
Как найти и заделать трещину в блоке цилиндров
Через блок цилиндров автомобильного двигателя проходит несколько каналов жидкостного охлаждения и смазки. Давление в этих системах превышает атмосферное, поэтому требуется полная герметичность. Однако, условия в камере сгорания таковы, что возможно образование механических нарушений целостности металла.
Причины появления трещины в блоке цилиндров
Разрушить прочный металл блока непросто, но его структура имеет ограниченный порог по сопротивляемости. Со временем ситуация усугубляется процессами старения:

Трещины могут присутствовать и из-за заводского брака в отливке блока, но на протяжении некоторого времени себя не проявлять, не будучи сквозными.
Симптомы
Проявляется растрескивание металлов в виде смешивания разных рабочих жидкостей и газов:
- попадание выхлопного газа, расширяющегося под высоким давлением, в системы смазки и охлаждения;
- появление моторного масла в антифризе;
- вспенивание и образование эмульсии в картере из-за проникающей туда охлаждающей жидкости.
Как правило, главный внешний симптом один – двигатель начинает перегреваться в самых безобидных ситуациях, даже просто на холостых оборотах без нагрузки.
В одном из цилиндров, а трещины не образуются массово, начинаются пропуски зажигания из-за нарушения хода рабочих процессов. При эндоскопировании мотора просматриваются изменения на поверхностях деталей, выходящих в камеру сгорания.
Находящийся под давлением расширительный бачок системы охлаждения начинает распирать внутренним давлением выхлопных газов. На поверхности антифриза образуется масляная плёнка, сам он меняет цвет и мутнеет. В расширительном бачке радиатора можно почувствовать характерный запах выхлопа.

В картере повышается уровень масла, само оно приобретает вид эмульсии. Начинает мигать лампа контроля за давлением в системе смазки мотора. Часто падает компрессия, хотя это происходит не всегда.
Уровень антифриза понижается. За машиной возникает облако белого тумана из попадающей в цилиндры охлаждающей жидкости. Кипеть в бачке она начинает задолго до появления необходимой для этого температуры.
Поиск места неисправности
Первичная диагностика проводится без разборки двигателя. Если принято решение на капитальный ремонт, то в этом особой необходимости нет, поскольку неисправность достаточно легко обнаружится по визуально различимым признакам.
Магнитнопорошковая проверка
Ферромагнитный порошок, нанесённый на поверхность детали в подозрительном месте, покажет неоднородность металла при помещении в магнитное поле.
Поле создаётся постоянными магнитами при поднесении их в контролируемую зону. Частички порошка или мелкой стружки начинают концентрироваться вблизи трещины, визуализируя дефект.
Проверка водой
Если залить в систему охлаждения воду и подать некоторое избыточное давление, то она начнёт просачиваться через трещины. На сухой поверхности это хорошо видно. Вместо воды можно использовать отработанный антифриз, обладающий более высокой текучестью.
Диагностика давлением
Наиболее часто применяемый способ заключается в опрессовке деталей. Это означает нагнетание воздуха высоким давлением в систему, где перекрыты все естественные каналы. Газ можно подкрасить для лучшей визуализации при помощи автосервисного дымогенератора.
Как заделать трещину
Далеко не всегда применяется технология герметизации растрескавшегося металла. Как правило, детали заменяют, поскольку остановить процесс разрушения почти невозможно. Но в особых случаях редких или очень дорогих моторов приходится ремонтировать детали.
Электродуговая сварка
Хороший сварщик, обладающий соответствующим оборудованием, вполне способен заварить материал блока до полной герметичности. Варится и чугун, и лёгкий сплав, правда одинаково плохо. Но современные аппараты сварки в среде инертных газов могут обеспечить долговременную герметичность шва.
Важно правильно подобрать присадочный материал и работать на нагретом до высокой температуры блоке. Разогрев и остывание производят постепенно, избегая температурных деформаций. Всё определяется мастерством и опытом исполнителя работы.
Приварка заплаты
При значительных дефектах присадочным материалом для заплавления трещин не обойтись. В таких случаях можно использовать металлическую заплату, которая крепится к блоку на винтах, а затем обваривается до полной герметичности.

Всё это возможно при наружных трещинах, например, если блок пробит оборвавшимся шатуном. Естественно, внутренняя поверхность цилиндров так не ремонтируется.
Использование эпоксидной пасты
Такие объёмные клеевые соединения обладают значительной прочностью и адгезией с материалом блока, но естественно, заменить металл не в состоянии, и сваркой это называют исключительно в рекламных целях. Однако временно заделать утечку таким способом можно, выиграв время, чтобы добраться к месту настоящего ремонта.

В состав эпоксидного компаунда обычно вводят армирующий наполнитель в виде металлического порошка или стружки. Это значительно повышает прочность заплаты. Следует понимать, что это не клеевое соединение, а лишь заполнение дефектов. Сколько-нибудь долгое время эпоксидный состав продержаться на металле не сможет.
Смола наносится с применением усиливающего резьбового крепежа в несколько слоёв. Сразу заливать большое количество не стоит из-за опасности перегрева возникающей химической реакцией и вскипания состава.
Треснул блок двигателя: что делать?

Среди поломок ДВС стоит отдельно отметить появление трещин блока цилиндров и головки блока цилиндров. Такие трещины в корпусе двигателя и других составных элементах достаточно распространены. В процессе эксплуатации многие узлы в конструкции ДВС подвергаются серьезным механическим и температурным нагрузкам, которые создают естественный износ силового агрегата. Блок также трескается в результате аварий, стенки блока цилиндров или головки блока цилиндров могут пробиваться деталями двигателя (шатун и т.д.) в результате заклинивания силовой установки.
Удаление трещин в блоке цилиндров и ГБЦ
Блоки и гловки блоков двигателя состоят из различных металлических сплавов. Существующие сегодня технологии зачастую позволяют восстановить поврежденные элементы. Далее мы рассмотрим способы устранения поломки и ответим на вопрос, как убрать трещины блока цилиндров и отремонтировать трещины ГБЦ. В ряде случаев ремонт трещин можно выполнить своими руками.
Одним из наиболее широко применяемых способов устранения трещин блока цилиндров и ГБЦ является заделывание дефектов силуминовых и чугунных блоков при помощи сварки.
Как найти трещину
Для выявления трещин применяют следующие способы:
- метод ультразвукового обнаружения;
- использование магниточувствительного оборудования;
- метод пневматической опрессовки;
- поиск трещин посредством гидроконтроля;
На практике обнаружение трещин во многих автосервисах производится посредством закачки в неисправный элемент двигателя воздуха или воды. В случае с воздухом деталь дополнительно погружают в ванну и находят дефекты по пузырькам. Если в элемент закачивается вода, тогда необходимость погружения исключается, так как трещины диагностируют по просачиванию жидкости.
Для определения точных границ трещины с обеих сторон от раскола крепятся пару магнитов, пространство между магнитами засыпается специальными проводящими опилками. Наличие трещины приведет к тому, что линии магнитного поля разорвутся, опилки будут частично группироваться на поверхности раскола. Данный способ позволяет четко выявить трещину блока цилиндров или ГБЦ.
Ремонт трещин при помощи сварки
Необходимо отметить, что устранять расколы нужно в строгом соответствии со всеми рекомендациями. Механические напряжения остаточного типа в зоне шва могут привести к нарушениям его целостности и необходимости повторного ремонта.
Блок из чугуна восстанавливают при помощи засверливания концов трещины и последующей шлифовки всей длины раскола под углом 90 градусов. Засверливать необходимо для того, чтобы предотвратить дальнейшее распространение. Что касается сварки, на начальном этапе блок цилиндров разогревается до 650 градусов по Цельсию. После этого наносится сплошной шов при помощи присадочного чугунно – медного прута и флюса. Завершающим этапом становится постепенное охлаждение детали, для чего требуется специальный термошкаф.
Для того чтобы не прогревать блок, можно воспользоваться электрической сваркой и медными электродами в жестяной обертке. По окончании поверхность полученного шва обезжиривается при помощи ацетона и дополнительно наносится слой эпоксидной пасты специальным шпателем. Эпоксид застывает в течение 24 часов при комнатной температуре и около 2 часов при нагреве до 100 градусов по Цельсию. Завершающим этапом станет шлифовка обработанного шва.
Альтернативные способы
Начнем с того, что незначительные трещины можно также заделать путем использования эпоксидной пасты и стеклоткани. Перед началом работ поверхность металла нужно хорошо обезжирить. Слои пасты и стеклоткани при нанесении чередуются, последним слоем должен являться эпоксид.
Среди наиболее востребованных сегодня технологий стоит также отметить решение под названием SEAL-LOCK. К преимуществам данного способа относят отсутствие необходимости демонтировать двигатель. Способ подходит для восстановления серьезных пробоин или трещин в блоке цилиндров. Также для ремонта не требуется применение сварочного аппарата.
В основе способа лежит заполнение трещины специальной прослойкой из мягкого металла, который в результате надежно скрепляется с поверхностью восстанавливаемой детали.
- Трещину локализуют, после чего происходит засверливание краев раскола. Далее поперек трещины насверливают отверстия с установленным технологией шагом. В эти отверстия вставляются стяжки-скобы, которые связывают оба края трещины. Скобы подбираются в соответствии с видом раскола, так как могут иметь различную длину и отличаться по своей форме.
- Далее в пространстве между установленных скоб высверливается отверстие, после чего происходит нарезка конусной резьбы при помощи специального метчика. После этого необходимо произвести обработку полученного отверстия составом для устранения окисной пленки. Затем в обработанное резьбовое отверстие с небольшим усилием вкручивается заглушка-конус, материал которой активно контактирует с металлом ремонтируемой детали.
- Далее часть заглушки, которая возвышается над плоскостью, нужно немного подпилить, после чего вкручивание осуществляется с большим усилием, которое создается специальным инструментом. Под таким усилием мягкая заглушка сломается в том месте, где ранее был сделан подпил. Выступающие остатки дополнительно шлифуют.
- Следующим шагом становится сверление следующего отверстия. Это отверстие сверлят так, чтобы добиться частичного перекрытия предыдущего резьбового отверстия с установленной заглушкой. Процедура ремонта предполагает заполнение заглушками всей трещины.
Расклепывание шва позволяет устранить возможные пустоты, а также ускоряет диффузию материалов заклепок и детали. Результатом станет появление пластичного шва, который имеет прочную связь с поверхностью. Такой шов имеет ряд преимуществ сравнительно со сварным швом:
- не страдает от температурных перепадов;
- способен сохранять целостность в условиях работы при высоких температурах;
- не получает значительного напряжения;
Читайте также: