
Схема автоматизации электрической очистки газа
Использование природного газа без очистки в технологическом процессе нецелесообразно. Содержащиеся в нем примеси, в частности, этан, пропан и углеводороды высшего ряда, сероводород несовместимы с нормальной работой генератора цианированных газов и приводят к зауглероживанию и отравлению платинового катализатора. Поэтому возникает необходимость в предварительной очистке природного газа.
Автоматизация процесса очистки природного газа позволяет улучшить качество регулирования, улучшает условия труда рабочих, так как применение автоматизации позволяет сократить до минимума пребывания рабочих в производственных помещениях

Рисунок 1. Технологическая схема очистки природного газа.
Основные показатели эффективности:
- Качество конечного продукта: концентрация примесей в газе
- Производительность: количество газа за единицу времени
- Экономические затраты: расход природного газа, расход азота, воды и электроэнергии
Адсорбенты, применяемые в процессах очистки от загрязнений отходящих газов, обязаны удовлетворять надлежащим требованиям:
- обладать большой адсорбционной способностью при впитывании загрязнений при небольших скоплениях их в газовых смесях;
- иметь высокую избирательность;
- обладать высокой механической прочностью;
- иметь способность к восстановлению;
- обладать небольшой стоимостью.
Главными промышленными адсорбентами считаются пористые тела, имеющие большой объем микропор. Характеристики адсорбентов определяются природой материала, из которого они сделаны, и пористой внутренней структурой.
Цели управления: поддерживать концентрацию вредных примесей в газе на минимальном уровне при оптимальном количестве получаемого очищенного газа и минимальных затратах на процесс при условии, что процесс должен быть безаварийным, безопасным и непрерывным.
Выбор регулируемых параметров
Качество не подлежит регулированию, так как отсутствуют средства автоматизации для измерения концентрации примесей в газе.
Параметры влияющие на технологический процесс:
- расход природного газа;
- расход воды;
- расход азота;
- температура природного газа на выходе из холодильника;
- давление в демпферах;
- давление в сборниках.
Контролируемые параметры выбираются из следующих соображений: при минимальном их количестве они должны дать максимум информации о ходе процесса.
Контролю прежде всего подлежат все регулируемые параметры: давление в демпферах, температура природного газа на выходе из холодильника, давление в сборниках, разность давлений в адсорберах.
Контролю подлежат параметры, текущее значение которых необходимо знать для подсчёта технико-экономических показателей: расход воды, азота, продувочного газа, природного газа, температура электродвигателя компрессора.
При выборе сигнализируемых параметров необходимо проанализировать объект на пожаро-взрывобезопасность и выявить параметры, которые могут привести к аварийной ситуации в объекте.
При выборе технических средств в данном проекте предлагается использование следующих элементов:
В качестве датчиков температуры использованы термопары с унифицированным выходным сигналом Метран — 280Ex. В качестве датчиков избыточного давления используются преобразователи давления Метран-150 Ex, предназначенные для непрерывного преобразования избыточного давления в унифицированный выходной токовый сигнал. Для измерения расхода был выбран расходомер Rosemount8800D Ex фирмы Emerson. Для внесения регулирующего воздействия применяются исполнительные механизмы МИМ-250. В качестве электропривода для компрессора выбран частотный преобразователь типа HYUNDAI N700E-2200HF. Электропневматический преобразователь ЭП-Ех используется для преобразования унифицированного непрерывного сигнала постоянного тока в унифицированный пропорциональный пневматический непрерывный сигнал. Пассивный барьер искрозащиты БИП-1 используется для обеспечения искробезопасности цепей электропневмопреобразователей ЭП-Ех и электропневмопозиционеров ЭПП-Ех, находящихся во взрывоопасной зоне. Для питания датчиков, а также модулей контроллера выбран блок питания DLP180-24 24В DC/7,5A фирмы TDK-Lambda. Для контроля и регулирования технологических параметров процесса выбирается программируемый логический контроллер ПЛК160 фирмы ОВЕН.
При определении показателей эффективности процесса был сделан вывод, что основным показателем эффективности является качество получаемого продукта на выходе из объекта управления. В качестве регулирующего контроллера был выбран ОВЕН ПЛК 160, который обеспечивает заданное регулирование процессом получения цианистого водорода.
По сравнению с действующей системой были сформированы и решены основные задачи оптимизации системы управления, такие как составление математической модели объекта управления. Был произведен анализ наблюдаемости и управляемости объекта управления, анализ качества управления объектом. Произведен расчет настроечных коэффициентов П–, ПИ–, ПИД–регуляторов, проведено моделирование процесса управления. В ходе расчетов было выяснено, что ПИД–регулятор обладает наилучшими показателями качества управления.
Список литературы
- Шувалов В.В., Огаджанов Г.А., Голубятников В.А. Атоматизация производственных процессов в химической промышленности. - М.: Химия 1991. - С. 480.
- Кутепов А. М., Бондарева Т. И., Беренгертен М. Г. Общая химическая технология. – М. : Высшая школа, 1990. – 387 с.
- Автоматизированные системы управления в промышленности : учеб. пособие / М. А.Трушников [и др.] ; ВПИ (филиал) ВолгГТУ. - Волгоград : ВолгГТУ, 2010. - 97 с.
- Основы автоматизации типовых технологических процессов в химической промышленности и в машиностроении : учеб. пособие / М. А. Трушников [и др.] ; ВПИ (филиал) ВолгГТУ. - Волгоград : ВолгГТУ, 2012. - 107 с.
- 23 ноября 2020
- 29 октября 2020
Электронное периодическое издание зарегистрировано в Федеральной службе по надзору в сфере связи, информационных технологий и массовых коммуникаций (Роскомнадзор), свидетельство о регистрации СМИ — ЭЛ № ФС77-41429 от 23.07.2010 г.
Если пропустить запыленный газ через область действия сильного электрического поля, то теоретически частички пыли приобретут электрический заряд и начнут ускоряться, двигаясь вдоль силовых линий электрического поля к электродам с последующим осаждением на них.
Однако в условиях однородного электрического поля получить ударную ионизацию с массовой генерацией ионов не удастся, потому что при этом непременно произойдет пробой промежутка между электродами.
Но если электрическое поле сделать неоднородным, то ударная ионизация не приведет к пробою промежутка. Этого можно достичь, например, применив полый цилиндрический конденсатор, у центрального электрода которого напряженность электрического поля E будет сильно выше чем вблизи внешнего цилиндрического электрода.
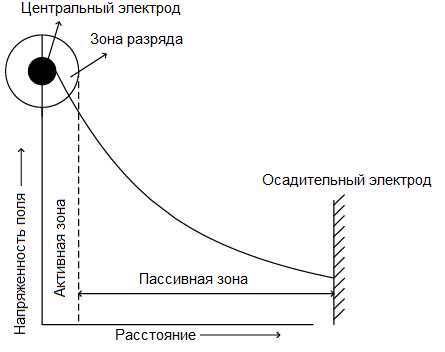
Вблизи центрального электрода напряженность электрического поля окажется максимальной, тогда как по мере удаления от него в сторону наружного электрода, напряженность E сначала будет быстро и значительно уменьшаться, а дальше продолжат уменьшаться, но медленнее.
Увеличивая приложенное к электродам напряжение, сначала получим установившийся ток насыщения, а наращивая напряжение далее — сможем наблюдать повышение напряженности электрического поля у центрального электрода до критической величины и начало ударной ионизации возле него.
С дальнейшим ростом напряжения ударная ионизация станет распространяться на все большую область внутри цилиндра, а ток в промежутке между электродами будет увеличиваться.
В итоге возникнет коронный разряд, благодаря которому генерация ионов станет достаточной для зарядки частиц пыли, хотя окончательного пробоя промежутка так и не произойдет.
Для получения коронного разряда с целью зарядки частиц пыли в газе подойдет не только цилиндрический конденсатор, но и другая конфигурация электродов, могущая обеспечить неоднородное электрическое поле между ними.
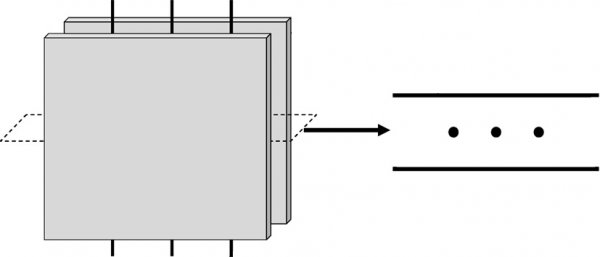
К примеру широко распространены электрофильтры, у которых неоднородное электрическое поле получается при помощи расположенных в ряд коронирующих электродов, установленных между параллельными пластинами.
Определение критического напряжения и критической напряженности, при которых возникает корона, производится благодаря соответствующим аналитическим зависимостям.

В неоднородном электрическом поле между электродами формируются две различные по степени неоднородности области. Область короны способствует генерации ионов противоположных знаков и свободных электронов возле тонкого электрода.
Свободные электроны вместе с отрицательными ионами устремляются к положительному внешнему электроду, где отдают ему свой отрицательный заряд.
Корона здесь отличается существенным объемом, а основное пространство между электродами заполнено свободными электронами и отрицательно заряженными ионами.
В электрофильтрах трубчатой конфигурации очищаемый от пыли газ пропускается по вертикальным трубам диаметром от 20 до 30 см, с 2 - 4 миллиметровыми электродами, натянутыми по центральным осям вдоль труб. Труба является осадительным электродом, поскольку на ее внутренней поверхности и оседает уловленная пыль.
Пластинчатый электрофильтр имеет ряд коронирующих электродов по центру между пластинами, а пыль оседает на пластинах. Когда запыленный газ пропускается через подобный электофильтр, на частицах пыли абсорбируются ионы, и частицы таким образом быстро заряжаются. Будучи заряжены, частицы пыли ускоряются, двигаясь к осадительному электроду.
Определяющими факторами скорости движения пыли во внешней области коронного разряда являются взаимодействие электрического поля с зарядом частицы и сила аэродинамического ветра.
Сила, побуждающая частицы пыли двигаться к осадительному электроду, - кулоновская сила взаимодействия заряда частиц с электрическим полем электродов. По мере движения частицы к осадительному электроду, действующая сила кулона уравновешивается силой лобового сопротивления. Скорость дрейфа частицы к осадительному электроду можно вычислить, приравняв эти две силы.

На качество осаждения частиц на электрод влияют такие факторы как: размер частиц, их скорость, проводимость, влажность, температура, качество поверхности электрода и т. д. Но важнее всего электрическое сопротивление пыли. По величине удельного сопротивления пыль подразделяется на группы:
Пыль с удельным электрическим сопротивлением менее 10 4 Ом*см
При контакте такой частицы с положительно заряженным осадительным электродом, она тут же теряет свой отрицательный заряд, мгновенно приобретая заряд электрода — положительный. В этом случае частицу тут же может легко унести от электрода, а эффективность очистки упадет.
Пыль с удельным электрическим сопротивлением от 10 4 до 10 10 Ом*см.
Такая пыль хорошо садится на электрод, легко стряхивается с трубы, фильтр работает очень эффективно.
Пыль с удельным электрическим сопротивлением более 10 10 Ом*см.
Пыль плохо улавливается электрофильтром. Осевшие частицы очень медленно разряжаются, слой отрицательно заряженных частиц на электроде становится толще. Заряженный слой мешает осаждению вновь прибывающих частиц. Эффективность очистки падает.
Пыль с наиболее высоким удельным электрическим сопротивлением — магнезит, гипс, оксиды свинца, цинка и т. д. Чем выше температура — тем интенсивнее растет сопротивление пыли вначале (благодаря испарению влаги), а потом сопротивление падает. Увлажнив газ и добавив к нему некоторые реагенты (либо частицы сажи, кокса), можно понизить сопротивление пыли.
Попадая в фильтр, часть пыли может быть подхвачена газом и унесена вторично, это зависит от скорости газа и диаметра осадительного электрода. Вторичный унос можно снизить, тут же смывая уже уловленную пыль водой.
Вольт-амперную характеристику фильтра определяют некоторые технологические факторы. Чем выше температура — тем выше ток короны, однако напряжение устойчивой работы фильтра уменьшается из-за снижения напряжения пробоя. Выше влажность — меньше ток короны. Больше скорость газа — меньше ток.
Чем чище газ — тем выше ток короны, чем запыленнее газ — тем ток короны меньше. Суть в том, что ионы движутся более чем в 1000 раз быстрее пыли, поэтому когда частицы заряжаются — ток короны снижается, и чем больше пыли в фильтре — тем меньше ток короны.
При крайне сильной запыленности (Z1 от 25 до 35 г/м 3 ) ток короны может снизиться практически до нуля, и фильтр перестанет работать. Это называют запиранием короны.
Запертая корона приводит к недостатку ионов для сообщения частицам пыли достаточного заряда. Хотя корона редко запирается полностью, при сильной запыленности электрофильтр действительно работает очень плохо.
В металлургии чаще всего применяют пластинчатые электрофильтры, отличающиеся высокой эффективностью, удаляющие до 99,9% пыли при низком энергопотреблении.
При расчете электрофильтра вычисляют его пропускную способность, эффективность работы, потребляемую мощность на создание короны, а также ток электродов. Пропускную способность фильтра находят по площади его активного сечения:

Зная площадь активного сечения электрофильтра, при помощи специальных таблиц выбирают подходящую конструкцию фильтра. Для нахождения эффективности работы фильтра пользуются формулой:

Если размер частиц пыли соизмерим с длиной свободного пробега молекул газа (порядка 10 -7 м), то скорость их дрейфа можно найти по формуле:

Скорость дрейфа крупных аэрозольных частиц находят по формуле:

Эффективность фильтра для каждой фракции пыли производится отдельно, после чего находят суммарную эффективность электрофильтра:

Рабочая напряженность электрического поля внутри фильтра зависит от его конструкции, от расстояния между электродами, от радиуса коронирующих электродов и подвижности ионов. Обычный диапазон рабочих напряженностей для электрофильтра - от 15*10 4 до 30*10 4 В/м.
Потери на трение обычно не рассчитываются, а просто принимаются равными 200 Па. Потребляемую мощность на создание короны находят по формуле:

Ток при улавливании металлургической пыли находят так:

Межэлектродное расстояние электрофильтра зависит от его конструкции. Длина осадительных электродов подбирается в зависимости от необходимой степени улавливания пыли.
Электрофильтры обычно не применяют для улавливания пыли чистых диэлектриков и чистых проводников. Проблема в том, что частицы с высокой проводимостью легко заряжаются, но и быстро разряжаются об осадительный электрод, в связи с чем их тут же уносит потоком газа.
Диэлектрические частицы оседают на осадительном электроде, уменьшают его заряд и приводят к образованию обратной короны, которая мешает фильтру нормально работать. Значения нормальной рабочей запыленности для электрофильтра лежат ниже 60 г/м 3 , а максимальная температура при которой электрофильтры используют, составляет +400 °С.
Смотрите также по этой теме:
Если Вам понравилась эта статья, поделитесь ссылкой на неё в социальных сетях. Это сильно поможет развитию нашего сайта!
Типовое решение автоматизации. В качестве объекта управления рассмотрим форсуночную трубу Вентури, в которой жидкость под небольшим давлением подается через распылитель, установленный параллельно газовому потоку, движущемуся с большой скоростью (рис. 4.14). Цель управления данным процессом аналогична цели управления процессом фильтрования газовых систем.
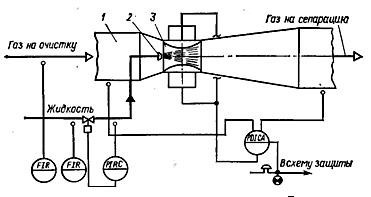
Рис. 4.14. Типовая схема автоматизации мокрой очистки газов:
1 - корпус трубы Вентурн; 2 - форсунки; 3 - регулируемая горловина.
Проведем анализ технологических особенностей мокрых пылеочистителей. Движение газового потока в трубе Вентури можно представить как движение газа через слой капель жидкости со скоростью, равной относительной скорости фаз. Из этого следует, что конечная концентрация пыли будет зависеть, во-первых, от числа и размера капель, определяющих качество «фильтра», и, во-вторых, от количества газа, движущегося через «фильтр», т. е. от расхода газа.
Жидкость дробится на капли в трубе Вентури дважды: на крупные - при истечении жидкости из форсунки и на более мелкие - под действием энергии газового потока. Конечный размер капель и их число определяются обоими процессами.
Средний диаметр капель после форсунки при распыливании определенной жидкости в газовый поток с малоизменяющими¬ся свойствами зависит от геометрических размеров форсунки и авления жидкости. Для одного из типов форсунок получено, например, следующее уравнение:
где dк-средний диаметр капель; dс-диаметр соплового отверстия; Рж - давление перед форсункой; k - постоянный коэффициент.
Таким образом, для стабилизации диаметра dк достаточно поддерживать давление Рт постоянным. Этим же будет обеспечиваться и постоянное число капель, так как расход жидкости Vт через форсунку определяется в основном перепадом давления Pк на форсунке:
где еР - коэффициент расхода (изменяется незначительно); Рж=Рж - Ргн;
Рг - давление газа в начале трубы, где установлен распылитель (мало изменяется) ; рш - плотность жидкости (мало изменяется) .
Дисперсность вторичного распыла - при контактировании капель жидкости после форсунки с газом - зависит в основном от скорости газового потока Wг:
где eс - коэффициент скорости (мало изменяется) ;
РГ - перепад давления в начале и в конце трубы Вентури (Рг=Рг.н - PГ. к), Рг. к - давление в конце трубы;
рг - плотность газа (мало изменяется).
Из уравнения следует, что для постоянства скорости Wг достаточно стабилизировать перепад давления на трубе Вентури. Регулирующее воздействие при этом вносится изменением поперечного сечения горловины трубы.
Перепад давления на трубе является движущей силой процесса перемещения газа, поэтому его стабилизация обеспечивает не только качественную дисперсность распыла, но и постоянство расхода газа - второго режимного параметра процесса мокрой очистки, определяющего показатель эффективности.
Итак, для эффективного применения труб Вентури необходи¬мо регулировать давление жидкости перед форсункой и перепад давления газа.
Мокрые пылеочистители склонны к забиванию, поэтому о достижении предельного значения перепада давления следует, кроме того, сигнализировать. При критическом значении перепада Р устройство защиты включает резервный пылеочиститель и отключает рабочий. Контролю в данном процессе подлежат расходы жидкости и газа.
Электрическая очистка газов
Типовое решение автоматизации рассмотрим на примере сухого электрофильтра (рис. 4.15).
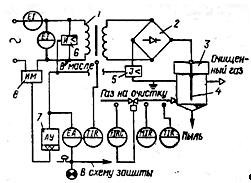
Рис. 4.15. Типовая схема автоматизации электрической очистки газа:
1 - трансформатор; 2 - высоковольтный выпрямитель; 3 - электрофильтр; 4 - короннрующий электрод; 5 - реле максимального тока; 6 - реле минимального напряжения; 7 - автоматическое устройство управления; 8 - исполнительный механизм.
В связи с тем что электрические аппараты пылеочистки решают задачи, аналогичные задачам для фильтров и мокрых пылеочистителей, цели управления у них совпадают.
Параметрами, от которых зависит концентрация пыли на вы¬ходе из электрофильтра, являются: напряжение питания U, нагрузка G, температура газа I, радиус частиц r, давление газа Р, влажность m, удельное электрическое сопротивление R.
Для сухих электрофильтров получено уравнение, дающее представление о зависимости конечной концентрации Ск от указанных параметров:
где Сн - начальная концентрация пыли.
Из уравнения следует, что наиболее сильно на концентрацию Ск влияют начальная концентрация Сн, напряжение U и расход G; параметры Р, I, г влияют меньше, они определяются ходом предыдущего технологического процесса, и с их изменением в объект будут поступать возмущающие воздействия. То же можно сказать и о концентрации Сн. Расход газа с целью устранения возмущений нужно и можно стабилизировать. Напряжение U для высококачественной очистки должно поддерживаться на максимально высоком уровне, близком к критическому. Для этого устанавливают автоматическое устройство, которое периодически осуществляет плавное повышение напряжения до возникновения пробоя (дугового разряда) в межэлектродных промежутках. В момент возникновения пробоя срабатывают реле максимального тока и минимального напряжения; они дают команды автоматическому устройству на быстрое снижение напряжения и до значения, обеспечивающего гашение дуг («10%). Через некоторый промежуток времени устройство вновь начинает повышать напряжение до предельного пробивного значения. Затем цикл повторяется.
При обрыве коронирующих электродов сигнальное устройство через 5-10 циклов понижения напряжения дает импульс в схему сигнализации и защиты.
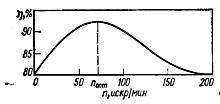
Рис. 4.16. Зависимость эффективности очистки от числа искровых разрядов.
Контролю в данном процессе подлежат расход, температура и влажность газового потока, напряжение и сила тока, температура масла трансформаторно-выпрямительного блока.
Регулирование по искровому принципу. Типовое регулирование электрофильтра по дуговому пробою имеет существенный недостаток - среднее значение рабочего напряжения оказыва¬ется ниже оптимального вследствие его периодического снижения. Более перспективным является регулирование по числу ис¬кровых разрядов, которые предшествуют пробою и определяют степень очистки (рис. 4.16). Оптимальная частота искровых разрядов может быть рассчитана заранее (как задание регулятору) по разрядному расстоянию, сочетанию электродов, свойствам очищаемых газов и другим параметрам процесса. Для контроля за текущим значением частоты искрений во вторичной цепи трансформатора устанавливают специальное устройство, реагирующее на импульсы напряжения, которые вызываются скачкообразными изменениями тока при искрении.
Типовое решение автоматизации для процесса фильтрования часть 1
Разработка схем автоматизации фильтрования 1000р
При исследовании процесса фильтрования жидких. неоднородных систем рассмотрим в качестве объекта управления барабанный (дисковый) вакуум-фильтр (рис. 4.12). Фильтровальные аппараты устанавливают, как правило, с той же целью, что и центрифуги, поэтому и цели управления в. обоих случаях совпадают. То же можно сказать и о возмущающих воздействиях, а также о выборе таких технологических и конструктивных параметров установки, которые обеспечили бы минимально возможную (для конкретных условий) влажность осадка. Устройства регулирования устанавливают на данном объекте только для обеспечения определенной производительности по осадку. Эта производительность для выбранного типа фильтра может быть выражена следующим образом:
где К - постоянный коэффициент; Р - разность давлений до и после фильт¬ровальной ткани; Ст.с - масса твердых частиц на единицу объема жидкости исходной суспензии; Сж.о - объем жидкости в осадке на единицу массы твердых частиц; п - частота вращения барабана (диска); I - часть барабана диска), погруженная в жидкость (определяется уровнем суспензии в ванне); f - кинематическая вязкость жидкости; а -среднее удельное сопротивление осадка.
Как следует из уравнения, производительность VТ пропорциональна (Р n l)0,5. Параметры Р и n не .изменяются при использовании асинхронных двигателей в качестве привода вакуум-насоса и барабана (диска). Поэтому единственным параметром, который следует стабилизировать, будет l, т. е. уровень суспензии в ванне. Регулирующим воздействием в данном случае служит изменение расхода суспензии.
Серьезной опасностью при работе вакуум-фильтров является прорыв фильтровальной ткани, так как через отверстия в ней будет теряться целевой продукт. Для предотвращения таких ситуаций устанавливают датчики мутности фильтрата, а также устройства сигнализации и защиты. Кроме того, на вакуум-фильтре устанавливают еще один датчик сигнализации и защиты - датчик перегрузки электродвигателя барабана.
Контролю подлежат расходы суспензии и фильтрата, уровень жидкости в ванне, разрежение в вакуум-линии, перепад давления до и после фильтровальной ткани, мутность фильтрата, мощность электродвигателя.
Регулирование толщины осадка. Толщина осадка является важнейшим режимным параметром. Увеличение толщины приводит к значительному повышению влажности осадка, поэтому целесообразна стабилизация данного параметра. С этой целью регулирующие воздействия могут быть внесены как изменением вакуума, так и изменением скорости вращения барабана. Необходимо отметить узкий диапазон возможных регулирующих воздействий в последнем варианте, что связано с увеличением влажности осадка при значительном повышении скорости вращения.
Фильтрование газовых систем
Типовое решение автоматизации рассматривается на примере рукавного фильтра с импульсной продувкой (рис. 4.13).
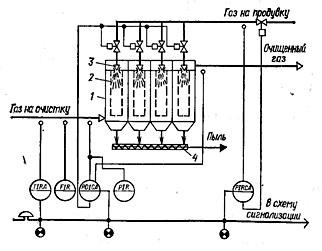
Рис. 4.13. Типовая схема автоматизации процесса фильтрования газовых систем: 1 - корпус фильтра; 2 - рукава; 3 - сопла импульсной продувки; 4 - шнек.
Рукавные фильтры устанавливают, как правило, для полной очистки газа от твердых веществ, являющихся ценным продуктом. Поэтому показателем эффективности процесса будем считать концентрацию твердого вещества в газе на -выходе из фильтра, а целью управления - поддержание его на заданном (минимально возможном для данных условий) значении.
Процесс фильтрования газовых сред во многом аналогичен процессу фильтрования жидких систем. В частности, аналогичны возмущающие воздействия и возможности их ликвидации. В рукавные фильтры дополнительно могут поступать возмущения по каналу сжатого воздуха, подаваемого в сопла для регенерации. Определенные сложности при автоматизации рукавных фильтров создает отсутствие в настоящее время надежных кон-центратомеров пыли. В связи с этим регулируют перепад давления ДР в камерах загрязненного и очищенного газа, который наиболее полно отражает ход процесса:
где РТ - перепад давления, обусловленный фильтрующей тканью и неудаляемыми частицами пыли; G - масса пыли, осевшей на единице площади фильтра за определенный промежуток времени; м - вязкость газа; W - скорость газа; К - проницаемость слоя пыли на ткани; р - плотность пыли; g - ускорение свободного падения.
Из уравнения следует, что регулировать перепад P можно лишь изменением массы пыли G, так как остальные параметры обусловлены ходом предыдущего технологического процесса. Регулирование осуществляется следующим образом. При достижении максимального перепада позиционный регулятор выдает сигнал на электромагнитные клапаны, установленные на магистрали сжатого воздуха. Клапаны открываются, импульсы сжатого воздуха через сопла поступают в рукава и деформируют ткань, сбивая при этом пыль. Регенерация ткани происходит до достижения минимального перепада давления.
Качественная регенерация фильтрующей ткани рукавов будет осуществляться только при определенном значении давления сжатого воздуха, подаваемого на продувку. Для стабилизации этого давления устанавливают регулятор.
Контролю и сигнализации подлежат следующие параметры: температура загрязненного газа (фильтровальная ткань рассчитана только на определенные температуры), давление сжатого воздуха, перепад давления. При критических значениях давления сжатого воздуха и перепада давления (превышение критического значения перепада приводит к разрыву ткани) срабатывает устройство защиты, отключающее рабочий фильтр и включающее резервный. Контролю подлежит расход газового потока.
Регулирование по жесткой временной программе.
Измерение давления газовых пылевых потоков связано с определенными трудностями, так как импульсные трубки забиваются пылью и искажают показания приборов. С другой стороны, при стабильном технологическом режиме появляется возможность отказаться от регулирования по перепаду Р и перейти на управление по жесткой программе, в которой задается определенная длительность импульсов сжатого воздуха и пауз между ними. Для реализации такой программы устанавливают командный прибор, который управляет объектом по временной программе независимо от состояния фильтра.
Удельный расход воды в трубе Вентури для условий электросталеплавильного производства составляет обычно 0.9-1.0 л/м 3 .
Скрубберы Вентури работают с высокой эффективностью. Они улавливают до 96-98% всей высокодисперсной пыли в широком диапазоне её начальных концентраций в газе от 0.05 до 100 г/м 3 . Однако это требует больших энергетических затрат.
Поддержание нужной скорости и плотности орошения в пределах 0,5 – 1,5 дм 3 /м 3 является довольно сложной задачей из-за нестабильности расхода и запылённости расхода и запылённости поступающего на очистку газа.
Горловина трубы Вентури переходят в диффузор, где скорость потока газа уменьшается и происходит коагуляция капель воды с частицами, что облегчает их отделении в прямоточном циклоне (каплеуловителе). В донной части циклона собирается шлам, который с использованием системы автоматического регулирования (АР2) периодически удаляется.
Система автоматизации газоочистной установки обеспечивает контроль основных параметров и подачу аварийно 0 предупредительной сигнализации при выявлении аварийных ситуаций.
Рис. 6.3.Типовая схема автоматизации мокрой очистки газов: 1 – корпус трубы Вентури; 2 – форсунки; 3-регулируемая горловина
На рис. 6.3 приведена типовая схема автоматизации скруббера Вентури с регулируемой горловиной путём изменения её диаметра.
Проведённый анализ технологических особенностей мокрых пылеочистителей показал, что движение газового потока в трубе Вентури можно представить как движение газа через слой капель жидкости со скоростью, равной относительной скорости фаз. Из этого следует, что конечная концентрация пыли будет зависеть, во первых, от числа и размера капель, определяющих качество «фильтра», и, во-вторых, от количества газа, движущегося через «фильтр», т.е. от расхода газа.
Жидкость дробиться на капли в трубе Вентури дважды: на крупные – при истечении жидкости из форсунки и на более мелкие – под действием энергии газового потока. Конечный размер капель и их число определяются обоими процессами.
Средний диаметр капель после форсунки при распыливании определённой жидкости в газовый поток с малоизменяющимися свойствами зависит от геометрических размеров форсунки и давления жидкости. Так для обычных типов форсунок получено следующее уравнение:
где - средний диаметр капель; - диаметр соплового отверстия; - давление перед форсункой; - постоянный коэффициент.
Таким образом для стабилизации диаметра - достаточно поддерживать давление постоянным. Этим же будет обеспечиваться и постоянное число капель, так как расход жидкости через форсунку определяется в основном перепадом давления на форсунке:
где - коэффициент расхода (изменяется незначительно); ; - давление газа в начале трубы, где установлен распылитель (мало изменяется); - плотность газа (мало изменяется ).
Дисперсность вторичного распыла – при контактировании капель жидкости после форсунки с газом – зависит в основном от скорости газового потока

где - коэффициент скорости (мало изменяется); - перепад давления в начале и в конце трубы Вентури; ; - давление в конце трубы; - плотность газа (мало изменяется).
Из уравнения следует, что для постоянства скорости достаточно стабилизировать перепад давления на трубе Вентури. Регулирующее воздействие при этом вносится изменением поперечного сечения горловины трубы.
Перепад давления на трубе является движущей силой процесса перемещения газа, поэтому его стабилизация обеспечивает не только качественную дисперсность распыла, но и постоянство расхода газа – второго режимного параметра процесса очистки, определяющего показатель эффективности.
При критическом перепаде давления устройство защиты включает резервный пылеочиститель и отключает рабочий. Контролю в данном процессе подлежат расходы жидкости и газа.
Электростатическая очистка газов основана на использовании явления ионизации газовых молекул в электрическом поле высокого напряжения, создаваемом между двумя электродами. Электрический разряд такого характера получил название коронного разряда. В зависимости от знака потенциала электрода коронный разряд может быть положительным и отрицательным. Электрод, вокруг которого возникает коронный разряд, называют коронирующим электродом, второй электрод - осадительным.
При ионизации газа происходит движение ионов и электронов. При отрицательной короне положительно заряженные ионы движутся к коронирующему электроду, отрицательно заряженные ионы и электроны – к осадительному. При этом, встречая на своём пути частицы пыли, они адсорбируют их. Под действием сил электрического поля частицы пыли движутся также к осадительному электроду. Обычно в электрофильтрах на коронирующие электроды подают отрицательное напряжение, так как отрицательные ионы обладают большей подвижностью.
Установка электрической очистки включает в себя электрофильтр и агрегат электропитания. Агрегат электропитания состоит из трансформатора, повышающего напряжение с 220 В до 80-100 кВ, выпрямителя переменного тока и регулятора напряжения. Электрофильтр состоит из корпуса, в котором размещаются осадительные и коронирующие электроды. Коронирующие электроды крепятся к изоляторам, с помощью которых осуществляется подсоединение их к высокому напряжению. Натяжение коронирующих электродов осуществляется при помощи груза или специальной рамы, что исключает короткое замыкание. Осадительные электроды изготавливают из стали, чугуна, меди, алюминия и д.р. материалов. По форме осадительных электродов электрофильтры подразделяются на трубчатые и пластинчатые. В зависимости от направления движения газов различают горизонтальные и вертикальные электрофильтры.
По способу удаления частиц, осевших на электродах, электрофильтры могут быть сухие и мокрые. В сухих электрофильтрах осевшие частицы пыли удаляются при помощи механизмов встряхивания; под действием сил тяжести пыль осыпается в бункер аппарата, откуда выводится через герметичные выгружающие устройства. В мокрых электрофильтрах осевшие частицы пыли смываются водой. Сухие электрофильтры обычно имеют несколько расположенных по ходу движения газов ячеек, называемых электрическими полями. В каждой такой ячейке находится система осадительных и коронирующих электродов. В зависимости от числа полей электрофильтры могут быть одно- и многопольными. Каждое поле электрофильтра имеет независимое электрическое питание от отдельного электроагрегата.
В чёрной металлургии, в частности в электросталеплавильном производстве, наиболее широкое применение нашли применение, нашли электрофильтры типа УГ (унифицированные с горизонтальным ходом газов). Эти электрофильтры многопольные, прямоугольной формы со стальным корпусом. Осадительные электроды выполнены в виде С - образных пластин с расстоянием между ними 275 мм. Коронирующие электроды представляют собой ленты с иголками, натянутые на трубчатые рамы. Электрофильтры УГ характеризуются следующими показателями:
Наибольшая степень очистки газов, % 99,9
Наибольшая температура газов перед фильтром, о С 250
Допустимая концентрация пыли в газах, г/м 3 50
Гидравлическое сопротивление, Па 150
Допустимое разрежение газов на входе в фильтр, Па 4000
Расход электроэнергии на очистку
1000 м 3 газов, кВт*ч 0.3
При применение электрофильтров необходимо учитывать, что эффективность их работы зависит от многих факторов, в том числе и от электрических характеристик, скорости газов, параметров пылегазового потока, физико-химических свойств улавливаемой пыли. Наличие в пыли отходящих газов частиц оксидов кремния, алюминия, кальция, магния и марганца отрицательно влияет на эффективность пылеулавливания в электрофильтрах вследствие их высокого удельного электросопротивления. Наличие таких частиц затрудняет
Рис.6.4.Схема устройства и питания элемента электрофильтр: 1-рубильник, 5-выпрямитель, 9-коронирующий, 2-предохранитель,6-изолятор, электрод, 3-регулятор напряжения,7-осадительный электрод, 4-повышающий трансформатор, 8-заземление,10-груз.
также удаления слоя пыли с осадительных электродов, особенно в их верхней части, где сила удара при механическом встряхивании оказывается недостаточной. Кроме того, такие пылевые частицы, оседая на осадительных электродах и кончиках игл коронирующих электродов, образуют наросты в виде сферы. Эти наросты снижают ток коронного разряда примерно в 2-3 раза, что приводит соответственно к снижению величины заряда частиц и скорости их дрейфа в направлении осадительного электрода. При этом режим работы электрофильтра характеризуется пониженными значениями напряжённости и плотности тока короны, что снижает степень очистки газа (рис.6.4).
С повышением температуры газов понижается пробивное напряжение, при котором происходит дуговой разряд. Поэтому при повышенной температуре газов нельзя поддерживать в электрофильтре высокую напряженность поля, необходимую для зарядки осаждаемых частиц пыли. Кроме того, с повышением температуры уменьшается влажность, что приводит к возрастанию электрического сопротивления частиц пыли. В связи с этим для эффективной очистки отходящих газов температура газов на входе в электрофильтр не должна превышать 400 о С. Эффективность электрофильтров в большой мере зависит от систематического технического надзора и своевременного обнаружения неисправностей, поддержания рационального технологического и электрического режимов работы. Особое внимание надо уделять ликвидации подсосов воздуха через неплотности люков, бункеров и других элементов, своевременному проведении ревизии системы встряхивания электродов.
Опыт работы с электрофильтрами показал, что установленные отечественные электрофильтры удовлетворительно справляются только с очисткой газов, поступающих из трактов неорганизованных выбросов, имеющих вследствие сильного разбавления их атмосферным воздухом запылённость не более 1 г/м 3 . При очистке газов, имеющих намного большую запылённость, электрофильтры не обеспечивают требуемую степень очистки. Для повышения эффективности их работы необходимо улучшить конструкцию электрофильтров и провести целый ряд дополнительных мероприятий, в том числе кондиционирование газов за счёт впрыскивания воды или водяного пара.
Возможности современных электрофильтров заключаются в улавливании частиц вплоть до 0,1 мкм.
Основными задачами автоматизации этих аппаратов являются регулирование газораспределения по сечению установки и поддержание напряжения на границе дугового разряда между осадительными и коронирующими электродами. Оптимизация работы фильтра основана на том, что между параметрами очищаемого газа и частотой искровых разрядов в межэлектродном пространстве существует определённая зависимость. Задача сложная и поэтому для её решения требуется применение микропроцессорной техники.
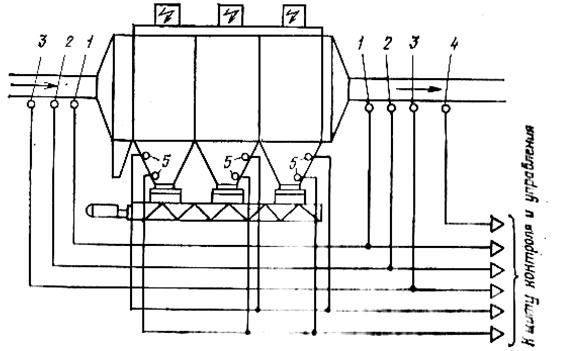
На рис.6.5 представлена принципиальная схема компоновки газоочистного электрического аппарата средствами измерения и КИП. Эта схема представляет схему экологического мониторинга, нормальное функционирование которого обеспечивается средствами технологического контроля без автоматического управления.
Средства контроля параметров процесса на установке позволяют обслуживающему персоналу контролировать работу всех механизмов и агрегатов питания электрофильтра, своевременно принимать меры при нарушении регламентных параметров пылегазового потока и отключить электрофильтр при аварийных ситуациях.
Существенный недостаток подобных схем – отсутствие обратной связи между возмущающим воздействием и откликом.
Рис.6.5.Схема технологического контроля работы установки электрофильтрации: 1-5 – точки контроля соответственно температуры, разрежения, расхода, концентрации пыли и уровня пыли в бункерах
Рис.6.6.Стуктурная схема МП – системы управления фирмы «Лурги»: 1-печатающее устройство; 2-измеритель оптической плотности; 3-электрофильтр; 4-агрегаты питания; 5-контрольное устройство; 6-программатор; 7-миниЭВМ; 8-дисплей
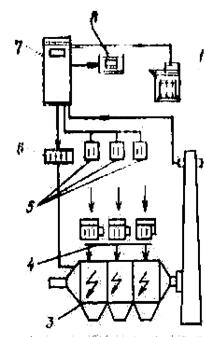
Фирмой «Лурги» разработана структурная схема МП – системы управления работой электрофильтра (рис.6.6).
В системе использовались микропроцессорные блоки типа Coromatic, позволяющие непрерывно контролировать и хранить в памяти тенденцию изменения интервалов между пробоями, а также выбирать оптимальные интервалы, регулируя скорость подъёма напряжения и послепробойного снижения напряжения.
Особенность микропроцессора в том, что для лучшего удаления пыли с электродов в каждом цикле регенерации он автоматически уменьшает напряжение на данной секции фильтра, в результате чего снижаются силы адгезии, а эффективность очистки увеличивается до 99,96%.
Режим работы блоков Coromatic оптимизируется производимой фирмой системой Precicontrol, в которой качестве основного информационного параметра используют в качестве основного информационного параметра используют сигнал от измерителя оптической плотности дымовых газов.
Типовое решение отечественной автоматизации рассмотрим на примере сухого электрофильтра (рис.6.7).
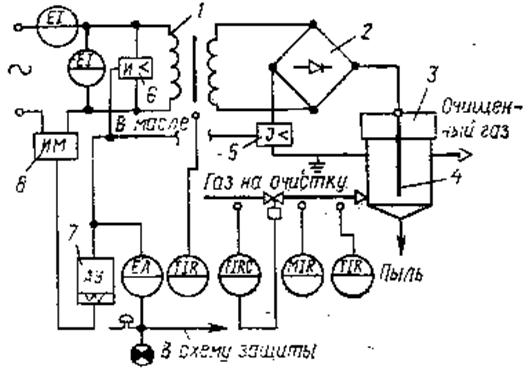
Рис.6.7. Типовая схема автоматизации электрической очистки газа: 1 - трансформатор; 2 - высоковольтный выпрямитель; 3 - электрофильтр; 4 – коронирующий электрод; 5 – реле максимального тока; 6 – реле минимального напряжения; 7 – автоматическое устройство управления; 8 исполнительный механизм
Параметрами, от которых зависит концентрация пыли на выходе из электрофильтра, являются: напряжение питания U, нагрузка G, температура газа t, радиус частиц r, давление газа Р, влажность m, удельное электрическое сопротивление R.
Для сухих электрофильтров получено уравнение, дающее представление о зависимости конечной концентрации Сk от указанных параметров:
где Сн – начальная концентрация пыли.
Из уравнения следует, что наиболее сильно на концентрацию Сk влияют начальная концентрация Сн, напряжение U и расход G ; параметры Р, t, r влияют меньше, они определяются ходом предыдущего технологического процесса, и с их изменением в объект будут поступать возмущающие воздействия. То же можно сказать и о концентрации Сн. Расход газа с целью устранения возмущений нужно и можно стабилизировать. Напряжение U для высококачественной очистки должно поддерживаться на максимально высоком уровне, близком к критическому. Для этого устанавливают автоматическое устройство, которое периодически осуществляет плавное повышение напряжения до возникновения пробоя (дугового разряда) в межэлектродных промежутках. В момент возникновения пробоя срабатывают реле максимального тока и минимального напряжения; они дают команды автоматическому устройству на быстрое снижение напряжения U до значения, обеспечивающего гашение дуг (10%). Через некоторое время устройство вновь начинает повышать напряжение до предельного пробивного значения. Затем цикл повторяется.
При обрыве коронирующих электродов сигнальное устройство через 5-10 циклов понижения напряжения даёт импульс в схему сигнализации и защиты.
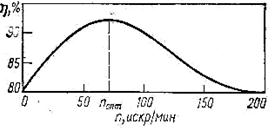
Рис.6.8.Зависимость эффективной очистки от числа искровых разрядов
Контролю в данном процессе подлежат расход, температура и влажность газового потока, напряжение и сила тока, температура масла трансформаторно – выпрямительного блока.
Регулирование по искровому принципу. Типовое регулирование электрофильтра по дуговому пробою имеет существенный недостаток – среднее значение рабочего напряжения оказывается ниже оптимального вследствие его периодического снижения. Более перспективным является регулирование по числу искровых разрядов, которые предшествуют пробою и определяют степень очистки (рис.6.8). Оптимальная частота искровых разрядов может быть рассчитана за ранее (как задание регулятору) по разрядному расстоянию, сочетанию электродов, свойствам очищаемых газов и другим параметрам процесса. Для контроля за текущим значением частоты искрений во вторичной цени трансформатора устанавливают специальное устройство, реагирующее на импульсы напряжения, которые вызываются скачкообразными тока при искрении.
В химической промышленности автоматизации и механизации уделяется большое внимание. Это объясняется сложностью и высокой скорость. Протекания технологических процессов, а так же чувствительностью их к нарушению режима, вредностью условий работы, взрыво- и пожароопасность перерабатываемых веществ.
Автоматизация позволяет улучшить основные показатели эффективности производства: увеличение количества, улучшение качества и снижение себестоимости выпускаемой продукции, повышение производительности труда.
В автоматизированном производстве человек переключается на творческую работу – анализ результатов управления, составление заданий и программ для автоматических приборов, наладку сложных автоматических устройств и т.д. При этом от специалистов требуются знания не только устройства различных приборов, но и общих принципов составления системы автоуправления.
Комплексная автоматизация процессов химической технологии предполагает не только автоматическое обеспечение нормального хода этих процессов с использованием различных автоматических устройств, но и автоматическое управление пуском и остановкой аппаратов для ремонтных работ и в критических ситуациях.
Процесс кристаллизации относится к непрерывным технологическим процессам, при этом необходимо поддерживать постоянными режимные параметры.
Показателем эффективности данного процесса является степень очистки газа.
Для решения задачи построена одноконтурная система управления процессом электрической очистки газа. Выбран регулятор и построена математическая модель системы управления. На модели определены оптимальные параметры регулятора.
Выбраны приборы для основного контура регулирования.
1. Специальная часть
1.1 Расчёт передаточной функции объекта управления
Исходные данные: кривая разгона, величина входного воздействия в безразмерной форме ( =1800мм/ч).
В данном случае, кривая разгона объекта с самовыравниванием. Это объект с самовыравниванием , с динамическими свойствами сложного звена, являющегося сочетанием звена запаздывания и апериодического звена первого порядка.
Далее производим определение коэффициентов и производится в следующей последовательности:
1. Определим по графику значение y1 ,y0
где y1-значение регулируемой величины, соответствующее новому состоянию равновесия. где - значение регулируемой величины, соответствующее начальному состоянию равновесия.
Читайте также: