
Куда должна смотреть стрелка на поршне ваз 21213
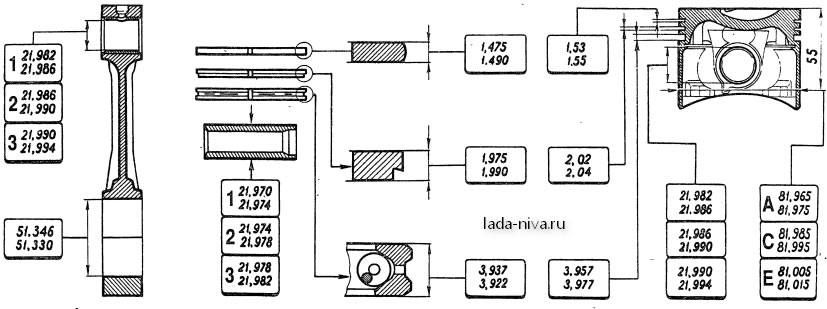

1 - стрелка для ориентирования поршня в цилиндре; 2 - ремонтный размер; 3 - класс поршня; 4 - класс отверстия для поршневого пальца; 5 - класс шатуна по отверстию для поршневого пальца; 6 - номер цилиндра

Места, на которых допускается удалять металл при подгонке массы
верхней и нижней головок шатуна (до указанных размеров)
Классы шатунов по массе верхней и нижней головок
| Масса головок шатуна, г | Класс | Цвет маркировки | |
| верхней | нижней | ||
| 186+2 | 519+3 | А | белый |
| 525+3 | В | голубой | |
| 531+3 | С | красный | |
| 190+2 | 519+3 | D | черный |
| 525+3 | Е | фиолетовый | |
| 531+3 | F | зеленый | |
| 194+2 | 519+3 | G | желтый |
| 525+3 | Н | коричневый | |
| 531+3 | I | оранжевый | |
Работу проводим на смотровой канаве или подъемнике.
Аналогично демонтируем поршни с шатунами других цилиндров.
Установку ШПГ проводим в обратной последовательности (см. также Переборка двигателя).
(читайте также статью "Можно ли отремонтировать шатун")
Устанавливаем шатун с поршнем в цилиндр.
Дальнейшую сборку проводим в обратной последовательности.
ВидеоПри необходимости демонтаж ШПГ двигателя можно выполнить на автомобиле, не снимая двигатель. Работу проводим на смотровой канаве или подъемнике.


Головкой «на 14» отворачиваем две гайки крепления крышки шатуна (поршень при этом должен находиться в НМТ).
Молотком с пластмассовым бойком (или молотком с бойком из мягкого металла) наносим легкие удары по боковым поверхностям крышки, чтобы ослабить ее посадку на шатунных болтах.


Снимаем крышку шатуна
Сдвигаем шатун вверх


Упираясь деревянной рукояткой молотка в разъем нижней головки шатуна, проталкиваем шатун вверх до выхода поршня из цилиндра и вынимаем поршень с шатуном в сборе.
Аналогично демонтируем поршни с шатунами других цилиндров
Зажимаем шатун в тиски с накладками губок из мягкого металла.


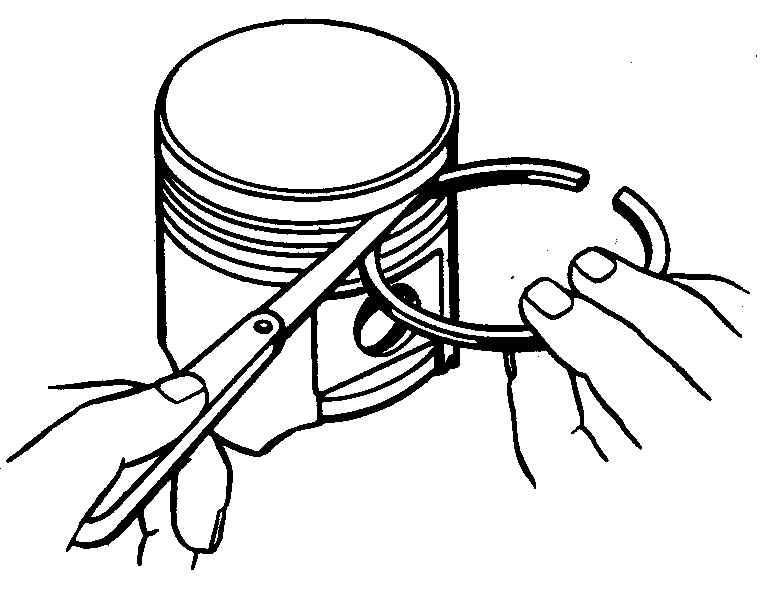
Пальцами рук осторожно (не прилагая большого усилия) разжимаем замок верхнего компрессионного кольца и снимаем верхнее компрессионное кольцо.


Таким же образом снимаем нижнее компрессионное кольцо
Извлекаем два диска масляного кольца.


Снимаем расширитель маслосъемного кольца.
Для снятия поршня с шатуна поддеваем отверткой стопорное кольцо поршневого пальца и извлекаем его из кольцевой канавки поршня.


Таким же образом вынимаем второе стопорное кольцо пальца.
Сдвинув поршневой палец, извлекаем его из отверстия в поршне.

Снимаем поршень с верхней головки шатуна.
Если некоторые детали шатунно-поршневой группы не повреждены и мало изношены, то могут быть снова использованы.
Поэтому при разборке помечаем детали, чтобы установить их в прежний цилиндр
Проверка и сборка шатунно-поршневой группы
1. Очистите от нагара днище поршня шабером (можно изготовить из старого напильника).
2. Очистите от нагара канавки под поршневые кольца, обломком старого компрессионного кольца, вращая его.
3. Осмотрите поршни, шатуны, крышки: на них не должно быть трещин.
4. Осмотрите вкладыши. Если на рабочей поверхности обнаружите риски, задиры и отслоения антифрикционного слоя, замените вкладыши новыми.


Измерьте диаметр поршней в плоскости, перпендикулярной оси поршневого пальца, на расстоянии 52,4 мм от днища поршня.
По результатам замеров определите зазор между поршнем и цилиндром и при необходимости подберите новые поршни к цилиндрам.
Расчетный зазор между поршнем и цилиндром (для новых деталей) составляет 0,05–0,07 мм.
Его определяют промером цилиндров и поршней и обеспечивают установкой поршней того же класса, что и цилиндры.
Максимально допустимый зазор (при износе деталей) 0,15 мм.
Если у двигателя, бывшего в эксплуатации, зазор превышает 0,15 мм, необходимо подобрать поршни к цилиндрам: зазор должен быть максимально приближен к расчетному.
Вставьте смазанный моторным маслом палец в отверстие бобышки поршня.
Палец свободно вращается в бобышках поршня и в верхней головке шатуна.
По наружному диаметру пальцы делятся на три категории через 0,004 мм.
Категория указывается краской на торце пальца:
1-я (синяя метка) – 21,982–21,986 мм;
2-я (зеленая метка) – 21,986–21,990;
3-я (красная метка) – 21,990–21,994.
Палец должен плотно, но без заедания входить в отверстия бобышки и шатуна от усилия большого пальца.

Поверните поршень осью пальца вертикально.
Палец не должен выпадать из бобышки.
Выпадающий из бобышки палец замените другим, следующей категории.
Если в поршне палец третьей категории, замените поршень с пальцем.

Проверьте плоским щупом зазор по высоте между канавками в поршне и кольцами, вставляя кольцо в соответствующую канавку
Номинальный (расчетный) зазор составляет:
– для верхнего (первого) компрессионного кольца 0,04–0,07 мм;
– для второго компрессионного кольца 0,03–0,06 мм;
– для маслосъемного кольца 0,02–0,05 мм.
Предельно допустимые зазоры при износе – 0,15 мм.


Проверьте плоским щупом зазор в замке колец, установив кольцо в цилиндр на глубину около 50 мм.
Чтобы установить кольцо без перекоса, продвиньте кольцо вглубь цилиндра поршнем
Зазор должен составлять 0,25–0,45 мм для всех новых колец.
Предельно допустимый при износе зазор – 1,0 мм. Если зазор недостаточный, спилите стыковые поверхности кольца.
Если зазор превышает допустимый, замените кольцо.


Поршни к цилиндрам подбираются по классам.
Класс диаметра цилиндра, обозначаемый буквами, клеймится на нижней плоскости блока цилиндров (плоскость крепления поддона картера).
Классы диаметров юбки поршня, и отверстия под поршневой палец маркируются на его днище
При сборке шатунно-поршневой группы необходимо, чтобы поршневой палец, смазанный моторным маслом, входил в отверстие поршня или шатуна с усилием руки и не выпадал из них при вертикальном положении пальца. (Не путать со сборкой ШПГ на классике, где применяется подогрев шатуна при запрессовке поршневого пальца!).

Стрелка на днище поршня при установке его в цилиндр должна быть направлена в сторону привода распределительного вала.
Наденьте поршень на шатун, следя, чтобы отверстие под палец совпало с отверстием в верхней головке шатуна.
Усилием руки протолкните смазанный моторным маслом палец в отверстия поршня и шатуна
Если нужно заменить поршня, то нужно проверить массу поршней.
Вес поршней не должен отличаться друг от друга более чем на ± 2,5 г.


Можно подогнать их по массе удалением металла в показанном месте с обеих сторон поршня.
Глубина снятия металла не должна превышать 4,5 мм, считая от номинальной высоты поршня 59,4 мм.
По ширине съем металла ограничивается диаметром 70,5 мм.
Измерьте нутромером внутренний диаметр Dв посадочного места шатуна в сборе с крышкой.
Перед измерением нужно затянуть гайки шатунных болтов моментом 43,32-53,51 Нм (4,42-5,4 кгс·м)
Вставьте в проточки бобышек поршня стопорные кольца и дополнительно смажьте палец моторным маслом через отверстия в бобышках поршня.

Для проверки зазора в замке поршневого кольца вставляем кольцо в цилиндр и выравниваем кольцо днищем поршня.
Набором плоских щупов проверяем зазор в замке поршневого кольца.
Смазываем моторным маслом канавки на поршнях. Устанавливаем на поршни кольца.
Нижнее компрессионное кольцо устанавливаем проточкой («скребком») вниз
Если на кольце около замка нанесена метка «ВЕРХ» или «ТОР», то кольцо устанавливаем меткой вверх. Кольца должны проворачиваться в канавках свободно без заеданий. Располагаем кольца следующим образом:
- замок верхнего компрессионного кольца ориентируем под углом 45° к оси поршневого кольца;
- замок нижнего компрессионного кольца — под углом 180° к оси замка верхнего кольца;
- замок маслосъемного кольца — под углом 90° к оси замка верхнего компрессионного кольца (стык расширителя располагаем со стороны, противоположной замку).
Проверка на деформацию шатуна
Перед установкой собранной шатунно-поршневой группы на двигатель, нужно проверить параллельность осей группы специальным прибором или подобным, показанным на рисунке.
Для проверки нижнюю головку шатуна (без вкладышей) центрируйте на выдвижных ножах 2, а на днище поршня установите калибр 4.
Набором щупов проверьте зазор между вертикальной плитой приспособления и вертикальной плоскостью калибра на расстоянии 125 мм от угла или верхнего конца калибра (в зависимости от того, чем он касается плиты — углом или верхним концом).
Зазор не должен превышать 0,4 мм. Если зазор больше — замените шатун.
Перед установкой деталей ШПГ смазываем цилиндры, поршни с кольцами и шатунные вкладыши моторным маслом.


Перед установкой поршня в цилиндр надеваем на поршень регулируемую оправку и, стягивая оправку, сжимаем поршневые кольца.
Устанавливаем поршень с шатуном в цилиндр. Упираясь рукояткой молотка в днище поршня, проталкиваем его в цилиндр.


При установке крышки шатуна номер на шатуне и крышке должен совпадать и располагаться с одной стороны шатуна.
Вставьте шатунные болты (если их вынимали) и вкладыши в шатуны, совместив установочный усик с выемкой на шатуне.
Гайки крепления шатуна затягиваем моментом 43,32-53,51 Нм (4,42-5,4 кгс·м)

Установка поршня с поршневыми кольцами
при помощи втулки для обжима колец и
центрирующие втулки головки цилиндров
(показаны стрелками)
Установка поршня с поршневыми кольцами

Установка поршня с поршневыми кольцами
при помощи втулки для обжима колец и
центрирующие втулки головки цилиндров
(показаны стрелками)
Проверка совпадения установочной метки на звездочке распределительного
вала с меткой на корпусе подшипников
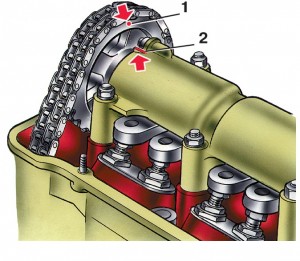
1 – метка на звездочке;
2 – метка на корпусе подшипников
Установка масляного насоса

1 – масляный насос;
2 – фиксатор сливной трубки;
3 – сливная трубка маслоотделителя
Метки на крышках коренных подшипников

Cчет опор ведется от передней части
двигателя.
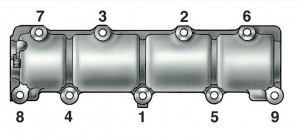
Порядок затягивания болтов головки цилиндров
ПОРЯДОК ВЫПОЛНЕНИЯ
1. Установите на стенд чистый блок и заверните в него отсутствующие шпильки.
2. Смажьте моторным маслом вкладыши подшипников и упорные полукольца
коленчатого вала, а также поршни и сальники. При сборке двигателя после ремонта
устанавливайте новые сальники коленчатого вала.
3. Уложите в гнездо среднего подшипника и в его крышку вкладыши без канавки на
внутренней поверхности. В остальные гнезда блока цилиндров уложите вкладыши с
канавкой, а в соответствующие крышки – вкладыши без канавки.
4. Уложите в коренные подшипники коленчатый
вал и вставьте в гнезда задней опоры два
упорных полукольца.
Предупреждение
Полукольца должны быть обращены канавками в сторону упорных поверхностей
коленчатого вала (со стороны канавок на поверхность полукольца нанесен
антифрикционный слой).
С передней стороны задней опоры ставьте сталеалюминиевое полукольцо, а с
задней стороны – металлокерамическое (желтого цвета).
5. Установите крышки коренных подшипников в соответствии с метками, которые
нанесены на их наружной поверхности (см. рис. Метки на крышках коренных
подшипников). Затяните болты крепления крышек.

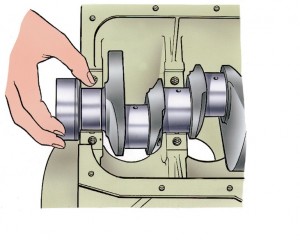
6. Проверьте осевой свободный ход
коленчатого вала. Для этого установите
индикатор на магнитной подставке и вставьте
концы двух отверток, как показано на рисунке.
7. Перемещая вал отвертками замерьте индикатором осевой свободный ход вала. Он
должен быть в пределах 0,06–0,26 мм.
8. Если свободный ход больше, то приведите его в норму, заменив старые полукольца
новыми или установив полукольца увеличенной толщины.

9. Наденьте на фланец коленчатого вала
прокладку держателя заднего сальника, а в
гнезда держателя вложите болты крепления
передней крышки картера сцепления.
10. Наденьте держатель с сальником на оправку 41.7853.4011, и, передвинув его с
оправки на фланец коленчатого вала, прикрепите к блоку цилиндров.

11. Установите по двум центрирующим
втулкам (указаны красными стрелками)
переднюю крышку
картера сцепления (черными стрелками
указаны установочные штифты сцепления).
12. Прикрепите крышку гайками к держателю заднего сальника.
13. Установите маховик на коленчатый вал так, чтобы метка (конусообразная лунка)
около обода находилась против оси шатунной шейки четвертого цилиндра,
заблокируйте фиксатором А.60330/R маховик и прикрепите его болтами к фланцу
коленчатого вала.
14. С помощью втулки 67.8125.9502 для обжима поршневых колец вставьте в
цилиндры поршни с шатунами .
Предупреждение
Отверстие для пальца на поршне смещено от оси на 1,2 мм, поэтому при установке
поршней в цилиндры стрелка на днище поршня должна быть обращена в сторону
привода распределительного вала.
15. Установите вкладыши в шатуны и крышки шатунов.
16. Установите шатуны и крышки на шейки коленчатого вала и затяните шатунные
болты. Крышки шатунов необходимо устанавливать так, чтобы номер цилиндра на
крышке находился против номера цилиндра на нижней головке шатуна.
17. Установите на коленчатый вал звездочку.
18. Установите валик привода масляного насоса и закрепите упорным фланцем.
19. Вставьте в блок цилиндров две центрирующие втулки и установите по ним прокладку головки цилиндров.
Предупреждение
При сборке двигателя необходимо всегда устанавливать новую прокладку под
головку цилиндров. Использование бывшей в употреблении прокладки не допускается.
Перед установкой прокладки необходимо удалить все масло с сопрягаемых
поверхностей блока и головки цилиндров. Прокладка должна быть чистой и сухой.
Попадание масла на поверхность прокладки не допускается. При попадании масла –
обезжирить прокладку.
20. Поверните коленчатый вал так, чтобы поршни находились в средней части
цилиндров.
21. Установите по двум центрирующим втулкам на блоке головку цилиндров в сборе с
клапанами, выпускным коллектором и впускной трубой.
22. Затяните болты крепления головки цилиндров в определенной последовательности
(см. рис. Порядок затягивания болтов головки цилиндров).
23. Чтобы обеспечить надежное уплотнение и исключить подтяжку болтов при
техническом обслуживании автомобиля, болты крепления головки цилиндров
затягивайте в четыре приема:
– 1-й прием – затяните болты 1–10 моментом 20 Н·м (2 кгс·м);
– 2-й прием – затяните болты 1–10 моментом 69,4–85,7 Н·м (7,1–8,7 кгс·м), а болт 11 –
моментом 31,36–39,1 Н·м (3,2–3,99 кгс·м);
– 3-й прием – доверните болты 1–10 на 90°;
– 4-й прием – снова доверните болты 1–10 на 90°;
Предупреждение
Болты крепления головки цилиндров допускается повторно применять только в том
случае, если стержень болта вытянулся не более, чем до 120 мм. Если длина болта
больше, то замените его новым.
Перед сборкой двигателя заблаговременно смажьте резьбу и головки болтов,
окунув их в моторное масло. Затем дайте стечь излишкам масла, выдержав болты не
менее 30 мин. Удалите масло из отверстий под болты в блоке цилиндров.
24. Поверните маховик в такое положение, чтобы метка на звездочке коленчатого
вала совпала с меткой на блоке цилиндров.

25. Проверьте, на месте ли установочные
втулки корпуса подшипников
распределительного вала.
26. Установите звездочку на распределительный вал, собранный с корпусом
подшипников, и поверните вал так, чтобы метка на звездочке находилась против
метки на корпусе подшипников .
27. Снимите звездочку и, не изменяя положения вала, установите корпус подшипников
на головку цилиндров так, чтобы установочные втулки вошли в гнезда корпуса
подшипников.
28. Закрепите корпус подшипников, затягивая
гайки в последовательности, указанной на
рисунке.
29. Установите на головке цилиндров успокоитель цепи.
30. Наденьте цепь на звездочку распределительного вала и введите в полость
привода, устанавливая звездочку так, чтобы метка на ней совпала с меткой на
корпусе подшипников. Болт звездочки не
затягивайте до упора.
31. Установите звездочку на валик привода масляного насоса, также не затягивая
окончательно болт крепления.
32. Установите звездочку на валик привода масляного насоса, также не затягивая
окончательно болт крепления
33. Установите башмак натяжителя цепи и натяжитель, не затягивая колпачковую
гайку, чтобы пружина натяжителя могла прижать башмак; заверните в блок цилиндров
ограничительный палец цепи.
34. Поверните коленчатый вал на два оборота в направлении вращения, что обеспечит
нужное натяжение цепи; проверьте совпадение меток на звездочках с метками на
блоке цилиндров и на корпусе подшипников
35. Если метки совпадают, то заблокировав маховик фиксатором А.60330/R , окончательно затяните болты звездочек, колпачковую гайку
натяжителя цепи и отогните стопорные шайбы болтов звездочек; если метки не
совпадают, то повторите операцию по установке цепи.
36. Отрегулируйте зазор между кулачками распределительного вала и рычагами
привода клапанов.

37. Установите крышку привода
распределительного вала с прокладкой и
сальником на блоке цилиндров, не затягивая
окончательно болты и гайки крепления.
38. Оправкой 41.7853.4010 отцентрируйте положение крышки относительно конца
коленчатого вала и затяните окончательно гайки и болты ее крепления.
39. Установите шкив привода генератора и насоса и закрепите его гайкой.
40. Установите масляный фильтр с прокладкой, вручную привернув его к штуцеру на
блоке цилиндров.
41. Установите маслоотделитель вентиляции картера, крышку сапуна и закрепите
фиксатор сливной трубки маслоотделителя.
42. Установите масляный насос и масляный
картер с прокладкой.
43. Установите насос охлаждающей жидкости, кронштейн генератора и генератор.
44. Наденьте ремень на шкивы и отрегулируйте его натяжение.
45. Установите на головке цилиндров подводящую трубку радиатора отопителя и
выпускной патрубок охлаждающей рубашки.
46. Прикрепите к насосу охлаждающей жидкости и выпускному коллектору отводящую
трубку радиатора отопителя.
47. Установите датчики контрольных приборов.
48. Установите шестерню привода масляного насоса и датчика-распределителя
зажигания, а затем датчик-распределитель зажигания. Заверните свечи зажигания,
установите на них ключ 67.7812.9515 и затяните динамометрическим ключом.
49. Установите топливный насос в соответствии с указаниями подраздела 2.14.3.
50. Установите карбюратор и присоедините к нему шланги. Закройте карбюратор
сверху технологической заглушкой.
Предупреждение
Не допускается крепление (или подтягивание гаек) нагретого карбюратора.
51. Установите крышку головки цилиндров с прокладкой и кронштейном
топливопровода.
52. Установите воздушный фильтр, для чего закрепите на корпусе воздушного фильтра
шланги, установите на карбюратор корпус фильтра с прокладкой, затем установите
опорную пластину и закрепите корпус гайками.
53. Установите фильтрующий элемент и закрепите крышку фильтра.
54. Подключите провода высокого напряжения к датчику-распределителю зажигания и к
свечам зажигания.
55. Залейте моторное масло в двигатель через горловину на крышке головки
цилиндров.
1. Извлеките из поршня стопорные кольца поршневого пальца, выньте палец и отсоедините шатун от поршня. Снимите поршневые кольца. 2. Шатунные болты запрессованы в шатун. Поэтому, чтобы не нарушить посадки болта в шатуне, не допускается выпрессовывать болты из шатунов при разборке двигателя и шатунно-поршневой группы. 3. Если некоторые детали шатунно-поршневой группы не повреждены и мало изношены, то они могут быть снова использованы. Поэтому при разборке пометьте их, чтобы в дальнейшем собрать группу с теми же деталями и установить в прежний цилиндр двигателя.
1. Перед сборкой подберите палец к поршню и шатуну. У новых деталей класс отверстий под палец в шатуне и поршне должен быть идентичен классу пальца.


4. Выпадающий палец замените другим, следующей категории. Если в поршень вставлялся палец третьей категории, то замените поршень, палец и шатун. 5. Сборка шатунно-поршневой группы выполняется в порядке, обратном разборке. 6. После установки поршневого пальца смажьте его моторным маслом через отверстия в бобышках поршня. 7. Смажьте моторным маслом канавки на поршне и поршневые кольца. 8. Ориентируйте поршневые кольца так, чтобы замок верхнего компрессионного кольца располагался под углом 45° к оси поршневого пальца, замок нижнего компрессионного кольца – под углом приблизительно 180° к оси замка верхнего компрессионного кольца, а замок маслосъемного кольца – под углом приблизительно 90° к оси замка верхнего компрессионного кольца. 9. Нижнее компрессионное кольцо устанавливайте выточкой вниз (см. рис. Маркировка поршня и шатуна). 10. Если на кольце нанесена метка «Верх» или «ТОР», то кольцо устанавливайте меткой вверх (к днищу поршня). 11. Перед установкой маслосъемного кольца проверьте, чтобы стык пружинного расширителя располагался со стороны, противоположной замку кольца.
ВАЗ-21213 (Нива). Проверка технического состояния
1. Очистите поршень от нагара и удалите все отложения из смазочных каналов поршня и шатуна. 2. Тщательно осмотрите детали. Трещины любого характера на поршне, поршневых кольцах, пальце, на шатуне и его крышке не допускаются. 3. Если на рабочей поверхности вкладышей имеются глубокие риски, то замените вкладыши новыми.
Характеристики двигателя нивы
Годы выпуска – (1994 – наше время) Материал блока цилиндров – чугун Система питания – карбюратор (21213) /инжектор (21214) Тип – рядный Количество цилиндров – 4 Клапанов на цилиндр – 2 Ход поршня – 80мм Диаметр цилиндра – 82мм Степень сжатия – 9,4 Объем двигателя Нива 21213 – 1690 см. куб. Мощность двигателя Нива 21213 – 81 л.с. /5200 об.мин Крутящий момент – 125Нм/3000 об.минТопливо – АИ93 Расход топлива — город 11.5л. | трасса 8.3 л. | смешанн. 10.
5 л/100 км Расход масла — 700 гр на 1000 кмМасса двигателя Нива — 117 кгГабаритные размеры двигателя Нивы 21213 (ДхШхВ), мм — Масло в двигатель Нивы 21213: 5W-30 5W-40 10W-40 15W-40Сколько масла в двигателе нива 21213/21214: 3.75 л. При замене заливать около 3.5 л.
Ресурс двигателя Нива : 1. По данным завода – 80 тыс.км 2. На практике – до 150 тыс.км
ТЮНИНГ Потенциал – 200 л.с. Без потери ресурса – 90 л.с.
Двигатель устанавливался на: ВАЗ 21213 «Нива»ВАЗ 21214 «Нива»Chevrolet Niva
Шатунно-поршневая группа (снятие, замена, размеры, маркировка)
При необходимости демонтаж ШПГ двигателя можно выполнить на автомобиле, не снимая двигатель.
Полную информация по демонтажу и разборке и сборке ШПГ см. в разборке двигателя
Основные размеры шатунно-поршневой группы

Маркировка поршня и шатуна
1 — стрелка для ориентирования поршня в цилиндре; 2 — ремонтный размер; 3 — класс поршня; 4 — класс отверстия для поршневого пальца; 5 — класс шатуна по отверстию для поршневого пальца; 6 — номер цилиндра Места, на которых допускается удалять металл при подгонке массы верхней и нижней головок шатуна (до указанных размеров)
Классы шатунов по массе верхней и нижней головок
| Масса головок шатуна, г | Класс | Цвет маркировки | |
| верхней | нижней | ||
| 186+2 | 519+3 | А | белый |
| 525+3 | В | голубой | |
| 531+3 | С | красный | |
| 190+2 | 519+3 | D | черный |
| 525+3 | Е | фиолетовый | |
| 531+3 | F | зеленый | |
| 194+2 | 519+3 | G | желтый |
| 525+3 | Н | коричневый | |
| 531+3 | I | оранжевый | |
Работу проводим на смотровой канаве или подъемнике.
Снимаем поддон картера двигателя (см. тут).

Головкой «на 14» отворачиваем две гайки крепления крышки шатуна (поршень при этом должен находиться в НМТ).

Молотком с пластмассовым бойком (или молотком с бойком из мягкого металла) наносим легкие удары по боковым поверхностям крышки, чтобы ослабить ее посадку на шатунных болтах.

Упираясь деревянной рукояткой молотка в разъем нижней головки шатуна, проталкиваем шатун вверх до выхода поршня из цилиндра.

. и вынимаем поршень с шатуном в сборе.
Аналогично демонтируем поршни с шатунами других цилиндров.
Установку ШПГ проводим в обратной последовательности (см. также Переборка двигателя). (
Конструкция ДВС
Несмотря на увеличившийся диаметр цилиндра (79 мм вместо 76 мм) капитальный ремонт мотора 21011 производится в плановом порядке, как и указывает официальный мануал. Все принципиальные конструктивные особенности остались прежними:
- верхнее позиционирование распределительного вала механизма ГРМ;
- межцентровое расстояние цилиндров для возможной расточки;
- цепной привод ГРМ;
- облеченная головка блока цилиндров.
Компоновка поршневой группы превзошла возможности оригинала – мотор стал приемистым практически без увеличения расхода бензина.
Сборка двигателя Ваз-21213
Сборка двигателя ОБЩИЕ СВЕДЕНИЯ
Проверка совпадения установочной метки на звездочке коленчатого вала с меткой на блоке цилиндров
Установка поршня с поршневыми кольцами при помощи втулки для обжима колец и центрирующие втулки головки цилиндров (показаны стрелками)
Установка поршня с поршневыми кольцами
Установка поршня с поршневыми кольцами при помощи втулки для обжима колец и центрирующие втулки головки цилиндров (показаны стрелками)
Проверка совпадения установочной метки на звездочке распределительного вала с меткой на корпусе подшипников
2 – метка на корпусе подшипников
Установка масляного насоса
2 – фиксатор сливной трубки;
3 – сливная трубка маслоотделителя Метки на крышках коренных подшипников
Cчет опор ведется от передней части двигателя.
Порядок затягивания болтов головки цилиндров
ПОРЯДОК ВЫПОЛНЕНИЯ 1. Установите на стенд чистый блок и заверните в него отсутствующие шпильки. 2. Смажьте моторным маслом вкладыши подшипников и упорные полукольца коленчатого вала, а также поршни и сальники. При сборке двигателя после ремонта устанавливайте новые сальники коленчатого вала. 3. Уложите в гнездо среднего подшипника и в его крышку вкладыши без канавки на внутренней поверхности. В остальные гнезда блока цилиндров уложите вкладыши с канавкой, а в соответствующие крышки – вкладыши без канавки.
4. Уложите в коренные подшипники коленчатый вал и вставьте в гнезда задней опоры два упорных полукольца.
Предупреждение Полукольца должны быть обращены канавками в сторону упорных поверхностей коленчатого вала (со стороны канавок на поверхность полукольца нанесен антифрикционный слой).
С передней стороны задней опоры ставьте сталеалюминиевое полукольцо, а с задней стороны – металлокерамическое (желтого цвета).
5. Установите крышки коренных подшипников в соответствии с метками, которые нанесены на их наружной поверхности (см. рис. Метки на крышках коренных подшипников). Затяните болты крепления крышек.
6. Проверьте осевой свободный ход коленчатого вала. Для этого установите индикатор на магнитной подставке и вставьте концы двух отверток, как показано на рисунке. 7. Перемещая вал отвертками замерьте индикатором осевой свободный ход вала. Он должен быть в пределах 0,06–0,26 мм. 8. Если свободный ход больше, то приведите его в норму, заменив старые полукольца новыми или установив полукольца увеличенной толщины. 9. Наденьте на фланец коленчатого вала прокладку держателя заднего сальника, а в гнезда держателя вложите болты крепления передней крышки картера сцепления. 10. Наденьте держатель с сальником на оправку 41.7853.4011, и, передвинув его с оправки на фланец коленчатого вала, прикрепите к блоку цилиндров. 11. Установите по двум центрирующим втулкам (указаны красными стрелками) переднюю крышку картера сцепления (черными стрелками указаны установочные штифты сцепления). 12. Прикрепите крышку гайками к держателю заднего сальника. 13. Установите маховик на коленчатый вал так, чтобы метка (конусообразная лунка) около обода находилась против оси шатунной шейки четвертого цилиндра, заблокируйте фиксатором А.60330/R маховик и прикрепите его болтами к фланцу коленчатого вала. 14. С помощью втулки 67.8125.9502 для обжима поршневых колец вставьте в цилиндры поршни с шатунами .
Предупреждение Отверстие для пальца на поршне смещено от оси на 1,2 мм, поэтому при установке поршней в цилиндры стрелка на днище поршня должна быть обращена в сторону привода распределительного вала.
15. Установите вкладыши в шатуны и крышки шатунов. 16. Установите шатуны и крышки на шейки коленчатого вала и затяните шатунные болты. Крышки шатунов необходимо устанавливать так, чтобы номер цилиндра на крышке находился против номера цилиндра на нижней головке шатуна. 17. Установите на коленчатый вал звездочку. 18. Установите валик привода масляного насоса и закрепите упорным фланцем. 19. Вставьте в блок цилиндров две центрирующие втулки и установите по ним прокладку головки цилиндров.
Предупреждение При сборке двигателя необходимо всегда устанавливать новую прокладку под головку цилиндров. Использование бывшей в употреблении прокладки не допускается.
Перед установкой прокладки необходимо удалить все масло с сопрягаемых поверхностей блока и головки цилиндров. Прокладка должна быть чистой и сухой. Попадание масла на поверхность прокладки не допускается. При попадании масла – обезжирить прокладку.
20. Поверните коленчатый вал так, чтобы поршни находились в средней части цилиндров. 21. Установите по двум центрирующим втулкам на блоке головку цилиндров в сборе с клапанами, выпускным коллектором и впускной трубой. 22. Затяните болты крепления головки цилиндров в определенной последовательности (см. рис. Порядок затягивания болтов головки цилиндров). 23. Чтобы обеспечить надежное уплотнение и исключить подтяжку болтов при техническом обслуживании автомобиля, болты крепления головки цилиндров затягивайте в четыре приема: – 1-й прием – затяните болты 1–10 моментом 20 Н·м (2 кгс·м); – 2-й прием – затяните болты 1–10 моментом 69,4–85,7 Н·м (7,1–8,7 кгс·м), а болт 11 – моментом 31,36–39,1 Н·м (3,2–3,99 кгс·м); – 3-й прием – доверните болты 1–10 на 90°; – 4-й прием – снова доверните болты 1–10 на 90°;
Предупреждение Болты крепления головки цилиндров допускается повторно применять только в том случае, если стержень болта вытянулся не более, чем до 120 мм. Если длина болта больше, то замените его новым.
Перед сборкой двигателя заблаговременно смажьте резьбу и головки болтов, окунув их в моторное масло. Затем дайте стечь излишкам масла, выдержав болты не менее 30 мин. Удалите масло из отверстий под болты в блоке цилиндров.
24. Поверните маховик в такое положение, чтобы метка на звездочке коленчатого вала совпала с меткой на блоке цилиндров.
25. Проверьте, на месте ли установочные втулки корпуса подшипников распределительного вала. 26. Установите звездочку на распределительный вал, собранный с корпусом подшипников, и поверните вал так, чтобы метка на звездочке находилась против метки на корпусе подшипников . 27. Снимите звездочку и, не изменяя положения вала, установите корпус подшипников на головку цилиндров так, чтобы установочные втулки вошли в гнезда корпуса подшипников. 28. Закрепите корпус подшипников, затягивая гайки в последовательности, указанной на рисунке. 29. Установите на головке цилиндров успокоитель цепи. 30. Наденьте цепь на звездочку распределительного вала и введите в полость привода, устанавливая звездочку так, чтобы метка на ней совпала с меткой на корпусе подшипников. Болт звездочки не затягивайте до упора. 31. Установите звездочку на валик привода масляного насоса, также не затягивая окончательно болт крепления. 32. Установите звездочку на валик привода масляного насоса, также не затягивая окончательно болт крепления 33. Установите башмак натяжителя цепи и натяжитель, не затягивая колпачковую гайку, чтобы пружина натяжителя могла прижать башмак; заверните в блок цилиндров ограничительный палец цепи. 34. Поверните коленчатый вал на два оборота в направлении вращения, что обеспечит нужное натяжение цепи; проверьте совпадение меток на звездочках с метками на блоке цилиндров и на корпусе подшипников 35. Если метки совпадают, то заблокировав маховик фиксатором А.60330/R , окончательно затяните болты звездочек, колпачковую гайку натяжителя цепи и отогните стопорные шайбы болтов звездочек; если метки не совпадают, то повторите операцию по установке цепи. 36. Отрегулируйте зазор между кулачками распределительного вала и рычагами привода клапанов. 37. Установите крышку привода распределительного вала с прокладкой и сальником на блоке цилиндров, не затягивая окончательно болты и гайки крепления. 38. Оправкой 41.7853.4010 отцентрируйте положение крышки относительно конца коленчатого вала и затяните окончательно гайки и болты ее крепления. 39. Установите шкив привода генератора и насоса и закрепите его гайкой. 40. Установите масляный фильтр с прокладкой, вручную привернув его к штуцеру на блоке цилиндров. 41. Установите маслоотделитель вентиляции картера, крышку сапуна и закрепите фиксатор сливной трубки маслоотделителя. 42. Установите масляный насос и масляный картер с прокладкой. 43. Установите насос охлаждающей жидкости, кронштейн генератора и генератор. 44. Наденьте ремень на шкивы и отрегулируйте его натяжение. 45. Установите на головке цилиндров подводящую трубку радиатора отопителя и выпускной патрубок охлаждающей рубашки. 46. Прикрепите к насосу охлаждающей жидкости и выпускному коллектору отводящую трубку радиатора отопителя. 47. Установите датчики контрольных приборов. 48. Установите шестерню привода масляного насоса и датчика-распределителя зажигания, а затем датчик-распределитель зажигания. Заверните свечи зажигания, установите на них ключ 67.7812.9515 и затяните динамометрическим ключом. 49. Установите топливный насос в соответствии с указаниями подраздела 2.14.3. 50. Установите карбюратор и присоедините к нему шланги. Закройте карбюратор сверху технологической заглушкой.
Предупреждение Не допускается крепление (или подтягивание гаек) нагретого карбюратора.
51. Установите крышку головки цилиндров с прокладкой и кронштейном топливопровода. 52. Установите воздушный фильтр, для чего закрепите на корпусе воздушного фильтра шланги, установите на карбюратор корпус фильтра с прокладкой, затем установите опорную пластину и закрепите корпус гайками. 53. Установите фильтрующий элемент и закрепите крышку фильтра. 54. Подключите провода высокого напряжения к датчику-распределителю зажигания и к свечам зажигания. 55. Залейте моторное масло в двигатель через горловину на крышке головки цилиндров.
В каких моделях ВАЗ использовался?
За годы производства двигатель 21011 монтировался на автомобили ВАЗ следующих модификаций:
- 21011 – седан;
- 21021 – универсал;
- 21033 – седан;
- 21063 – седан.

По умолчанию в двигатель заложен высокий эксплуатационный ресурс, все указанные модели машин эксплуатируются до сих пор.
В наше время всеобщей автоматизации многие автолюбители забывают про такую необходимую операцию как проверка уровня масла в двигателе и надеются на срабатывание сигнальной лампы на щитке приборов.
Однако не факт что если сигнализатор давления масла не паникует, то в системе смазки все в порядке, ведь может получиться так, что она просто перегорела или вышел из строя сам датчик, а без масла, как известно, двигателю гарантированна короткая и сложная жизнь.
Причины угара масла
Ну, в общем, это вопрос второй. Сначала надо узнать, а куда вообще уходит масло из двигателя, если снаружи утечки не видно?
Споры о естественном угаре масла ведутся уже много лет. Вывод один – не хотите что бы двигатель «подъедал» масло, не наливайте его совсем!
Суть такова. Ресурс двигателя обеспечивается хорошей смазкой, а смазкой поршневых колец и как следствие поверхности цилиндров в виде масляной пленки подавно.
Вот вам и естественный угар.

При конструировании современного двигателя изначально потери масла на угар составляют 0,1-0,3% от объема использованного топлива. К тому же при различной эксплуатации (на речном транспорте, автомобилях, генераторах) показания угара масла существенно различаются!
Ну а так как на ваз 21213 двигатель откровенно «слабоват» и в силу специфики эксплуатации автомобиля работает с повышенными нагрузками, то паспортный параметр по угару масла держится не продолжительное время, после чего расход масла начинает существенно расти. Почему?
Помимо упомянутого естественного выгорания существуют еще несколько причин:
- Выпуск масла через систему вентиляции ДВС. Изношенность ЦПГ (цилиндропоршневой группы) напрямую зависит на давление картерных газов, чьи скорости возрастают, что способствует большей вытяжки масла в атмосферу (в современных автомобилях на «дожиг»);
- Банальная течь в местах неплотного прилегания элеентов двигателя.
Внимание: В общем, если в своем автомобиле вы увидели все вышеперечисленные дефекты. Убедились в изношенности ЦПГ (промерив компрессию – не менее8 кгс/ ), то замена поршневых колец ваз 21213 для вас самый экономичный вариант.
При подобном износе ДВС хороший хозяин помимо прочего проверит износ цилиндров, вкладышей шатунов и при необходимости заменит не только их, но и всю поршневую группу с маслосъемными колпачками. Здесь все ограничивает лишь цена вопроса ремонта.
Ремонт центрально поршневой группы
Для замены поршневой ваз 21213 нам потребуется яма или эстакада и стандартный набор инструментов.
Демонтируем головку блока цилиндров
- Самым первым действие в начале каждого ремонта является обесточивание системы электропитания автомобиля – снимаем клемму аккумулятора;
- Сливаем все жидкости с системы смазки и с системы охлаждения;
- Снимаем все «навесное» оборудование с головки блока: карбюратор, распределитель зажигания с высоковольтными проводами, приемную трубу выхлопного коллектора, стартер;
Внимание! Разъединяя выпускной коллектор и приемную трубу, не потеряйте уплотнительное металлическое кольцо.
- Отсоедините провода от датчиков температуры масла и охлаждающей жидкости;
- Демонтируем крышку головки блока;
- Отворачиваем болт крепящий звездочку на распределительном валу и снимаем ее вместе с цепью;
Звездочка распредвала с цепью
- Вынимаем вал вместе с толкателями клапанов и корпусом подшипников;
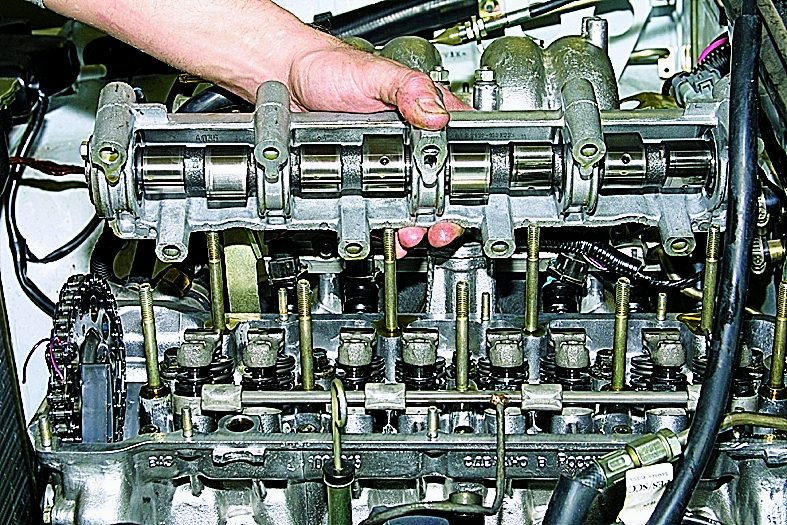
- Снимаем все шланги, которые будут мешаться при демонтаже ГБЦ;
- С помощью удлинителя и торцовой головки откручиваем головку блока и снимаем ее.
Демонтаж головки блока
Снятие поддона
- Снимаем брызговик двигателя и пластину защиты поддона;
- На боковых опорах двигателя откручиваем гайки, крепящие их к кронштейнам поперечной балки;
Откручивание кронштейна редуктора
- Разъединяем редуктор переднего моста и кронштейн двигателя для того что бы приподнять силовой агрегат;
- Приподнимаем двигатель домкратом и вставляем между опорами и кронштейнами поперечной балки деревянные брусочки;
- Убираем из под автомобиля домкрат;
- С помощью головки на «десять» откручиваем двенадцать болтов крепящих поддон к картеру.
Внимание! Поддон снимаем аккуратно, стараемся не порвать прокладку.
- Снимаем фильтр-заборник масляного насоса.
- Далее, открутив гайки нижних крышек шатунов, снимите их вместе с вкладышами.
Замена поршневой группы и колец
Вынимаем шатуны
Совет! Пометьте их местоположение и порядок для дальнейшей установки каждой крышки и вкладыша на свое место.
- Аккуратно, деревянным бруском (обычно используется рукоятка молотка), предварительно подняв поршень в верхнюю мертвую точку, выталкиваем шатун вверх;
- стрелка определяющая положение поршня в цилиндре;
- размер номера ремонта;
- класс самого поршня;
- класс поршневого отверстия под палец;
- класс шатуна, вернее его отверстия под поршневой палец;
- номер цилиндра, для которого предназначен шатун.
Проверка состояния поршней
Очищаем поршень от следов нагара и удаляем все отложения из каналов смазки шатуна и самого поршня.
При осмотре обращаем внимание на характерные трещины как на поршне, его кольцах, пальце, шатунах и на крышках которые являются признаком максимального износа. Глубокие риски на рабочей поверхности вкладышей также свидетельствуют о том, что их следует заменить новыми.
Подборка поршней к цилиндрам
Зазор, рассчитанный для данной пары, при условии, что они новые, составляет 0,025-0,045 мм. Определяется промериванием элементов поршневой группы (цилиндров и поршней) одинакового класса.
При износе максимальным допуском является величина в 0,15 мм. При превышении зазоров необходимо подобрать новые поршни к цилиндрам для достижения оптимальных значений.
На рынок автомобильных запчастей поставляются поршни различных классов (размеров) – А, С, Е которых вполне хватает для подбора поршней к любому размеру цилиндров, так как они, в свою очередь так же разбиты на классы имеющих запас по предельным значениям своей размерности. То есть к цилиндрам класса В или D вполне подойдет поршень с классом С.
Разборка
- Извлекаем из поршней кольца, стопорящие поршневой палец, вынимаем его и разъединяем шатун от поршня;
- Снимаем поршневые кольца.
Внимание! В шатуне, с большим натягом, запрессованы болты. Вследствие этого при ремонте шатунно-поршневой группы их выпрессовка не рекомендуется во избежание нарушения посадочного места.
Совет! Некоторые детали могут быть мало изношенны, и не повреждены, поэтому при разборке их необходимо пометить для того что бы при сборке собрать демонтированные элементы в свою группу и в свой цилиндр.
Сборка
В сборочном процессе необходимо уделить внимание подборке пальца к шатуну и поршню. У новых деталей определяется метками с одинаковым классом, у уже работающих деталей для сохранения правильности сопряжений необходимо добиться того, чтобы смазанный маслом поршневой палец входил в отверстие шатуна или поршня от нажатия большим пальцем руки (рис. а) и не выпадал из него при переворачивании (рис. б).
В противном случае замените другим. Если же палец принадлежал к последней категории, то меняйте всю группу – поршень, шатун и палец в сборе.
Подгонка поршневого пальца
Весь процесс сборки шатунно-поршневой группы происходит в обратном разборочному процессу порядке.После того как поршневой палец установлен на место, смажьте его через отверстия в бобышках моторным маслом.
Если вы решили при замене поршневой на ваз 21213 своими руками установить старые поршня, то вам перед их установкой необходимо почистить их канавки.
Затем, смазываем моторным маслом канавки и поршневые кольца.
Ставим их на место, соблюдая следующие требования:
- Ориентируем поршневые кольца таким образом, чтобы на верхнем компрессионном кольце замок находился в 45°-ти градусах по отношению к оси пальца поршня;
- На нижнем компрессионном кольце замок располагался под углом в 180° по отношению к замку верхнего кольца;
- Маслосъемное кольцо должно располагаться таким образом, чтобы его замок находился по отношению к замку первого компрессионного кольца под углом в 90°.
Совет! Компрессионное нижнее кольцо устанавливается выточкой вниз, а если на кольце стоит метка «ТОР» или «ВЕРХ», то оно устанавливается этой меткой к верху. Устанавливая маслосъемное кольцо, обратите внимание, чтобы стык кольца расширителя располагался напротив замка самого кольца.
Так же при замене поршневых колец ваз 21213 необходимо провести еще пару проверок связанных с их зазорами:
- Проверка зазора между боковой частью кольца и стенкой канавки поршня;
- Проверка торцевого зазора поршневого кольца.
В первом случае измеряемое кольцо вставляется в отведенную ей канавку, где расчетный зазор для «свежих» колец должен составлять:
- верхнее компрессионное от 0,04 до 0,07 мм;
- нижнее компрессионное от 0,03 до 0,06 мм;
- маслосъемное от 0,02 до 0,05 мм.
С учетом износа поршневой группы предельно допустимый зазор равняется 0,15мм.
Проверка бокового зазора
Во втором случае кольцо вставляется в отверстие с калибром равному заявленному диаметру кольца (допускается погрешность в ±0,003мм). Например, для кольца с номинальным размером в 82 мм применяется калибр 67.8125.9502, в котором зазор всех новых колец должен находиться в пределе от 0,25 до 0,45 мм.
С учетом износа допуск повышается до одного миллиметра.
Если зазор слишком маленький его можно «подогнать» стачиванием, при большом зазоре – кольцо заменить.
«Подгонка» торцевого зазора
Надеюсь, эта небольшая инструкция поможет вам отремонтировать «сердце» своего «железного коня», к тому же представленные фото не хуже любого видео иллюстрируют весь процесс замены поршневой и поршневых колец ваз 21213.
Удачи на дорогах!
Читайте также: